
Effect of V2O5 on Consolidation, Reduction, and Softening-Melting Behavior of High-Cr Vanadium Titanomagnetite

Abstract
:1. Introduction
2. Experimental Methods
2.1. Raw Materials
2.2. Experimental Methods
3. Results and Discussion
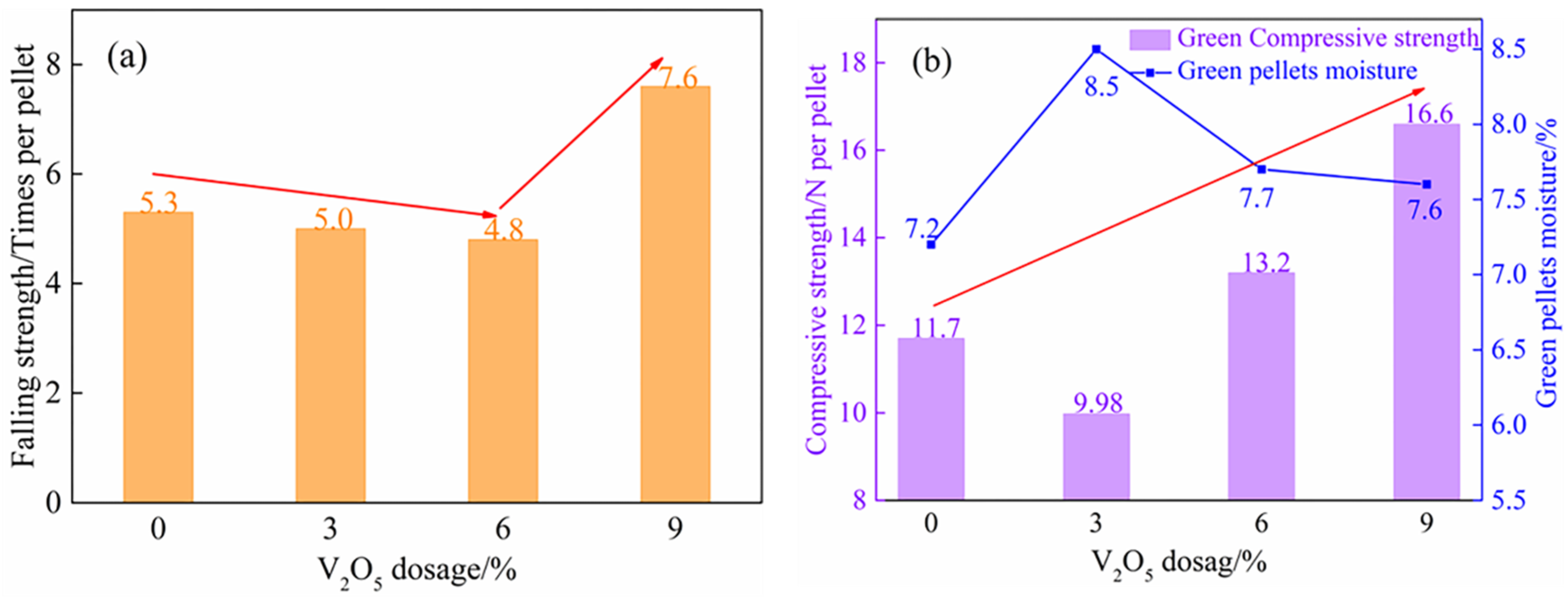
3.1. Effect of V2O5 on the Properties of High-Cr VTM Pellets
3.2. Effect of V2O5 on Compressive Strength of High-Cr VTM Pellets
3.3. Effect of V2O5 on Pellet Reduction Swelling Index
3.4. Effect of V2O5 on Soft Melting–Dripping Properties of High-Cr VTM Pellets
4. Conclusions
- (1)
- Under the experimental conditions of this study, V2O5 had little effect on the performance of green pellets and oxidized pellets. The performance of green pellets basically showed a trend of first decreasing and then increasing but the change was not great, and all met the basic requirements of pellets. When the V2O5 content was 6%, the compressive strength of pellets was the lowest, at 2565 N/pellet, which met the quality requirement of pellets in blast furnace production;
- (2)
- The addition of V2O5 worsened the swelling of the pellets. With the increase in V2O5 content, the reduction swelling index and reduction degree of finished pellets were first increasing and then decreasing; both reached the highest when the V2O5 content was 3% and deteriorated more seriously when the V2O5 content was less than 3%. When the V2O5 content was greater than 3%, the deterioration effect decreased with the increase in V2O5 content;
- (3)
- The addition of V2O5 reduced the compressive strength of the reduced pellets. The compressive strength of the finished pellet with V2O5 after reduction was about 200 N/pellet, which was much lower than that of the finished pellet without V2O5 with 1313 N/pellet;
- (4)
- The addition of V2O5 increased the softening initial temperature, softening final temperature, melting start temperature, and dripping temperature of High-Cr VTM pellets, so that the softening interval became narrower and the melting drop interval became wider. From the view of softening performance, the addition of V2O5 was conducive to improving the reduction melting index of the melting–dripping process, which was conducive to blast furnace smelting. In the process of droplet and separation of slag iron, V and Cr were easy to migrate into iron, while Ti was easier to migrate into slag.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jung, S.M. Effects of CaO/CaCO3 on the carbothermic reduction of titanomagnetite ores. Metall. Mater. Trans. B 2015, 46, 1162–1174. [Google Scholar] [CrossRef]
- Xing, Z.X.; Liu, J.S.; Cheng, G.J.; Yang, H.; Xue, X.X. Migration Behavior of Valuable Components in Pellets with Sea Sand Vanadium Titanomagnetite During the Oxidation Roasting Process. JOM 2023, 75, 1–10. [Google Scholar] [CrossRef]
- Prabowo, S.W.; Longbottom, R.J.; Monaghan, B.J.; Puerto, D.; Ryan, M.J.; Bumby, C.W. Phase transformations during fluidized bed reduction of New Zealand titanomagnetite ironsand in hydrogen gas. Powder Technol. 2021, 398, 117032–117047. [Google Scholar] [CrossRef]
- Tang, W.D.; Yang, S.T.; Zhang, L.H.; Huang, Z.; Yang, H.; Xue, X.X. Effects of basicity and temperature on mineralogy and reduction behaviors of high-chromium vanadium-titanium magnetite sinters. J. Cent. South Univ. 2019, 26, 132–145. [Google Scholar] [CrossRef]
- Jena, B.C.; Dresler, W.; Reilly, I.G. Extraction of titanium, vanadium and iron from titanomagnetite deposits at pipestone lake, Manitoba, Canada. Miner. Eng. 1995, 8, 159–168. [Google Scholar] [CrossRef]
- Liu, J.X.; Cheng, G.J.; Liu, Z.G.; Chu, M.S.; Xue, X.X. Reduction process of pellet containing high chromic vanadium–titanium magnetite in cohesive zone. Steel Res. Int. 2015, 86, 808–816. [Google Scholar] [CrossRef]
- Xing, Z.X.; Ma, J.; Cheng, G.J.; Yang, H.; Xue, X.X. Study on the High-Temperature Sintering Characteristics and Sintering Mechanism of Sea Sand Vanadium Titanomagnetite Based on Micro-sintering. J. Sustain. Metall. 2022, 8, 1358–1369. [Google Scholar] [CrossRef]
- Yan, W.P.; Zeng, X.B. Study on the Evaluation Method of Development and Utilization Level of Vanadium-titanium Magnetite Mine in Panxi District. Multipurp. Util. Miner. Resour. 2020, 226, 79–83. [Google Scholar]
- Xing, Z.X.; Huang, Z.; Cheng, G.J.; Yang, H.; Xue, X.X.; Zhang, G.D. Comprehensive evaluation of high-temperature sintering behavior of sea sand vanadia-titania magnetite based on grey relational analysis. Korean J. Chem. Eng. 2022, 39, 3464–3472. [Google Scholar] [CrossRef]
- Xue, Y.Z.; Wang, X.F.; Wang, H.J.; Li, W.C. On Comprehensive Utilization of Vanadium-Titanium Magnetite Resources in Panxi Region of Sichuan Province. Nat. Resour. Econ. China 2017, 30, 9–13. [Google Scholar]
- Cheng, H.B.; Zhou, Z.H.; Zhang, Z.J.; Zhang, Z.F.; Yang, S.F. Research Progress in the Comprehensive Recovery of Vanadium-Titanium Magnetite. Mod. Min. 2023, 39, 7–9. [Google Scholar]
- Wu, E.H.; Li, J.; Xu, Z.; Hou, J.; Huang, P. Physicochemical Properties of Metallized Pellets of High-Chromium Vanadium-bearing Titanomagnetite. Iron Steel 2023, 58, 30–38. [Google Scholar]
- Tang, J.; Chu, M.S.; Feng, C.; Li, F.; Tang, Y.T.; Liu, Z.G. Melting Separation Process of High Chromium Vanadium-bearing Titanomagnetite Metallized Pellet, and its Optimization by Multi-Index Synthetic Weighted Scoring Method. ISIJ Int. 2017, 57, 1156–1165. [Google Scholar] [CrossRef] [Green Version]
- Tang, J.; Chu, M.S.; Feng, C.; Tang, Y.T.; Liu, Z.G. Melting Separation Behavior and Mechanism of High-chromium Vanadium-bearing Titanomagnetite Metallized Pellet Got from Gas-based Direct Reduction. ISIJ Int. 2016, 56, 210–219. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.H.; Gao, Z.X.; Yang, S.T.; Tang, W.D.; Xue, X.X. Effect of basicity on sintering behavior and metallurgical properties of high-chromium vanadium-titanium magnetite. Metals 2020, 10, 569. [Google Scholar] [CrossRef]
- Zhang, L.H.; Yang, S.T.; Tang, W.D.; Xue, X.X. Investigations of MgO on sintering performance and metallurgical property of high-chromium vanadium-titanium magnetite. Minerals 2019, 9, 324. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.J.; Gao, Z.X.; Yang, H.; Xue, X.X. Effect of Calcium Oxide on the Crushing Strength, Reduction and Smelting Performance of High Chromium Vanadium Titanium Magnetite Pellets. Metals 2017, 7, 181. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.J.; Xue, X.X.; Gao, Z.X.; Jiang, T.; Yang, H.; Duan, P.N. Effect of Cr2O3 on the Reduction and Smelting Mechanism of High-Chromium Vanadium-titanium Magnetite Pellets. ISIJ Int. 2016, 56, 1938–1947. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.J.; Xue, X.X.; Jiang, T.; Duan, P.N. Effect of TiO2 on the Crushing Strength, and Smelting Mechanism of High-Chromium Vanadium-Titanium Magnetite Pellets. Metall. Mater. Trans. B 2016, 47, 1713–1726. [Google Scholar] [CrossRef]
- Cheng, G.J.; Liu, J.X.; Liu, Z.G.; Chu, M.S.; Xue, X.X. Non isothermal Reduction Kinetics and Mechanism of High Chromium Vanadium Titanium Magnetite Pellets. Ironmak. Steelmak. 2015, 42, 17–26. [Google Scholar] [CrossRef]
- Cheng, G.J.; Gao, Z.X.; Lv, M.Y.; Yang, H.; Xue, X.X. Coal based Reduction and Magnetic Separation Behavior of Low-grade Vanadium Titanium Magnetite Pellets. Minerals 2017, 7, 86. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Chu, M.S.; Tang, J.; Liu, Z.G.; Feng, C.; Tang, Y.T. Swelling Behavior of High-Chromium, Vanadium-Bearing Titanomagnetite Pellets in H2-CO-CO2 Gas Mixtures. JOM 2017, 69, 1751–1758. [Google Scholar] [CrossRef]
- Zhou, M.; Yang, S.T.; Jiang, T.; Xue, X.X. Influence of basicity on high chromium vanadium-titanium magnetite sinter properties, productivity, and mineralogy. JOM 2015, 67, 1203–1213. [Google Scholar] [CrossRef]
- Gao, S.M. Discussion on Smelting Technology of a High Chromium Vanadium Titanium Magnetite. Iron Steel Vanadium Titan. 2020, 41, 27–36. [Google Scholar]
- Cheng, Y. Practice on the Development and Utilization of Vanadic Titanomagnetite Resources in Panzhihua. Iron Steel Vanadium Titan. 2009, 30, 78–79. [Google Scholar]
- Liu, Z.G.; Chu, M.S.; Wang, H.T.; Zhao, W.; Xue, X.X. Effect of MgO content in sinter on the softening-melting behavior of mixed burden made from chromium-bearing vanadium–titanium magnetite. Int. J. Miner. Metall. Mater. 2016, 23, 25–32. [Google Scholar] [CrossRef]
- Zeng, R.Q.; Wang, N.; Li, W. Non-isothermal oxidation induration mechanism of vanadium titanomagnetite pellets. Adv. Powder Technol. 2023, 34, 104012. [Google Scholar] [CrossRef]
- Xing, Z.X.; Cheng, G.J.; Gao, Z.X.; Yang, H.; Xue, X.X. Optimization of experimental conditions on preparation of oxidized pellets with New Zealand sea sand ore. Metall. Res. Technol. 2020, 117, 411–421. [Google Scholar] [CrossRef]
- Xing, Z.X.; Cheng, G.J.; Yang, H.; Xue, X.X. Experimental Research on Preparation of Oxidized Pellets with High Proportion Sea Sand Mine. In Proceedings of the 12th CSM Steel Congress, Beijing, China, 14–16 October 2019; pp. 1–4. [Google Scholar]
- Xing, Z.; Huang, Z.; Cheng, G.; Yang, H.; Xue, X. Consolidation, and reduction behavior of pellets with sea sand vanadium titanomagnetite: A microscopic interpretation of macroscopic properties. Ironmak. Steelmak. 2022, 1–11. [Google Scholar] [CrossRef]
- Cheng, G.J.; Xing, Z.X.; Yang, H.; Xue, X.X. Effects of High Proportion Unground Sea Sand Ore on the Preparation Process and Reduction Performance of Oxidized Pellets. Minerals 2021, 11, 87. [Google Scholar] [CrossRef]
- Xing, Z.; Cheng, G.; Gao, Z.; Yang, H.; Xue, X. Effect of Incremental Utilization of Unground Sea Sand Ore on the Consolidation and Reduction Behavior of Vanadia-Titania Magnetite Pellets. Metals 2021, 11, 269. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Y.F.; Zheng, F.Q.; Chen, F.; Yang, L.Z.; Jiang, T.; Qiu, G.Z. Behavior of vanadium during reduction and smelting of vanadium titanomagnetite metallized pellets. Tran. Nonferr. Metals Soc. China 2020, 30, 1687–1696. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | TFe | FeO | V2O5 | TiO2 | Cr2O3 | CaO | SiO2 | MgO | Al2O3 | S |
|---|---|---|---|---|---|---|---|---|---|---|
| High-Cr VTM | 55.44 | 27.27 | 0.35 | 10.88 | 0.53 | 0.62 | 2.60 | 2.60 | 2.28 | 0.37 |
| Ordinary iron ore | 67.22 | 25.99 | / | / | / | 0.14 | 5.63 | 0.26 | 0.23 | 0.06 |
| Compositions | SiO2 | Al2O3 | MgO | CaO | Na2O | K2O | LOI |
|---|---|---|---|---|---|---|---|
| Content | 67.45 | 14.47 | 4.61 | 2.47 | 1.68 | 1.19 | 8.13 |
| V2O5 Dosage | MgO/% | CaO/% | SiO2/% | Al2O3/% | TiO2/% |
|---|---|---|---|---|---|
| 0% | 8.32 | 1.89 | 16.32 | 5.95 | 21.36 |
| 3% | 6.18 | 1.95 | 18.92 | 7.17 | 14.27 |
| 6% | 4.68 | 1.90 | 17.48 | 5.87 | 12.48 |
| 9% | 2.06 | 2.06 | 18.95 | 8.19 | 15.87 |
| V2O5 Dosage | V/% | Cr/% |
|---|---|---|
| 0% | 0.016 | 0.028 |
| 3% | 0.569 | 0.088 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Xing, Z.; Wang, X.; Cheng, G.; Xue, X. Effect of V2O5 on Consolidation, Reduction, and Softening-Melting Behavior of High-Cr Vanadium Titanomagnetite. Metals 2023, 13, 1171. https://doi.org/10.3390/met13071171
Liu J, Xing Z, Wang X, Cheng G, Xue X. Effect of V2O5 on Consolidation, Reduction, and Softening-Melting Behavior of High-Cr Vanadium Titanomagnetite. Metals. 2023; 13(7):1171. https://doi.org/10.3390/met13071171
Chicago/Turabian StyleLiu, Jianxing, Zhenxing Xing, Xuyang Wang, Gongjin Cheng, and Xiangxin Xue. 2023. "Effect of V2O5 on Consolidation, Reduction, and Softening-Melting Behavior of High-Cr Vanadium Titanomagnetite" Metals 13, no. 7: 1171. https://doi.org/10.3390/met13071171