
The Corrosion and Wear-Corrosion of the Iron-Base Amorphous Coating Prepared by the HVOF Spraying

Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Thermal Spray and Microstructural Investigations
2.2. Corrosion and Corrosion-Wear Resistance Determinations
3. Results
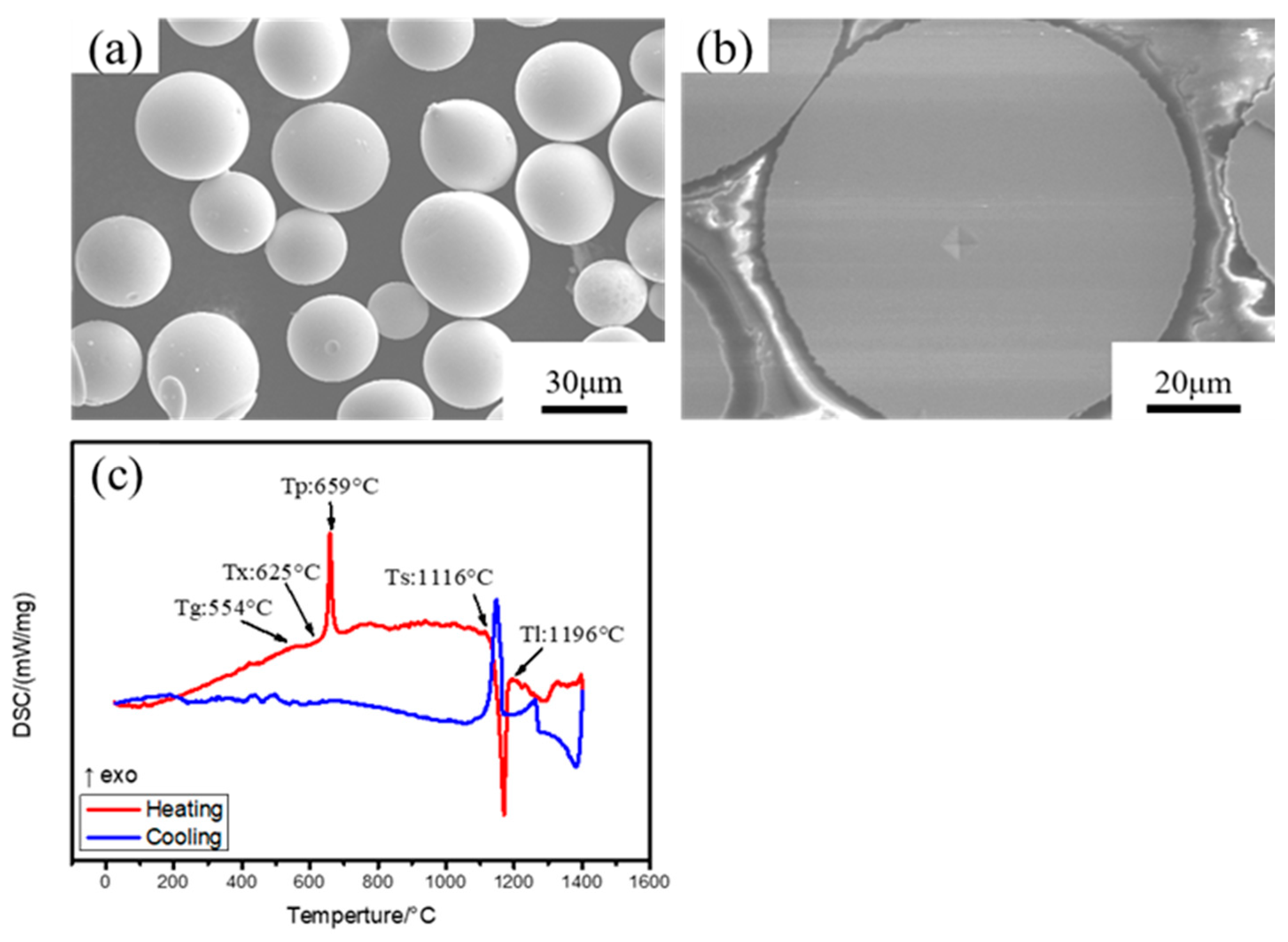
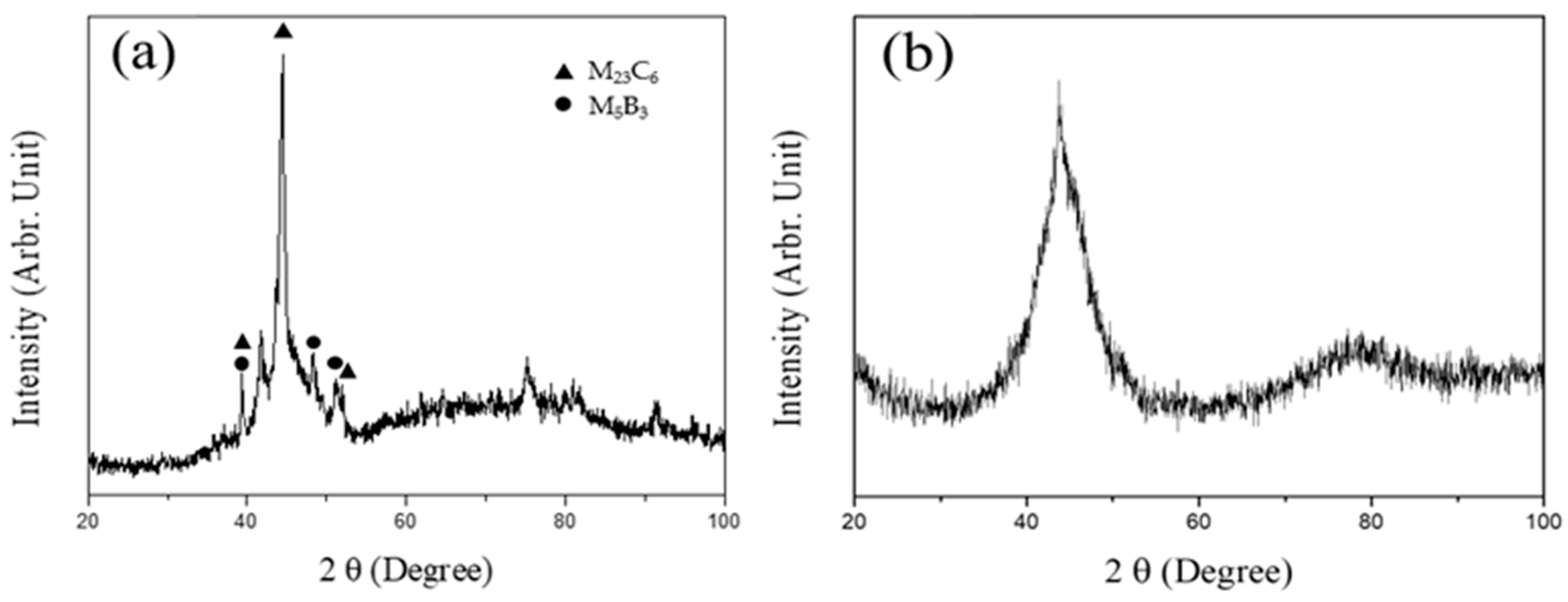
3.1. Transformation Temperature of the Feedstock Powders and Phase Identification
3.2. SEM Images of the Coating
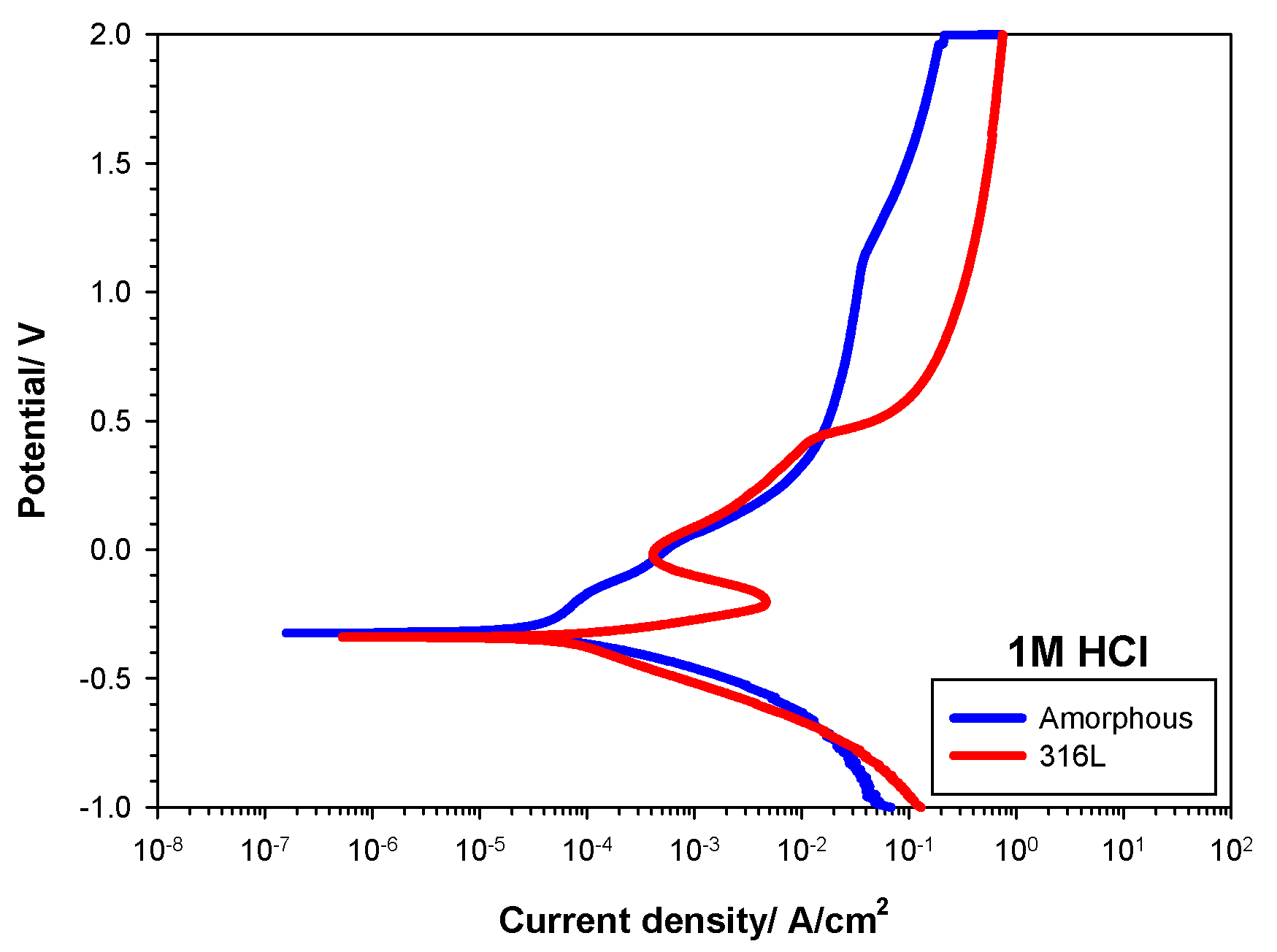
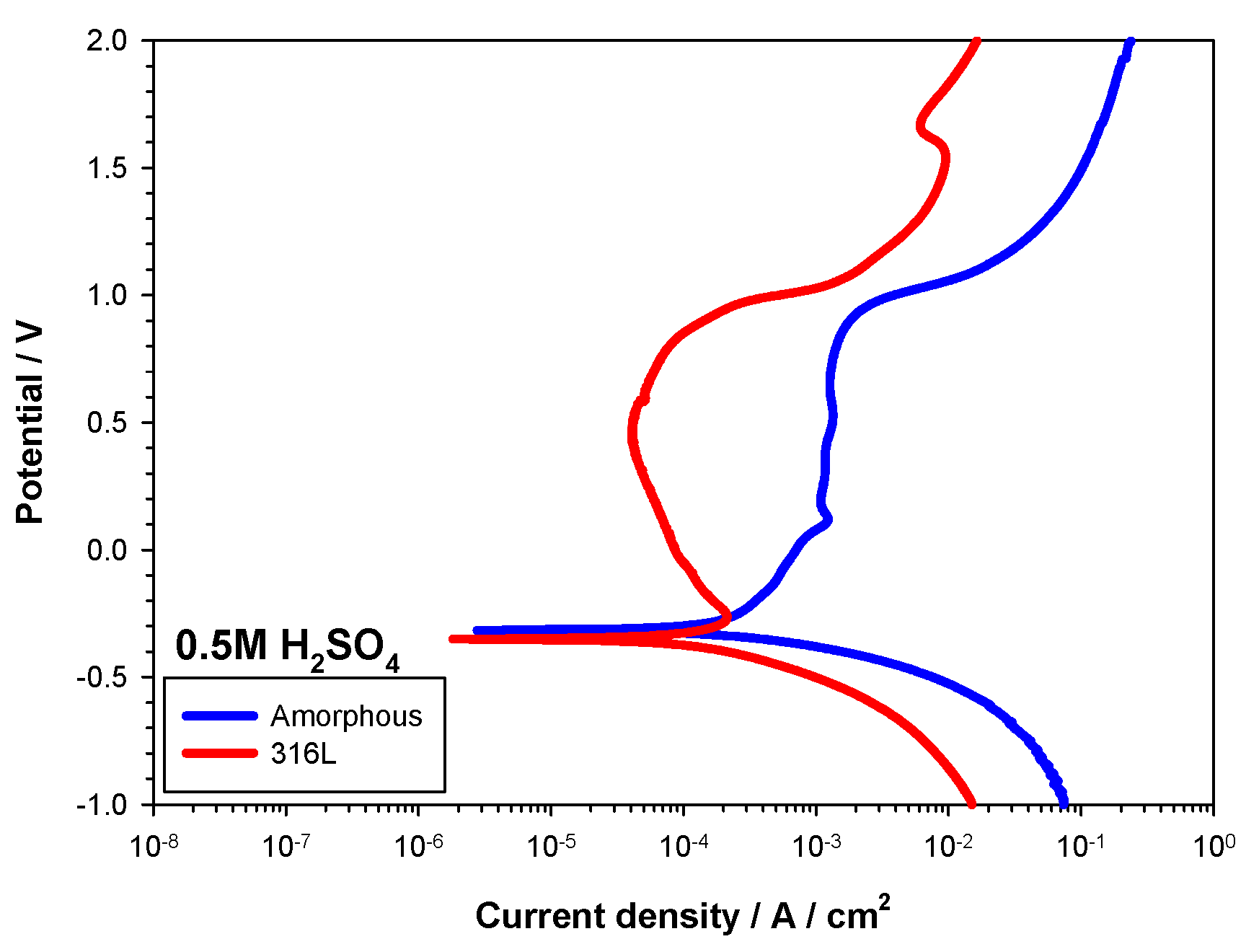
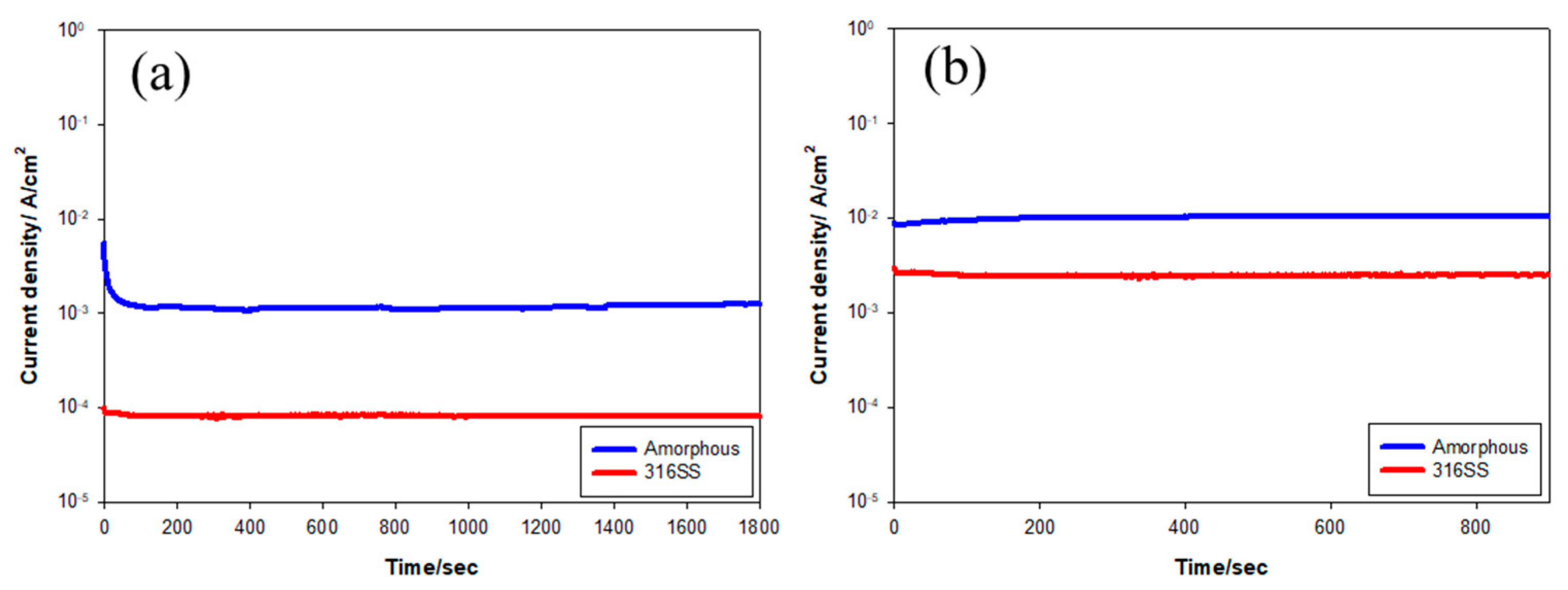
3.3. Corrosion Resistance of the 316L Substrate and the Coated Samples
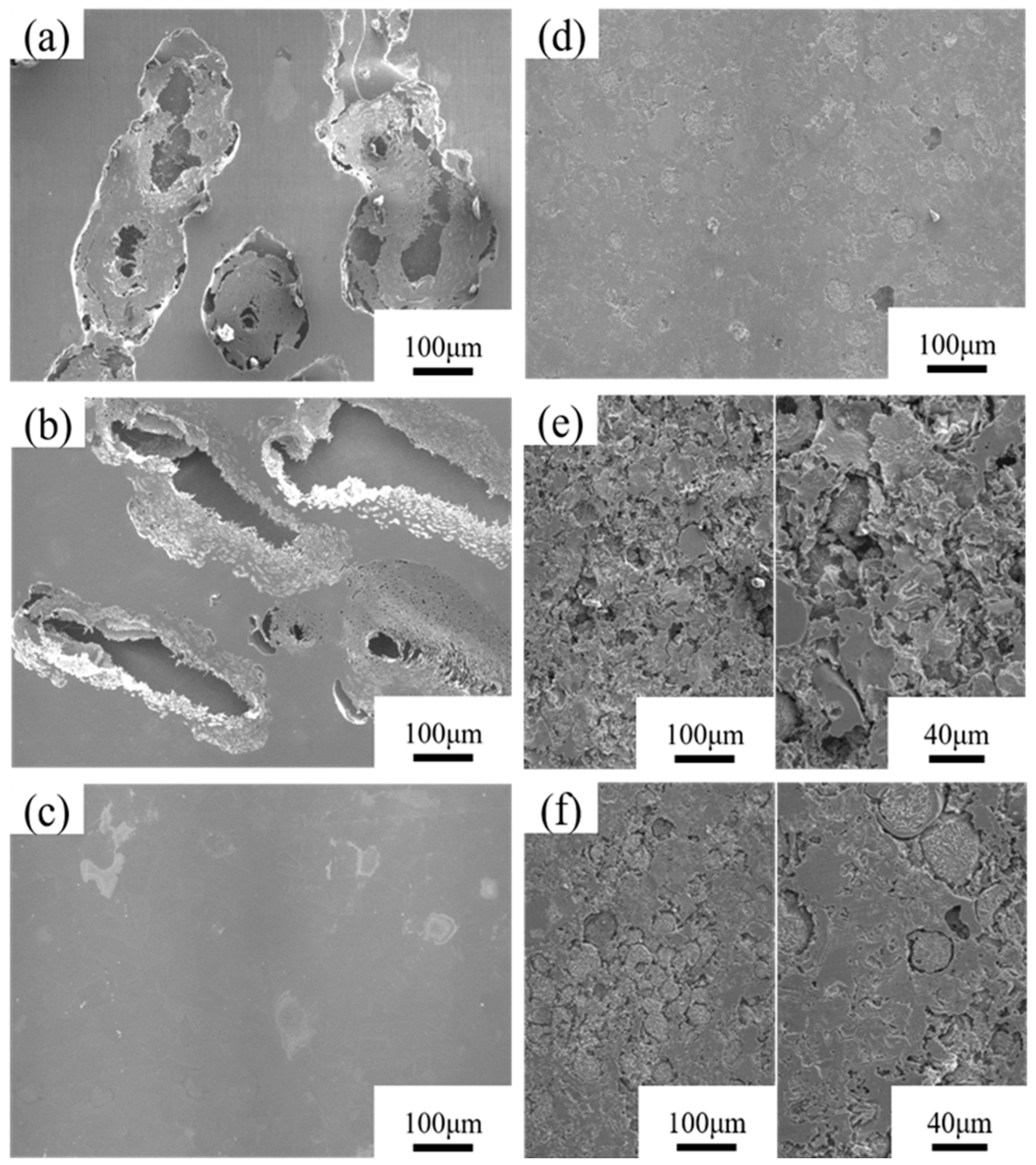
3.4. Surface Morphology of the Samples after Potentiodynamic Polarization Tests
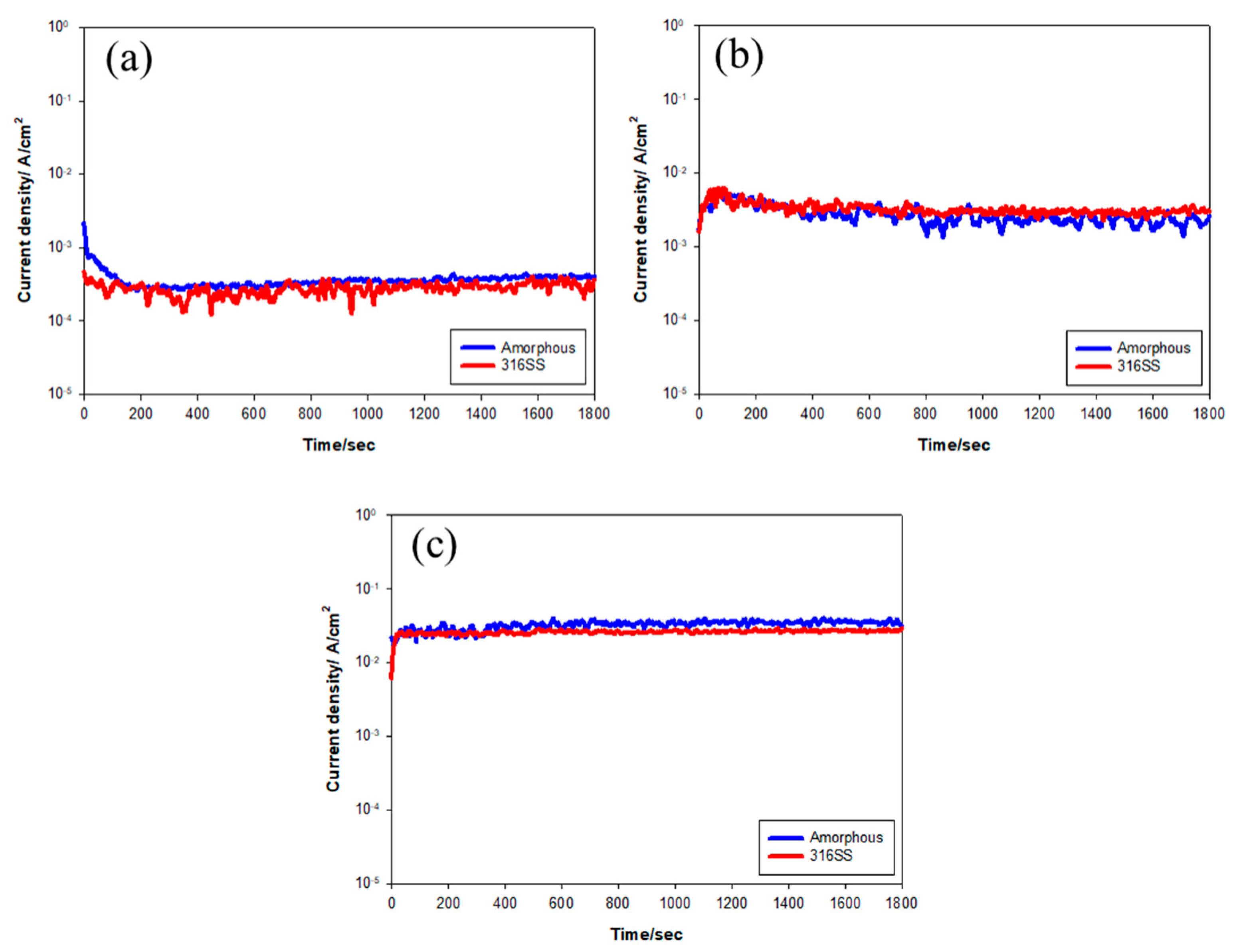
3.5. Corrosion-Wear in 3.5% NaCl Solution
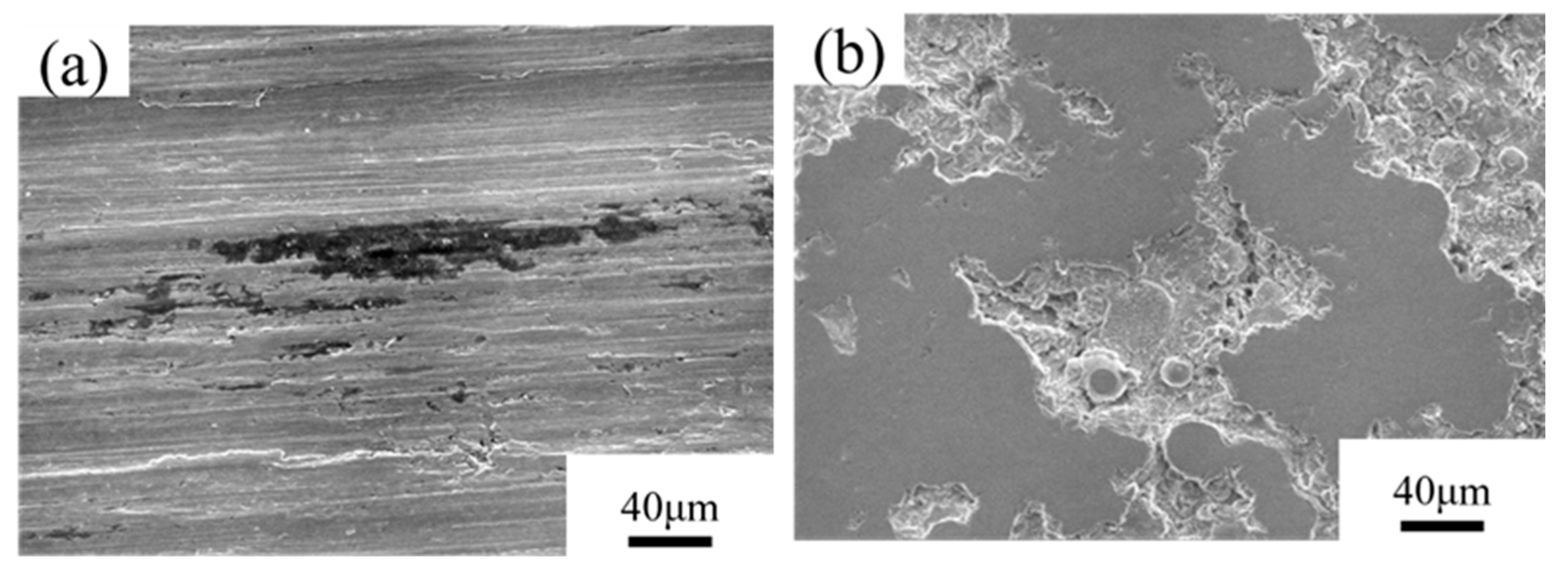
3.6. SEM Observations of the Samples after Corrosion-Wear Tests
4. Discussion
5. Summary
- The FeCrNiMoCBSi alloy system has been developed and proposed as the feedstock for HVOF coating. The XRD spectra revealed that the feedstock powder possessed few carbides and borides, and no such precipitates were found in the amorphous coating. The micro-hardness of the as-deposited coating was above Hv 1120, and it was expected to provide high wear resistance.
- In potentiodynamic and potentiostatic polarization tests, the coating and the 316L substrate had roughly the same corrosion rates in 3.5% NaCl and 1M HCl solutions. The corrosion resistance of the coating in the 0.5M H2SO4 solution was inferior to that of the 316L, which could be attributed to the presence of defects in the former. SEM features of the corroded samples revealed large pores and deep ditches in the 316L corroded in the 3.5% NaCl and 1 M HCl solutions, whereas predominantly fine ditches around the residual powders were observed in the corroded coating.
- The corrosion-wear tests of the coating and the 316L substrate in 3.5% NaCl solution showed that the corrosion current densities of the two were about the same. For comparison with the counterpart samples in potentiostatic polarization tests, a large increase in corrosion current density during corrosion-wear tests at the same applied potential implied an obvious increase in corrosion rate. Such results were due to the continuous removal of the passive film of the samples during contact wear. The worn surface morphology of the 316L SS displayed parallel plastic furrows. In contrast, a rubbed smooth surface and corroded zone were found on the worn surface of the coating. The less damaged surface confirmed that the coating had greater corrosion-wear resistance than the 316L substrate in 3.5% NaCl solution.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuroda, S.; Tashiro, Y.; Yumoto, H.; Taira, S.; Fukanuma, H.; Tobe, S. Peening action and residual stresses in high-velocity oxygen fuel thermal spraying of 316L stainless steel. J. Therm. Spray Tech. 2001, 10, 367–374. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Li, C.J.; Ohmori, A. Influence of substrate roughness on the bonding mechanisms of high velocity oxy-fuel sprayed coatings. Thin Solid Films 2005, 485, 141–147. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, L.; He, D.Y.; Wang, F.C.; Liu, Y.B. Microstructure and Wear Resistance of Fe-Based Amorphous Metallic Coatings Prepared by HVOF Thermal Spraying. J. Therm. Spray Technol. 2010, 19, 1287–1293. [Google Scholar] [CrossRef]
- Oksa, M.; Turunen, E.; Suhonen, T.; Varis, T.; Hannula, S.P. Optimization and Characterization of High Velocity Oxy-fuel Sprayed Coatings: Techniques, Materials, and Applications. Coatings 2011, 1, 17–52. [Google Scholar] [CrossRef] [Green Version]
- Verdian, M.M.; Raeissi, K.; Salehi, M. Corrosion performance of HVOF and APS thermally sprayed NiTi intermetallic coatings in 3.5% NaCl solution. Corros. Sci. 2010, 52, 1052–1059. [Google Scholar] [CrossRef]
- Lindner, T.; Löbel, M.; Lampke, T. Phase Stability and Microstructure Evolution of Solution-Hardened 316L Powder Feedstock for Thermal Spraying. Metals 2018, 8, 1063. [Google Scholar] [CrossRef] [Green Version]
- Kutschmann, P.; Lindner, T.; Börner, K.; Reese, U.; Lampke, T. Effect of Adjusted Gas Nitriding Parameters on Microstructure and Wear Resistance of HVOF-Sprayed AISI 316L Coatings. Materials 2019, 12, 1760. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brezinová, J.; Landová, M.; Guzanová, A.; Dulebová, Ľ.; Draganovská, D. Microstructure, wear behavior and corrosion resistance of WC-FeCrAl and WC-WB-Co coatings. Metals 2018, 8, 399. [Google Scholar] [CrossRef] [Green Version]
- Ksiazek, M.; Boron, L.; Tchorz, A. Study on the Microstructure, Mechanical Properties, and Erosive Wear Behavior of HVOF Sprayed Al2O3-15 wt.% TiO2 Coating with NiAl Interlayer on Al–Si Cast Alloy. Materials 2020, 13, 4122. [Google Scholar] [CrossRef]
- Berger, L.M.; Sempf, K.; Sohn, Y.J.; Vaßen, R. Influence of Feedstock Powder Modification by Heat Treatments on the Properties of APS-Sprayed Al2O3-40% TiO2 Coatings. J. Therm. Spray Technol. 2018, 27, 654–666. [Google Scholar] [CrossRef]
- Tantavisut, S.; Lohwongwatana, B.; Khamkongkaeo, A.; Tanavalee, A.; Tangpornprasert, P.; Ittiravivong, P. The novel toxic free titanium-based amorphous alloy for biomedical application. J. Mater. Res. 2018, 7, 248–253. [Google Scholar] [CrossRef]
- Kuball, A.; Gross, O.; Bochtler, B.; Adam, B.; Ruschel, L.; Zamanzade, M.; Busch, R. Development and characterization of titanium-based bulk metallic glasses. J. Alloys Compd. 2019, 790, 337–346. [Google Scholar] [CrossRef]
- Inoue, A.; Yokoyama, Y.; Shinohara, Y.; Masumoto, T. Preparation of Bulky Zr-Based Amorphous Alloys by a Zone Melting Method. Mater. Trans. 1994, 35, 923–926. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Yin, D.; Lv, J.; Zhang, S.; Ma, M.; Zhang, X.; Liu, R. Effect on microstructure and plastic deformation behavior of a Zr-based amorphous alloy by cooling rate control. J. Mater. Sci. Technol. 2021, 82, 1–9. [Google Scholar] [CrossRef]
- Xu, D.; Duan, G.; Johnson, W.L.; Garland, C. Formation and properties of new Ni-based amorphous alloys with critical casting thickness up to 5 mm. Acta Mater. 2004, 52, 3493–3497. [Google Scholar] [CrossRef]
- Wang, A.P.; Chang, X.C.; Hou, W.L.; Wang, J.Q. Corrosion behavior of Ni-based amorphous alloys and their crystalline counterparts. Corros. Sci. 2007, 49, 2628–2635. [Google Scholar] [CrossRef]
- Otsubo, F.; Kishitake, K. Corrosion Resistance of Fe-16%Cr-30%Mo-(C,B,P) Amorphous Coatings Sprayed by HVOF and APS Processes. Mater. Trans. 2005, 46, 80–83. [Google Scholar] [CrossRef] [Green Version]
- Huang, D.; Li, R.; Huang, L.; Ji, V.; Zhang, T. Fretting wear behavior of bulk amorphous steel. Intermetallics 2011, 19, 1385–1389. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Iron-based bulk metallic glasses. Int. Mater. Rev. 2013, 58, 131–166. [Google Scholar] [CrossRef]
- Souza, C.A.C.; Ribeiro, D.V.; Kiminami, C.S. Corrosion resistance of Fe–Cr-based amorphous alloys: An overview. J. Non Cryst. Solids 2016, 442, 56–65. [Google Scholar] [CrossRef]
- Kobayashi, A.; Yano, S.; Kimura, H.; Inoue, A. Mechanical property of Fe-base metallic glass coating formed by gas tunnel type plasma spraying. Surf. Coat. Technol. 2008, 202, 2513–2518. [Google Scholar] [CrossRef]
- Liu, X.Q.; Zheng, Y.G.; Chang, X.C.; Hou, W.L.; Wang, J.Q.; Tang, Z.; Burgess, A. Microstructure and properties of Fe-based amorphous metallic coating produced by high velocity axial plasma spraying. J. Alloys Compd. 2009, 484, 300–307. [Google Scholar] [CrossRef]
- Zhou, Z.; Wang, L.; Wang, F.C.; Zhang, H.F.; Liu, Y.B.; Xu, S.H. Formation and corrosion behavior of Fe-based amorphous metallic coatings by HVOF thermal spraying. Surf. Coat. Technol. 2009, 204, 563–570. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, L.; Chan, K.C.; Chen, Q.; Tany, C.Y. Wear behavior of HVOF-sprayed Fe-based amorphous coatings. Intermetallics 2012, 29, 80–85. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Y.G.; Ke, W.; Sun, W.H.; Hou, W.L.; Chang, X.C.; Wang, J.Q. Slurry erosion–corrosion behaviour of high-velocity oxy-fuel (HVOF) sprayed Fe-based amorphous metallic coatings for marine pump in sand-containing NaCl solutions. Corros. Sci. 2011, 53, 3177–3185. [Google Scholar] [CrossRef]
- Huang, Y.; Guo, Y.; Fan, H.; Shen, J. Synthesis of Fe–Cr–Mo–C–B amorphous coating with high corrosion resistance. Mater. Lett. 2012, 89, 229–232. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Y.G.; Ke, W.; Sun, W.H.; Wang, J.Q. Corrosion of high-velocity oxy-fuel (HVOF) sprayed iron-based amorphous metallic coatings for marine pump in sodium chloride solutions. Mater. Corros. 2011, 63, 685–694. [Google Scholar] [CrossRef]
- Qiao, L.; Wu, Y.; Hong, S.; Zhang, J.; Shi, W.; Zheng, Y. Relationships between spray parameters, microstructures and ultrasonic cavitation erosion behavior of HVOF sprayed Fe-based amorphous/nanocrystalline coatings. Ultrason. Sonochem. 2017, 39, 39–46. [Google Scholar] [CrossRef] [PubMed]
- Tului, M.; Bartuli, C.; Bezzon, A.; Marino, A.L.; Marra, F.; Matera, S.; Pulci, G. Amorphous Steel Coatings Deposited by Cold-Gas Spraying. Metals 2019, 9, 678. [Google Scholar] [CrossRef] [Green Version]
- Ni, H.S.; Liu, X.H.; Chang, X.C.; Hou, W.L.; Liu, W.; Wang, J.Q. High performance amorphous steel coating prepared by HVOF thermal spraying. J. Alloys Compd. 2009, 467, 163–167. [Google Scholar] [CrossRef]
- Xie, L.; Wang, Y.M.; Xiong, X.; Chen, Z.K. Comparison of Microstructure and Tribological Properties of Plasma, High Velocity Oxy-Fuel and Detonation Sprayed Coatings from an Iron-Based Powder. Mater. Trans. 2018, 59, 1591–1595. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Hu, Y.; Hou, G.; An, Y.; Liu, G. The effect of high-velocity oxy-fuel spraying parameters on microstructure, corrosion and wear resistance of Fe-based metallic glass coatings. J. Non Cryst. Solids 2014, 406, 37–44. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, C.; Zhou, H.; Liu, L. On the bonding strength in thermally sprayed Fe-based amorphous coatings. Surf. Coat. Technol. 2013, 218, 17–22. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, R.Q.; Yang, Y.; Wu, Y.; Liu, L. Influence of the size of spraying powders on the microstructure and corrosion resistance of Fe-based amorphous coating. Electrochim. Acta 2011, 56, 6380–6388. [Google Scholar] [CrossRef]
- Xie, L.; Xiong, X.; Zeng, Y.; Wang, Y. The wear properties and mechanism of detonation sprayed iron-based amorphous coating. Surf. Coat. Technol. 2019, 366, 146–155. [Google Scholar] [CrossRef]
- Wang, G.; Xiao, P.; Huang, Z.J.; He, R.J. Microstructure and Wear Properties of Fe-based Amorphous Coatings Deposited by High-velocity Oxygen Fuel Spraying. J. Iron Steel Res. Int. 2016, 23, 699–704. [Google Scholar] [CrossRef]
- Bakare, M.S.; Voisey, K.T.; Chokethawai, K.; McCartney, D.G. Corrosion behaviour of crystalline and amorphous forms of the glass forming alloy Fe43Cr16Mo16C15B10. J. Alloys Compd. 2012, 527, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Pang, S.J.; Zhang, T.; Asami, K.; Inoue, A. New Fe–Cr–Mo–(Nb, Ta)–C–B Glassy Alloys with High Glass-Forming Ability and Good Corrosion Resistance. Mater. Trans. 2001, 42, 376–379. [Google Scholar] [CrossRef] [Green Version]
- Pang, S.J.; Zhang, T.; Asami, K.; Inoue, A. Synthesis of Fe–Cr–Mo–C–B–P bulk metallic glasses with high corrosion resistance. Acta Mater. 2002, 50, 489–497. [Google Scholar] [CrossRef]
- Pang, S.J.; Zhang, T.; Asami, K.; Inoue, A. Bulk glassy Fe–Cr–Mo–C–B alloys with high corrosion resistance. Corros. Sci. 2002, 44, 1847–1856. [Google Scholar] [CrossRef]
- Shen, J.; Chen, Q.; Sun, J.; Fan, H.; Wang, G. Exceptionally high glass-forming ability of an FeCoCrMoCBY alloy. Appl. Phys. Lett. 2005, 86, 151907. [Google Scholar] [CrossRef]
- Amiya, K.; Inoue, A. Fe–(Cr, Mo)–(C, B)–Tm Bulk Metallic Glasses with High Strength and High Glass-Forming Ability. Mater. Trans. 2006, 47, 1615–1618. [Google Scholar] [CrossRef] [Green Version]
- Hirata, A.; Hirotsu, Y.; Amiya, K.; Inoue, A. Crystallization process and glass stability of an Fe48Cr15Mo14C15B6Tm2 bulk metallic glass. Phys. Rev. B 2008, 78, 144205. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, R.; Bijalwab, P.; Dutta, M.; Banerjee, A.; Laha, T. Fe-based amorphous/nanocrystalline composite coating by plasma spraying: Effect of heat input on morphology, phase evolution and mechanical properties. J. Alloys Compd. 2019, 771, 827–837. [Google Scholar] [CrossRef]
- Pan, T.J.; Leng, Y.; Liu, S.; Jiang, J.; Shen, J.; Xiang, J.H. Wear and Corrosion Resistance Performance of Iron-Based Metallic Amorphous Coating Produced by Twin Wire Arc Spraying. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Iqbal, A.; Iqbal, A.; Moskal, G.; Yasir, M.; Al-Mansour, A.I.; Khan, M.A.; Alam, S.; Shahbaz, M.; Zia, A.; Ejaz, A. Long-Term Potentiodynamic Testing and Tribometric Properties of Amorphous Alloy Coatings under Saline Environment. Molecules 2022, 27, 1421. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.B.; Lin, T.J.; Lee, C.Y. Corrosion of High-Velocity-Oxygen-Fuel (HVOF) Sprayed Non-crystalline Alloy Coating in Marine Environment. Surf. Coat. Technol. 2021, 409, 126896. [Google Scholar] [CrossRef]
- Soboley, V.V.; Guilemany, J.M. Investigation of coating porosity formation during high velocith oxy-fuel (HVOF) spraying. Mats. Lett. 1994, 18, 304–305. [Google Scholar] [CrossRef]
- Suegama, P.H.; Fugivara, C.S.; Benedetti, A.V.; Fernandez, J.; Delgado, J.; Guilemany, J.M. Electrochemical behavior of thermally sprayed stainless steel coatings in 3.4% NaCl solution. Corros. Sci. 2005, 47, 605–620. [Google Scholar] [CrossRef]
- Kawakita, J.; Fukushima, T.; Kuroda, S.; Kodama, T. Corrosion behavior of HVOF sprayed SUS316 stainless steel in seawater. Corros. Sci. 2002, 44, 2561–2581. [Google Scholar] [CrossRef]
- Ning, W.C.; Zhai, H.M.; Xiao, R.Z.; He, D.G.; Liang, G.; Wu, Y.R.; Li, W.S.; Li, X.Q. The corrosion resistance mechanism of Fe-based amorphous coatings synthesized by detonation gun spraying. J. Mater. Eng. Perf. 2020, 29, 3921–3929. [Google Scholar] [CrossRef]
- Zhang, C.; Chu, Z.; Wei, F.; Qin, W.; Yang, Y.; Dong, Y.; Huang, D.; Wang, L. Optimazing process and the properties of the sprayed Fe-based metallic glassy coating by plasma spraying. Surf. Coat. Technol. 2017, 319, 1–5. [Google Scholar] [CrossRef]
- Zhao, W.M.; Wang, Y.; Han, T.; Wu, K.Y.; Xue, J. Electrochemical evaluation of corrosion resistance of NiCrBSi coatings deposited by HVOF. Surf. Coat. Technol. 2004, 183, 118–125. [Google Scholar] [CrossRef]
- Li, Y.J.; Dong, T.S.; Fu, B.G.; Li, G.L.; Liu, Q. Study of the Microstructure and Properties of Cold Sprayed NiCr Coating. J. Mater. Eng. Perform. 2021, 30, 9067–9077. [Google Scholar] [CrossRef]
- Wang, K.; Hong, S.; Wei, Z.; Hu, N.; Cheng, J.; Wu, Y. Long-term corrosion behavior of HVOF sprayed Cr3C2-NiCr coatings in sulfide-containing 3.5 wt.% NaCl solution. J. Mater. Res. Technol. 2021, 15, 3122–3132. [Google Scholar] [CrossRef]
- Tabatabaei, F.S.K.; Ghasemi, B.; Mirzaee, O.; Azadi, M.; Tabatabaei, S.S.K. An Investigation on Microstructural and Electrochemical Characteristics of NiCrBSi/WCCoCr Composite Coatings in 3.5 wt.% NaCl Solution. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Xiao, J.K.; Wu, Y.Q.; Zhang, W.; Chen, J.; Wei, X.L.; Zhang, C. Microstructure, wear and corrosion behaviors of plasma sprayed NiCrBSi-Zr coating. Surf. Coat. Technol. 2019, 360, 172–180. [Google Scholar] [CrossRef]
- Li, G.; Yang, X.; Guo, J.; Wu, Y.; Wang, X.; Zhang, J. Study on Corrosion Resistance and Mechanism of NiCrBSiFeCoC Coating in 3.5 wt% NaCl Solution. Trans. Indian Inst. Met. 2017, 70, 2213–2219. [Google Scholar] [CrossRef]
- Lee, H.B.; Hong, Y.H.; Sheu, H.H.; Hsiao, R.C.; Li, W.K.; Lin, H.E. Effects of Cr contents on tribological and corrosion behavior of HVOF sprayed Ni-based alloy coating. Tribol. Int. 2023, 183, 108384. [Google Scholar] [CrossRef]
- Ho, K.C.; Sheu, H.H.; Chang, J.K.; Lin, H.E.; Lee, Y.W.; Hsiao, P.S.; Lee, H.B.; Li, W.K. Study on the corrosion-wear behavior of Ni67.57Cr15.59Fe2.83C0.6Si3.98B3.47O0.045Mo2.97Co2.94 nickel alloy coating prepared by high velocity oxygen fuel spraying. Mater. Corros. 2023; ahead of print. [Google Scholar] [CrossRef]
- Zhao, W.M.; Wang, Y.; Dong, L.X.; Wu, K.Y.; Xue, J. Corrosion mechanism of NiCrBSi coatings deposited by HVOF. Surf. Coat. Technol. 2005, 190, 293–298. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Corrosion Propertiesy | Testing Solution | ||
|---|---|---|---|---|
| 3.5% NaCl | 1M HCl | 0.5M H2SO4 | ||
| 316L | ECorr (V) | −0.55 | −0.34 | −0.35 |
| iCorr (μA/cm2) | 3.96 | 58.2 | 55.0 | |
| EPit (V) | +0.10 | −0.08 | +0.80 | |
| Coating | ECorr (V) | −0.55 | −0.29 | −0.32 |
| iCorr (μA/cm2) | 4.70 | 39.2 | 62.0 | |
| EPit (V) | −0.12 | −0.20 | +0.88 | |
| Weight Loss (mg) | −500 mV | −200 mV | +300 mV | |
|---|---|---|---|---|
| Sample | ||||
| 316L | 52 | 92 | 106 | |
| Coating | 8 | 16 | 22 | |
| Samples | Properties | |||
|---|---|---|---|---|
| ECorr (mV) | iCorr (μA/cm2) | Hardness (Hv) | ||
| NiCr [54] | −397 | 1.08 | 574 | |
| NiCr-Cr3C2 [55] | −515 | 18.98 | - | * |
| NiCrBSi [53] | −350 | 6.95 | - | |
| NiCrBSi [56] | −499 | 0.11 | - | |
| NiCrBSi [57] | −565 | 4.31 | 600 | |
| NiCrBSi [58] | −390 | 0.91 | - | * |
| NiCrBSi [59] | −580 | 30 | 650 | ** |
| NiCrBSiFeMoCo [60] | −490 | 18 | 660 | ** |
| Fe-amorphous | −550 | 4.70 | 1120 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, P.-H.; Jian, J.-W.; Tsay, L.-W. The Corrosion and Wear-Corrosion of the Iron-Base Amorphous Coating Prepared by the HVOF Spraying. Metals 2023, 13, 1137. https://doi.org/10.3390/met13061137
Liao P-H, Jian J-W, Tsay L-W. The Corrosion and Wear-Corrosion of the Iron-Base Amorphous Coating Prepared by the HVOF Spraying. Metals. 2023; 13(6):1137. https://doi.org/10.3390/met13061137
Chicago/Turabian StyleLiao, Pin-Hsun, Jing-Wei Jian, and Leu-Wen Tsay. 2023. "The Corrosion and Wear-Corrosion of the Iron-Base Amorphous Coating Prepared by the HVOF Spraying" Metals 13, no. 6: 1137. https://doi.org/10.3390/met13061137