
Recent Advances in the Utilization of Tungsten Residue: A Mini Review of China
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Properties of Tungsten Residue
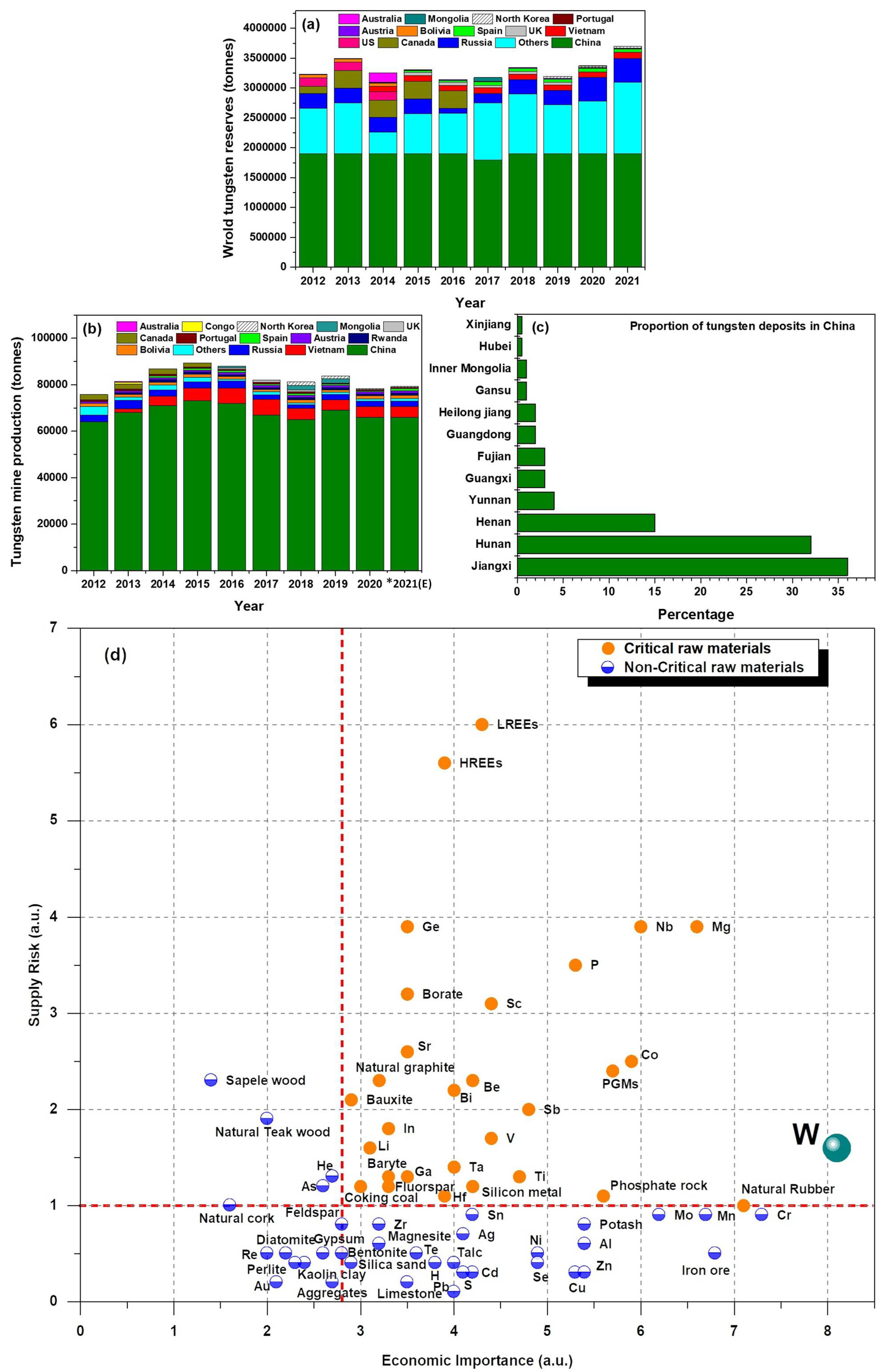
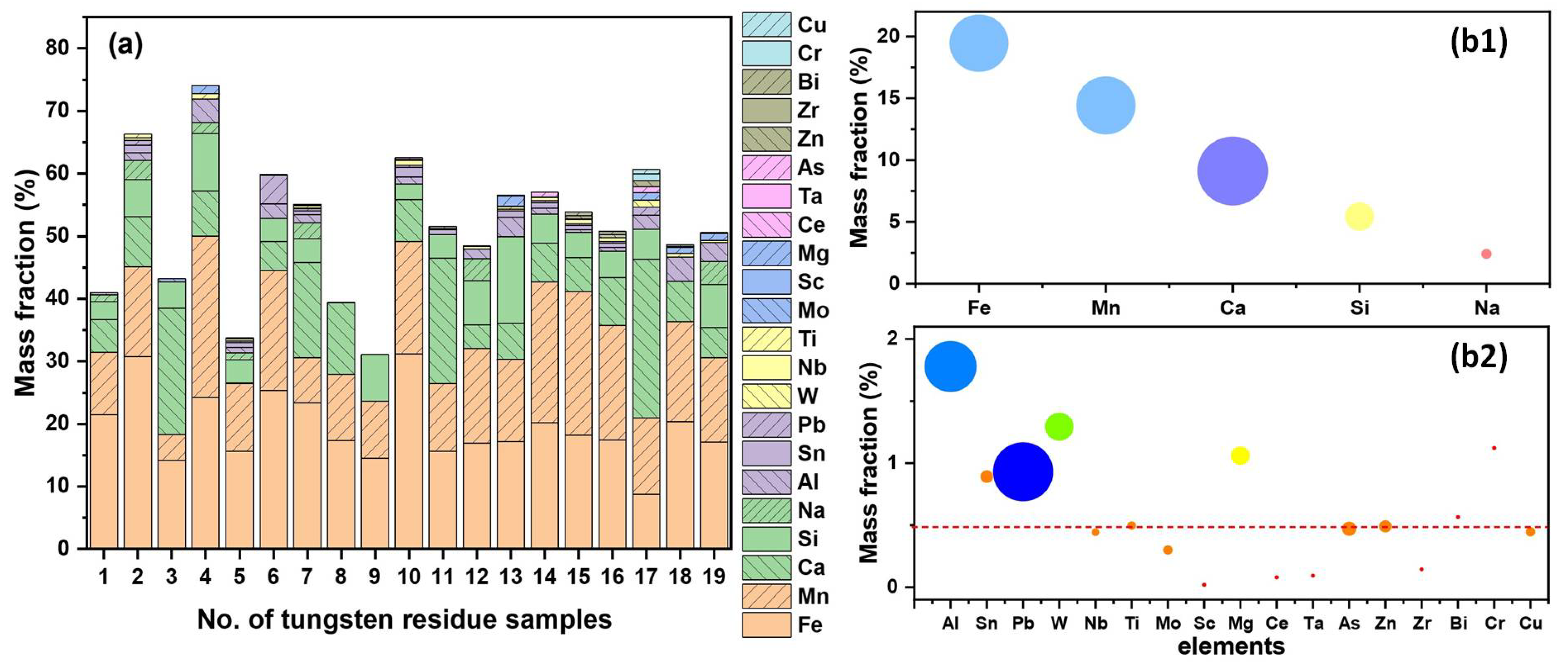
2.1. Composition and Production
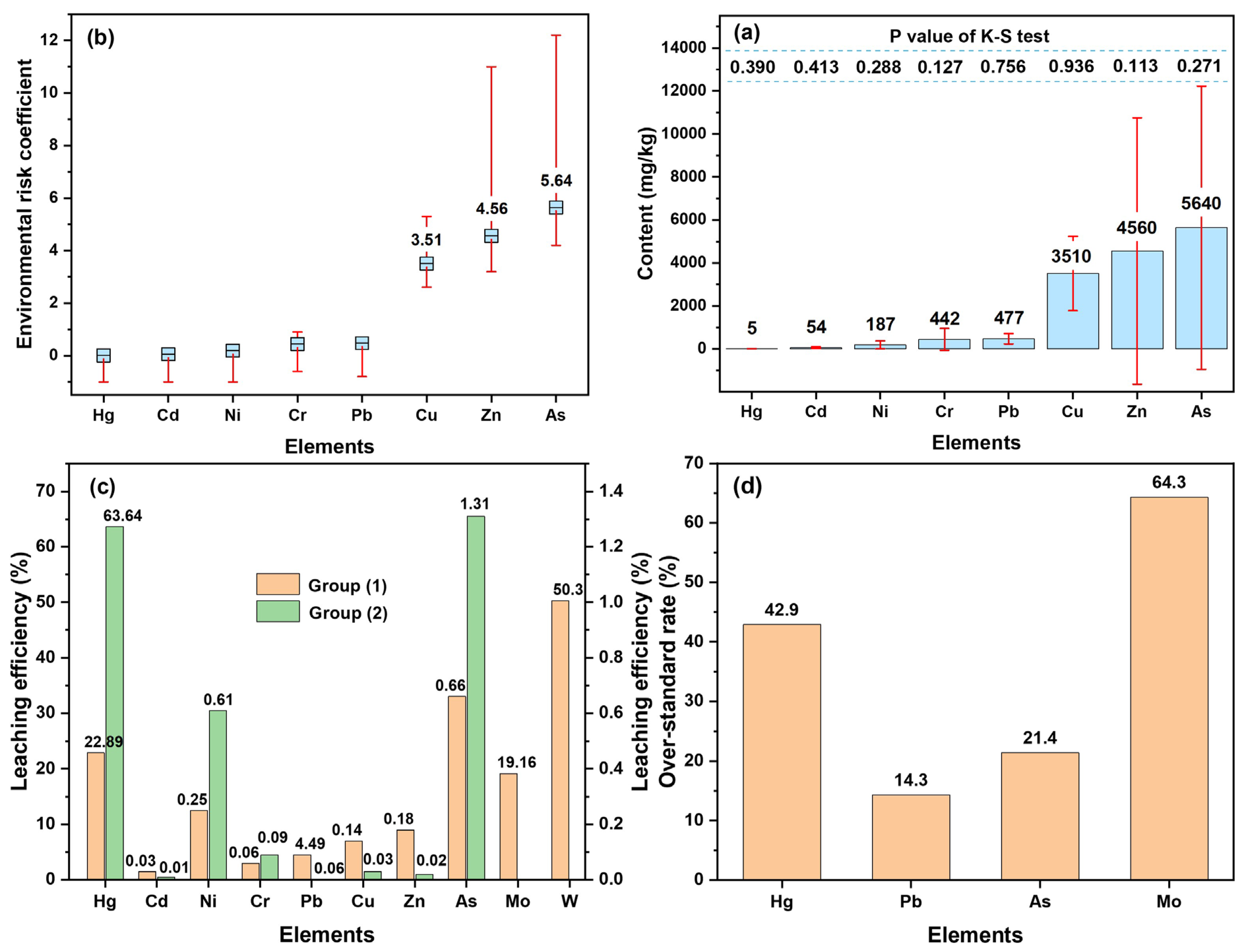
2.2. Environmental Risks
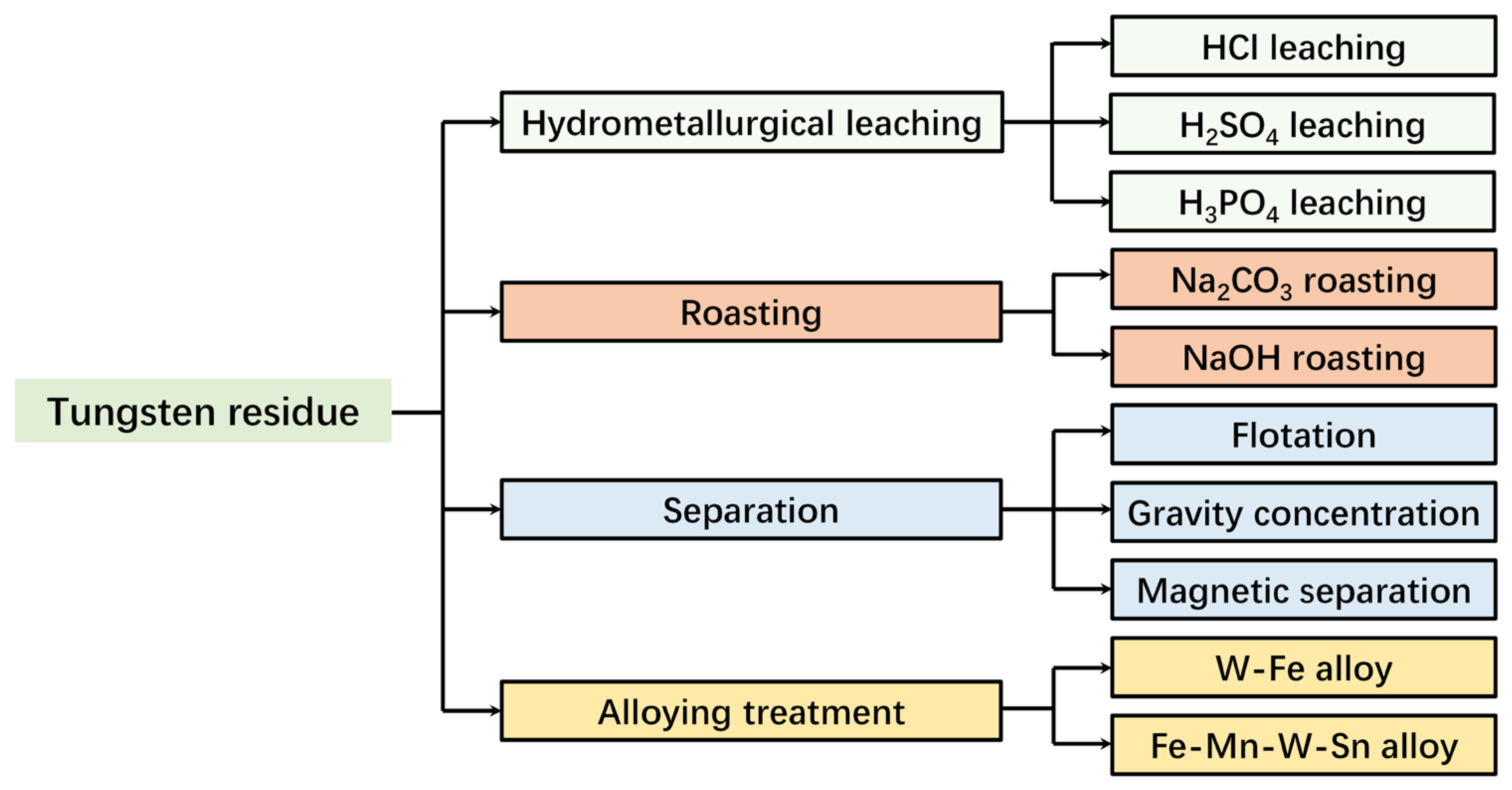
3. Treatment of Tungsten Residue
3.1. The Recovery of Valuable Metals
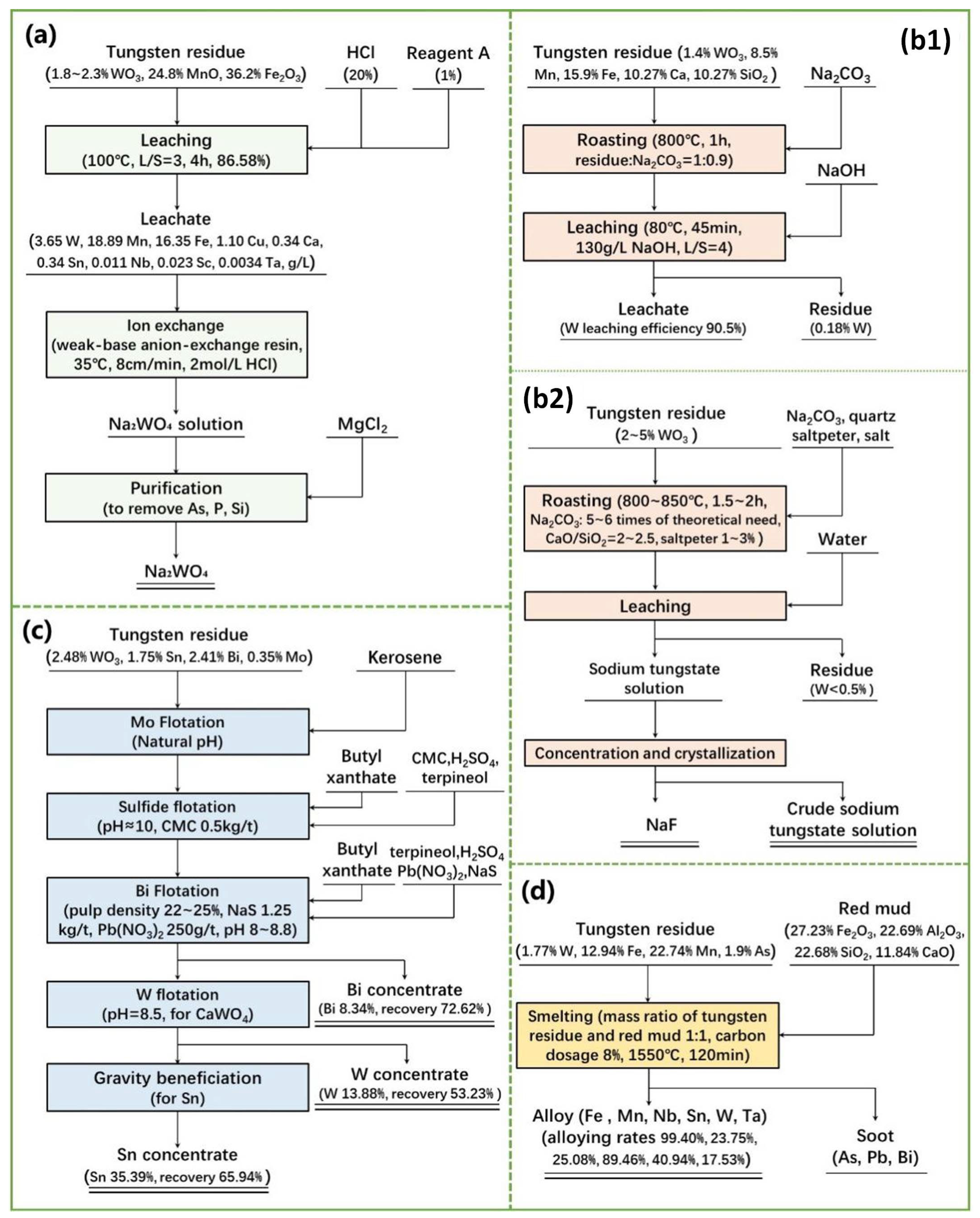
3.1.1. Tungsten
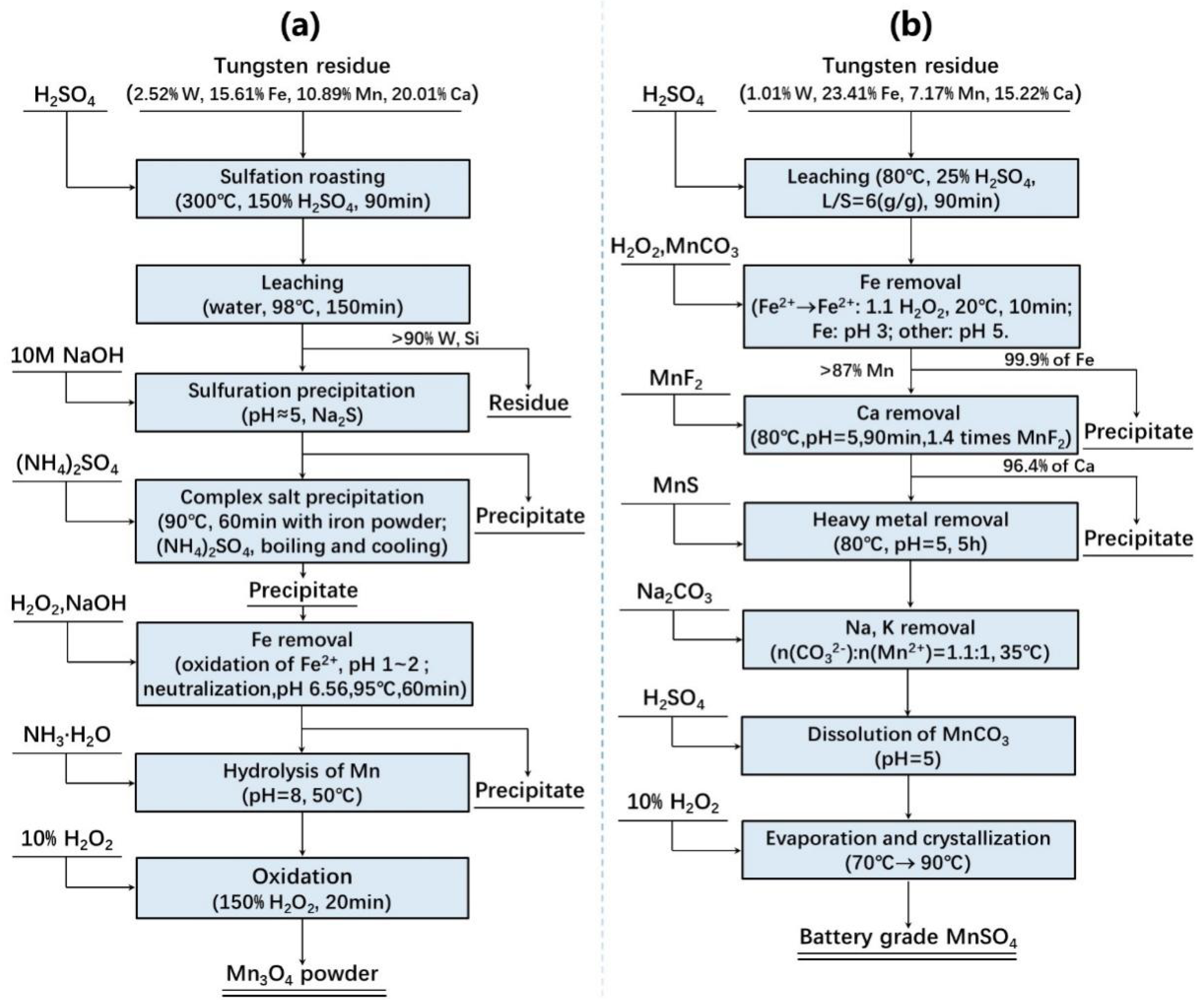
3.1.2. Manganese and Iron
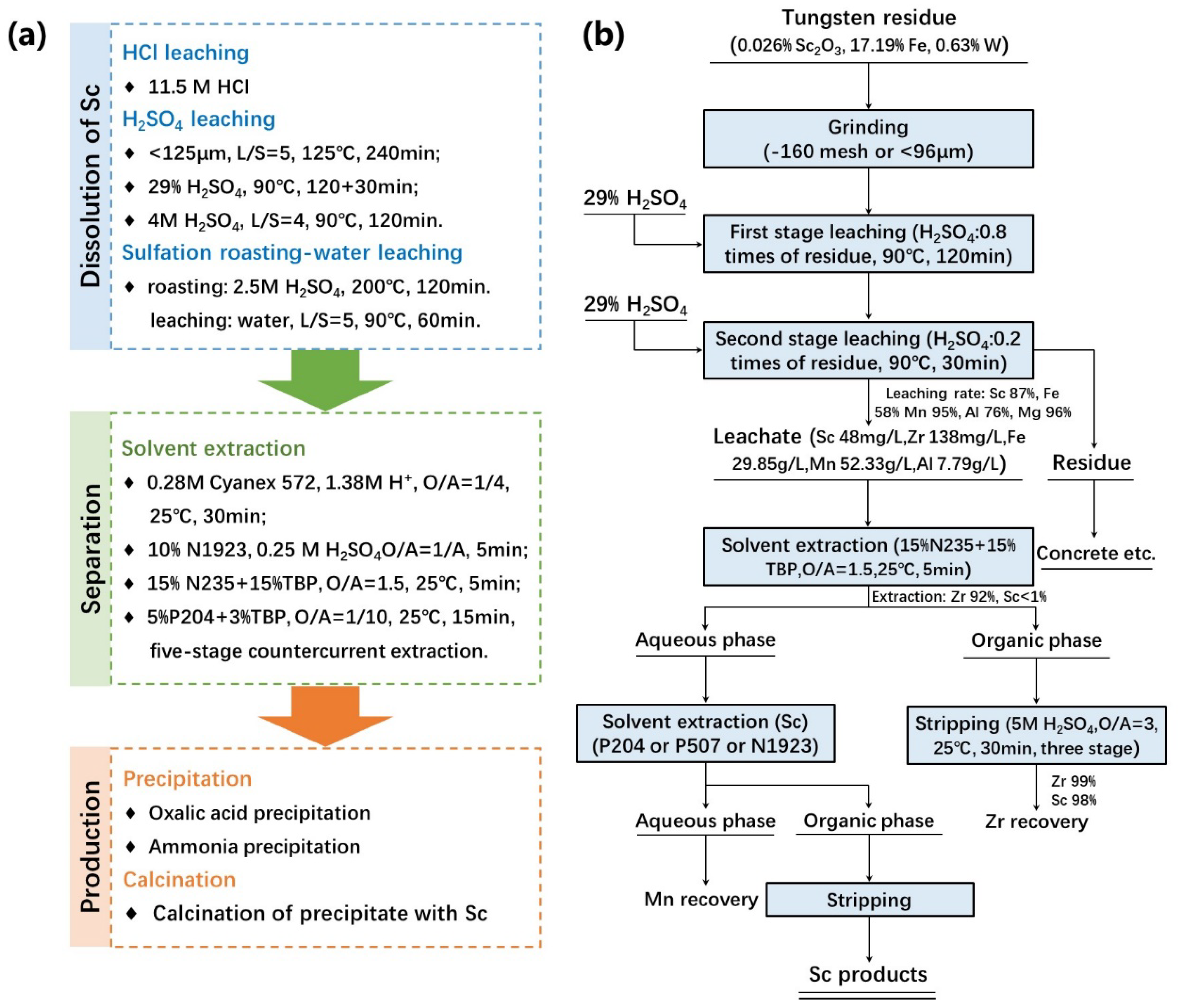
3.1.3. Scandium
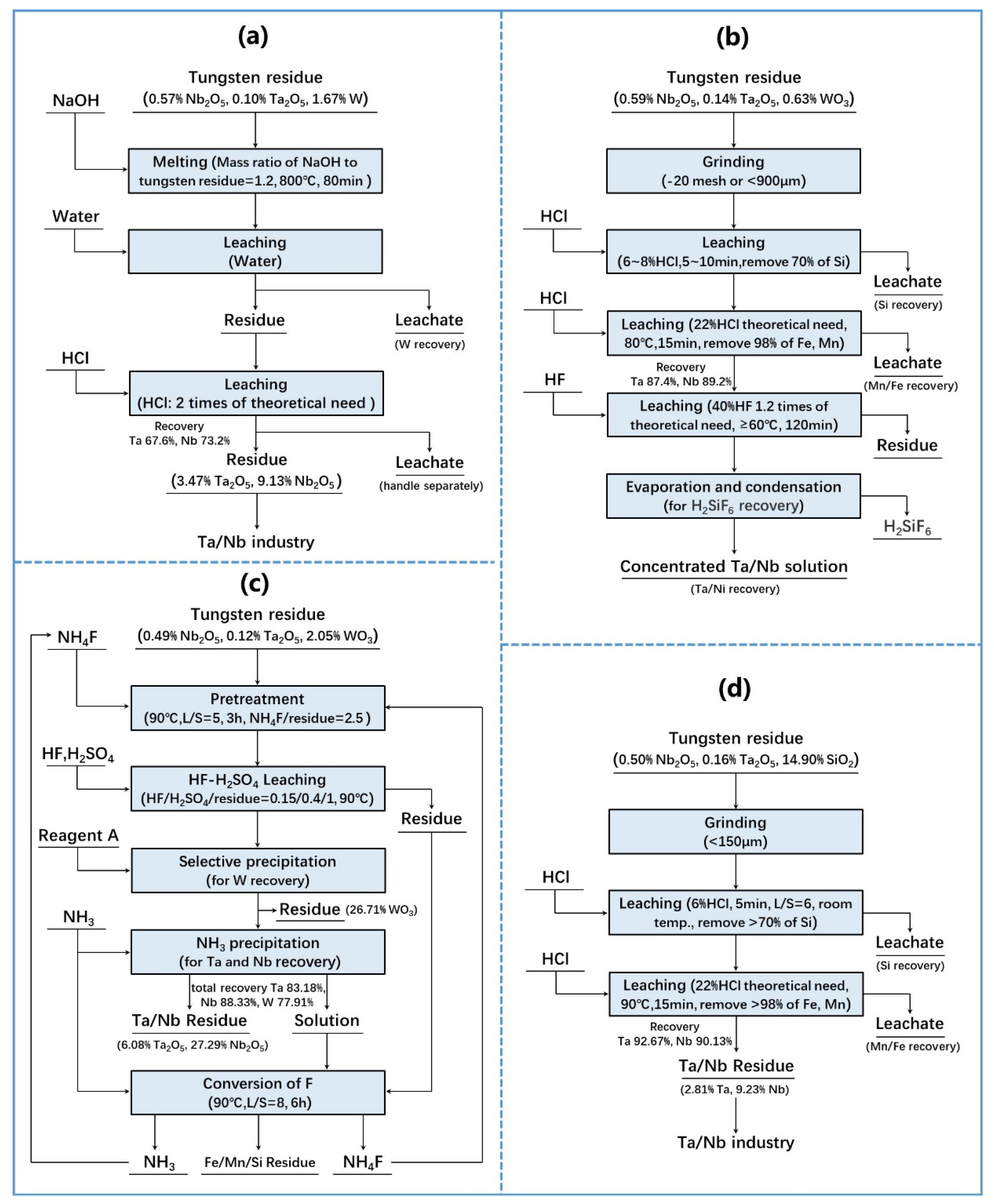
3.1.4. Tantalum and Niobium
3.1.5. Other Metals
3.2. Harmless Treatment and Reduction
3.3. Preparation of Materials
3.4. Discussion
4. Conclusions and Prospect
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shemi, A.; Magumise, A.; Ndlovu, S.; Sacks, N. Recycling of tungsten carbide scrap metal: A review of recycling methods and future prospects. Miner. Eng. 2018, 122, 195–205. [Google Scholar] [CrossRef]
- Zhang, L.W.; Xi, X.L.; Nie, Z.R. A new method for preparation of tungsten carbide powder by in situ electrochemical reduction. Electrochem. Commun. 2022, 134, 107179. [Google Scholar] [CrossRef]
- Cao, J.; Sun, Y.Z.; Wu, B.A.; Tang, H.Y.; Ding, Y.; Song, K.X.; Cui, C.Q. Research Status of Manufacturing Technology of Tungsten Alloy Wire. Micromachines 2023, 14, 1030. [Google Scholar] [CrossRef] [PubMed]
- Talignani, A.; Seede, R.; Whitt, A.; Zheng, S.Q.; Ye, J.C.; Karaman, I.; Kirka, M.M.; Katoh, Y.; Wang, Y.M. A review on additive manufacturing of refractory tungsten and tungsten alloys. Addit. Manuf. 2022, 58, 103009. [Google Scholar] [CrossRef]
- Polini, R.; Marcucci, A.; D’Ottavi, C.; Nunziante, P.; Marcheselli, G.C. Toward Greener Synthesis of WC Powders for Cemented Tungsten Carbides Manufacturing. ACS Sustain. Chem. Eng. 2021, 9, 8458–8466. [Google Scholar] [CrossRef]
- Leiting, S.; Xiaobin, L.; Lindberg, D.; Taskinen, P. Tungsten extractive metallurgy: A review of processes and their challenges for sustainability. Miner. Eng. 2019, 142, 105934. [Google Scholar]
- Xiao, L.; Ji, L.; Yin, C.; Chen, A.; Chen, X.; Liu, X.; Li, J.; He, L.; Sun, F.; Zhao, Z. Tungsten extraction from scheelite hydrochloric acid decomposition residue by hydrogen peroxide. Miner. Eng. 2022, 179, 107461. [Google Scholar] [CrossRef]
- Liu, X.H.; Zhai, J.P.; Chen, X.Y.; Li, J.T.; He, L.H.; Sun, F.L.; Zhao, Z.W. Recovery of Tungsten in the Process of Preparation of Calcium Sulfate Whiskers from Scheelite Decomposed Residue. ACS Sustain. Chem. Eng. 2022, 10, 13194–13204. [Google Scholar] [CrossRef]
- United States Geological Survey. Mineral Commodity Summaries 2013; United States Geological Survey: Reston, VA, USA, 2013.
- United States Geological Survey. Mineral Commodity Summaries 2014; United States Geological Survey: Reston, VA, USA, 2014.
- United States Geological Survey. Mineral Commodity Summaries 2015; United States Geological Survey: Reston, VA, USA, 2015.
- United States Geological Survey. Mineral Commodity Summaries 2016; United States Geological Survey: Reston, VA, USA, 2016.
- United States Geological Survey. Mineral Commodity Summaries 2017; United States Geological Survey: Reston, VA, USA, 2017.
- United States Geological Survey. Mineral Commodity Summaries 2018; United States Geological Survey: Reston, VA, USA, 2018.
- United States Geological Survey. Mineral Commodity Summaries 2019; United States Geological Survey: Reston, VA, USA, 2019.
- United States Geological Survey. Mineral Commodity Summaries 2020; United States Geological Survey: Reston, VA, USA, 2020.
- United States Geological Survey. Mineral Commodity Summaries 2021; United States Geological Survey: Reston, VA, USA, 2021.
- United States Geological Survey. Mineral Commodity Summaries 2022; United States Geological Survey: Reston, VA, USA, 2022.
- Yang, J.Y.; Shen, Q.I.; Liu, H.; Wang, W.K.; Huang, J.C.; Zhang, J.D. Progress of research related to the comprehensive recovery and utilization of tungsten smelting slag. Chin. J. Eng. 2018, 40, 1468–1475. [Google Scholar] [CrossRef]
- Liu, H.; Liu, H.; Nie, C.; Zhang, J.; Steenari, B.-M.; Ekberg, C. Comprehensive treatments of tungsten slags in China: A critical review. J. Environ. Manag. 2020, 270, 110927. [Google Scholar] [CrossRef]
- Orefice, M.; Nguyen, V.T.; Raiguel, S.; Jones, P.T.; Binnemans, K. Solvometallurgical Process for the Recovery of Tungsten from Scheelite. Ind. Eng. Chem. Res. 2022, 61, 754–764. [Google Scholar] [CrossRef]
- Blengini, G.A.; Latunussa, C.E.; Eynard, U.; Matos, C.T.d.; Wittmer, D.; Georgitzikis, K.; Pavel, C.; Carrara, S.; Mancini, L.; Unguru, M.; et al. Study on the EU’s List of Critical Raw Materials Final Report (2020); European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Gong, D.D.; Zhang, Y.; Wan, L.S.; Qiu, T.S.; Chen, Y.N.; Ren, S.L. Efficient extraction of tungsten from scheelite with phosphate and fluoride. Process Saf. Env. 2022, 159, 708–715. [Google Scholar] [CrossRef]
- Li, J.T.; Cui, M.Y.; Zhao, Z.W.; Liu, X.H.; Chen, X.Y.; He, L.H.; Sun, F.L.; Xiao, L.P.; Li, X.K.; Wang, L.Z. Extraction of tungsten from scheelite concentrate using a methanesulfonic acid- phosphoric acid coleaching process followed by solvent extraction with N1923. Hydrometallurgy 2022, 213, 105917. [Google Scholar] [CrossRef]
- Li, J.T.; Yang, J.H.; Zhao, Z.W.; Chen, X.Y.; Liu, X.H.; He, L.H.; Sun, F.L. Efficient extraction of tungsten, calcium, and phosphorus from low-grade scheelite concentrate. Miner. Eng. 2022, 181, 107462. [Google Scholar] [CrossRef]
- Guo, S.Y.; Huo, R.H.; Xie, S.; Wang, L.H.; Guo, C.; Liao, C.F. Research Progress in Comprehensive Recovery and Utilization of Alkali-boiled Tungsten Slag. Rare Met. Cem. Carbides 2021, 49, 1–6+12. (In Chinese) [Google Scholar]
- Zhu, X.; Liu, X.; Chen, X.; Li, J.; He, L.; Zhao, Z. Comprehensive Utilization and Development Trend of Tungsten Smelting Slag. Conserv. Util. Miner. Resour. 2019, 39, 119–124. (In Chinese) [Google Scholar]
- The Ministry of Ecology and Environment; The National Development and Reform Commission; The Ministry of Public Security; The Ministry of Transport; The National Health Commission. Directory of National Hazardous Wastes (Version 2021); The Ministry of Ecology and Environment; The National Development and Reform Commission; The Ministry of Public Security; The Ministry of Transport; The National Health Commission: Beijing, China, 2021. [Google Scholar]
- Yang, J.Z.; Gao, H.F.; Ning, W.A.; Ning, C.H.; Wang, J.Y.; Yang, Y.F. Research on Polluting Characteristic of Tungsten Residue from Ammonium Paratungstate (APT). J. Environ. Eng. Technol. 2015, 5, 525–530. (In Chinese) [Google Scholar]
- Su, K.; Ma, X.; Zhao, B. Harmless Treatment and Valuable Metals Recovery of Tungsten Leaching Residues: A Thermodynamic and Experimental Study. JOM 2021, 73, 1937–1946. [Google Scholar] [CrossRef]
- Liao, C.F.; Xie, S.; Wang, X.; Zhao, B.J.; Cai, B.Q.; Wang, L.H. Thermodynamic and Experimental Analyses of the Carbothermic Reduction of Tungsten Slag. Jom 2021, 73, 1853–1860. [Google Scholar] [CrossRef]
- Peng, W.; Huang, J.; Wang, Z.J.; Liu, A.R. Research status of recycling and utilization of valuable metals in tungsten residue. Chem. Ind. Eng. Prog. 2022, 41, 6656–6663. (In Chinese) [Google Scholar] [CrossRef]
- Jing, Q.X.; Wang, Y.Y.; Chai, L.Y.; Tang, C.J.; Huang, X.D.; Huan, G.U.; Wei, W.A.; Wei, Y.O. Adsorption of copper ions on porous ceramsite prepared by diatomite and tungsten residue. Trans. Nonferrous Met. Soc. China 2018, 28, 1053–1060. [Google Scholar] [CrossRef]
- Zhou, G.T.; Li, Q.G.; Liu, Y.C.; Zhang, G.Q.; Cao, Z.Y.; Zeng, L.; Guan, W.J. Study on Extraction of Scandium from Sulphuric Acid Leaching Solution of Tungsten Residue. Rare Met. Cem. Carbides 2018, 46, 1–9. [Google Scholar]
- Liu, J.; Xiong, D.; Zhang, J.; Cao, X.; Zong, Y.; Wang, L.; Ouyang, S. The leaching process of iron and manganese in tungsten smelting slag. Nonferrous Met. Sci. Eng. 2018, 9, 14–20. [Google Scholar] [CrossRef]
- Fang, Z.K.; Huang, C.; Xu, G.Z.; Yang, Z.F.; Hu, J.Y.; Tang, X.J.; Liang, Y. Experimental Study on Decomposition of Tungsten Smelting Slab for Emission Reduction and Resource Recycling. Rare Met. Cem. Carbides 2020, 48, 1–4. [Google Scholar]
- Gong, D.; Li, Z.; Zhang, Y.; Wan, L.; Ren, S. Research Status of Tungsten Slab Recycling Technology. Rare Met. Cem. Carbides 2021, 49, 1–8+14. [Google Scholar] [CrossRef]
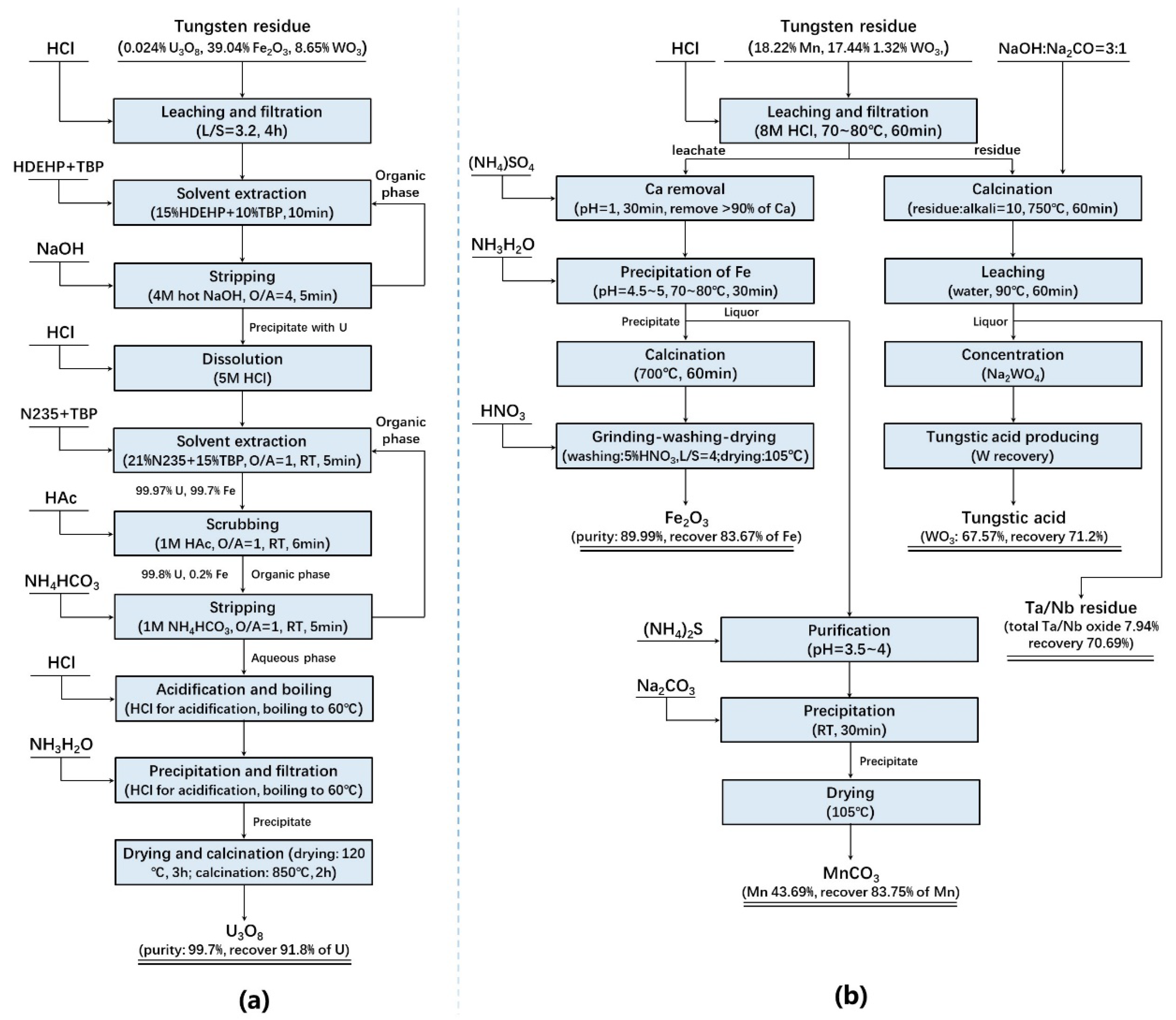
- Dai, Y.; Zhong, H.; Zhong, H. Novel process for preparation of mangano-manganic oxide from tungsten residue. Chin. J. Nonferrous Met. 2012, 22, 1242–1247. [Google Scholar] [CrossRef]
- Yang, X.L.; Wang, X.H.; Xiang, S.B.; Sun, Q.; Wei, C.; Zheng, S.L. Enrichment of tantalum and niobium from tungsten residue by hydrochloric acid method. Chin. J. Nonferrous Met. 2013, 23, 873–881. [Google Scholar]
- Song, H.Y.; Cao, Y.W.; Miao, Z.Y.; Luo, H.; Guo, Q.H. Characterization of tungsten distribution in tungsten-rich slag and sediment via leaching experiments. Environ. Earth Sci. 2023, 82, 52. [Google Scholar] [CrossRef]
- Jing, Q.; Wang, Y.; Chai, L.; Tang, C.; Huang, X.; Guo, H.; Wang, W.; You, W. Adsorption behavior of ammonium in leachate from ionic rare earth mining area soil by diatomite and tungsten residue based porous ceramsite. Chin. J. Nonferrous Met. 2018, 28, 1033–1042. [Google Scholar] [CrossRef]
- Xiao, C.; Liu, J.H.; Wu, H.G. Experimental Study on the Treatment Process of Low Grade Tungsten Slag. Hunan Nonferrous Met. 2012, 28, 24–26+71. [Google Scholar]
- He, Y.; Xu, S.; Jing, X.; Lin, X.; Tao, L.; Xu, H. Research Status of Tungsten Slag Characteristics and Resource Utilization Technology in China. China Tungsten Ind. 2018, 33, 51–56. [Google Scholar]
- Su, Z.F.; Liu, Y.H. Study on a New Process of Tungsten Recovery from Tungsten Slag. Rare Met. Cem. Carbides 2014, 42, 11–13. [Google Scholar]
- Liang, H.; Luo, D.; Liu, C.; Xie, B.; Huang, T. Leaching of Scandium Oxide From Tungsten Slab. Hydrometall. China 2015, 34, 114–116. [Google Scholar] [CrossRef]
- Wang, J.; Wang, X.; Huang, H.; Zheng, S. New process of high efficient co-extraction of tantalum, niobium and tungsten from tungsten residue. Nonferrous Met. Sci. Eng. 2013, 4, 91–96. [Google Scholar] [CrossRef]
- Ding, C.; Liu, X.; Wang, X.H.; Shan, Z.Q.; Zhang, X.H.; He, C.R. N235+TBP Preextraction of Zr from Wolframine Residue Containing Sc. Met. Mine 2016, 112–116. [Google Scholar]
- Liao, C.F.; Wang, L.H.; Huo, R.H.; Xie, S.; Guo, S.Y.; Liu, D.G. Study on Recovery of Valuable Metals from Wolf ramite Alkali leaching Residue by Reduction Smelting. Rare Met. Cem. Carbides 2021, 49, 7–12. [Google Scholar]
- Lai, L.; Yang, D.; Chen, S.; Zhou, L. Comprehensive Recovery of Secondary Resources from Decomposition Slag of Tungsten Concentrate. Nonferrous Met. (Extr. Metall.) 2022, 12, 116–123. [Google Scholar] [CrossRef]
- Ma, B.; Du, B.; Yan, X.; Kang, G. Hazardous Characteristics and Mechanical Properties of Vitrification Product of Tungsten Slag. J. Ecol. Rural Environ. 2021, 37, 1218–1224. [Google Scholar] [CrossRef]
- Liu, C.Y.; Fu, J.G. Experimental Study on Extraction and Recovery of Scandium from Tungsten Residue. Rare Met. Cem. Carbides 2015, 43, 4–11. [Google Scholar]
- Song, Q.; Zhang, M.; Zhong, W.; Yin, Z.P.; Jing, C.Y. Speciation, leachability and bioaccessibility of tungsten in tungsten ore processing residue. Chemosphere 2022, 302, 134856. [Google Scholar] [CrossRef]
- Liu, D.G.; Liao, C.F.; Xu, G.Z.; Chen, Z.T.; He, B.X.; Zhou, F.; Liang, Y. The Characteristics and Mechanism of Fluorine Adsorption by Alkali-boiled Tungsten Residue. China Tungsten Ind. 2022, 37, 53–59. (In Chinese) [Google Scholar] [CrossRef]
- Wang, H.; Liu, P.Y.; Chen, X.Y.; Liu, X.H.; Chen, A.L.; Li, J.T.; He, L.H.; Sun, F.L.; Zhao, Z.W. Efficient dissolution of tungstic acid by isopolytungstate solution based on the polymerization theory of tungsten. Hydrometallurgy 2022, 209, 105835. [Google Scholar] [CrossRef]
- GB 5085.3–2007; Identification Standards for Hazardous Wastes-Identification for Extraction for Toxicity. State Environmental Protection Administration, General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2007.
- HJ/T 299–2007; Solid Waste-Extraction Procedure for Leaching Toxicity-Sulphuric Acid & Nitric Acid Method. State Environmental Protection Administration: Beijing, China, 2007.
- Chen, L.; Yang, Y.; Yang, Y.; Yang, J.; Huang, Q. The pollution characteristics of solid waste produced in tungsten slag comprehensive utilization. Environ. Pollut. Control 2015, 37, 66–70. [Google Scholar] [CrossRef]
- National People’s Congress (NPC) Standing Committee. Environmental Protection Tax Law of the People’s Republic of China; National People’s Congress (NPC) Standing Committee, Ed.; National People’s Congress (NPC) Standing Committee: Beijing, China, 2018. [Google Scholar]
- Zhao, Z.; Li, J.; Wang, S.; Li, H.; Liu, M.; Sun, P.; Li, Y. Extracting tungsten from scheelite concentrate with caustic soda by autoclaving process. Hydrometallurgy 2011, 108, 152–156. [Google Scholar] [CrossRef]
- Xia, W. Secondary resources of tungsten and its development prospects. Recycl. Resour. Circ. Econ. 2006, 11–17. [Google Scholar] [CrossRef]
- Wang, X.; Ma, X.D.; Su, K.; Liao, C.F.; Zhao, B.J. Fundamental studies for high temperature processing of tungsten leaching residues for alloy formation. Tungsten 2020, 2, 362–370. [Google Scholar] [CrossRef]
- Yang, S.; Wang, J.; Xie, B.; Lai, X.; Wang, H. Treatment process of low-grade tungsten slag. Nonferrous Met. Sci. Eng. 2015, 6, 29–32. [Google Scholar] [CrossRef]
- Luo, X.P.; Liu, B.L.; Tang, M.K. Experimental lnvestigation of Complex Recovery of Valuable Minerals Components Containing in the Residue Abandoned in Wet-metallurgical Process of Wolframite Ores. China Tungsten Ind. 2006, 20, 24–26. [Google Scholar]
- Huo, R.H.; Xie, S.; Deng, P.; Zeng, Z.Y.; Liao, C.F.; Wang, X. Preparation of Fe Mn W Sn Alloy from Alkali Boiled Black-and-white Tungsten Slag and Red Mud by Synergistic Carbothermic Reduction and Recovery. Nonferrous Met. Sci. Eng. 2022, 14, 295–301. [Google Scholar]
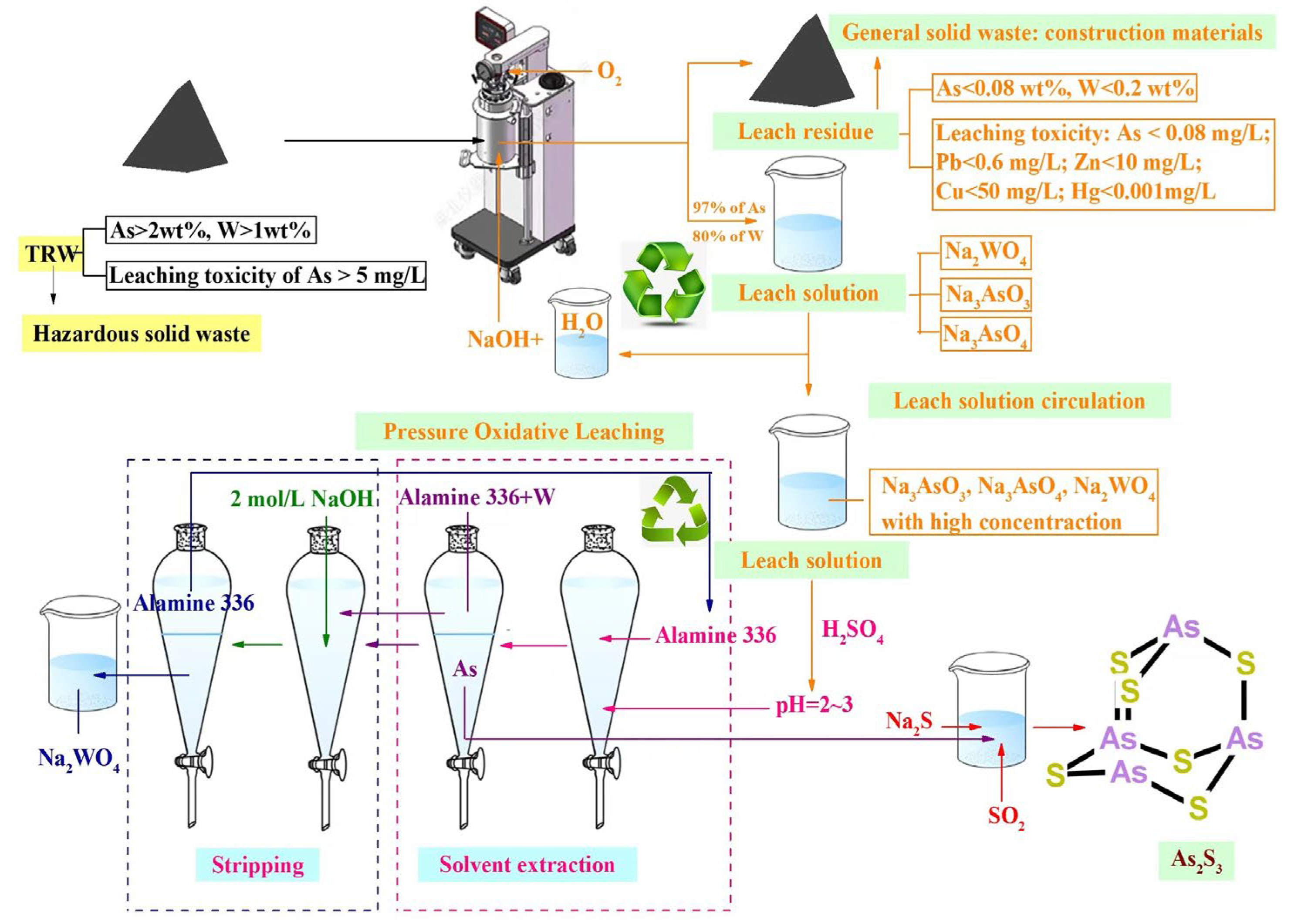
- Wu, X.S.; Qing, J.L.; Zhang, G.Q.; Wu, S.X.; Zeng, L.; Li, J.; Li, Q.G.; Cao, Z.Y.; Wang, M.Y.; Guan, W.J. A feasible strategy for deep arsenic removal and efficient tungsten recovery from hazardous tungsten residue waste with the concept of weathering process strengthening. Sep. Purif. Technol. 2023, 306, 122558. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Y.; Zheng, B.; Hou, Z.; Gong, D. Orthogonal Experimental Studyon Sulfuric Acid Leaching of Alkali-Decomposed Tungsten Slag. Rare Met. Cem. Carbides 2023, 51, 1–4. (in Chinese). [Google Scholar]
- Zhang, J.P. Resrearch on the Extraction, Preparation and Technology of Battery-Grade Manganese Sulfate from Tungsten Smelting Slag; Jiangxi University of Technology: Ganzhou, China, 2018. [Google Scholar]
- Fan, K.; Zheng, Y.; Wang, F.; Li, H. Recovery iron from Fe-W-Sn alloy powders by electrolysis. Chin. J. Nonferrous Met. 2019, 29, 2421–2432. [Google Scholar] [CrossRef]
- Peng, Y.; Fan, K.; Zheng, Y. Anode behavior of Fe-W-Sn alloy powder electrolysis. Chin. J. Nonferrous Met. 2022, 32, 227–235. [Google Scholar] [CrossRef]
- Tan, X.H. Study on Recovery of Iron and Manganese from Black Tungsten Residue by Magnetization Roasting; Jiangxi University of Science and Technology: Ganzhou, China, 2020. [Google Scholar]
- Li, S.C.; Chi, J.Z.; Wang, L.P.; Li, C. Research Progress on Recovery of Rare Earth Metal Scandium from Wastes. Rare Met. Cem. Carbides 2023, 151, 10–16. (In Chinese) [Google Scholar]
- Yoshida, W.; Goto, M. Ternary extractant system consisting of PC-88A, TOPO, and Versatic 10 for recovery of scandium(III) from nickel laterite processing liquors. Hydrometallurgy 2023, 217, 106024. [Google Scholar] [CrossRef]
- Habibi, H.; Mokmeli, M.; Shakibania, S.; Pirouzan, D.; Pourkarimi, Z. Separation and recovery of titanium and scandium from the red mud. Sep. Purif. Technol. 2023, 317, 123882. [Google Scholar] [CrossRef]
- Peng, X.J.; Li, L.; Zhang, M.M.; Cui, Y.; Jiang, X.C.; Sun, G.X. Preparation of ultra-high pure scandium oxide with crude product from titanium white waste acid. J. Rare Earths 2023, 41, 764–770. [Google Scholar] [CrossRef]
- Dai, X.; Nhung, N.T.H.; Hamza, M.F.; Guo, Y.; Chen, L.; He, C.; Ning, S.; Wei, Y.; Dodbiba, G.; Fujita, T. Selective adsorption and recovery of scandium from red mud leachate by using phosphoric acid pre-treated pitaya peel biochar. Sep. Purif. Technol. 2022, 292, 121043. [Google Scholar] [CrossRef]
- Liu, M.; Chen, J.; Zou, D.; Yan, Y.; Li, D. A novel synergistic extraction system for the recovery of scandium (III) from sulfuric acid medium with mixed Cyanex923 and N1923. Sep. Purif. Technol. 2022, 283, 120223. [Google Scholar] [CrossRef]
- Wei, D.; Xiao, J.H.; Yang, P.; Shen, S.Y.; Chen, T.; Zou, K.; Zhen, W. Extraction of Scandium and Iron from Red Mud. Miner. Process. Extr. Metall. Rev. 2022, 43, 61–68. [Google Scholar] [CrossRef]
- Sun, S.; Sun, H.; Song, J.; Qu, J.; Qi, T. Current status of scandium resources and application research progress of solvent extraction in the process of scandium extraction. Chin. J. Process Eng. 2020, 20, 877–886. [Google Scholar] [CrossRef]
- Ito, H.; Senba, K.; Higashi, K.; Yoshinaga, M. Recovery of Scandium from the Waste Residue of Leached Tungsten Ore. J. Min. Metall. Inst. Jpn. 1975, 91, 347–349. (In Japanese) [Google Scholar] [CrossRef]
- Nie, H.P.; Wang, Y.B.; Wang, Y.L.; Zhao, Z.Y.; Dong, Y.M.; Sun, X.Q. Recovery of scandium from leaching solutions of tungsten residue using solvent extraction with Cyanex 572. Hydrometallurgy 2018, 175, 117–123. [Google Scholar] [CrossRef]
- Peng, W.; Huang, J.; Wang, Z.; Liu, A. Sulfuric Acid Leaching of Scandium from Black Tungsten Ore Slag and Depression Leaching of Iron by Carphosiderite Method. Chin. J. Process Eng. 2014, 14, 907–914. [Google Scholar]
- Masloboeva, S.M.; Arutyunyan, L.G.; Palatnikov, M.N.; Manukovskaya, D.V. Separation and purification of tantalum from plumbomicrolite of amazonite deposit in Kola Peninsula by acid leaching and solvent extraction. J. Cent. South Univ. 2021, 28, 72–88. [Google Scholar] [CrossRef]
- Cao, F.; Yang, H.; Zhang, L.; Wang, W. Current Situation and Trend Analysis of Global Tantalum and Niobium Mineral Resources. Conserv. Util. Miner. Resour. 2019, 39, 56–67+89. [Google Scholar] [CrossRef]
- Li, J.J.; He, D.W.; Zhou, K.G.; Gong, D.D. Research Status of Comprehensive Utilization of Tungsten Slag. Conserv. Util. Miner. Resour. 2019, 39, 125–132. [Google Scholar] [CrossRef]
- Shikika, A.; Sethurajan, M.; Muvundja, F.; Mugumaoderha, M.C.; Gaydardzhiev, S. A review on extractive metallurgy of tantalum and niobium. Hydrometallurgy 2020, 198, 105496. [Google Scholar] [CrossRef]
- Dai, Y.; Zhong, H.; Zhong, H. Recovery of Tantalum and Niobium from Tungsten Residue by Alkali Fusing. Nonferrous Met. 2009, 61, 87–89. [Google Scholar]
- Xiang, S.B.; Huang, B.; Wang, X.H.; Zheng, S.L. Research on Recovery of Tantalum and Niobium from Tungsten Residue by Acid Method. Nonferrous Met. Eng. Res. 2012, 33, 5–11. [Google Scholar]
- Yi, G.; Macha, E.; Van Dyke, J.; Ed Macha, R.; McKay, T.; Free, M.L. Recent progress on research of molybdenite flotation: A review. Adv. Colloid Interface Sci. 2021, 295, 102466. [Google Scholar] [CrossRef] [PubMed]
- Tang, N.; Liang, J.; Niu, C.; Wang, H.; Luo, Y.; Xing, W.; Ye, S.; Liang, C.; Guo, H.; Guo, J.; et al. Amidoxime-based materials for uranium recovery and removal. J. Mater. Chem. A 2020, 8, 7588–7625. [Google Scholar] [CrossRef]
- Su, Z.; Zhang, Y.; Liu, B.; Lu, M.; Li, G.; Jiang, T. Extraction and Separation of Tin from Tin-Bearing Secondary Resources: A Review. JOM 2017, 69, 2364–2372. [Google Scholar] [CrossRef]
- Kazemi, D.; Yaftian, M.R. Selective transport-recovery of bismuth(III) by a polymer inclusion membrane containing polyvinyl chloride base polymer and bis(2-ethylhexyl)phosphoric acid. Sep. Purif. Technol. 2022, 285, 120375. [Google Scholar] [CrossRef]
- Zhong, X.; Fu, M.; Qin, Y.; Zhou, D.; Chen, T. Study on uranium recovery from tungsten residue: Separation of U from Fe, Mn, Zr, Ti, Th, and Sc with mixture of N235 and TBP. J. Radioanal. Nucl. Chem. 2015, 304, 1099–1108. [Google Scholar] [CrossRef]
- Zhong, X.M.; Fu, M.S.; Qin, Y.C.; Wu, Y.H. Study on recovery of rare earths from tungsten residue by solvent extraction using the solutions of HDEHP and TBP. J. Rare Earths 2014, 32, 101–104. [Google Scholar]
- Xu, L.; Liao, C.; Xie, S.; Zhao, B. Removal of Arsenic from Leaching Residue of Tungsten. In 12th International Symposium on High-Temperature Metallurgical Processing; Springer: Cham, Switzerland, 2022; pp. 83–91. [Google Scholar]
- Wu, X.; Zeng, L.; Wu, S.; Qing, J.; Li, Q.; Cao, Z.; Wang, M.; Zhang, G.; Guan, W. Eco-friendly extraction of arsenic and tungsten from hazardous tungsten residue waste by pressure oxidation leaching in alkaline solutions: Mechanism and kinetic model. J. Environ. Manag. 2023, 325, 116586. [Google Scholar] [CrossRef]
- Zhong, L.S.; Wang, Y.X.; Wang, L.S. Thermodynamic Analysis and Technology of Preparing High Strength Permeable Brick from Tungsten Slag. Foshan Ceram. 2022, 32, 11–16. [Google Scholar]
- Wei, B.H.; Xue, Z.Y.; Yang, Y.D.; Zhong, X.C.; Ren, R.S.; Wang, R.X.; Zhang, K.F. Preparation of tungsten slag-bentonite particle adsorbent and its adsorption performance for lead ion from wastewater. J. Cent. South Univ. 2023, 30, 1841–1855. [Google Scholar] [CrossRef]
- Jing, X.; Guo, H.; Wang, W. Preparation and Performance of Porous Ceramic from Diatomite with Waste Tungsten Residue. China Ceram. 2017, 53, 52–56. [Google Scholar] [CrossRef]
- Bao, H.; Bao, H.M.; Shou, K.; Feng, C.; Wang, Q.S. Study on water stability of semi flexible pavement mixed with tungsten slag mortar. J. Wuhan Univ. Technol. 2021, 43, 6–12. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, P.; Cheng, L.; Li, A.; Zeng, Z.; Liao, C. Recent Advances in the Utilization of Tungsten Residue: A Mini Review of China. Metals 2023, 13, 1481. https://doi.org/10.3390/met13081481
Deng P, Cheng L, Li A, Zeng Z, Liao C. Recent Advances in the Utilization of Tungsten Residue: A Mini Review of China. Metals. 2023; 13(8):1481. https://doi.org/10.3390/met13081481
Chicago/Turabian StyleDeng, Pan, Lili Cheng, Alin Li, Zhiyong Zeng, and Chunfa Liao. 2023. "Recent Advances in the Utilization of Tungsten Residue: A Mini Review of China" Metals 13, no. 8: 1481. https://doi.org/10.3390/met13081481