Vanadium–Titanium Magnetite Concentrate, Calcium–Magnesium Composite Roasting and Sulfuric Acid Leaching for Vanadium Extraction from Pellets

Abstract
:1. Introduction
2. Experimental
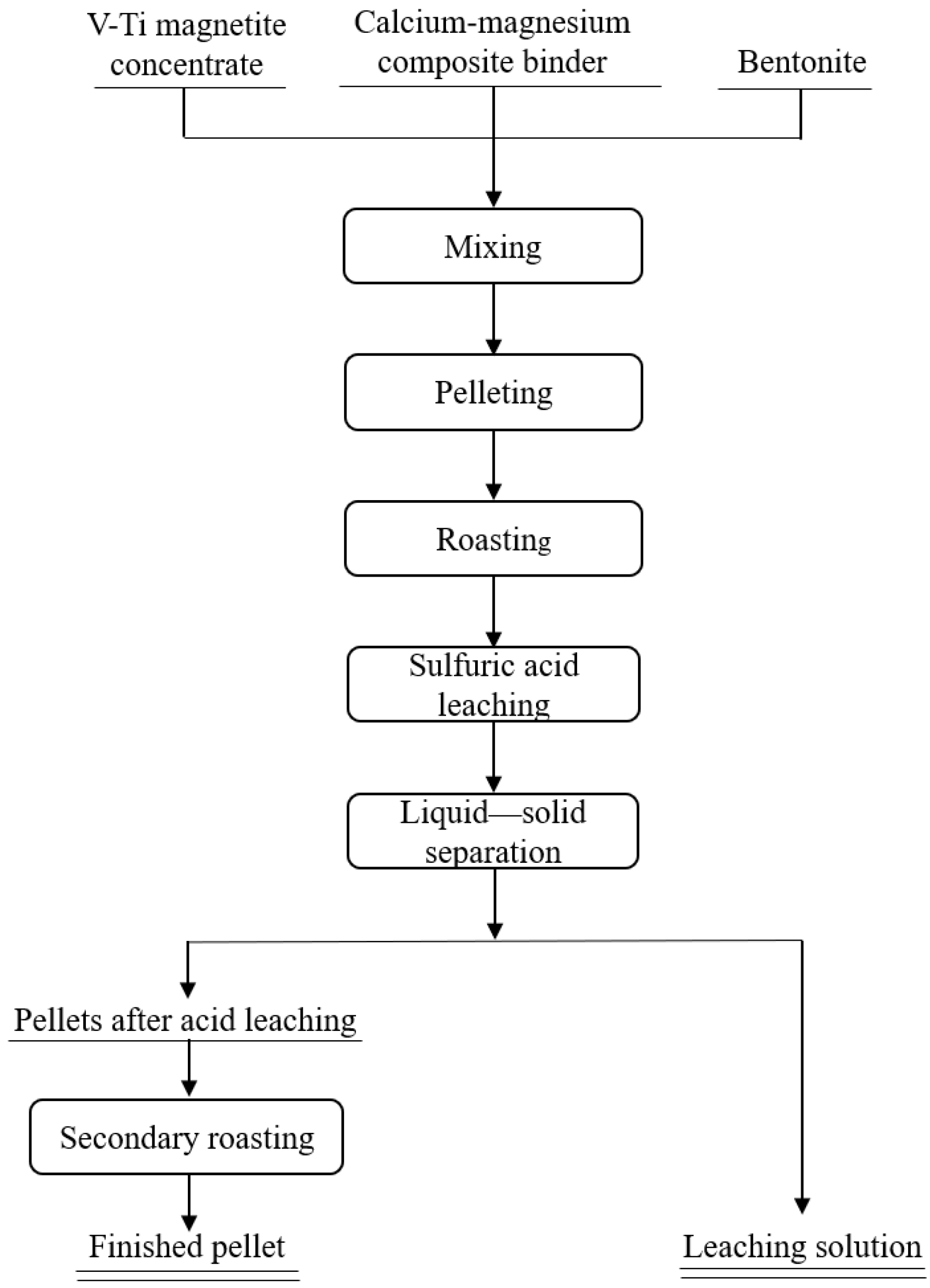
2.1. Experimental Procedure
2.2. Equipment and Analysis Methods
3. Results and Discussion
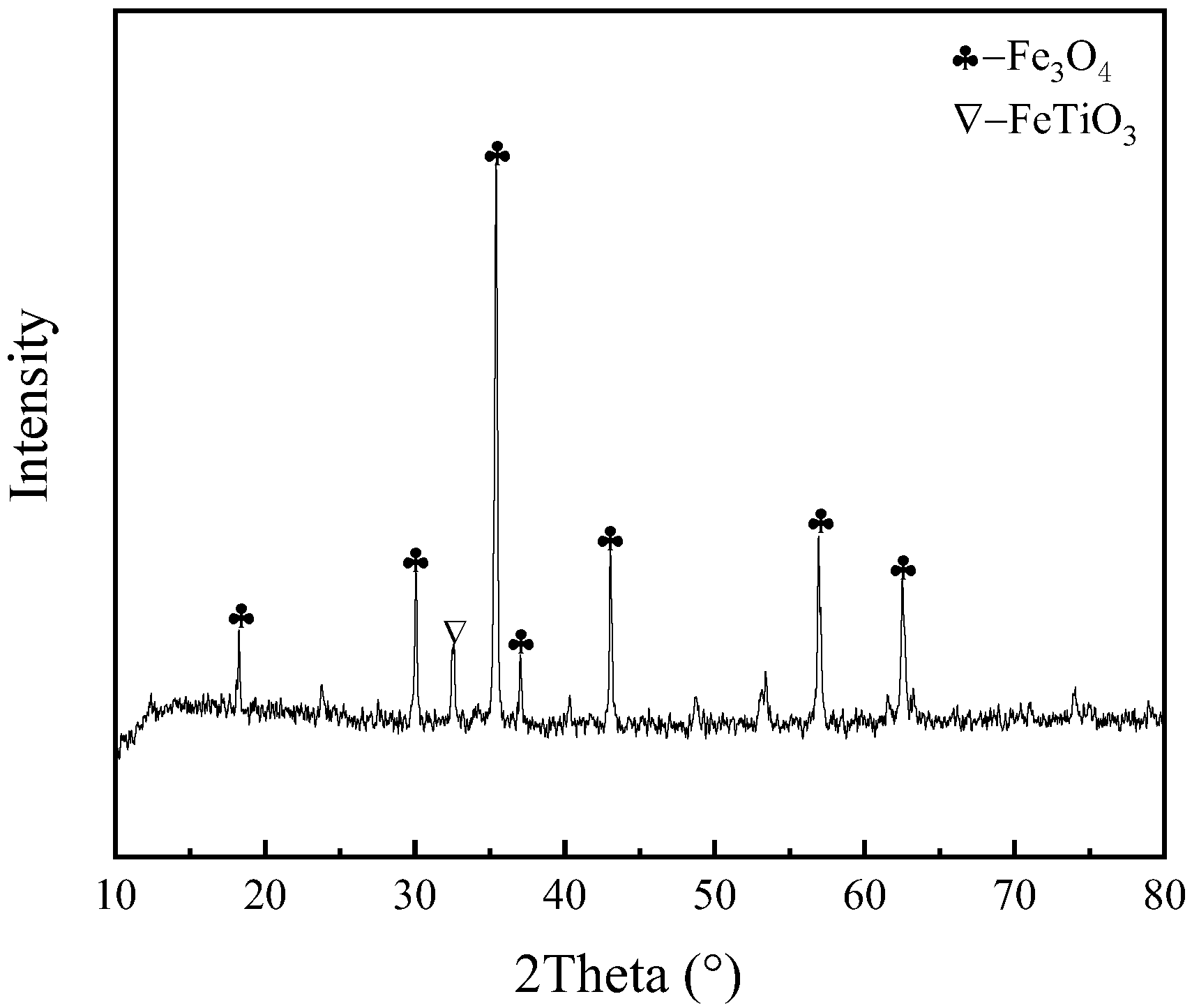
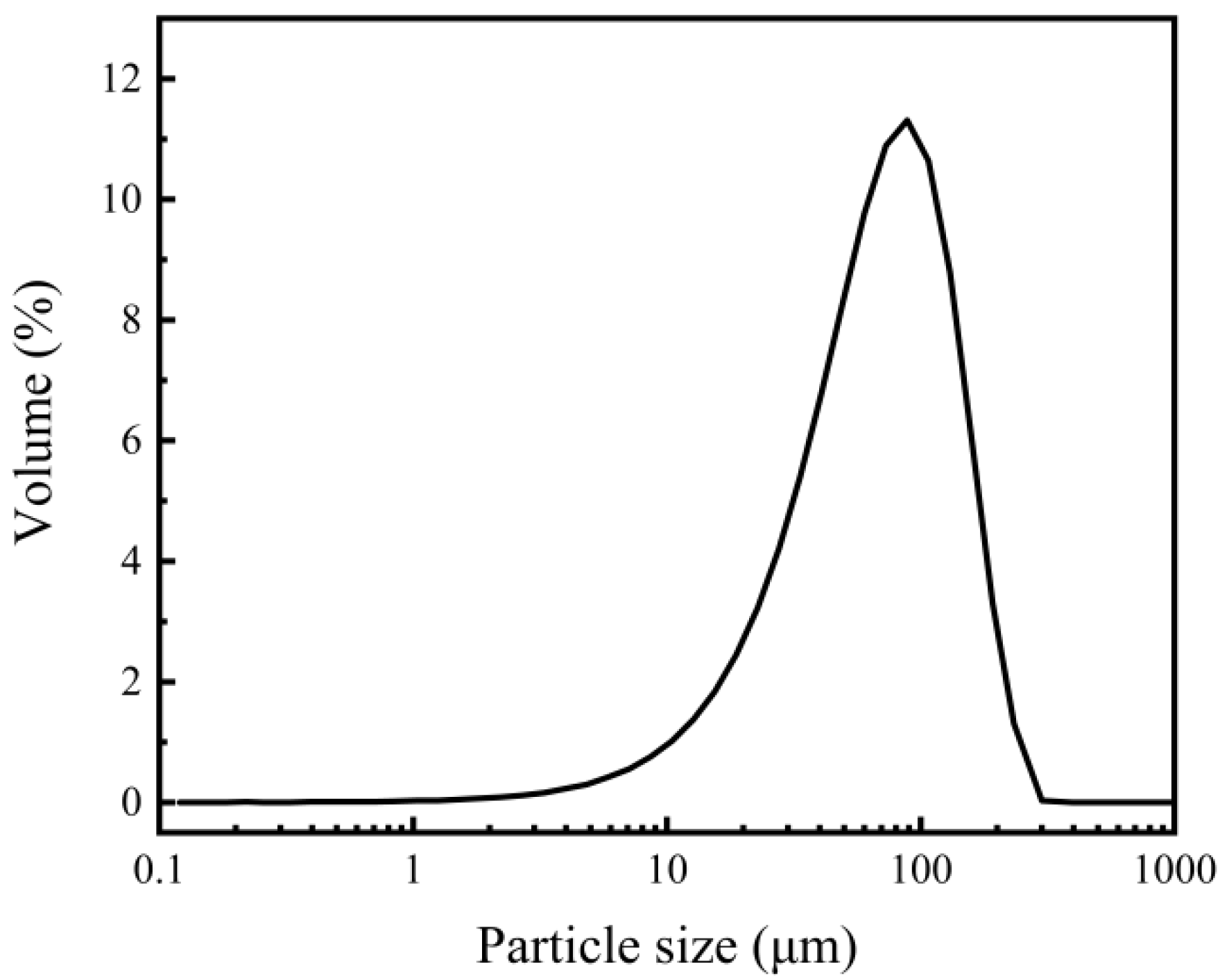
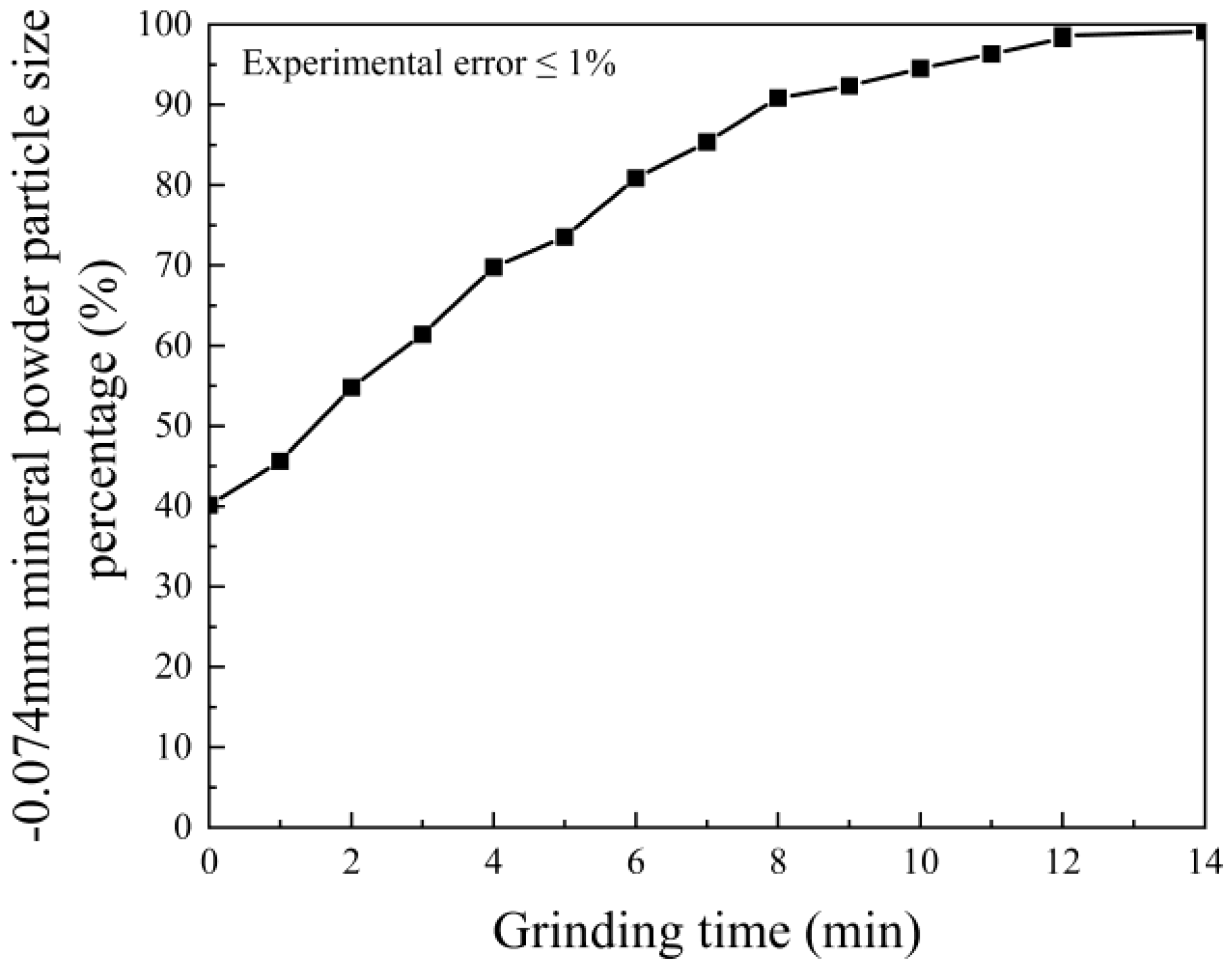
3.1. Characterization of the Iron Concentrate
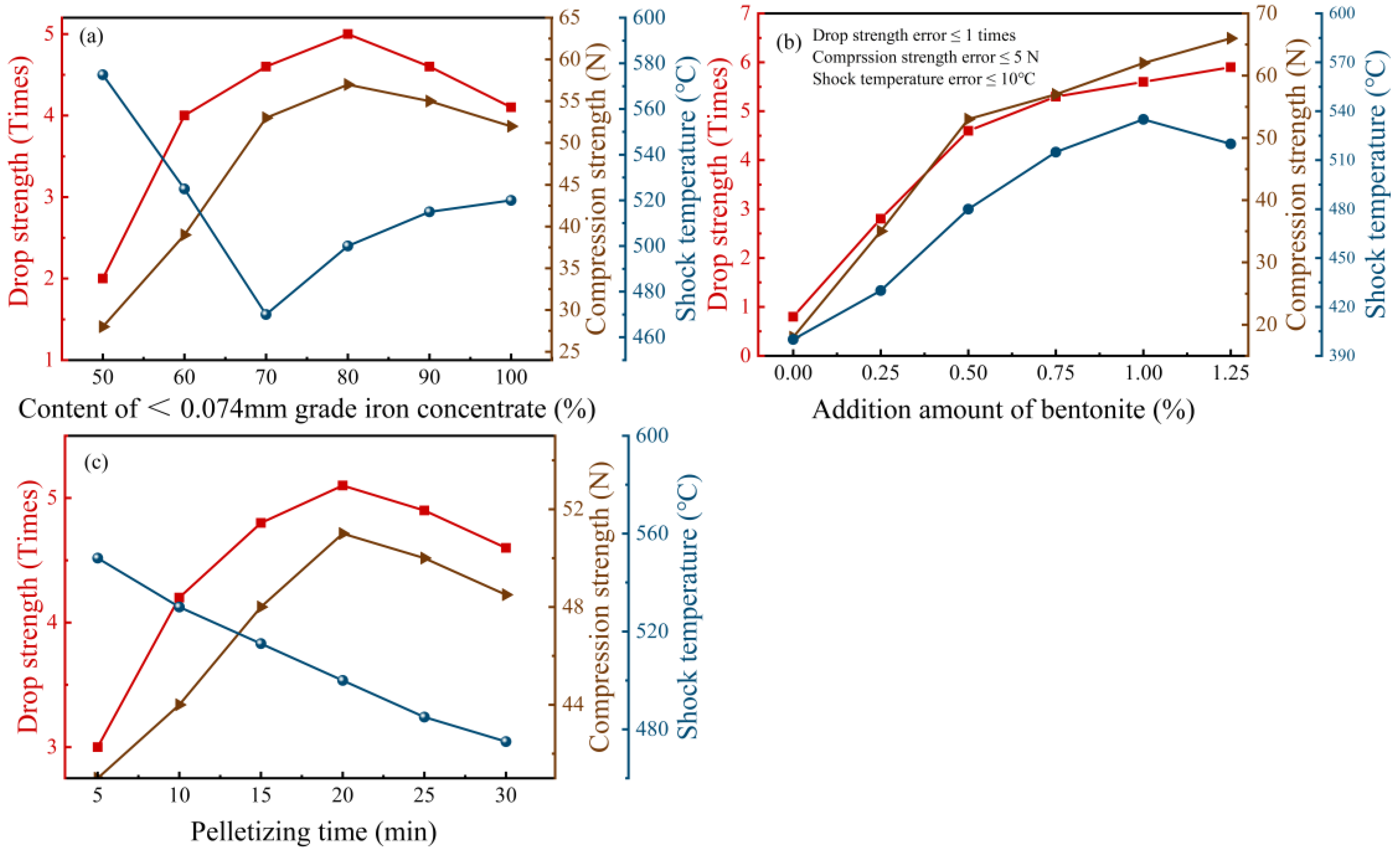
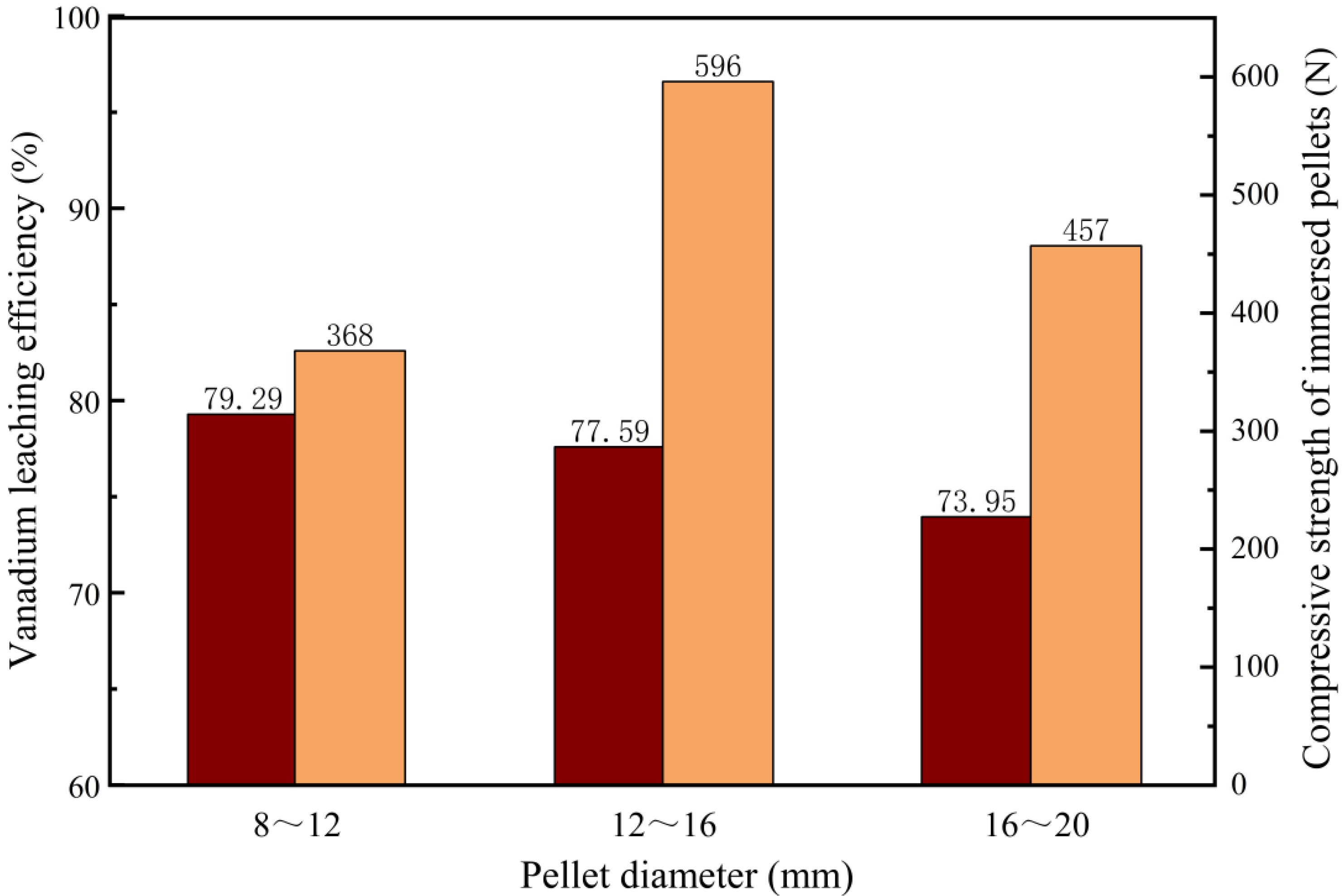
3.2. Pelletizing Experiments
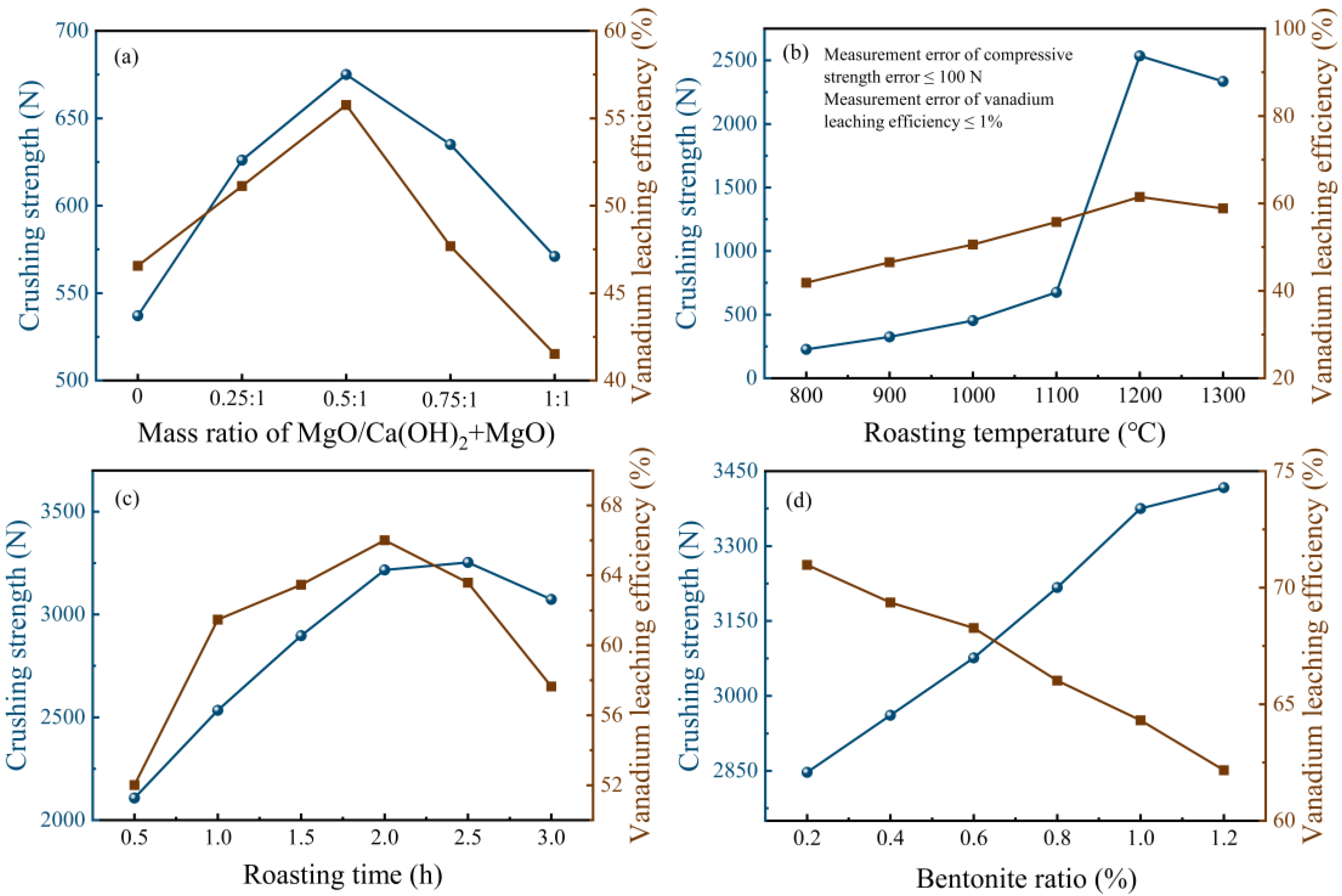
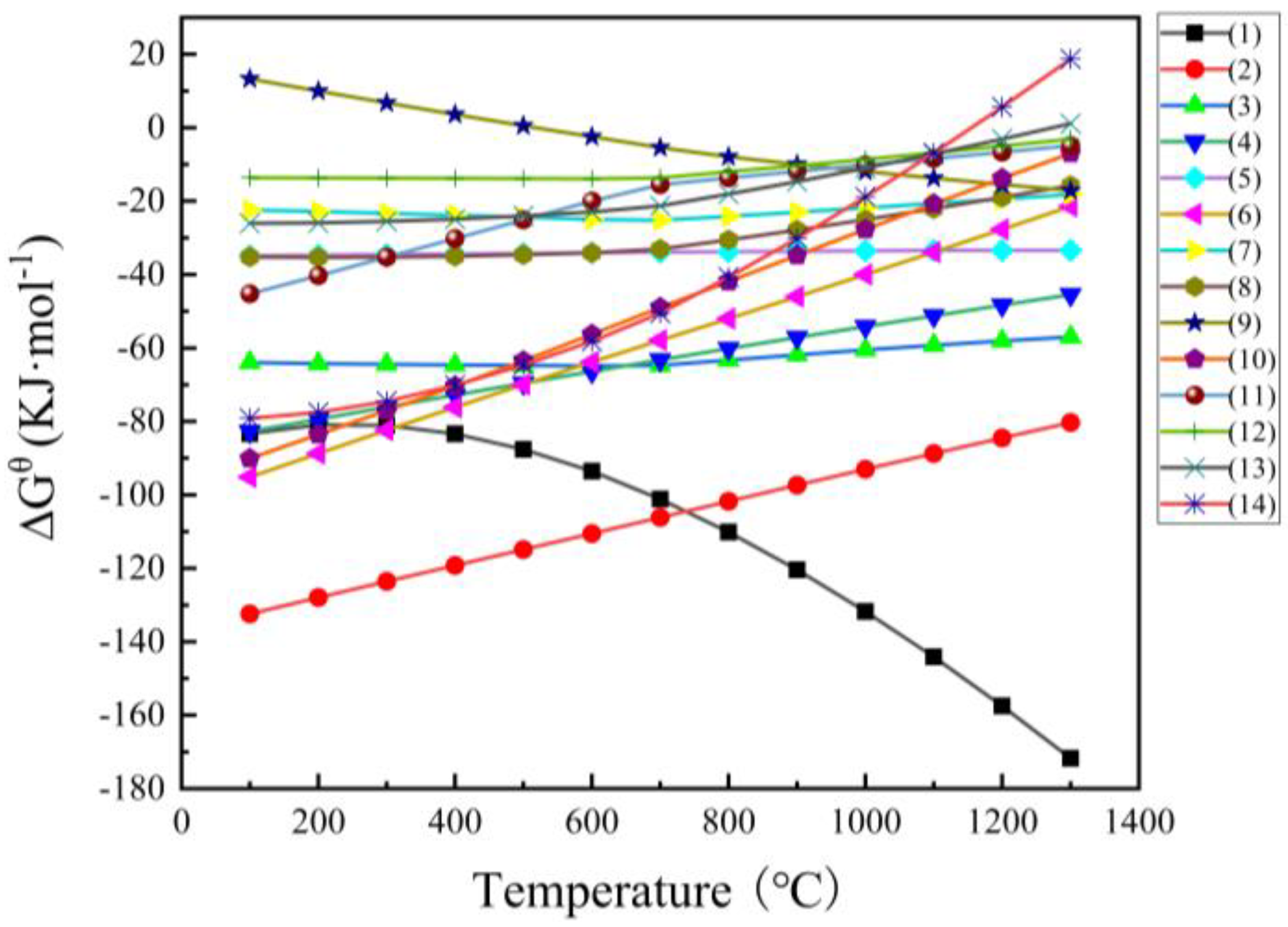
3.3. Roasting Experiments
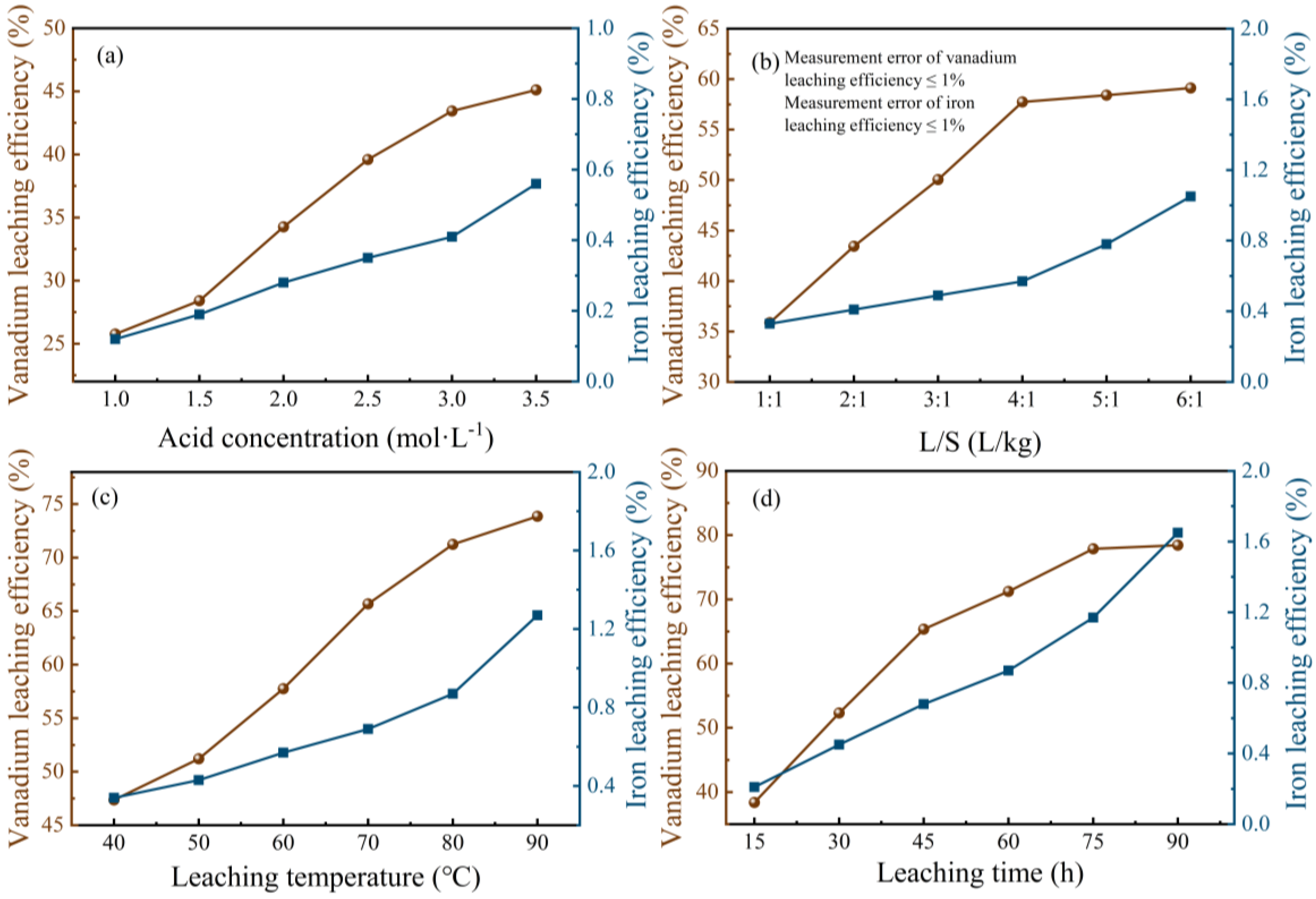
3.4. Acid Leaching Experiments
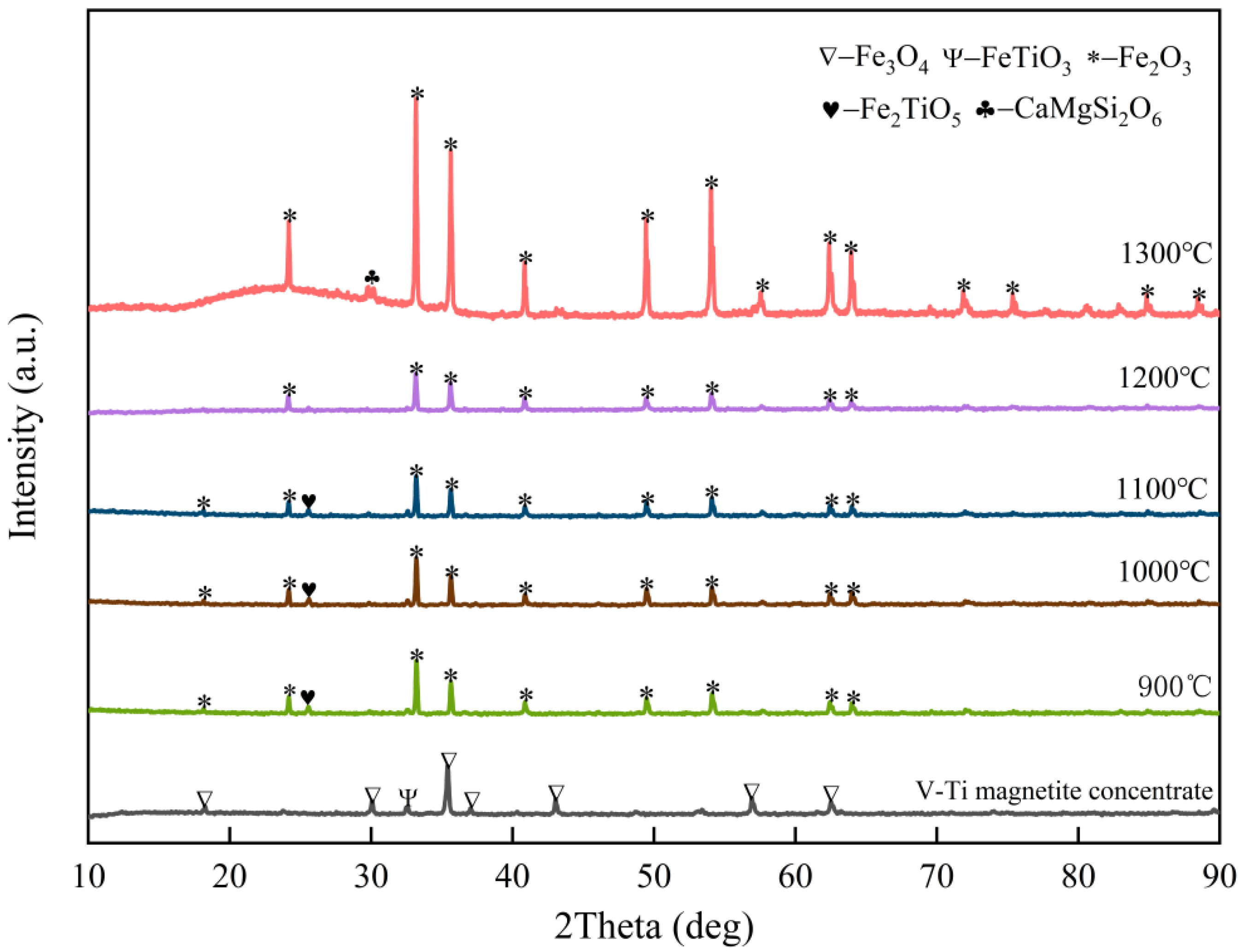
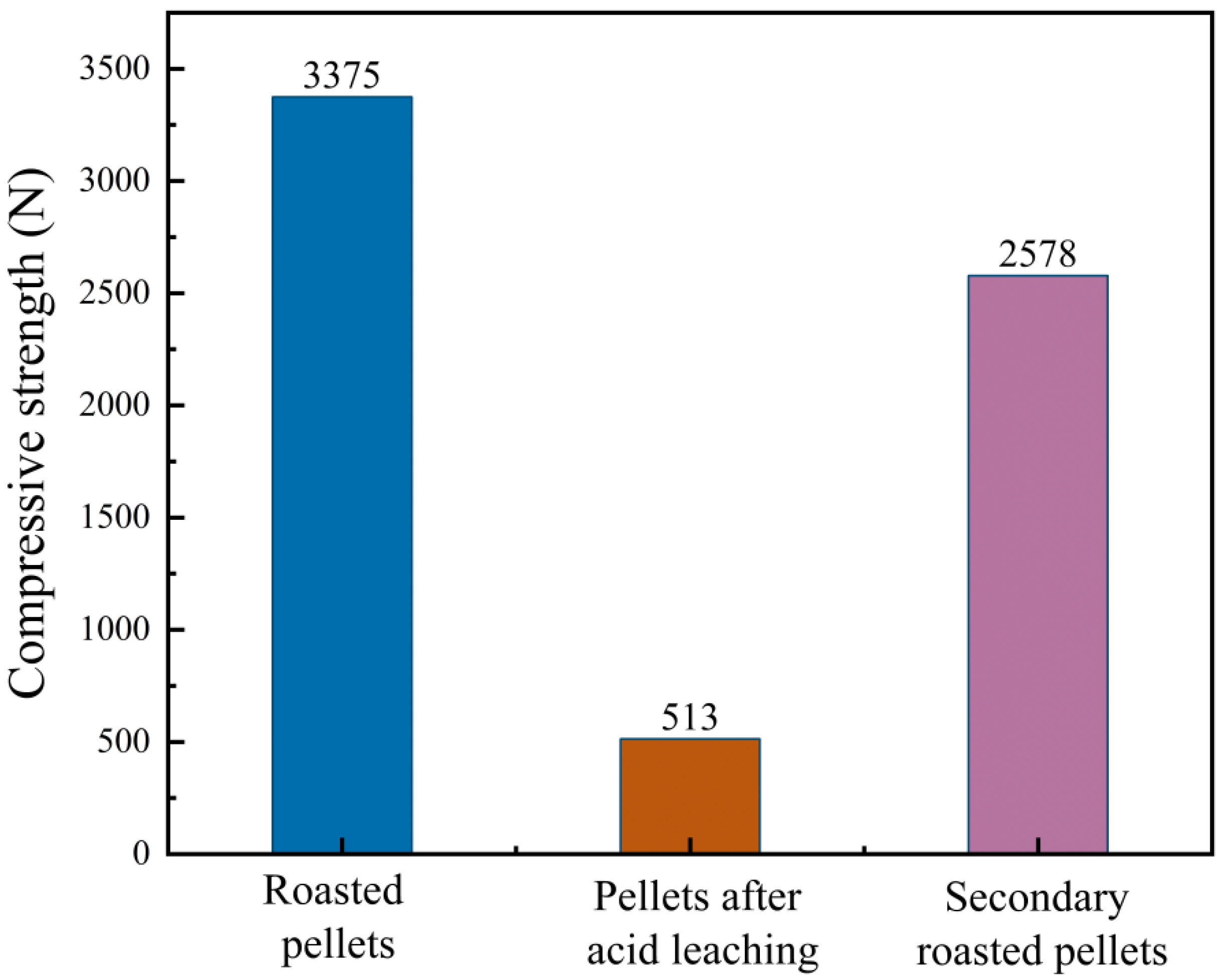
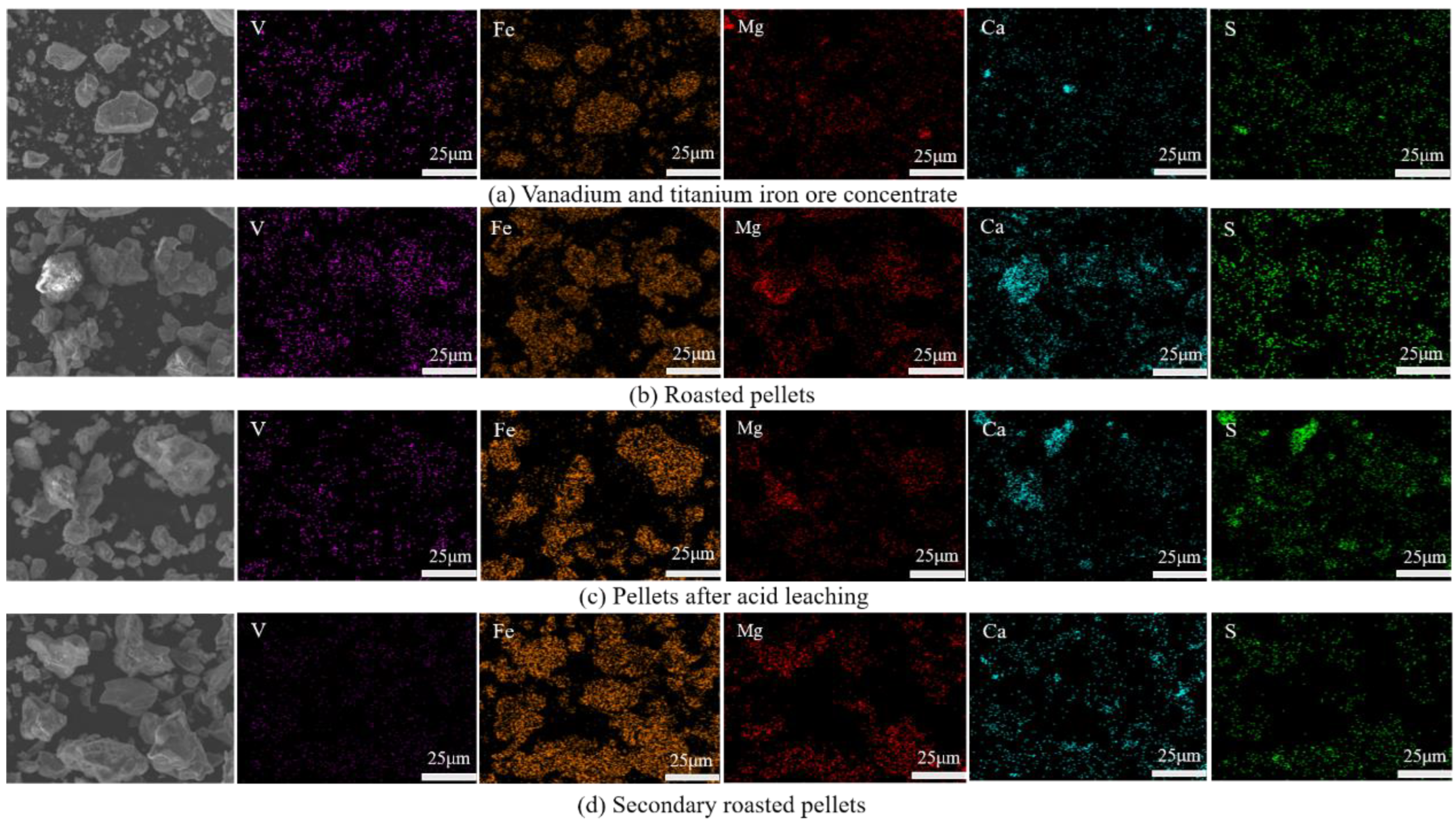
3.5. Characterization of the Pellets
3.6. Economic Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, S.; Fu, X.; Chu, M.; Liu, Z.; Jue, T. Life cycle assessment of the comprehensive utilisation of vanadium titano-magnetite. Clean. Prod. 2015, 101, 122–128. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Bao, S.; Liu, T.; Chen, T.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Ning, P.; Lin, X.; Wang, X.; Cao, H. High-efficient extraction of vanadium and its application in the utilization of the chromium-bearing vanadium slag. Chem. Eng. J. 2016, 301, 132–138. [Google Scholar] [CrossRef]
- Lee, J.; Kim, E.; Chung, K.; Kim, R.; Jeon, S. A review on the metallurgical recycling of vanadium from slags: Towards a sustainable vanadium production. J. Mater. Res. Technol. 2021, 12, 343–364. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, W.; Xue, Z. An environment-friendly process featuring calcified roasting and precipitation purification to prepare vanadium pentoxide from the converter vanadium slag. Metals 2018, 9, 21. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Peng, Z.; Li, Y.; Zhu, Y.; Xie, K. Selective sulfuric acid cyclic leaching of vanadium from the calcifification roasting pellets of vanadium Titanomagnetite. J. Mater. Res. Technol. 2023, 23, 778–790. [Google Scholar] [CrossRef]
- Bian, Z.; Feng, Y.; Li, H.; Wu, H. Efficient separation of vanadium, titanium, and iron from vanadium-bearing titanomagnetite by pressurized pyrolysis of ammonium chloride-acid leaching-solvent extraction process. Sep. Purif. Technol. 2021, 255, 117169. [Google Scholar] [CrossRef]
- Zhang, G.; Luo, D.; Deng, C.; Lv, L.; Liang, B.; Li, C. Simultaneous extraction of vanadium and titanium from vanadium slag using ammonium sulfate roasting-leaching process. J. Alloys Compd. 2018, 742, 504–511. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, Y.; Song, S. Improved extraction of vanadium from a Chinese vanadium- bearing stone coal using a modified roast-leach process. Asia-Pac. J. Chem. Eng. 2010, 5, 778–784. [Google Scholar] [CrossRef]
- Li, H.; Fang, H.; Wang, K. Asynchronous extraction of vanadium and chromium from vanadium slag by stepwise sodium roasting–water leaching. Hydrometallurgy 2015, 156, 124–135. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Zhou, M.; Gao, H.; Liu, J.; Xue, X. Roasting and leaching behaviors of vanadium and chromium in calcification roasting–acid leaching of high-chromium vanadium slag. Int. J. Min. Met. Mater. 2018, 25, 515–526. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, W.; Zhang, L.; Gu, S. Mechanism of vanadium slag roasting with calcium oxide. Int. J. Miner. Process. 2015, 138, 20–29. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Y.; Chen, M.; Nueraihemaiti, A.; Du, J.; Fan, X.; Tao, C. Enhanced leaching of vanadium slag in acidic solution by electro-oxidation. Hydrometallurgy 2016, 159, 1–5. [Google Scholar] [CrossRef]
- Liu, B.; Li, J.; Ren, Q.; Cai, S.; Yang, X.; Zeng, Y.; Li, J. Leaching behavior and mineralogical evolution of vanadium released from sodium roasted-acid leaching tailing of vanadium slag. J. Iron Steel Res. Int. 2022, 29, 772–782. [Google Scholar] [CrossRef]
- Yang, Z.; Li, H.; Yin, X.; Yan, Z.; Yan, X.; Xie, B. Leaching kinetics of calcification roasted vanadium slag with high CaO content by sulfuric acid. Int. J. Miner. Process. 2014, 133, 105–111. [Google Scholar] [CrossRef]
- Gao, H.; Jiang, T.; Mi, Z. Effect of microwave irradiation and conventional calcification roasting with calcium hydroxide on the extraction of vanadium and chromium from high-chromium vanadium slag. Miner. Eng. 2020, 145, 106056. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, L.; Aldahrib, T.; Li, C.; Liu, W.; Zhang, G.; Yang, Y.; Luo, D. Direct recovery of low valence vanadium from vanadium slag—Effect of roasting on vanadium leaching. Hydrometallurgy 2020, 191, 105156. [Google Scholar] [CrossRef]
- Gao, F.; Du, H.; Wang, S.; Chen, B.; Li, J.; Zhang, Y.; Li, M.; Liu, B.; Olayiwola, A.U. A Comparative Study of Extracting Vanadium from Vanadium Titano-Magnetite Ores: Calcium Salt Roasting Vs. Sodium Salt Roasting. Min. Proc. Ext. Met. Rev. 2022, 44, 352–364. [Google Scholar] [CrossRef]
- Chen, D.; Zhao, L.; Liu, Y.; Qi, T.; Wang, J.; Wang, L. A novel process for recovery of iron, titanium, and vanadium from titanomagnetite concentrates: NaOH molten salt roasting and water leaching processes. J. Hazard. Mater. 2013, 12, 588–595. [Google Scholar] [CrossRef]
- Li, W.; Guo, R.; Li, Y.; Dong, Z. Recovery of vanadium from direct acid leaching solutions of weathered crust vanadium-titanium magnetite via solvent extraction with N235. Hydrometallurgy 2022, 213, 105913. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Guan, X. Vanadium extraction from titano-magnetite by hydrofluoric acid. Int. J. Miner. Process. 2016, 157, 55–59. [Google Scholar] [CrossRef]
- Zheng, H.; Zhang, W.; Guo, Y.; Gao, Q.; Shen, F. Transformation of Vanadium-Bearing Titanomagnetite Concentrate in Additive-Free Roasting and Alkaline-Pressure Leaching for Extracting Vanadium (V). Minerals 2019, 9, 197. [Google Scholar] [CrossRef] [Green Version]
- Gilligan, R.; Nikoloski, A.N. The extraction of vanadium from titanomagnetites and other sources. Miner. Eng. 2020, 146, 106106. [Google Scholar] [CrossRef]
- Aarabi, K.M.; Rashchi, F.; Mostoufi, N.; Vahidi, E. Leaching of vanadium from LD converter slag using sulfuric acid. Hydrometallurgy 2010, 102, 14–21. [Google Scholar] [CrossRef]
- Wang, Z.; Zheng, S.; Wang, S.; Liu, B.; Wang, D.; Du, H.; Zhang, Y. Research and prospect on extraction of vanadium from vanadium slag by liquid oxidation technologies. Trans. Nonferrous Met. Soc. China 2014, 24, 1273–1288. [Google Scholar] [CrossRef]
- Zhang, S.; Li, G.; Xiao, R.; Luo, J.; Yi, L.; Rao, M. Extraction of vanadium from low-vanadium grade magnetite concentrate pellets with sodium salt. J. Mater. Res. Technol. 2021, 15, 5712–5722. [Google Scholar] [CrossRef]
- Wen, J.; Jiang, T.; Xu, Y.; Cao, J.; Liu, J.; Xue, X. Efficient extraction and separation of vanadium and chromium in high chromium vanadium slag by sodium salt roasting-(NH4)2SO4 leaching. J. Ind. Eng. Chem. 2019, 71, 327–335. [Google Scholar] [CrossRef]
- Li, R.; Liu, T.; Zhang, Y.; Huang, J. Mechanism of novel K2SO4/KCl composite roasting additive for strengthening vanadium extraction from vanadium–titanium magnetite concentrate. Minerals 2018, 8, 426. [Google Scholar] [CrossRef] [Green Version]
- Luo, Y.; Che, X.; Cui, X.; Zheng, Q.; Wang, L. Selective leaching of vanadium from V-Ti magnetite concentrates by pellet calcification roasting-H2SO4 leaching process. Int. J. Min. Sci. Technol. 2021, 31, 507–513. [Google Scholar] [CrossRef]
- Meraj, M.; Pramanik, S.; Pal, J. Role of MgO and its different minerals on properties of iron Ore pellet. Trans. Indian Inst. Met. 2016, 69, 1141–1153. [Google Scholar] [CrossRef]
- Gao, Q.; Shen, F.; Wei, G.; Jiang, X.; Zheng, H. Effects of MgO Containing Additive on Low-Temperature Metallurgical Properties of Oxidized Pellet. J. Iron Steel Res. Int. 2013, 20, 25–28. [Google Scholar] [CrossRef]
- Li, H.; Wang, C.; Yuan, Y.; Guo, Y.; Xie, B. Magnesiation roasting-acid leaching: A zero-discharge method for vanadium extraction from vanadium slag. J. Clean. Prod. 2020, 260, 121091. [Google Scholar] [CrossRef]
- Xiang, J.; Wang, X.; Pei, G. Recovery of vanadium from vanadium slag by composite roasting with CaO/MgO and leaching. Trans. Nonferrous Met. Soc. China 2020, 11, 3114–3123. [Google Scholar] [CrossRef]
- Huang, F.; Liao, Y.; Zhou, J.; Wang, Y.; Li, H. Selective recovery of valuable metals from nickel converter slag at elevated temperature with sulfuric acid solution. Sep. Purif. Technol. 2015, 156, 572–581. [Google Scholar] [CrossRef]
- Li, Y.; Peng, Z.; Wang, Z.; Zhu, Y.; Xie, K. Study on the Properties of Vanadium Pellets Extracted from Vanadium Titanium Magnetite Concentrate by Calcium Roasting and Acid Leaching. Minerals 2023, 13, 399. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Ti | Si | Ca | Mg | V | Na | S |
|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 52.00 | 8.84 | 1.96 | 0.58 | 0.43 | 0.31 | 0.03 | 0.79 |
| Pellet Diameter (mm) | 8~12 | 12~16 | 16~20 |
|---|---|---|---|
| Percentage (%) | 33 | 58 | 9 |
| Element | Fe | Ti | Si | Ca | Mg | V | Na | S |
|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 58.10 | 8.80 | 2.28 | 0.95 | 0.61 | 0.06 | 0.04 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Z.; Wang, Z.; Han, Z.; Zhu, Y.; Li, Y.; Xie, K. Vanadium–Titanium Magnetite Concentrate, Calcium–Magnesium Composite Roasting and Sulfuric Acid Leaching for Vanadium Extraction from Pellets. Metals 2023, 13, 1135. https://doi.org/10.3390/met13061135
Peng Z, Wang Z, Han Z, Zhu Y, Li Y, Xie K. Vanadium–Titanium Magnetite Concentrate, Calcium–Magnesium Composite Roasting and Sulfuric Acid Leaching for Vanadium Extraction from Pellets. Metals. 2023; 13(6):1135. https://doi.org/10.3390/met13061135
Chicago/Turabian StylePeng, Zhonghui, Zhixiang Wang, Zhongchen Han, Yongze Zhu, Yang Li, and Keqiang Xie. 2023. "Vanadium–Titanium Magnetite Concentrate, Calcium–Magnesium Composite Roasting and Sulfuric Acid Leaching for Vanadium Extraction from Pellets" Metals 13, no. 6: 1135. https://doi.org/10.3390/met13061135