1. Introduction
The first indication of a possible oil emergency occurred in 1975. Thus, the necessity of reducing fuel consumption resulted in new aims for automotive companies and a need to decrease their vehicles’ weights. Over the years, fuel consumption reduction goals have become more intensive and have reached different areas, changing the methods of designing new products by thinking about how to prevent excessive weight and keep the desired properties of the materials. Additionally, due to environmental issues, there is also the necessity to decrease gas emissions generated by fuel consumption and reduce the energy utilized to produce materials to ensure a more sustainable environment [
1,
2,
3]. In this way, advanced-high-strength steel (AHSS) and ultra-high-strength steel (UHSS) have come to mitigate these problems. Another exciting perspective in regard to UHSS or very-high-strength steel (VHSS), as demonstrated by Qiang et al. [
4], is related to the benefits of logistics and operations. Since building a structure takes time and a certain number of materials, using materials with higher strengths could decrease transportation and reduce other processes, such as the amount of welding required.
First, defining certain terms used in the current work is essential. Depending on the author or sources, AHSS and UHSS designations can vary from the definitions used in the present research. However, the present study considers the exact designation of UHSS and AHSS as all steel with an ultimate tensile and yield strength of above 700 MPa. AHSS was developed over many years, today enabling the production of steel sheets, which has many benefits compared to other lightweight materials. However, according to Fonstein et al. [
2], Tumer [
5], and Demeri et al. [
6], to reach the current high-strength steel level with a range of 500 to 1700 MPa and improved ductility, it is necessary to consider different methods during its production. Thus, changes in the microstructure through steel-strengthening approaches, the addition of alloys and micro-alloy elements, and heat treatments are the methods most commonly used to achieve excellent results of AHSS [
7,
8,
9,
10]. In this way, many grades and classifications are created, allowing combinations for many applications.
Currently, AHSS is in its third generation. Many studies that involve welding effects have been developed along with the evolution of new grades of AHSS with critical mechanical properties and a focus on essential properties, such as strength and toughness [
11,
12,
13]. Relating to the properties of UHSS, Neimitz et al. [
14] demonstrated that the characteristics of 960 QC steel are unusual compared to those of conventional ferritic steels. In this way, they undertook a study to understand whether the material’s behavior was unsuitable for a typical material–master curve. As an example of this result, it was observed that there were no differences between plate thicknesses, ranging between 4 and 8 mm, in relation to fracture toughness.
The development of UHSS and its applications has brought different perspectives to conventional production methods, primarily due to the unique characteristics of the product/structures to which UHSS is applied. These characteristics may create not only advantages but also difficulties that need to be discussed before these new materials are widespread in order to prevent future barriers [
11,
12,
13,
14,
15]. According to Jenney et al. [
16], in certain manufacturing processes (including welding), the improvement of materials plays an essential role, mainly affecting properties, such as hardness and weldability, that need to be enhanced. Accordingly, the chemical composition and microstructure of steel are some of the main issues that need to be considered when the material is modified.
The development of new grades of AHSS and UHSS with different characteristics is being studied and evaluated to enable their utilization in welding processes. In a study related to the ultra-narrow gap laser and gas metal arc welding (GMAW) process outlined by Guo et al. [
10], the S960 (structural steel with 960 MPa as minimum yield strength) developed by Tata Steels was analyzed. The S960 is a steel that has excellent benefits, such as good impact toughness, weldability, and low weight, in addition to its high strength, which makes this material a good option for applications in heavy cranes, oil and gas transportation pipes, offshore industries, and shipbuilding [
17,
18,
19,
20]. The S960 is a high-strength low-alloy (HSLA), where arc welding processes are typically used; however, the softening of the heat-affected zone is a typical issue in this welding process. The thermo-mechanical material properties of S960 using the GMAW process have also been analyzed in other studies by Bhatti et al. [
13], Schaupp et al. [
19], and Bayock et al. [
20].
In a mechanical property evaluation of dual-phase (DP) steel through gas metal arc welding (GMAW), Ramazani et al. [
9] also mentioned the influence of the heat input in the welding process on the microstructure of the materials. The increase in the heat input and the temperature gradient causes changes to the mechanical properties of DP steel. Furthermore, relevant changes in the material’s microstructure can occur due to the higher heat input of the GMAW process and lower cooling rates.
The selection of AHSS/UHSS in welding applications requires a detailed evaluation that demonstrates both the benefits and disadvantages. As previously mentioned, the ability to reduce the material’s volume without compromising the safety and quality of welded structures is an essential factor in the selection of AHSS/UHSS. Thus, the welding parameters may need to be optimized to guarantee a reliable product. Along with optimization, it is fundamental to consider computational tools that can reduce the development time of a product [
21,
22,
23,
24]. However, while most simulation software available today performs different functions, only a few are designed specifically for welding simulations. The multi-task simulation software offers excellent results, but the time required to model a specific welding operation must be optimized [
25,
26,
27,
28]. Therefore, the necessity to obtain faster and cheaper results and, consequently, high-quality products can constantly stimulate the development of specialized and user-friendly simulation software in the welding process.
The current research focuses on some of the main problems in welding UHSS materials based on the proper choice of welding parameters and the influence of the heat input to achieve high quality and, consequently, a reliable weld. The questions raised on welding UHSS are mostly related to the sensitivity of the material due to a high number of alloy elements. Currently, there is a wide range of AHSS and UHSS. However, due to the differences in welding conditions and the chemical composition of each grade, the same welding parameters may only apply to some grades of the material. Additionally, the different methods of heat treatment used to ensure the properties of each grade of the UHSS may also provide difficulties in the welding process.
In this way, the constant development of AHSS is also a motivation for performing research on this material since there needs to be more information in GMAW using the UHSS S960 material during the development of the current thesis. Finally, optimizing the UHSS welded structures by predicting the welding parameters in GMAW is an alternative for obtaining better quality welds, preventing possible failures, and contributing to the continuous use and development of AHSS and UHSS.
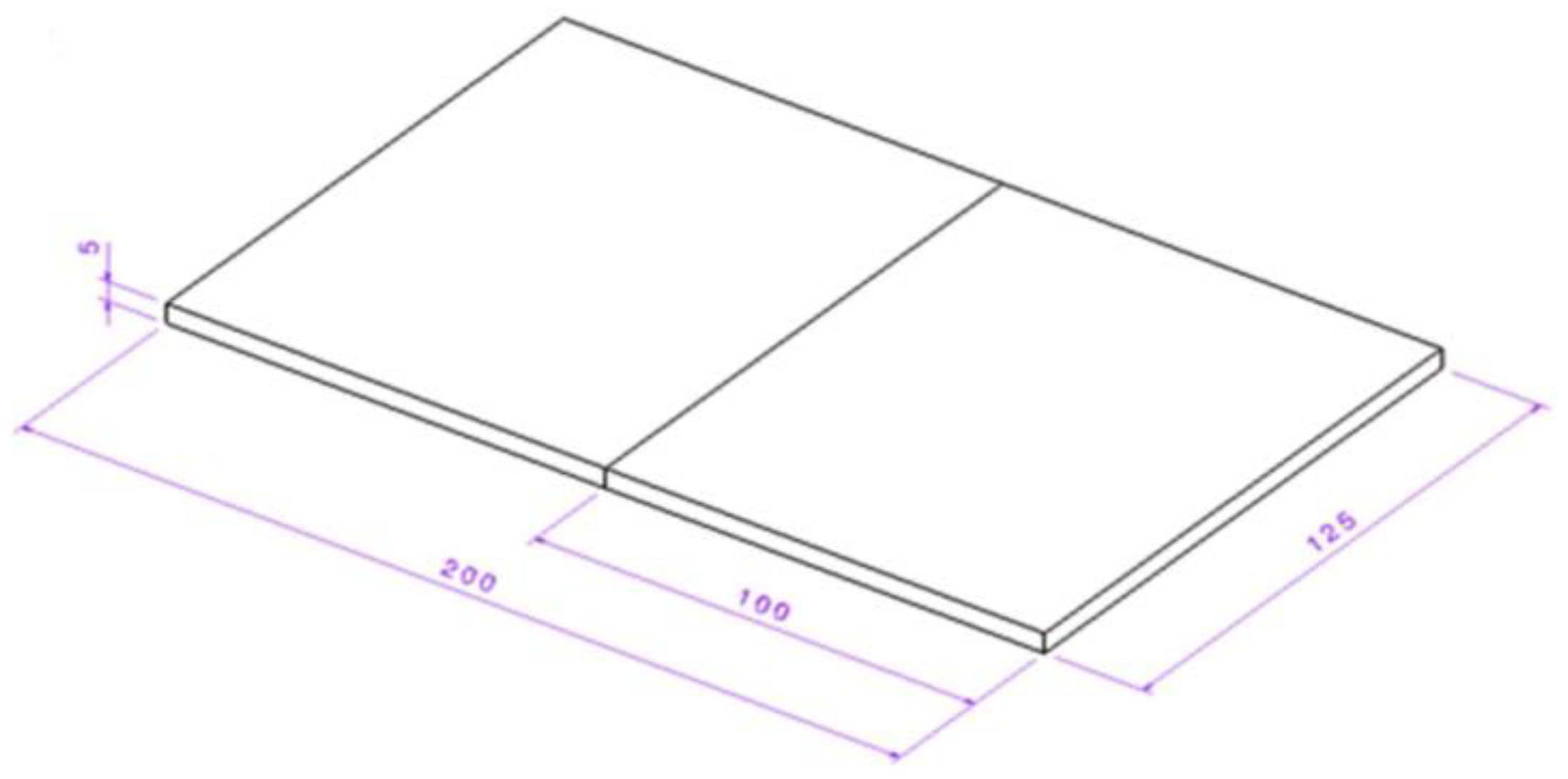
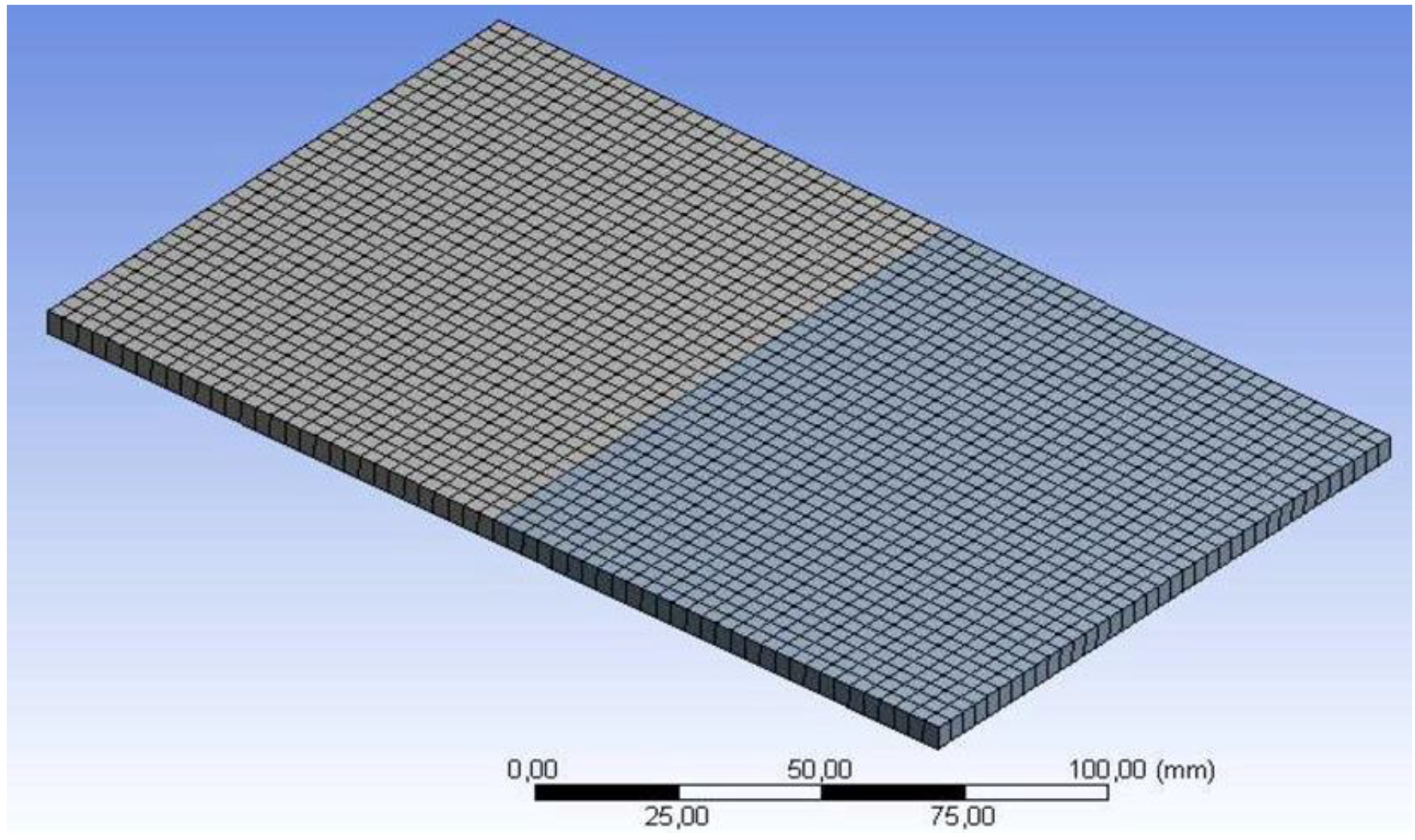
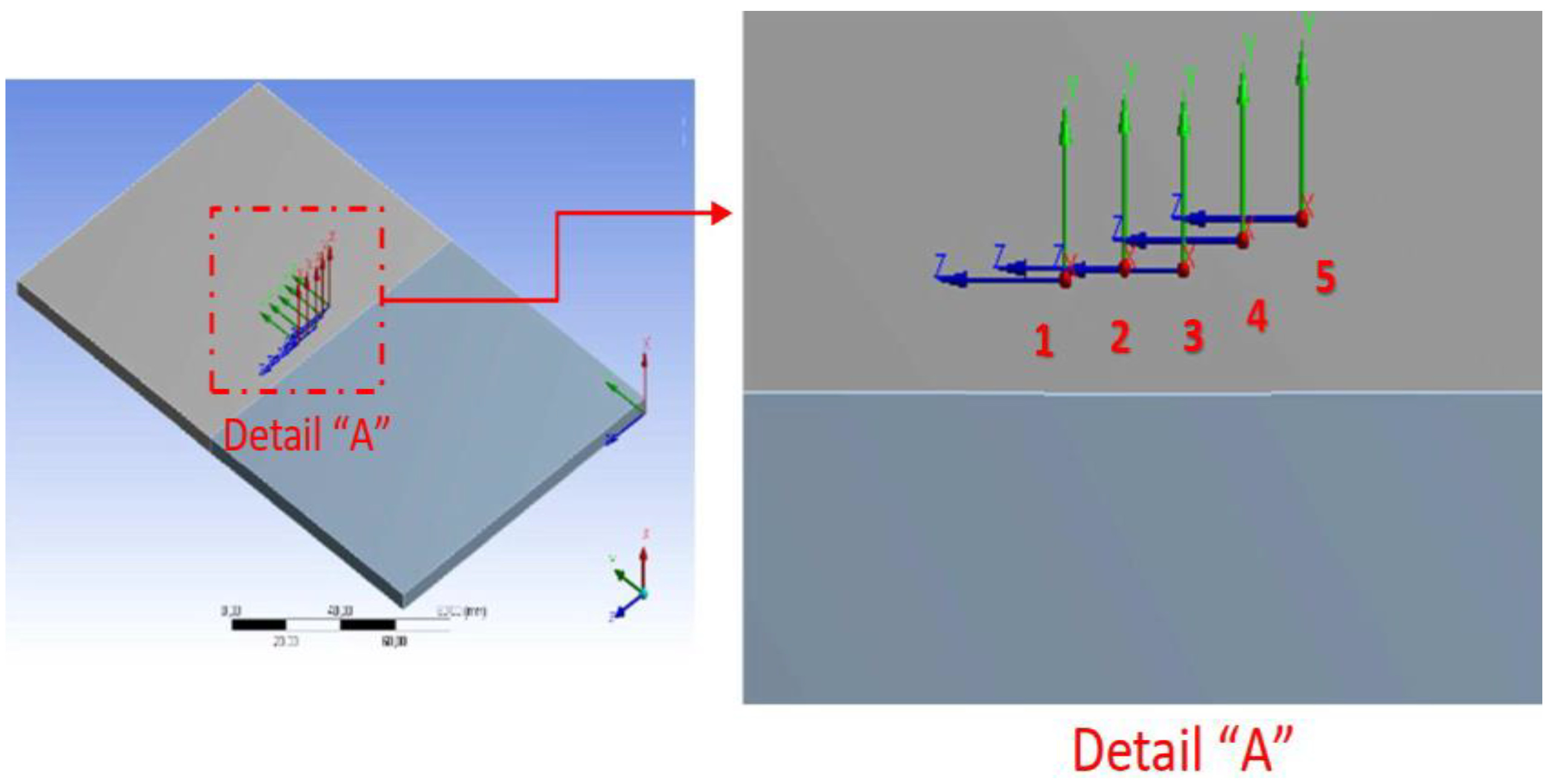
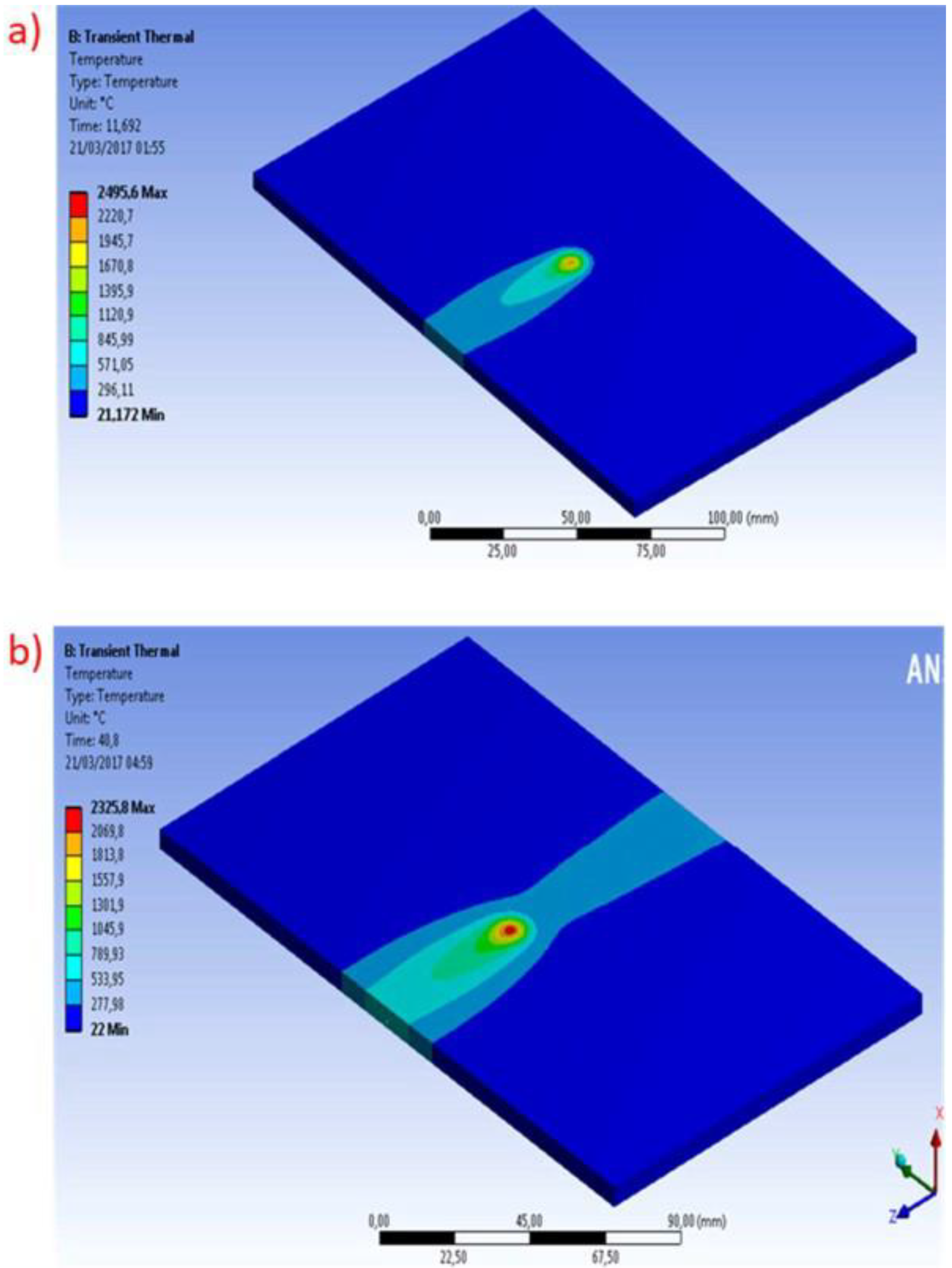
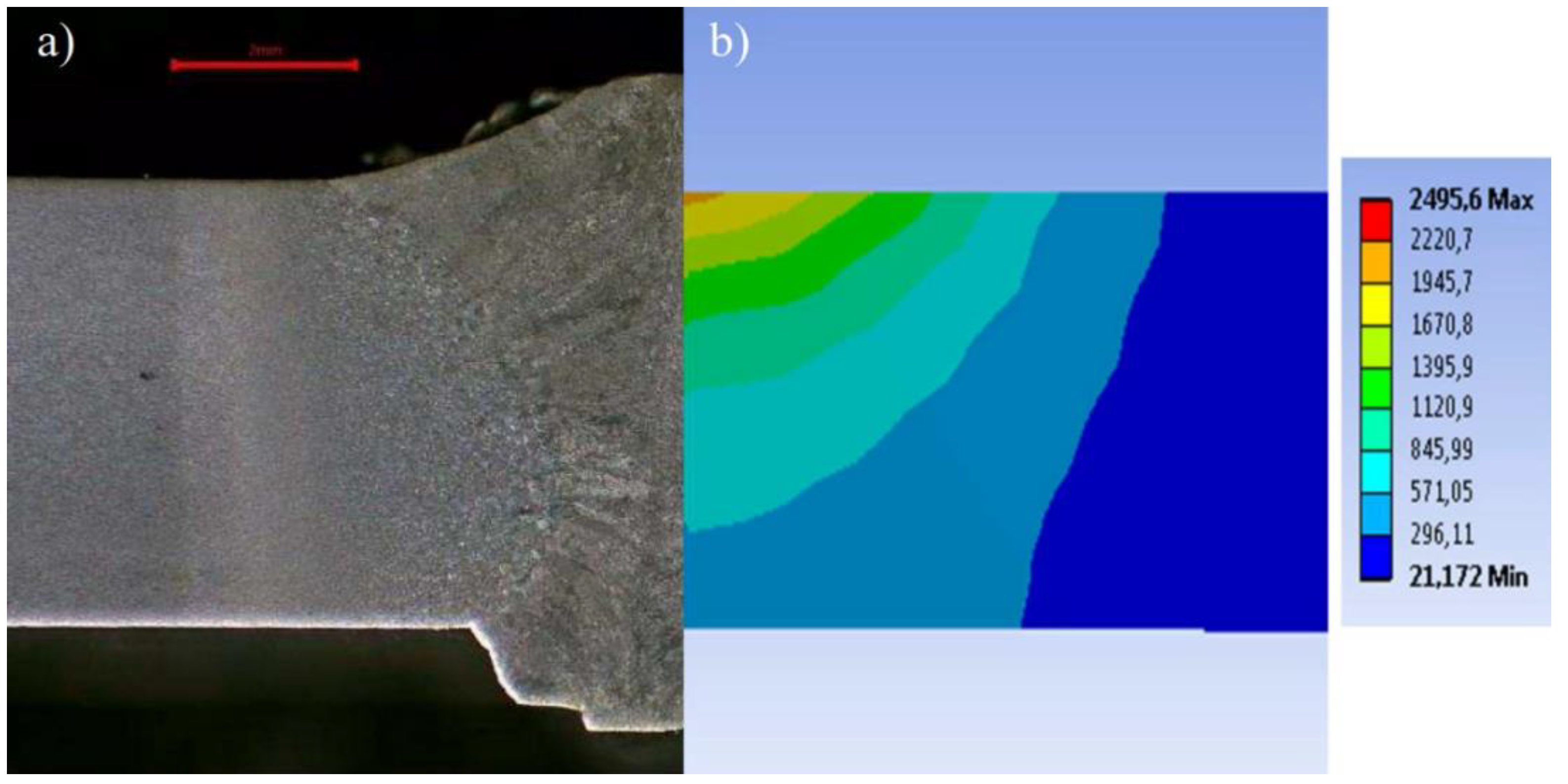
This research investigated a UHSS S960 material welded by the GMAW process through a welding simulation using finite element analysis. Due to the limited research on the UHSS S960 conducted to date, the effects of the heat input, microstructure, and mechanical properties in GMAW were analyzed. A three-dimensional (3D) model and weld modeling were generated during the welding simulation. To validate the finite element model, experimental results were used as an input, and a comparison between the virtual and physical models was accomplished. The effects of the heat input in the microstructure were examined by single and multiple passes to evaluate the results and adequately optimize the welding process parameters.
4. Conclusions
This research’s most important and notable finding is the effect of heat input on UHSSs and the different methods that could be used to predict its impact. By considering a physical experiment or a computational simulation, it was possible to prove that some welding parameters, like current, voltage, and welding speed, directly impact the heat input. Furthermore, based on the results found, the GMAW process was suitable for obtaining great results with welding UHSSs. However, due to the elevated heat input that this welding process can achieve, it is important to consider welding features that might control or provide a lower heat input, such as laser or pulse welding.
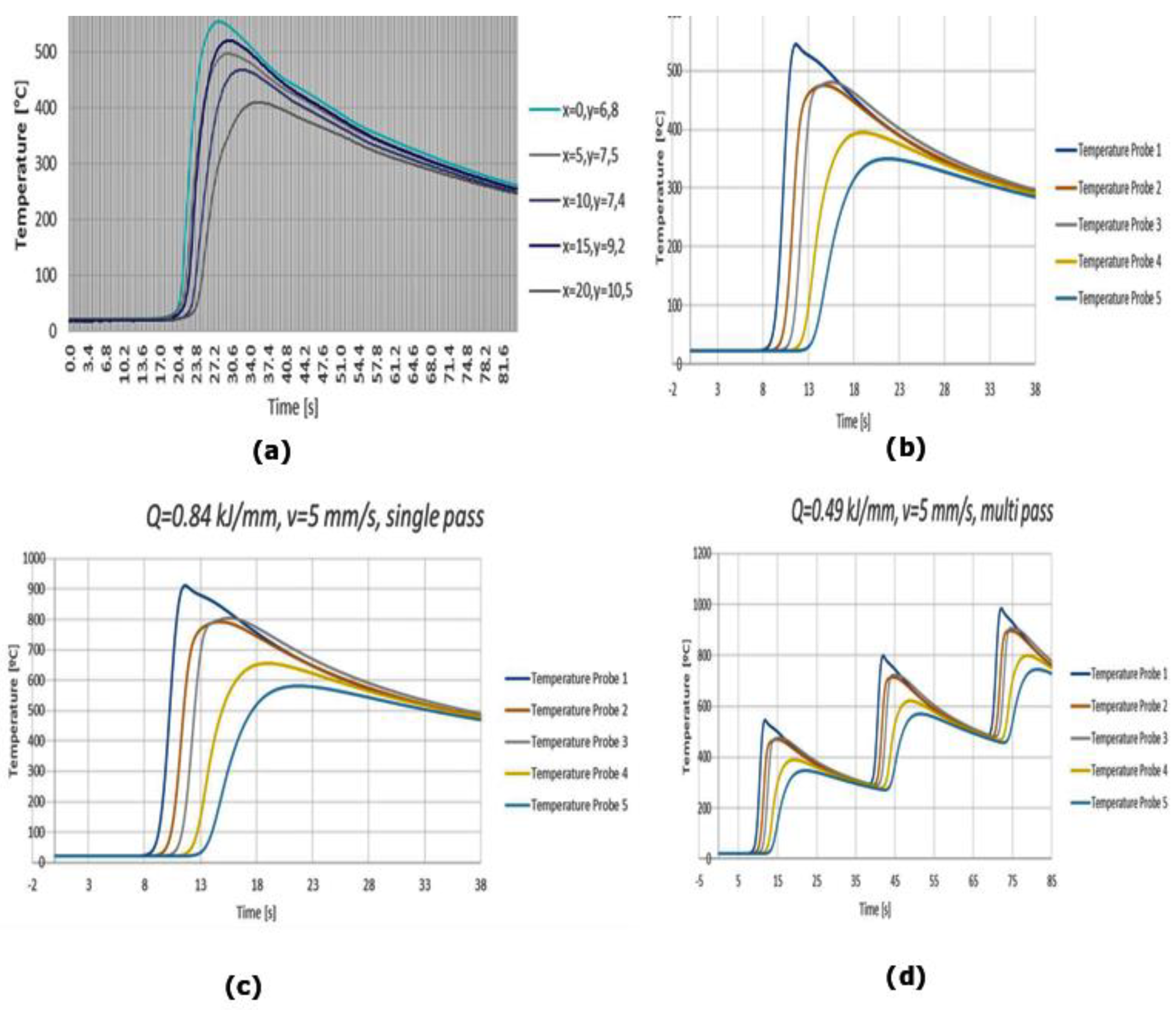
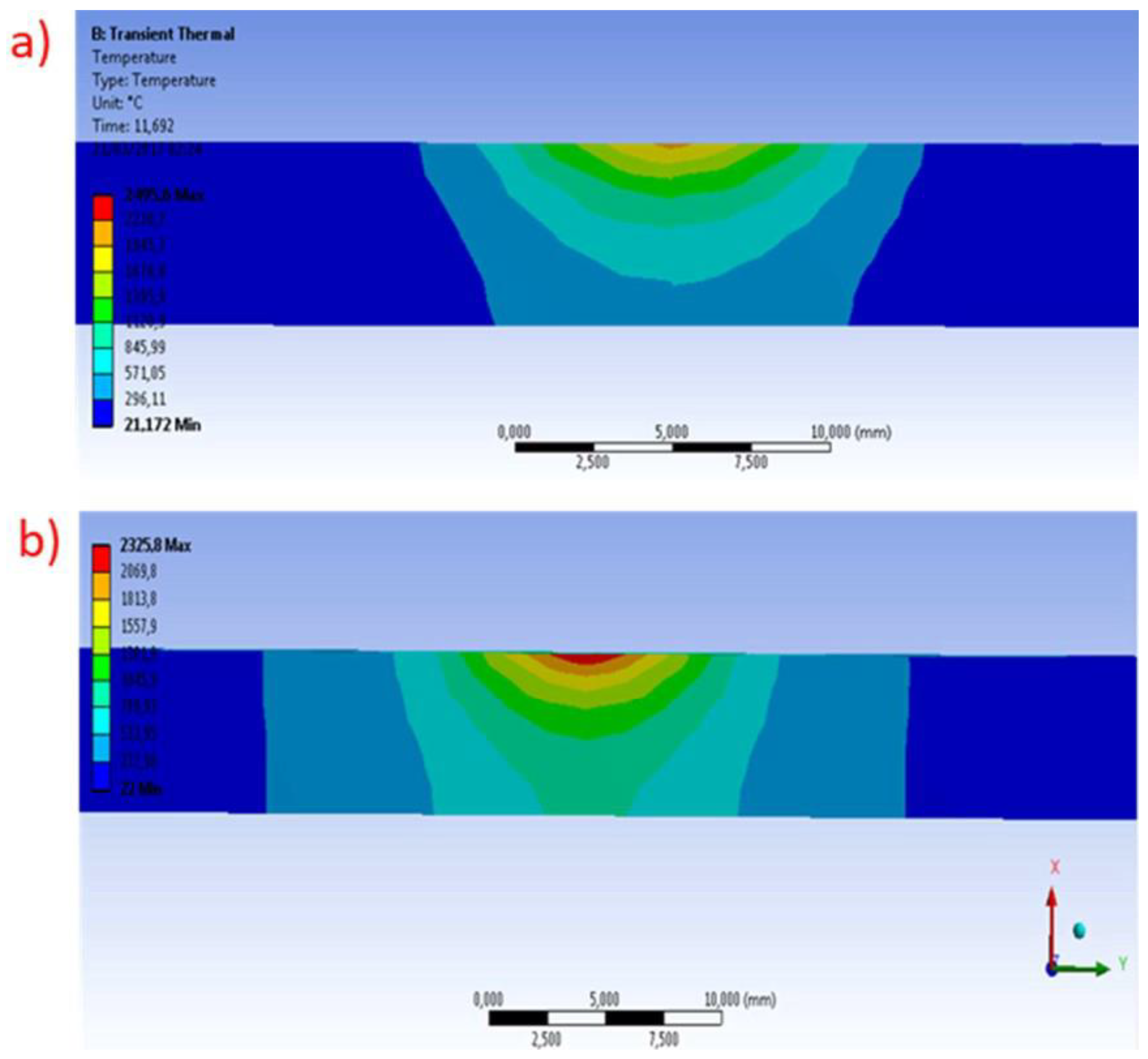
The prediction of the behavior of welding could be accomplished using the computational welding simulation. Through the use of FEA, it was possible to estimate the extension of the HAZ and then predict the result of the welding and its impact on the microstructure. The cooling time is a variable that could be predicted and noticed as the advantage of considering a range of 15 s on UHSS materials. Additionally, for obtaining high-quality and reliable welding, the weld pool size and shape had a considerable influence in terms of achieving a satisfactory result. Thus, the welding joint also requires special consideration since the lower the volume that is melted, the lower the heat. The recommended heat input varies according to the thickness of the material; nevertheless, in this study, it was shown that a heat input of 0.49 kJ/mm was appropriate for the 5 mm thick plate.
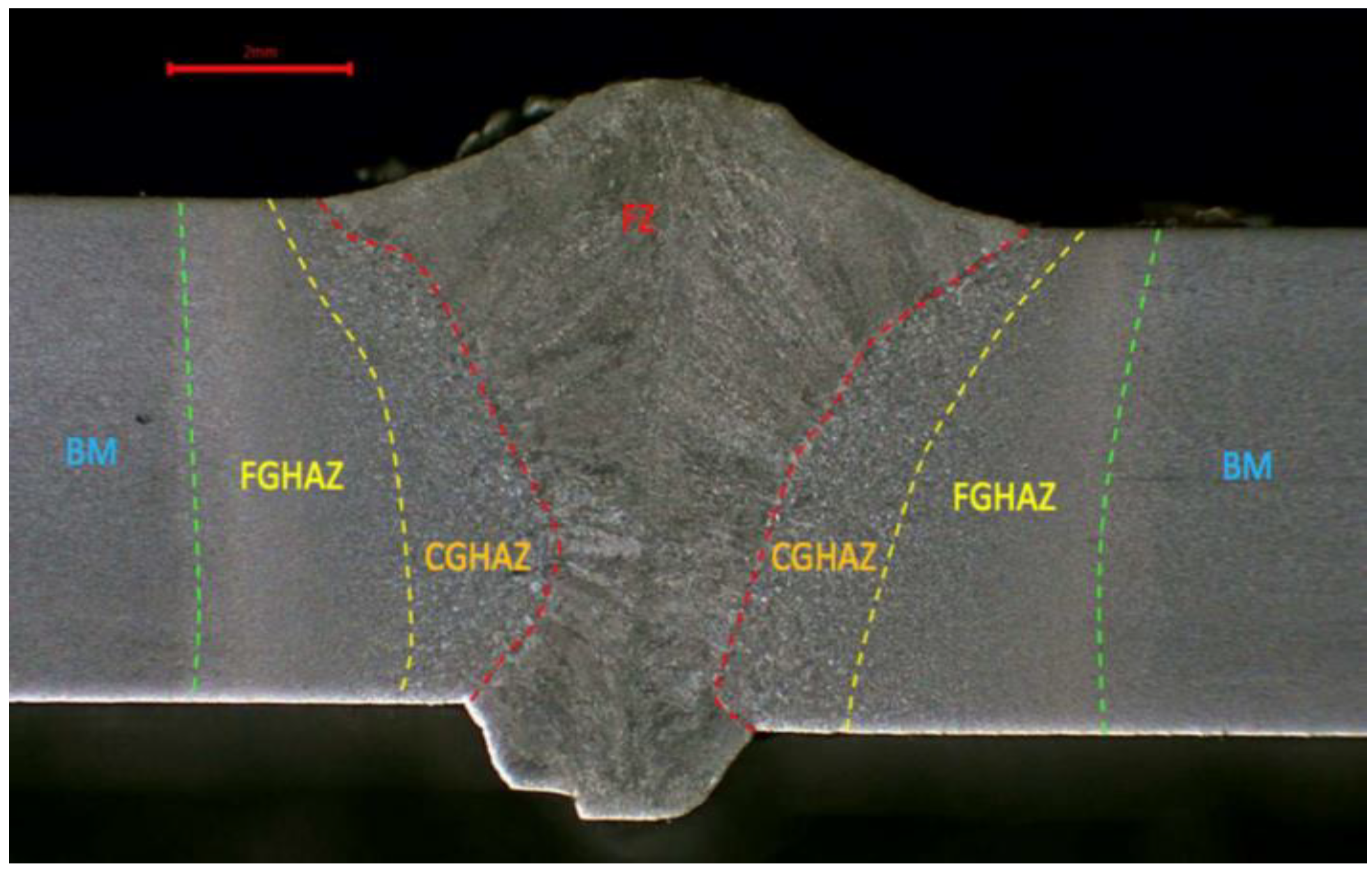
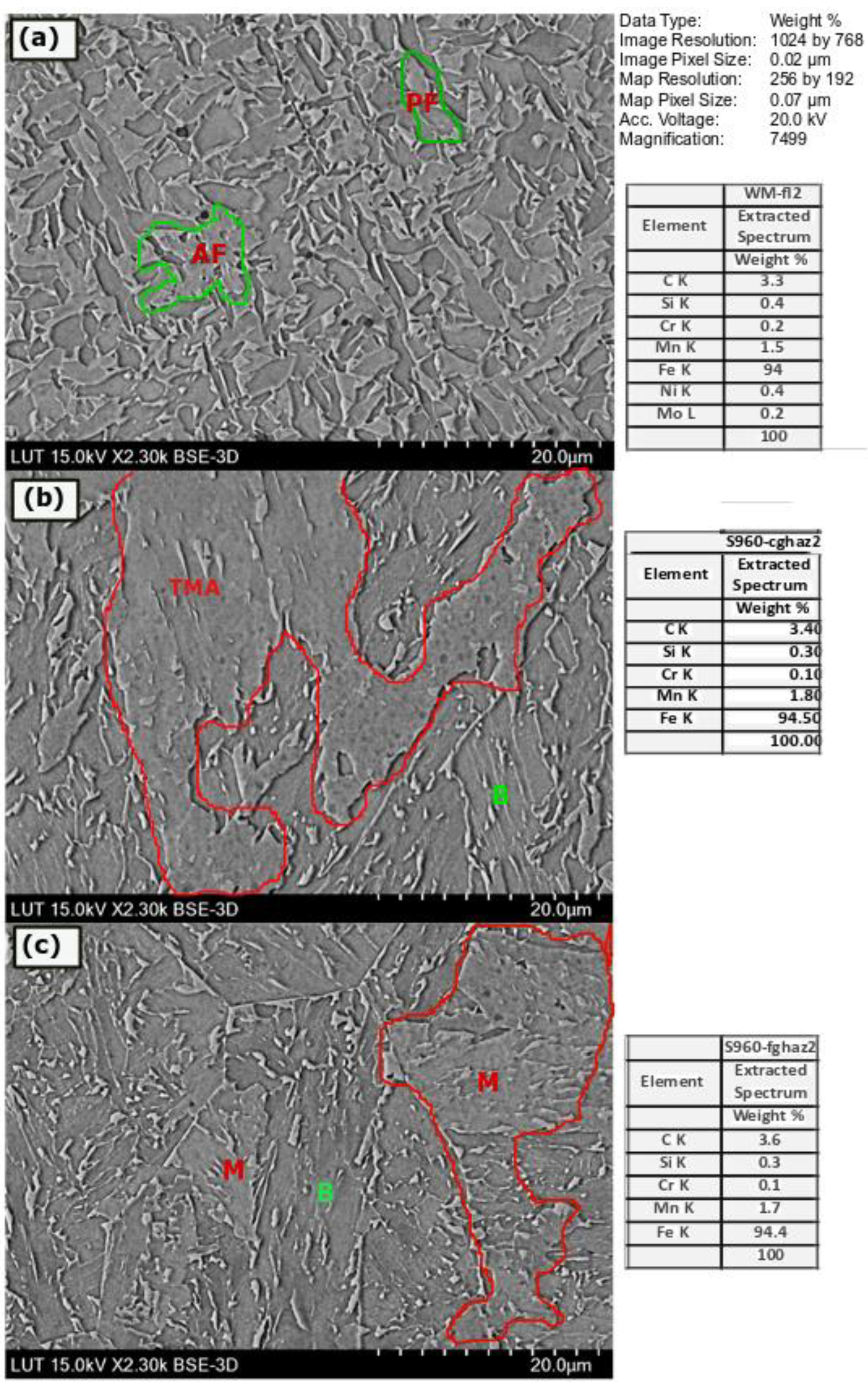
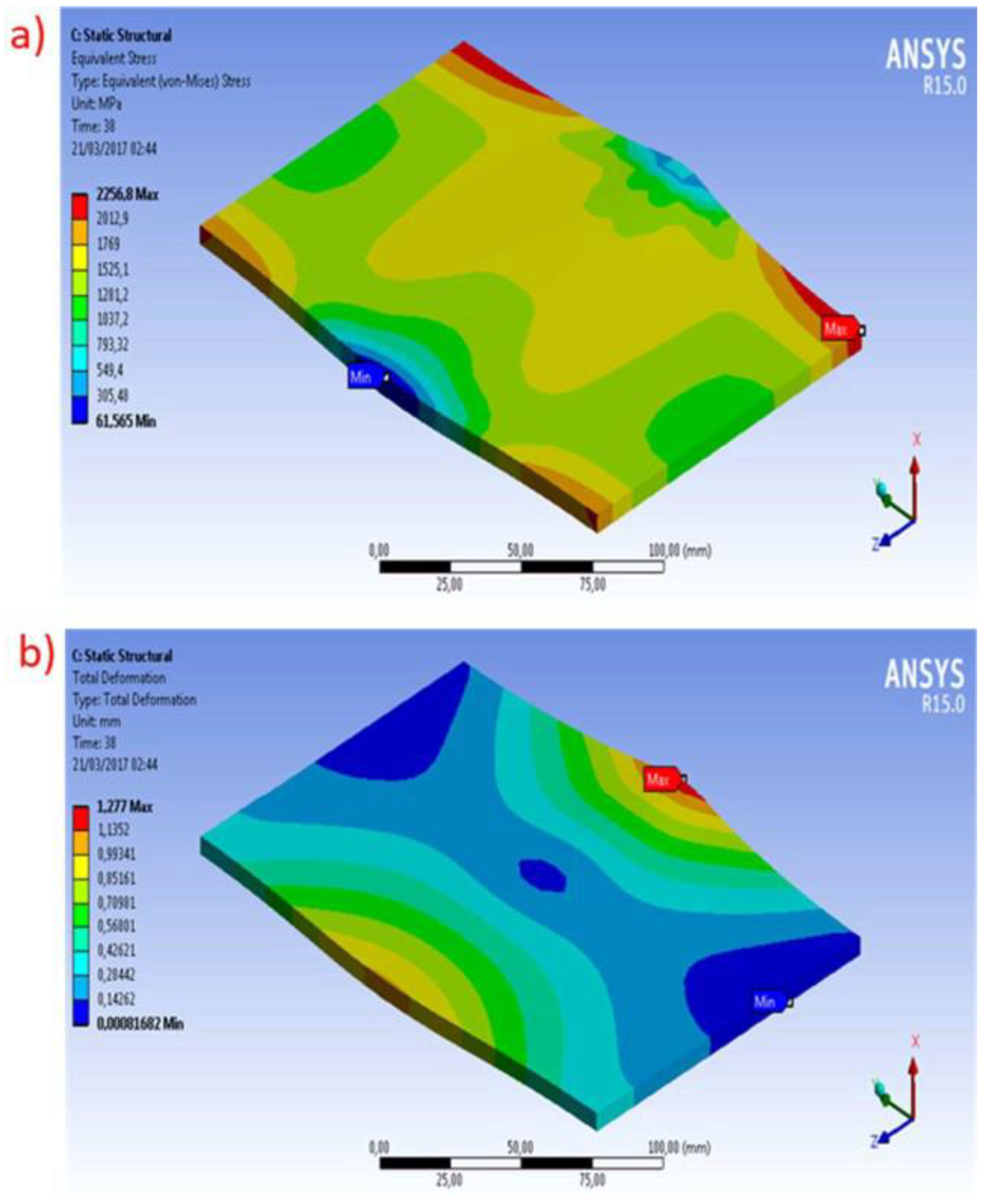
Another important result was the influence of the cumulative heat input on the joints through multi-pass welding, which greatly affected the microstructure of UHSSs as compared to a single-pass welding joint. In this way, instead of improving only the welding parameters, an alternative was to change the design of the structure to avoid multi-passes. It was also found that UHSS is an alternative solution to reducing the thickness of structures through its strength benefits, which consequently can reduce the number of welding passes. Accordingly, the peak temperatures initially obtained could be used as an input to evaluate the thermo-mechanical effects. With an increase in the heat input of 8.4 kJ/cm, the estimated cooling rate was around 70 °C/s. There was the presence of a softening area in the coarse grain heat-affected zone (CGHAZ) of the welded joints. These results led to an increase in the carbon content (3.4%) compared to the base metal around the fusion zone of the weld joints.
Finally, the utilization of UHSS, considering its benefits to a welded structure, has been demonstrated to be a suitable choice because it offers great versatility for use in different applications. In addition, this new generation has shown obvious improvements, and this research could provide evidence that it is possible to achieve excellent results for welded structures made with UHSSs. However, a challenge in welding UHSSs consists of the several ranges of material and grades with different heat treatments and alloys, which could bring difficulties to the prediction method. However, the spread of machine learning along with real-time monitoring has the potential to bring features that may ease the welding predictions of UHSSs. Moreover, as with most of the prediction methods, the computational welding simulation approximates a real condition and must be faced as a tool that could never replace reality but assist decision-making.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}