1. Introduction
Additive manufacturing (AM) as a metal alloy manufacturing process is becoming increasingly popular in the industry [
1]. AM offers benefits including reduced material waste, the ability to manufacture complex geometries, the potential for part consolidation, and the ability to manufacture parts from various metal alloys, amongst others [
2]. AM, specifically metal AM, has seen great interest and uptake in industries where low batch production is commonplace and materials are expensive, such as the aerospace, medical, and oil and gas industries. This is largely due to the short lead times, reduced feedstock waste, and component weight reduction that metal AM offers compared to traditional manufacturing processes. However, there remain challenges with regard to repeatability and reliability in an industrial setting and meeting industry specification requirements.
Powder bed fusion AM processes, such as laser powder bed fusion (LPBF), are some of the most popular AM modalities as they offer the ability to produce near-net shape components and the ability to manufacture complex geometries and internal passages with little material waste [
2]. The manufacture of titanium alloys through LPBF has been well investigated, specifically the Ti-6Al-4V alloy and its variants [
3,
4]. This alloy is produced with varying degrees of interstitial gas contents. ASTM grade 5 and grade 23, or extra low interstitial (ELI), are common Ti-6Al-4V grades [
5]. Both of these grades are used extensively for aerospace applications, and grade 23 is also used for medical device applications. The Ti-6Al-4V alloy accounts for over 50% of the industrial usage of all titanium alloys [
6]. This is mainly due to its high strength-to-density ratio and good fatigue resistance and damage tolerance [
7,
8]. The lower oxygen content of grade 23 compared to grade 5 results in lower strength but high ductility, fracture resistance, and improved damage-tolerant properties [
6,
8,
9]. Boyer et al. [
10] report reductions in ultimate tensile strength (
) of between 69 MPa and 200 MPa and reductions in yield strength (
) of between 41 MPa and 344 MPa when reducing the oxygen content from 0.19% to 0.12% for the ELI grade in four different heat treatment conditions. Oxygen pickup during the LPBF process is an important factor to control. Pickup of such interstitials can lead to embrittlement and decreased ductility [
11]. Derimow et al. [
12] have shown that the oxygen content trends downwards as the build height increases resulting in reduced strength values. The Ti-6Al-4V alloy can also be processed by various mechanical and thermal processes to better achieve specified properties for the application and has a good response to heat treatment [
13]. Ti-6Al-4V consists of two allotropic crystal phases,
, which is a hexagonal close-packed crystal structure and
, which is a body-centred cubic crystal structure. The size and arrangement of these phases result in a variety of microstructures and properties. The temperature at which this alloy transitions to a fully
structure occurs at around 975 °C [
9]. During heat treatment, minimal grain growth occurs upon rapid quenching and results in fine grains. Such quenching may result in the
phase being decomposed by a martensitic reaction [
8]. Quenching from above the
transus temperature results in a microstructure of martensite,
or
, with small amounts of
. Fine grain structure typically results in improved strength, ductility, and resistance to fatigue crack initiation, but reduced fracture toughness and resistance to fatigue crack growth [
6]. Slower cooling allows for grain growth and results in coarser grains. Such coarse grain structures typically result in inverse properties when compared with fine grain structures [
6].
There are various approaches to heat treating conventionally produced Ti-6Al-4V, some of which include stress relieving (SR), mill annealing, recrystallisation annealing,
annealing, solution treatment and ageing (STA), and duplex annealing (DA) strategies [
7,
8]. Each of these treatments can be performed by varying the holding temperatures and cooling rates to achieve desired material properties. Additionally, hot isostatic pressing (HIP) aims to close internal voids and reduce porosity by applying a heat treatment under pressure. The DA heat treatment is investigated in this research. This treatment is often referred to in the same context as STA and solution treatment and overageing (STOA) [
8]. Duplex staged heat treatments involve a first cycle in which the alloy is typically heated high in the
+
phase field, i.e., between 910 °C to 970 °C for Ti-6Al-4V, followed by gradual cooling or quenching to room temperature. The material is then reheated for a second cycle, typically to anywhere between 480 °C and 760 °C for Ti-6Al-4V, followed by gradual cooling [
8,
14]. Rapid cooling from high in the
+
phase field results in a metastable needle-like martensite formation [
13,
15,
16]. For STA treatments, the material is reheated to a low temperature in the
+
phase field and typically air-cooled thereafter. This ageing treatment transforms martensite into fine
grains and aids strengthening [
13]. Generally, higher temperatures for the second heat treatment cycle result in lower strength but improved fracture toughness and damage-tolerant properties [
17]. An inverse relationship exists between strength and damage-tolerant properties and can be adjusted to suit the application of the material by altering these heat treatment temperatures and cooling strategies.
annealing is an example of this inverse relationship, whereby the alloy is heat treated above the
transus temperature resulting in improvements to damage tolerance properties but greatly reducing both strength and ductility. However, care shall be taken, as heat treatments and their principles as applied to conventional titanium manufacturing processes do not necessarily apply to titanium alloys manufactured via AM processes [
14]. The literature on heat treating LPBF Ti-6Al-4V suggests that high-temperature annealing reduces the undesirable martensitic microstructure typically seen in the as-built condition and improves ductility and certain fatigue and damage tolerance properties [
18,
19,
20,
21].
Table 1 reviews the tensile properties of Ti-6Al-4V alloys that experienced high-temperature anneals and similar duplex staged heat treatments. Limited data were found on the specific heat treatment performed in this research for Ti-6Al-4V ELI, which is believed to provide optimal properties to meet material specification requirements such as ASTM F3001 [
22]. Conformance to such industry specifications is important as these specifications are used for procurement agreements, as material allowables and to develop design values, and their use aims at reducing production risks while improving safety.
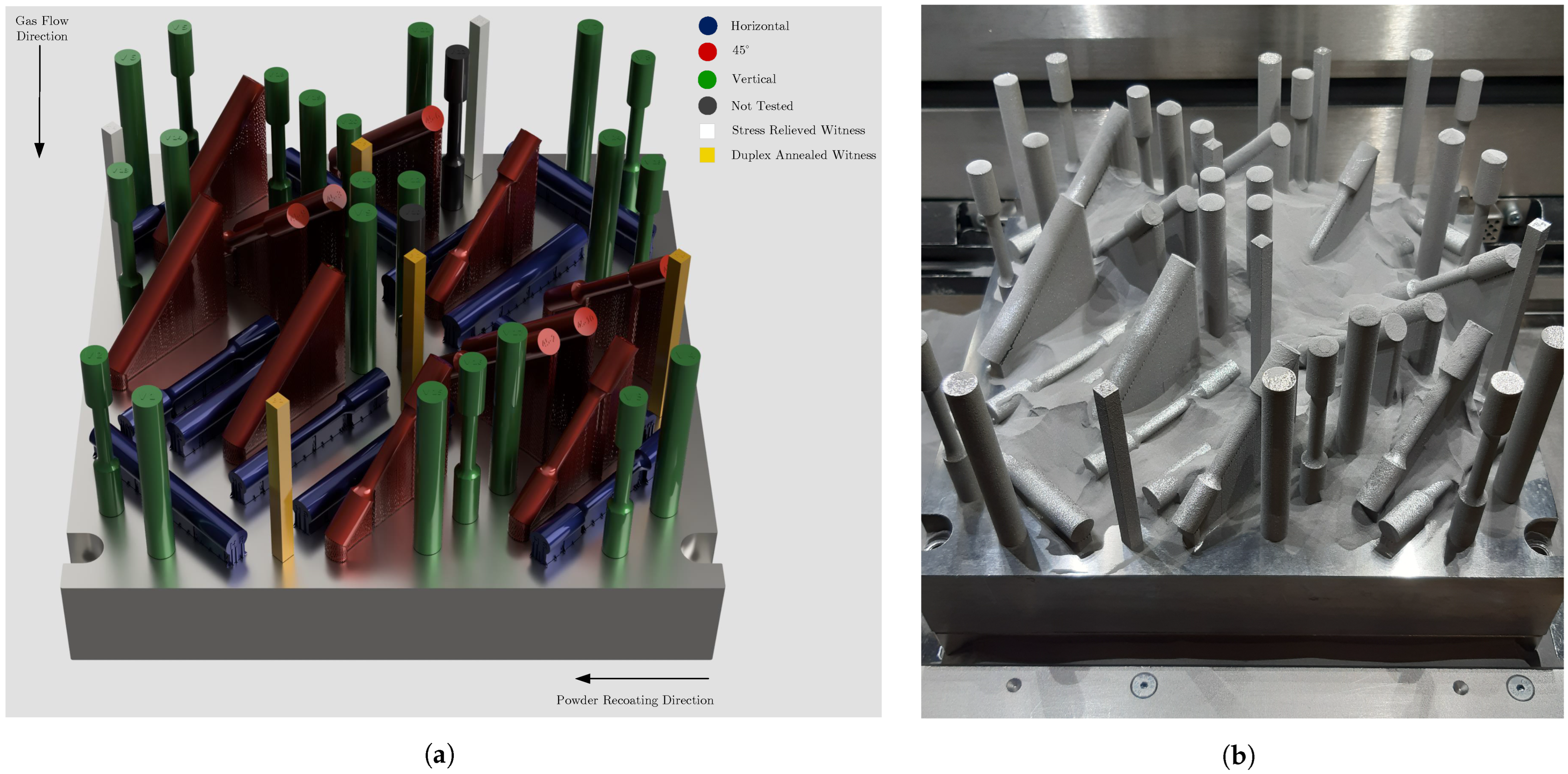
This paper aims to characterise the mechanical and metallurgical properties of Ti-6Al-4V ELI material manufactured via the LPBF AM process. Specifically, the material was manufactured in three build orientations, processed by two different heat treatments and finished by two different surface treatment processes. The capabilities of DA and dry electropolishing are investigated and the resulting mechanical and metallurgical properties are compared against industry specification requirements and the literature. Such comparisons are important to build confidence in both the LPBF process and the produced material and are required for the industrialisation of AM production.
4. Discussion
The results presented in this research highlight the effect of heat treatment, surface finish, and build design on mechanical and metallurgical properties. The DA heat treatment improved material ductility, both in terms of
and
. These improvements came at the cost of tensile strength. Designers shall consider such trade-offs for their specific application. The DA heat treatment showed reduced variability and scatter in both the microstructural and mechanical properties when compared to the SR condition. Kasperovich et al. [
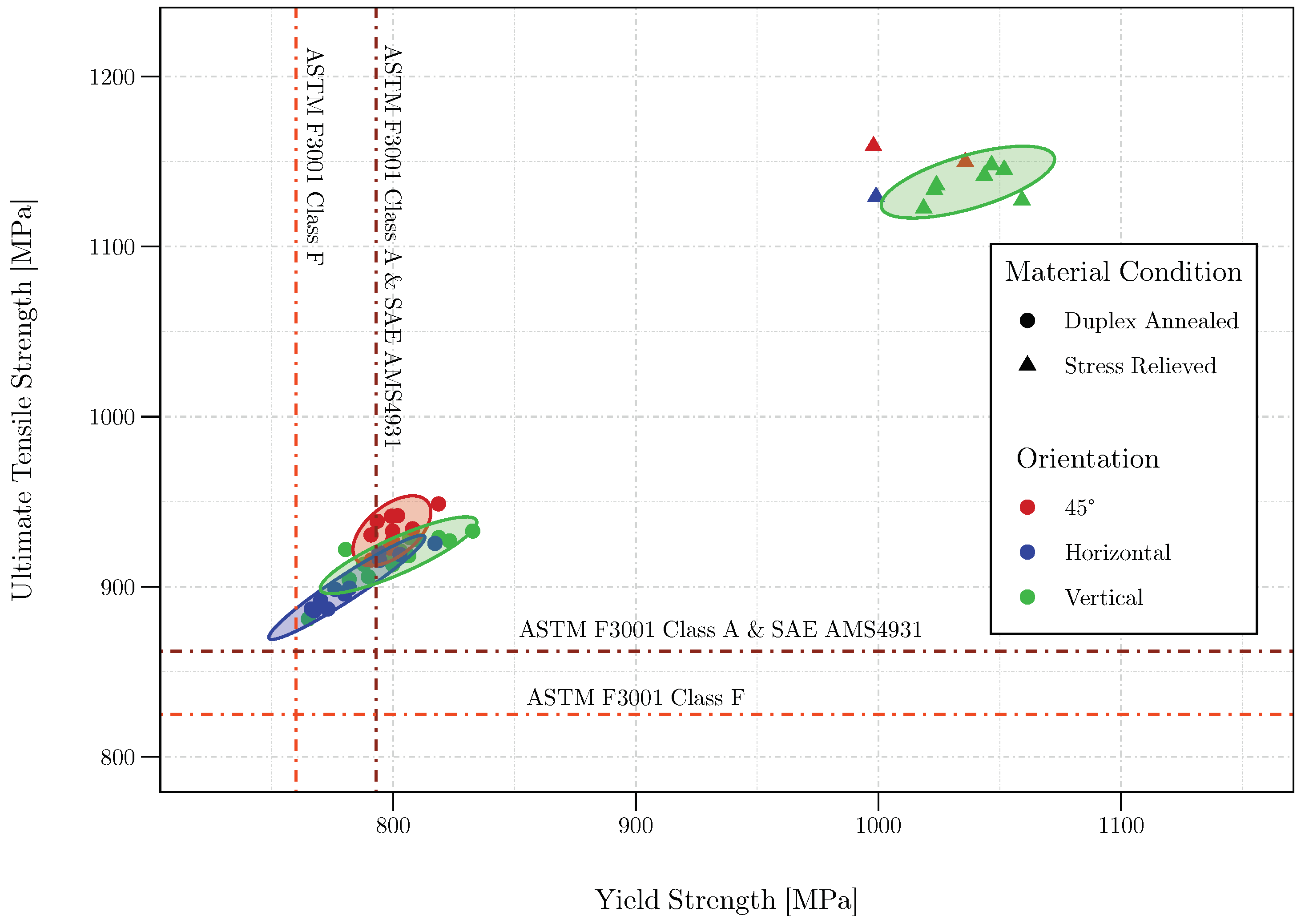
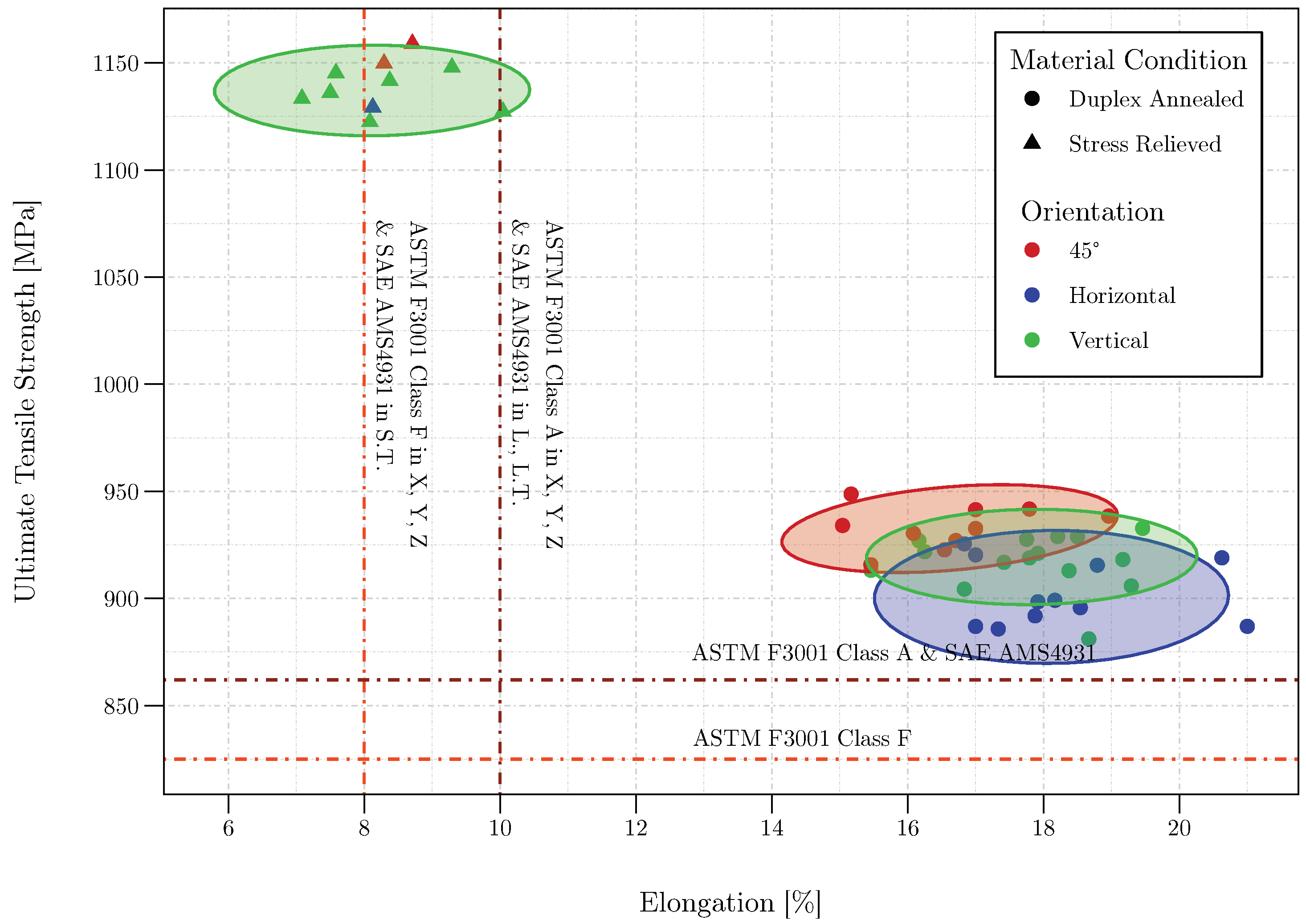
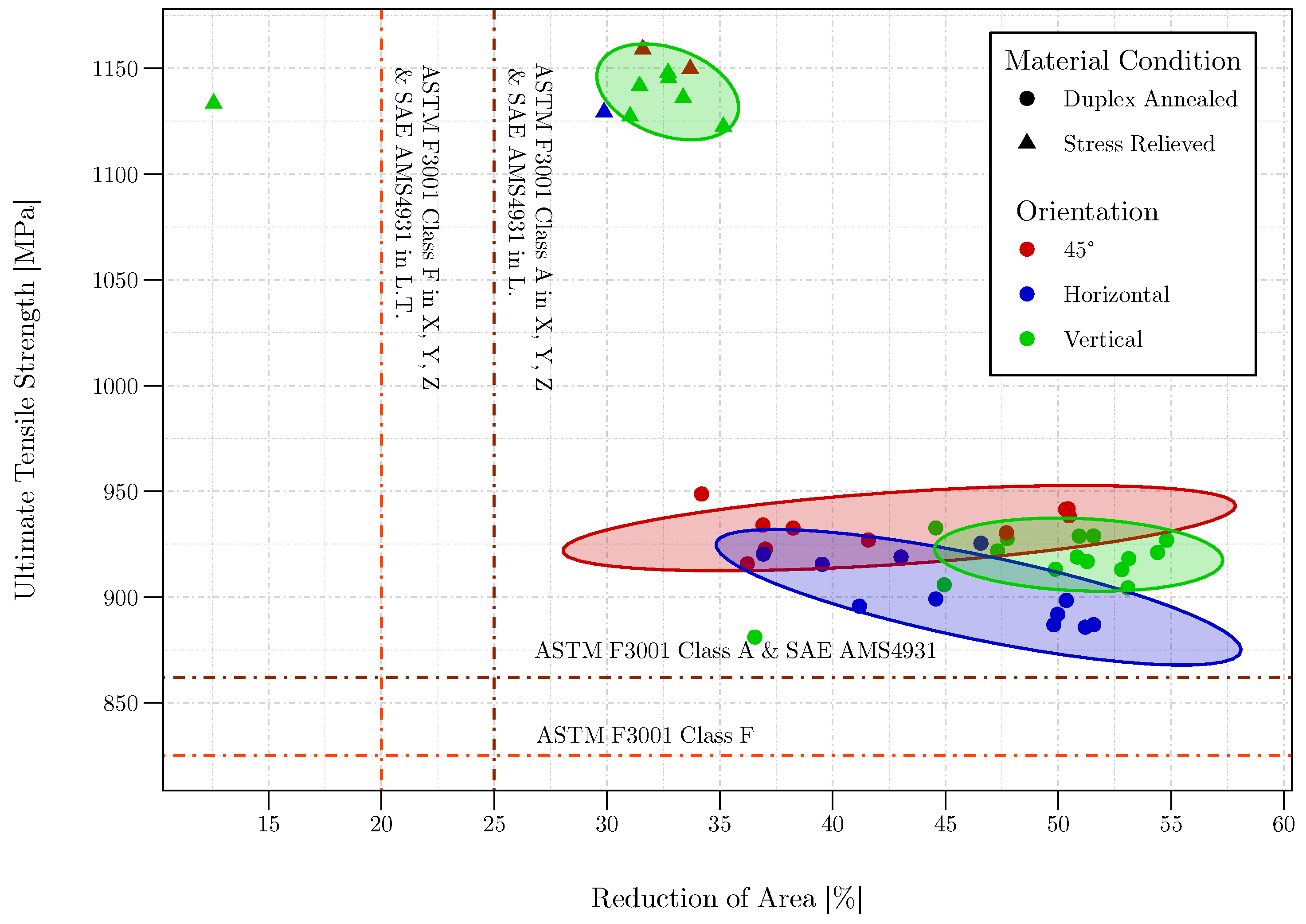
19] showed the drastic improvements HIP has on elongation when comparing two DA cycles, one with HIP and the other without. It is expected that with the addition of a HIP cycle as part of a duplex annealing treatment, the scatter can be further reduced and the ductility further increased. The mechanical properties of the Ti-6Al-4V ELI material in the SR condition conform to the
and
requirements of both ASTM F3001 and AMS4931 but do not meet the requirements for elongation or
. This highlights that LPBF material in the SR condition alone is insufficient for industrial applications as it is too brittle. The LPBF material in the DA condition conforms to all the requirements of ASTM F3001 for class F material [
22]. The material in the DA condition additionally conforms to the requirements of both ASTM F3001 for class A material and SAE AMS4931, except for the
, where some specimens exhibited values below the minimum limits of these specifications [
22,
47]. It shall be noted that the
in the DA condition is greater than what is typically seen for both wrought and AM material in the
annealed and recrystallisation annealed conditions, and is in line with wrought Ti-6Al-4V ELI in the annealed condition [
18,
25,
58,
59]. The DA material in this research exhibits similar strength to that of wrought and DA Ti-6Al-4V ELI, although with significantly improved ductility in terms of both elongation and RA [
25]. It shall be noted that the oxygen content of the LPBF-produced Ti-6Al-4V ELI material in this research, after 23 powder reuse cycles, contained around 43% less oxygen than the Ti-6Al-4V ELI billet reported by Chesnutt et al. [
25] and was around 53% below the material specification maximum limits [
22,
47]. This low oxygen content of the feedstock material is detrimental to tensile strength, although provides benefits in terms of damage tolerance. It would be beneficial to set lower limits for such interstitial elements in both powder and produced material specifications for AM and for specific applications [
10]. Such minimum limits are especially important when performing heat treatment high in the
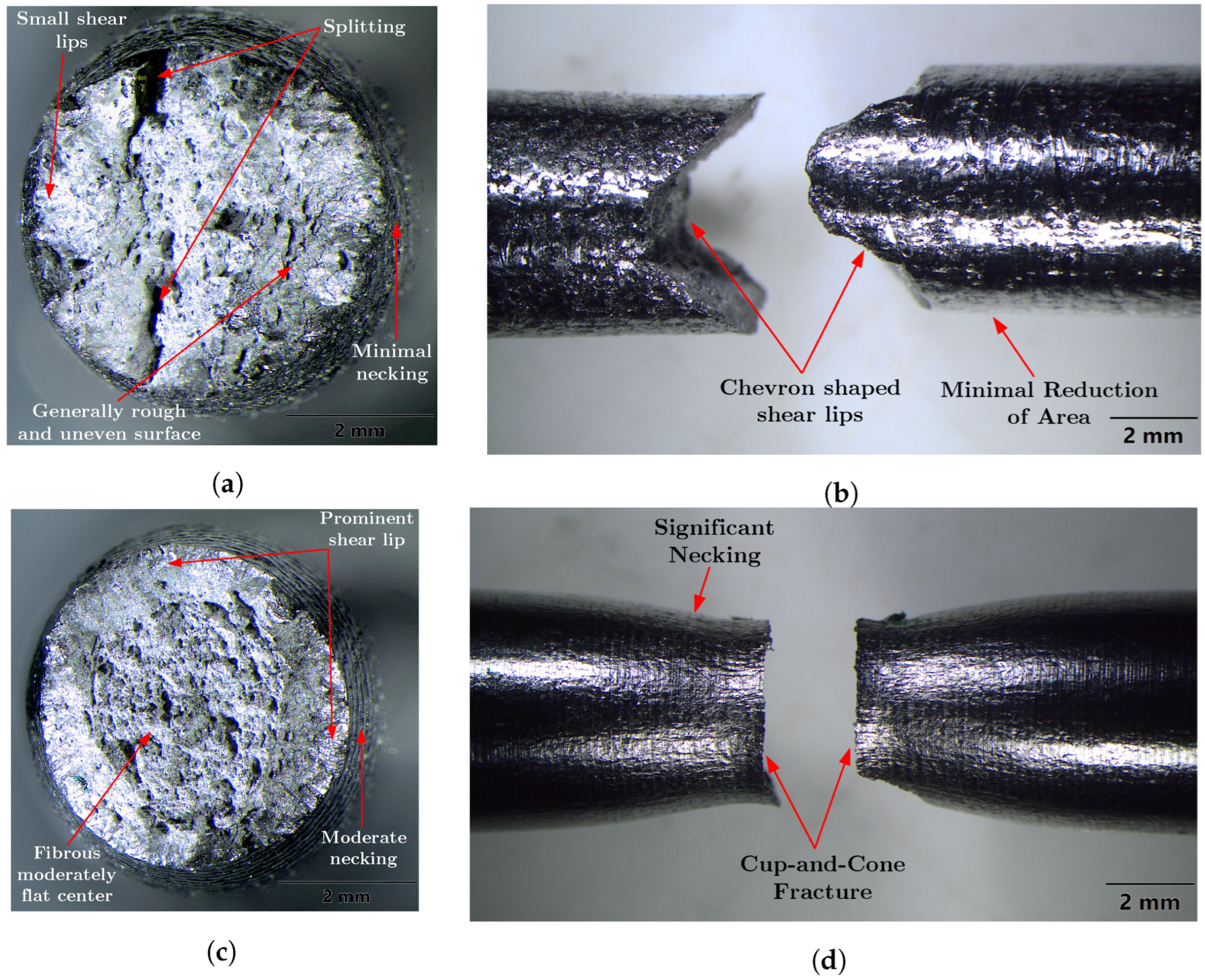
phase field. The tensile fracture surfaces of the material in the DA condition were indicative of ductile material. The tensile fracture surfaces of the SR material presented evidence of reduced ductility and exhibited irregular fracture surfaces. These corroborate the results of the tensile tests for both material conditions.
The literature on LPBF-produced Ti-6Al-4V and other metal AM processes reports high scatter and anisotropy in terms of ductility [
60]. DebRoy et al. [
60] note that scatter in terms of ductility for metal AM materials tends to be amplified by porosity, residual stresses, and other process-induced defects. Moura et al. [
61] note that comparisons with the literature are often challenged by poorly defined specimen dimensions, measurement methods, and particularly the type of elongation measured [
62]. Zhang et al. [
63] note there is a linear relationship between ductility and fatigue endurance limit, as both these properties are sensitive to porosity. Derimow et al. [
12] report no correlation between porosity and
. Therefore, ductility metrics such as elongation and
are seen as good indicators of quality in AM materials [
64]. The
results achieved due to the DA treatment ranged from 15.1% to 21.0% and the
results ranged from 34.2% to 54.8%. This is comparable to the total elongation at fracture (i.e., due to elastic and plastic deformation) results reported for electron beam powder bed fusion and HIP treated as well as LPBF, HIP, and annealed Ti-6Al-4V [
4,
19,
65,
66]. Both the strength and ductility results for the DA material are comparable to that of wrought and annealed Ti-6Al-4V bar stock and the ductility is significantly greater than that of cast Ti-6Al-4V [
3,
67,
68,
69]. Such DA heat treatments provide value for applications requiring ductile and tough material. In combination with low interstitial feedstock, DA may provide better all-around mechanical performance than traditional recrystallisation and
annealing strategies.
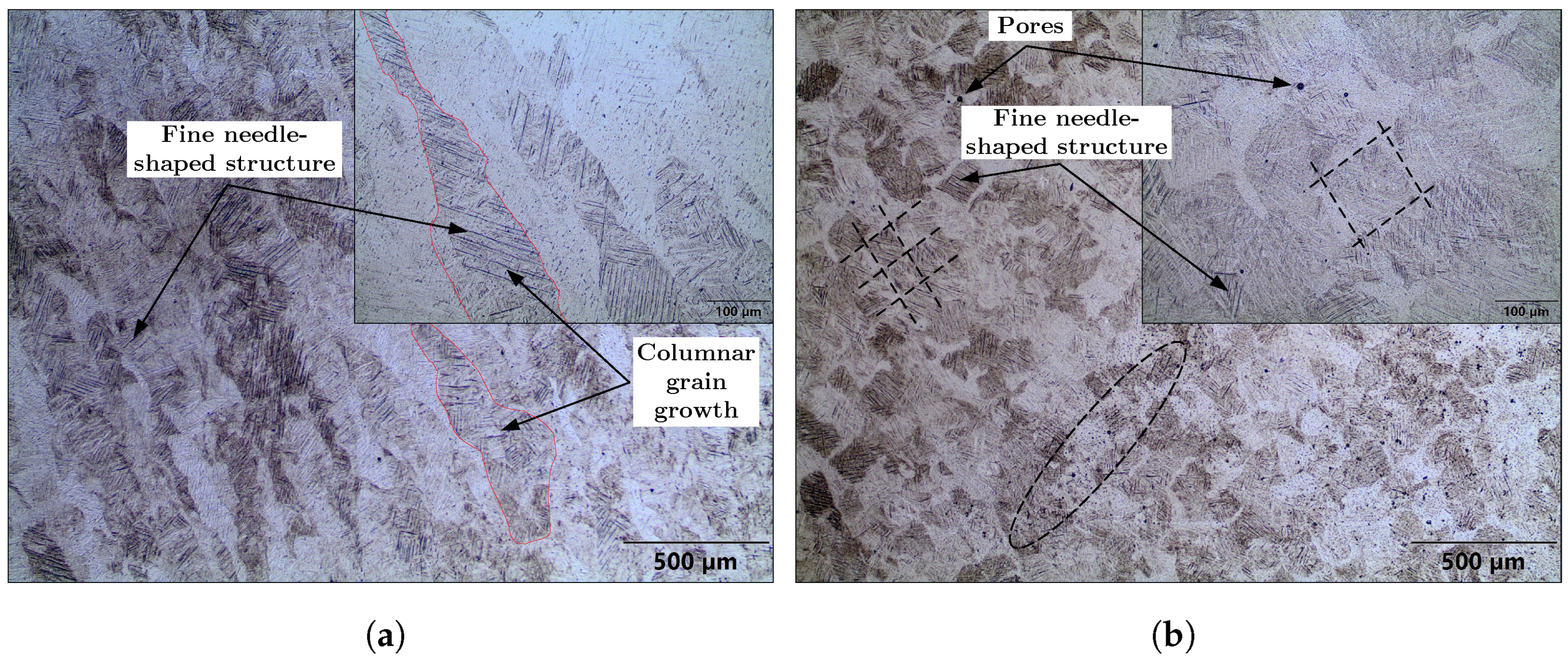
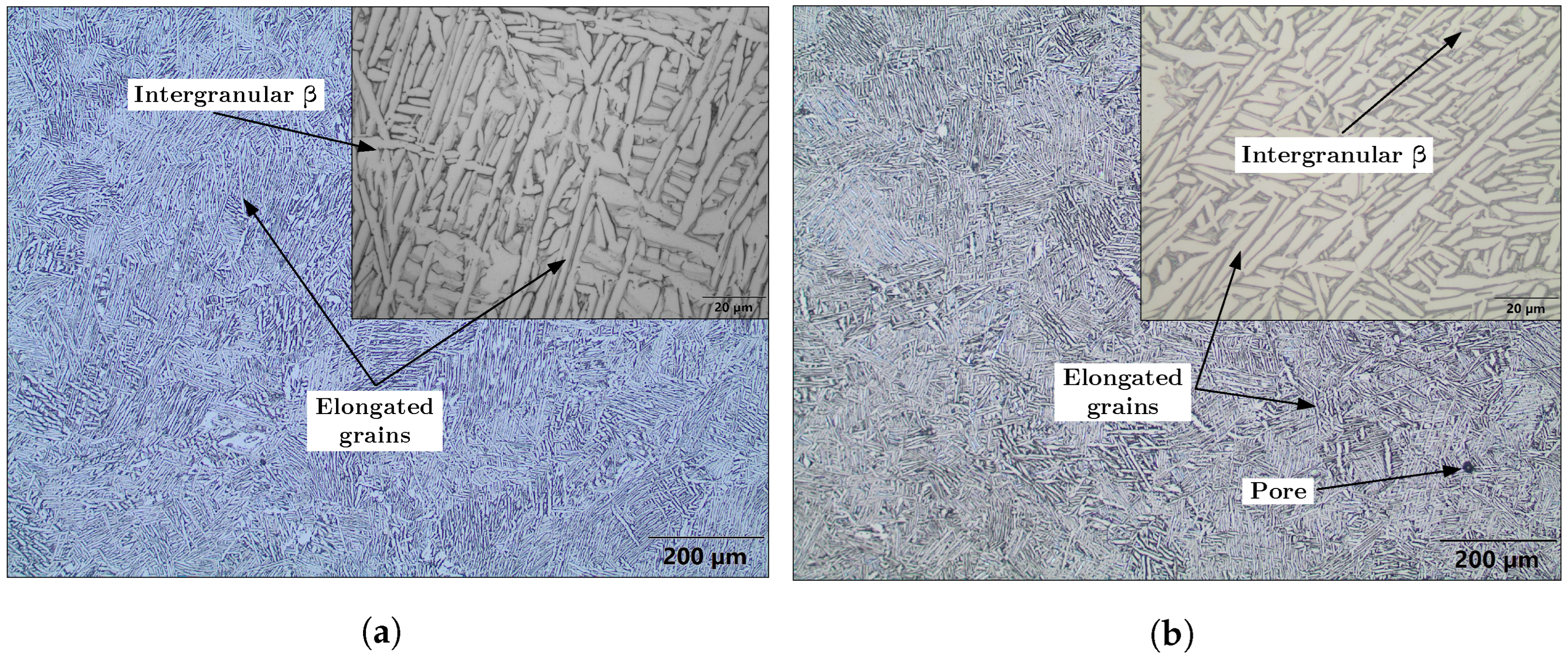
The microstructures of the material in the DA condition show improvements to process-induced microstructural features compared to those in the SR condition and resulted in a more homogeneous macro- and microstructure overall. The presence of anisotropic columnar prior
grains is greatly reduced after DA [
70]. A lamellar microstructure was achieved by DA with relatively coarse
laths and platelets and resulted in an average
grain width of 3.35
m. These results are similar to those presented in the literature for similar high-temperature sub-
transus heat treatments. Ter Haar and Becker [
20] reported grain widths of 5
m and 1
m for primary
and secondary
, respectively. Vrancken et al. [
16] reported
widths of 2.23
m after annealing at 940 °C for 2 h and furnace cooling. Such lamellar microstructures result in tortuous paths for crack growth and ductility increases as the lamellar structure becomes more coarse [
16]. There was no evidence of continuous
at prior
grain boundaries in the DA condition [
47]. The DA treatment resulted in largely isotropic grain orientations, supported by the
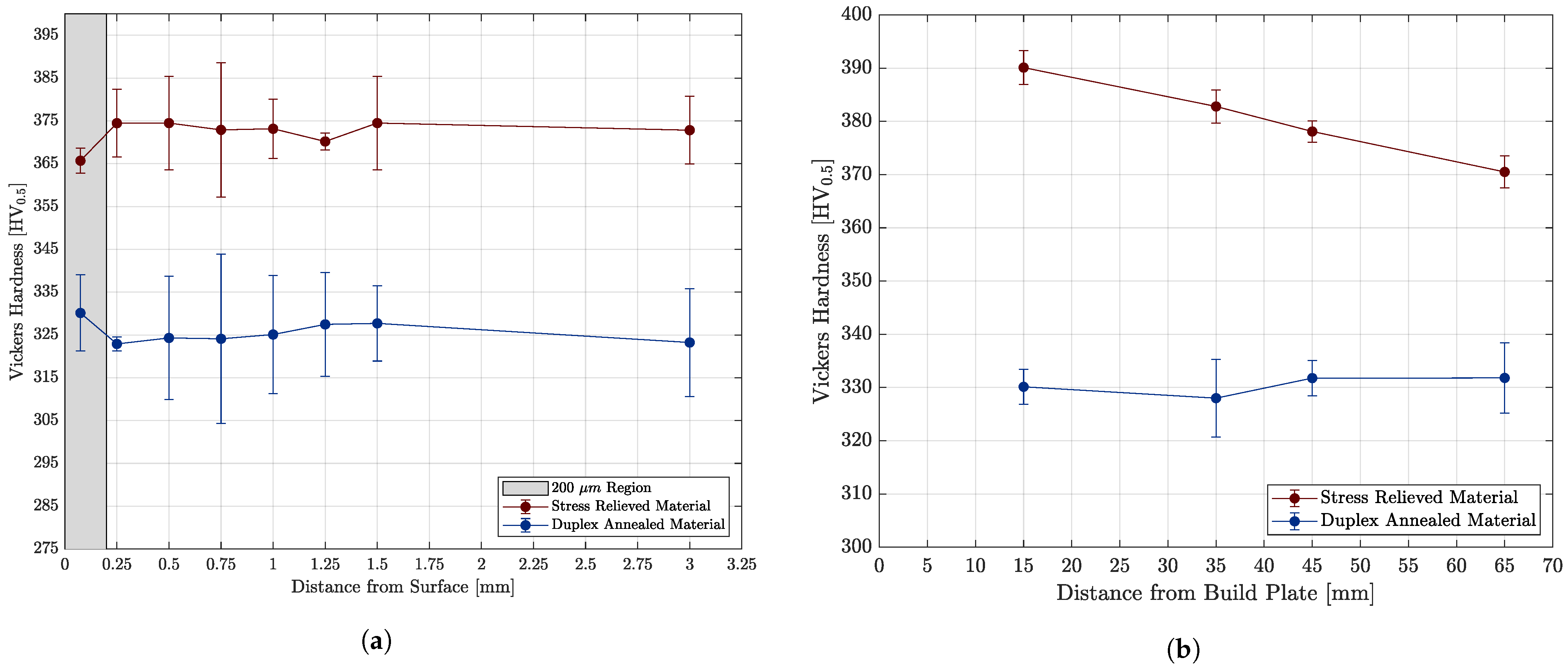
values of around 1. Such microstructures are advantageous for improving isotropy in mechanical properties. The material in the SR condition exhibited high material hardness, comparable to wrought and STA Ti-6Al-4V. Hardness tended to decrease with increasing build height for the SR material. Similar results have been reported in the literature for both Ti-6Al-4V in the mill annealed condition and Inconel 718 in the as-built condition [
71,
72]. This trend in hardness has been attributed to the higher cooling rates during the beginning of the build [
71,
72]. The hardness of the DA material was largely uniform throughout and aligns with the more homogenous macro- and microstructure seen in the Z plane. DA reduced material hardness when compared with the SR material, and resulted in hardness in line with wrought and annealed Ti-6Al-4V material [
58].
Specimens were printed in three different orientations and with three types of supports. Specimens printed at a 45° angle to the build plate exhibited slightly higher tensile strength, and specimens printed horizontally resulted in the lowest tensile strength. It is often reported in the literature that specimens printed in the vertical orientation exhibit the lowest strength due to the layer-by-layer LPBF manufacturing process, as reviewed by Shanbhag et al. [
62]. This was not evident in this investigation, and the vertical specimens provided results comparable to those printed in the other orientations; similar results are reported by EOS, the manufacturer of the LPBF machine, for the same material and print parameters [
57]. The vertically orientated specimens did show higher scatter in terms of both strength and ductility. The build orientation and support structures did have a significant effect on ductility for the dry electropolished specimens, although not for the machined specimens. No significant difference was seen in the density results of specimens printed in the three different orientations and at different build heights. The lack of a clear downward trend in strength values in the three orientations indicates that there are factors at play, such as process-induced defects, support structures, and residual stresses, that may have a greater effect on strength than reduced oxygen due to increased build height [
12].
Dareh Baghi et al. [
73] reported significant improvements in both strength and ductility due to improved surface finish by machining. In this research,
was affected by the surface finish for both the vertically and horizontally orientated specimens.
was less affected by surface finish, with only the horizontally orientated specimens showing a significant difference between the
means for the machined and dry electropolishing specimens. This disparity is attributed to the support structures used to support the gauge sections of the horizontal specimens, which result in a rougher underside compared to the top section. Additionally,
and ductility are measured in the plastic region and are more affected by the surface condition than
. The scatter in terms of
and
was reduced and
values were improved for the machined specimens. This surface inhomogeneity is completely eliminated when machining. The machined material conforms to DIN 65124 for surface roughness, and the dry electropolished material is slightly above the specification limit of
≤ 3.2
m [
50]. Parameters for the dry electropolishing process should be re-evaluated, or additional polishing processes should be considered to improve these values, especially if the material will experience cyclic loads in service. Increasing the processing times and voltage applied during both the roughing and finishing cycles is expected to improve the surface roughness. Bai et al. [
74] report
values ≤ 0.85
m and
values ≤ 5
m when dry electropolishing 316L stainless steel produced using LPBF for 6 h at 50 V. Future work should investigate processes such as vibratory barrel finishing as a more aggressive material removal process to be applied before dry electropolishing.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}