
Microstructure Refinement and Work-Hardening Behaviors of NiAl Alloy Prepared by Combustion Synthesis and Hot Pressing Technique


Abstract
:1. Introduction
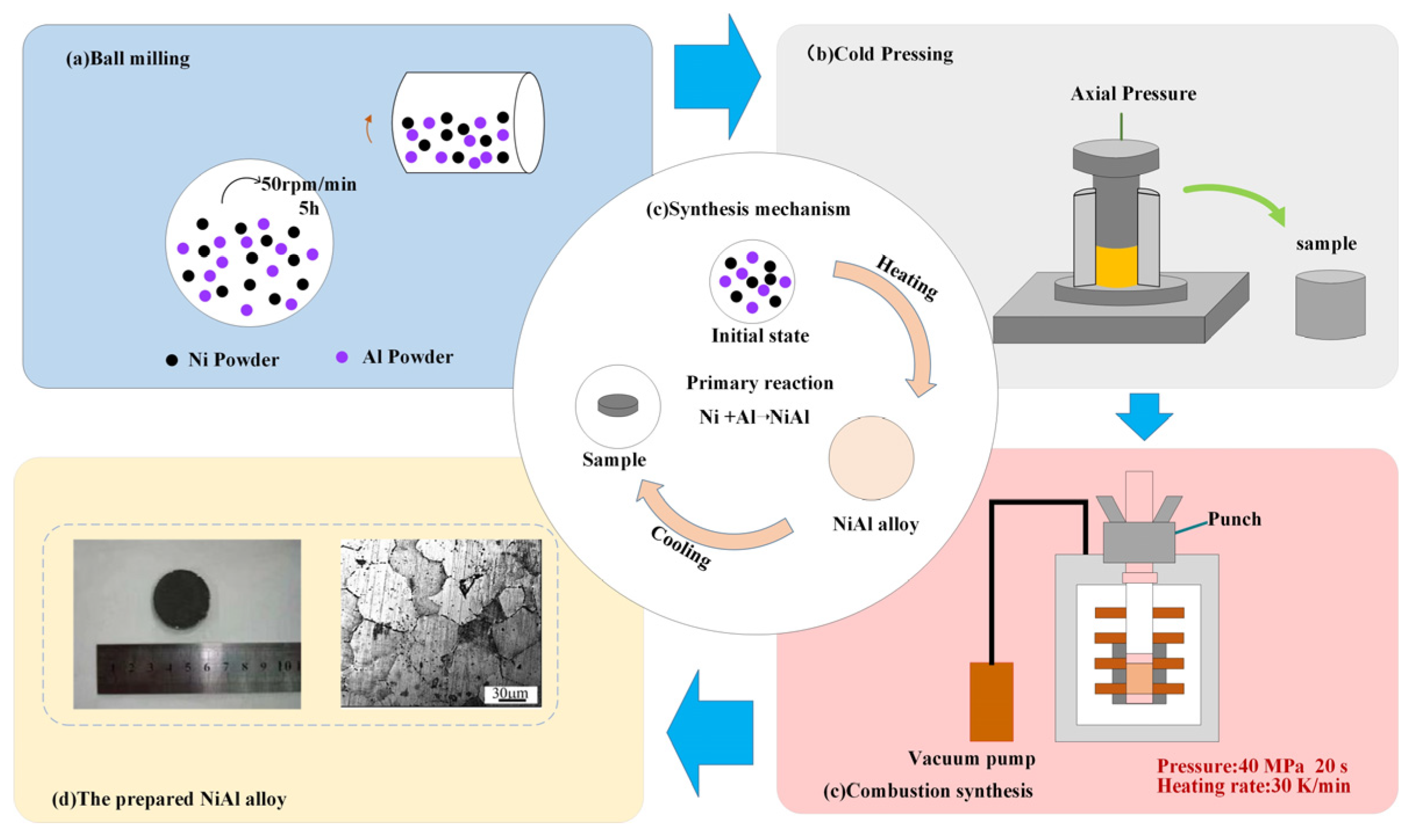
2. Materials and Methods
3. Results and Discussion
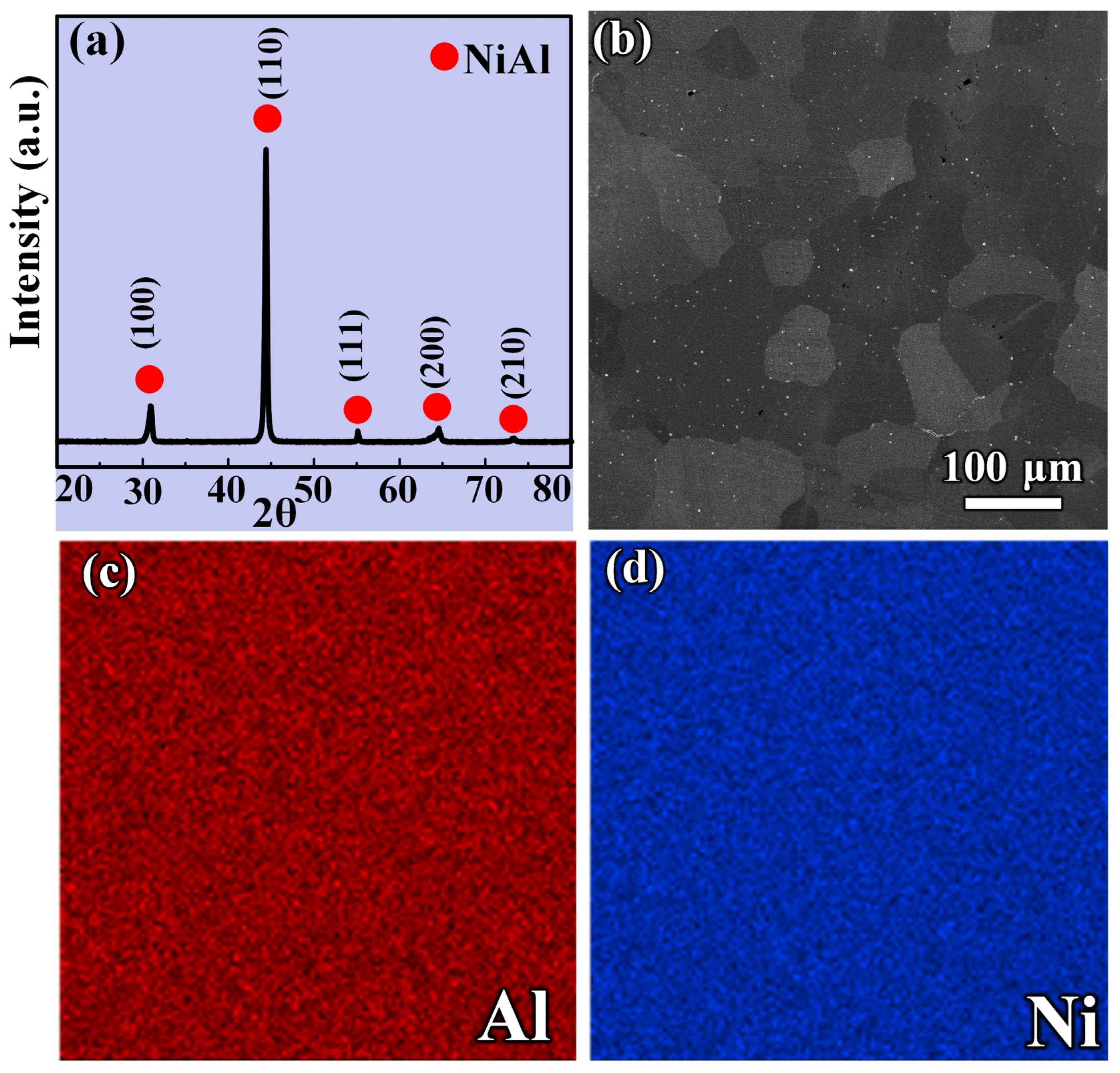
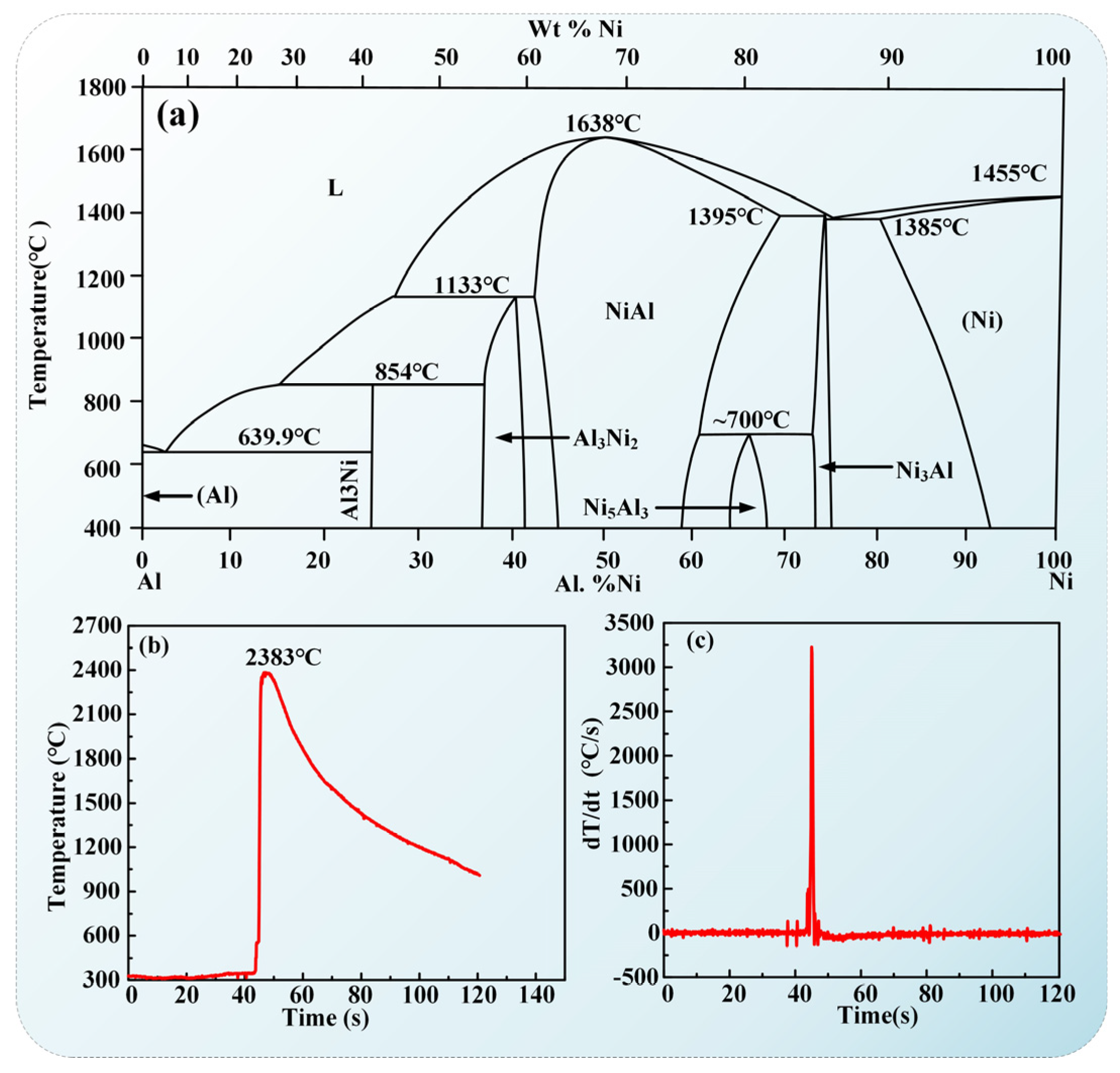
3.1. Phase Composition and Microstructure Analysis
3.2. Effect of CSHP Process on Mechanical Properties of NiAl
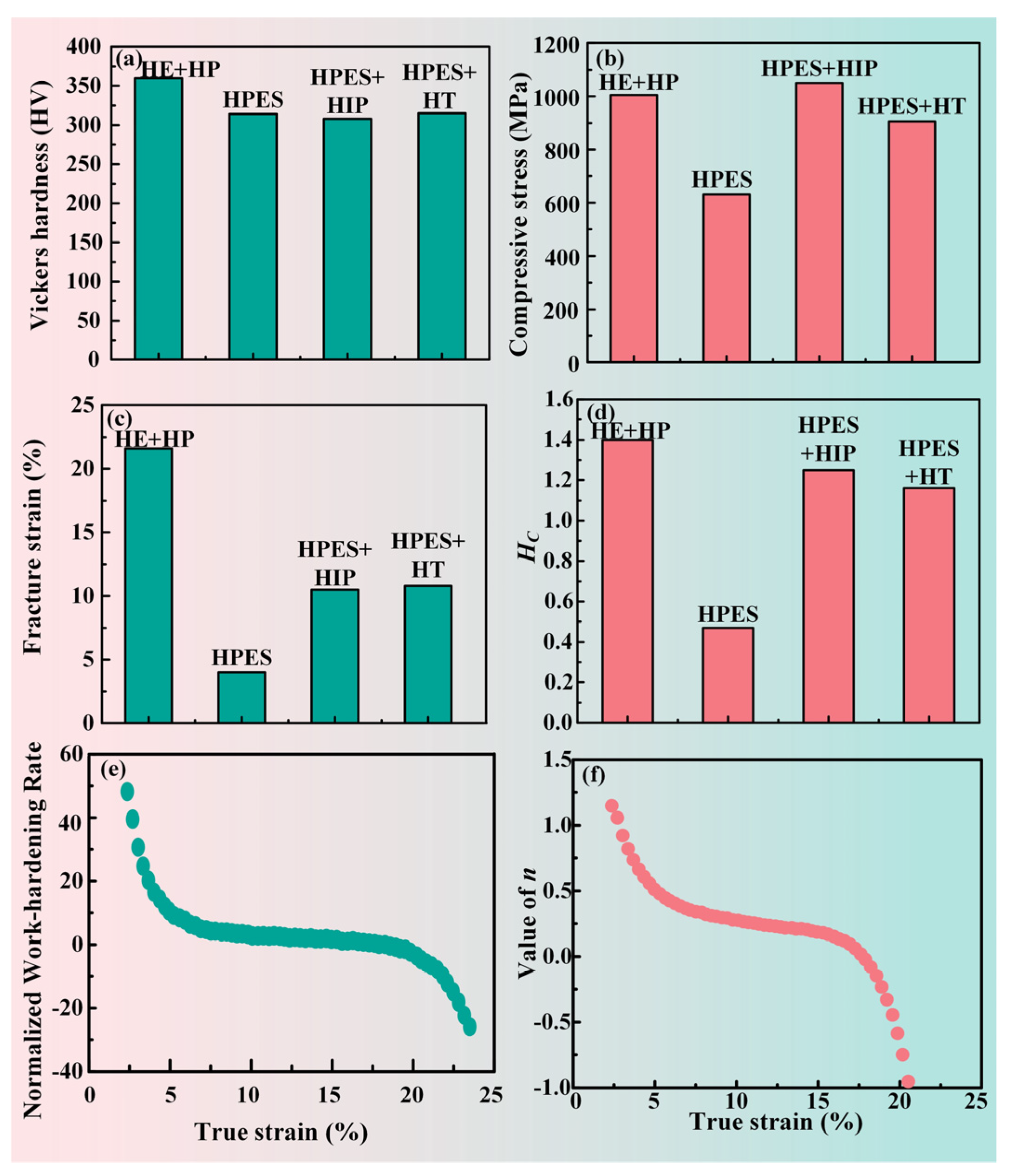
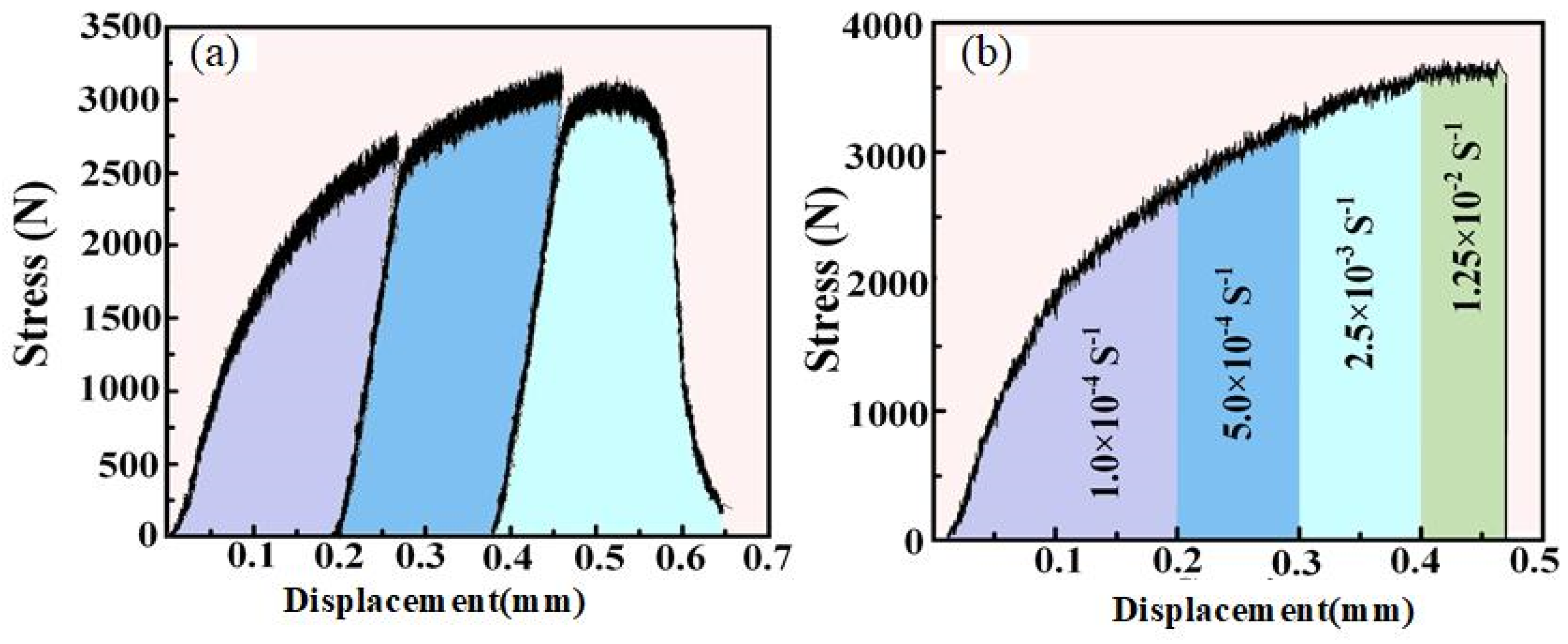
3.2.1. Room Temperature Compression Performance
3.2.2. Work Hardening Ability
3.3. Strengthening and Toughening Mechanism of Pure NiAl Alloy Prepared by CSHP
3.3.1. Fine Grain Strengthening
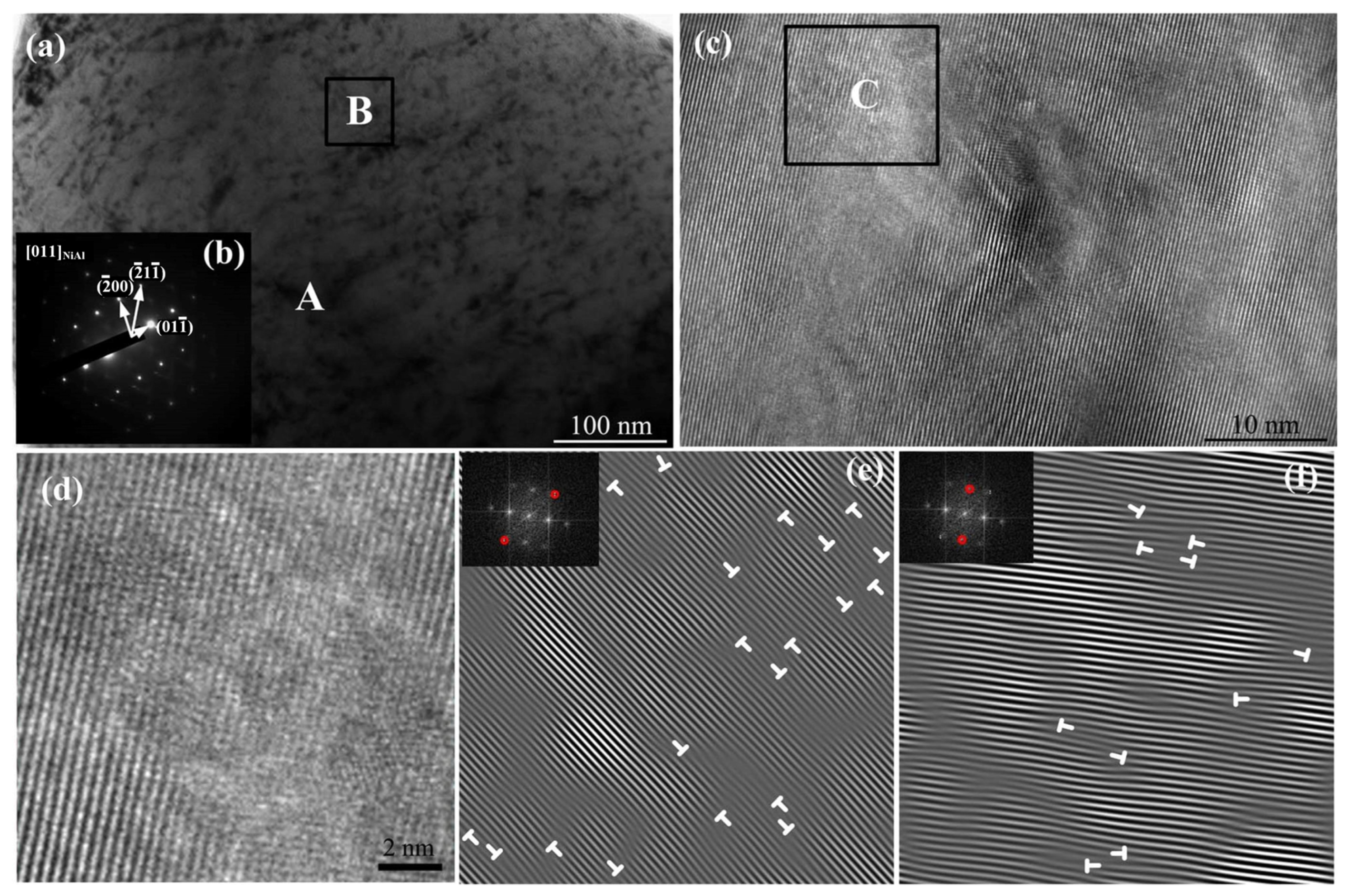
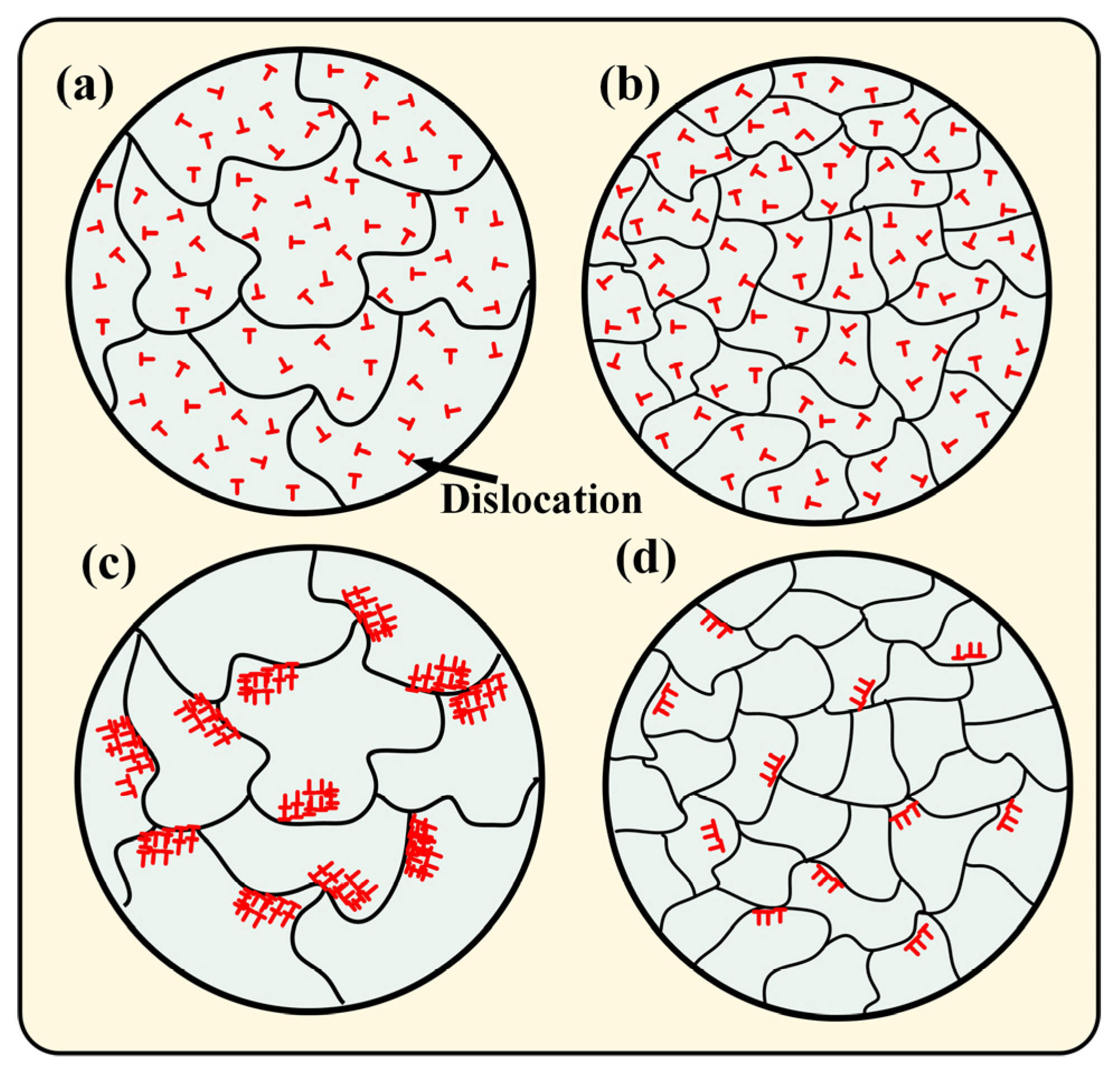
3.3.2. Dislocation Multiplication Behavior of NiAl Alloy during Compression
4. Conclusions
- (1)
- The grain size of NiAl alloy prepared by CSHP is significantly refined under rapid solidification due to the instantly completed combustion synthesis of NiAl intermetallics in the Ni–Al system. That is to say, the fast cooling rate results in a large degree of undercooling, which greatly reduces the size of the critical nucleus in spontaneous nucleation, and thus leads to grain refinement. At the same time, the fast cooling rate and forming under pressure in the solidification process produce a lot of internal stress, which forms a large number of dislocations in the as-cast microstructures.
- (2)
- The fracture strain of the NiAl intermetallics prepared by CSHP is significantly higher than that of NiAl alloys prepared by other methods. The compression property (1005 MPa) at RT is greater than that of the NiAl alloy prepared by the HPES method (about 632 MPa), while is slightly lower than that of the corresponding NiAl alloys treated by HPES and HIP (1050 MPa). In addition, the NiAl alloy prepared by CSHP has excellent work-hardening ability.
- (3)
- The main strengthening mechanism of the NiAl alloy is fine grain strengthening, followed by dislocation strengthening. The grain refinement not only increases the grain boundaries but also reduces the stress concentration in the deformation process, thus crack initiation and propagation become difficult.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bhaumik, S.K.; Divakar, C.; Rangaraj, L.; Singh, A.K. Reaction sintering of NiAl and TiB2–NiAl composites under pressure. Mater. Sci. Eng. A 1998, 257, 341–348. [Google Scholar] [CrossRef]
- Darolia, R.; Walston, W.S.; Noebe, R.; Garg, A.; Oliver, B.F. Mechanical properties of high purity single crystal NiAl. Intermetalics 1999, 7, 1195–1202. [Google Scholar] [CrossRef]
- Hu, W.; Weirich, T.; Hallstedt, B.; Chen, H.; Zhong, Y.; Gottstein, G. Interface structure, chemistry and properties of NiAl composites fabricated from matrix-coated single-crystalline Al2O3 fibres (sapphire) with and without an hBN interlayer. Acta Mater. 2006, 54, 2473–2488. [Google Scholar] [CrossRef]
- Noebe, R.D.; Bowman, R.R.; Nathal, M.V. Physical and mechanical properties of the B2 compound NiAl. Int. Mater. Rev. 1993, 38, 193–232. [Google Scholar] [CrossRef]
- Pike, L.M.; Chang, Y.A.; Liu, C.T. Point defect concentrations and hardening in binary B2 intermetallics. Acta Mater. 1997, 45, 3709–3719. [Google Scholar] [CrossRef]
- Ni, X.; Wang, X.; Chen, C. Relationship of structural stability and long-range-order parameter for stoichiometry NiAI. J. Univ. Sci. Technol. Beijing 1996, 3, 75. [Google Scholar]
- Miracle, D.B. Overview No. 104 The physical and mechanical properties of NiAl. Acta Metall. Mater. 1993, 41, 649–684. [Google Scholar] [CrossRef]
- Terada, Y.; Ohkubo, K.; Mohri, T.; Suzuki, T. Effects of ternary additions on thermal conductivity of NiAl. Intermetallics 1999, 7, 717–723. [Google Scholar] [CrossRef]
- Whittenberger, J.D.; Noebe, R.D.; Joslin, S.M.; Oliver, B.F. Elevated temperature compressive slow strain rate properties of several directionally solidified NiAl–(Nb,Mo) alloys. Intermetallics 1999, 7, 627–633. [Google Scholar] [CrossRef]
- Du, X.-h.; Gao, C.; Wu, B.-l.; Zhao, Y.-h.; Wang, J.-j. Enhanced compression ductility of stoichiometric NiAl at room temperature by Y and Cu co-addition. Int. J. Miner. Metall. Mater. 2012, 19, 348. [Google Scholar] [CrossRef]
- Dai, J.Y.; Xing, Z.P.; Wang, Y.G.; Li, D.X.; Guo, J.T.; He, L.L.; Ye, H.Q. HREM study of TiB2/NiAl interfaces in a NiAl-TiB2 in-situ composite. Mater. Lett. 1994, 20, 23–27. [Google Scholar] [CrossRef]
- Michalski, A.; Jaroszewicz, J.; Rosiński, M.; Siemiaszko, D. NiAl–Al2O3 composites produced by pulse plasma sintering with the participation of the SHS reaction. Intermetallics 2006, 14, 603–606. [Google Scholar] [CrossRef]
- Plazanet, L.; Tetard, D.; Nardou, F. Effect of SiC and ZrO2 particles on the mechanical properties of NiAl. Compos. Sci. Technol. 1999, 59, 537–542. [Google Scholar] [CrossRef]
- Yeh, C.L.; Su, S.H.; Chang, H.Y. Effects of TiC addition on combustion synthesis of NiAl in SHS mode. J. Alloys Compd. 2005, 398, 85–93. [Google Scholar] [CrossRef]
- Zwigl, P.; Dunand, D.C. Transformation-mismatch plasticity of NiAl/ZrO2 composites—Experiments and continuum modeling. Mater. Sci. Eng. A 2001, 298, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Dong, B.-X.; Li, Q.-Y.; Shu, S.-L.; Duan, X.-Z.; Zou, Q.; Han, X.; Yang, H.-Y.; Qiu, F.; Jiang, Q.-C. Investigation on the elevated-temperature tribological behaviors and mechanism of Al-Cu-Mg composites reinforced by in-situ size-tunable TiB2-TiC particles. Tribol. Int. 2023, 177, 107943. [Google Scholar] [CrossRef]
- Guo, J.T.; Xing, Z.P. Investigation of NiAl–TiB2 in situ composites. J. Mater. Res. 1997, 12, 1083–1090. [Google Scholar] [CrossRef]
- Xing, Z.P.; Guo, J.T.; Yu, L.G.; Dai, J.Y.; Hu, Z.Q. Influence of HIP processing on the interface of NiAl TiC in situ composite. Mater. Lett. 1996, 28, 361–363. [Google Scholar] [CrossRef]
- Dong, M.G.; Tishkevich, D.I.; Hanfi, M.Y.; Semenishchev, V.S.; Sayyed, M.I.; Zhou, S.Y.; Grabchikov, S.S.; Khandaker, M.U.; Xue, X.X.; Zhaludkevich, A.L.; et al. WCu composites fabrication and experimental study of the shielding efficiency against ionizing radiation. Radiat. Phys. Chem. 2022, 200, 110175. [Google Scholar] [CrossRef]
- Sun, Y.; Lin, P.; Yuan, S.J. A novel method for fabricating NiAl alloy sheet components using laminated Ni/Al foils. Mater. Sci. Eng. A 2019, 754, 428–436. [Google Scholar] [CrossRef]
- Tishkevich, D.I.; Zubar, T.I.; Zhaludkevich, A.L.; Razanau, I.U.; Vershinina, T.N.; Bondaruk, A.A.; Zheleznova, E.K.; Dong, M.; Hanfi, M.Y.; Sayyed, M.I.; et al. Isostatic Hot Pressed W–Cu Composites with Nanosized Grain Boundaries: Microstructure, Structure and Radiation Shielding Efficiency against Gamma Rays. Nanomaterials 2022, 12, 1642. [Google Scholar] [CrossRef] [PubMed]
- Muñoz-Saldaña, J.; Valencia-Ramirez, A.; Castillo-Perea, L.A.; Díaz-De la Torre, S.; Caceres-Diaz, L.A.; Alvarado Orozco, J.M.; Giraldo Betancur, A.L.; Schulz, U. Oxidation behavior of dense Yttrium doped B2-NiAl bulk material fabricated by ball milling self-propagating high-temperature synthesis and densified by spark plasma sintering. Surf. Coat. Technol. 2021, 421, 127448. [Google Scholar] [CrossRef]
- Nikbakht, R.; Assadi, H. Phase-field modelling of self-propagating high-temperature synthesis of NiAl. Acta Mater. 2012, 60, 4041–4053. [Google Scholar] [CrossRef]
- Shekari, M.; Adeli, M.; Khobzi, A.; Kobashi, M.; Kanetake, N. Induction-activated self-propagating, high-temperature synthesis of nickel aluminide. Adv. Powder Technol. 2017, 28, 2974–2979. [Google Scholar] [CrossRef]
- Sheng, L.; Zhang, W.; Guo, J.; Yang, F.; Liang, Y.; Ye, H. Effect of Au addition on the microstructure and mechanical properties of NiAl intermetallic compound. Intermetallics 2010, 18, 740–744. [Google Scholar] [CrossRef]
- Zhou, J.; Guo, J.T. Effect of Ag alloying on microstructure, mechanical and electrical properties of NiAl intermetallic compound. Mater. Sci. Eng. A 2003, 339, 166–174. [Google Scholar] [CrossRef]
- Baghdadi, A.H.; Rajabi, A.; Selamat, N.F.M.; Sajuri, Z.; Omar, M.Z. Effect of post-weld heat treatment on the mechanical behavior and dislocation density of friction stir welded Al6061. Mater. Sci. Eng. A 2019, 754, 728–734. [Google Scholar] [CrossRef]
- Guo, H.-B.; Wang, X.-Y.; Li, J.; Wang, S.-X.; Gong, S.-K. Effects of Dy on cyclic oxidation resistance of NiAl alloy. Trans. Nonferrous Met. Soc. China 2009, 19, 1185–1189. [Google Scholar] [CrossRef]
- Yin, S. Self-Propagating High Temperature Synthesis Technology and Materials; Metallurgical Industry Press: Beijing, China, 1995. [Google Scholar]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Strain hardening behavior of a friction stir welded magnesium alloy. Scr. Mater. 2007, 57, 1004–1007. [Google Scholar] [CrossRef]
- Qiu, F.; Shen, P.; Jiang, Z.; Liu, T.; Jiang, Q. Strong work-hardening effect in a multiphase ZrCuAlNiO alloy. Appl. Phys. Lett. 2008, 92, 151912. [Google Scholar] [CrossRef]
- Van Swygenhoven, H.; Spaczer, M.; Caro, A.; Farkas, D. Competing plastic deformation mechanisms in nanophase metals. Phys. Rev. B 1999, 60, 22–25. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E.; Chen, M.W. Enhanced tensile ductility and toughness in nanostructured Cu. Appl. Phys. Lett. 2002, 80, 2395–2397. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, L. Work hardening of ultrafine-grained copper with nanoscale twins. Scr. Mater. 2007, 57, 133–136. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the Maximum Strength in Nanotwinned Copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Yi, H.-l.; Du, L.-x.; Wang, G.-d.; Liu, X.-h. Strengthening Mechanism of a New 700 MPa Hot Rolled High Strength Steel. J. Iron Steel Res. Int. 2008, 15, 76–80. [Google Scholar] [CrossRef]
- Dong, B.-X.; Li, Q.; Wang, Z.-F.; Liu, T.-S.; Yang, H.-Y.; Shu, S.-L.; Chen, L.-Y.; Qiu, F.; Jiang, Q.-C.; Zhang, L.-C. Enhancing strength-ductility synergy and mechanisms of Al-based composites by size-tunable in-situ TiB2 particles with specific spatial distribution. Compos. Part B Eng. 2021, 217, 108912. [Google Scholar] [CrossRef]
- Dong, B.-X.; Li, Q.; Yang, H.-Y.; Liu, T.-S.; Qiu, F.; Shu, S.-L.; Jiang, Q.-C.; Zhang, L.-C. Synergistic optimization in solidification microstructure and mechanical performance of novel (TiCxNy−TiB2)p/Al nanocomposites: Design, tuning and mechanism. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106843. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Yang, H.-Y.; Yan, Y.-F.; Liu, T.-S.; Dong, B.-X.; Chen, L.-Y.; Shu, S.-L.; Qiu, F.; Jiang, Q.-C.; Zhang, L.-C. Unprecedented enhancement in strength-plasticity synergy of (TiC + Al6MoTi + Mo)/Al cermet by multiple length-scale microstructure stimulated synergistic deformation. Compos. Part B Eng. 2021, 225, 109265. [Google Scholar] [CrossRef]
- Liu, T.-S.; Qiu, F.; Yang, H.-Y.; Liu, S.; Jiang, Q.-C.; Zhang, L.-C. Exploring the potential of FSW-ed Al–Zn–Mg–Cu-based composite reinforced by trace in-situ nanoparticles in manufacturing workpiece with customizable size and high mechanical performances. Compos. Part B Eng. 2023, 250, 110425. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Three strategies to achieve uniform tensile deformation in a nanostructured metal. Acta Mater. 2004, 52, 1699–1709. [Google Scholar] [CrossRef]
- Bao, H.-S.; Cheng, S.-C.; Liu, Z.-D.; Tan, S.-P. Aging precipitates and strengthening mechanism of T122 boiler steel. J. Iron Steel Res. Int. 2010, 17, 67–73. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Preparation Method | Microhardness (HV) | True Yield Strength (MPa) | True Fracture Strength (MPa) | True Fracture Strain (%) | Work Hardening Ability (Hc) |
|---|---|---|---|---|---|---|
| NiAl | Combustion synthesis + hot pressing | 360 | 419 | 1005 | 21.6 | 1.40 |
| HPES | 314 | 429 | 632 | 4 | 0.47 | |
| HPES + HIP | 308 | 465 | 1050 | 10.5 | 1.25 | |
| HPES + HT | 315 | 420 | 906 | 10.8 | 1.16 |
| Alloy | Compression of Pre-Dislocation Density (cm−2) | Dislocation Density after Compression (cm−2) | Dislocation Multiplication before and after Compression (cm−2) |
|---|---|---|---|
| NiAl | 5.08 × 1011 | 5.92 × 1011 | 0.84 × 1011 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.-Y.; Zhang, S.; Zhang, L.-J.; Peng, F.; Zhao, H.-L.; Qiu, F. Microstructure Refinement and Work-Hardening Behaviors of NiAl Alloy Prepared by Combustion Synthesis and Hot Pressing Technique. Metals 2023, 13, 1143. https://doi.org/10.3390/met13061143
Hu J-Y, Zhang S, Zhang L-J, Peng F, Zhao H-L, Qiu F. Microstructure Refinement and Work-Hardening Behaviors of NiAl Alloy Prepared by Combustion Synthesis and Hot Pressing Technique. Metals. 2023; 13(6):1143. https://doi.org/10.3390/met13061143
Chicago/Turabian StyleHu, Jia-Yu, Shuang Zhang, Long-Jiang Zhang, Fan Peng, Hai-Long Zhao, and Feng Qiu. 2023. "Microstructure Refinement and Work-Hardening Behaviors of NiAl Alloy Prepared by Combustion Synthesis and Hot Pressing Technique" Metals 13, no. 6: 1143. https://doi.org/10.3390/met13061143