
Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM
Abstract
:1. Introduction
2. Materials and Methods
3. Results
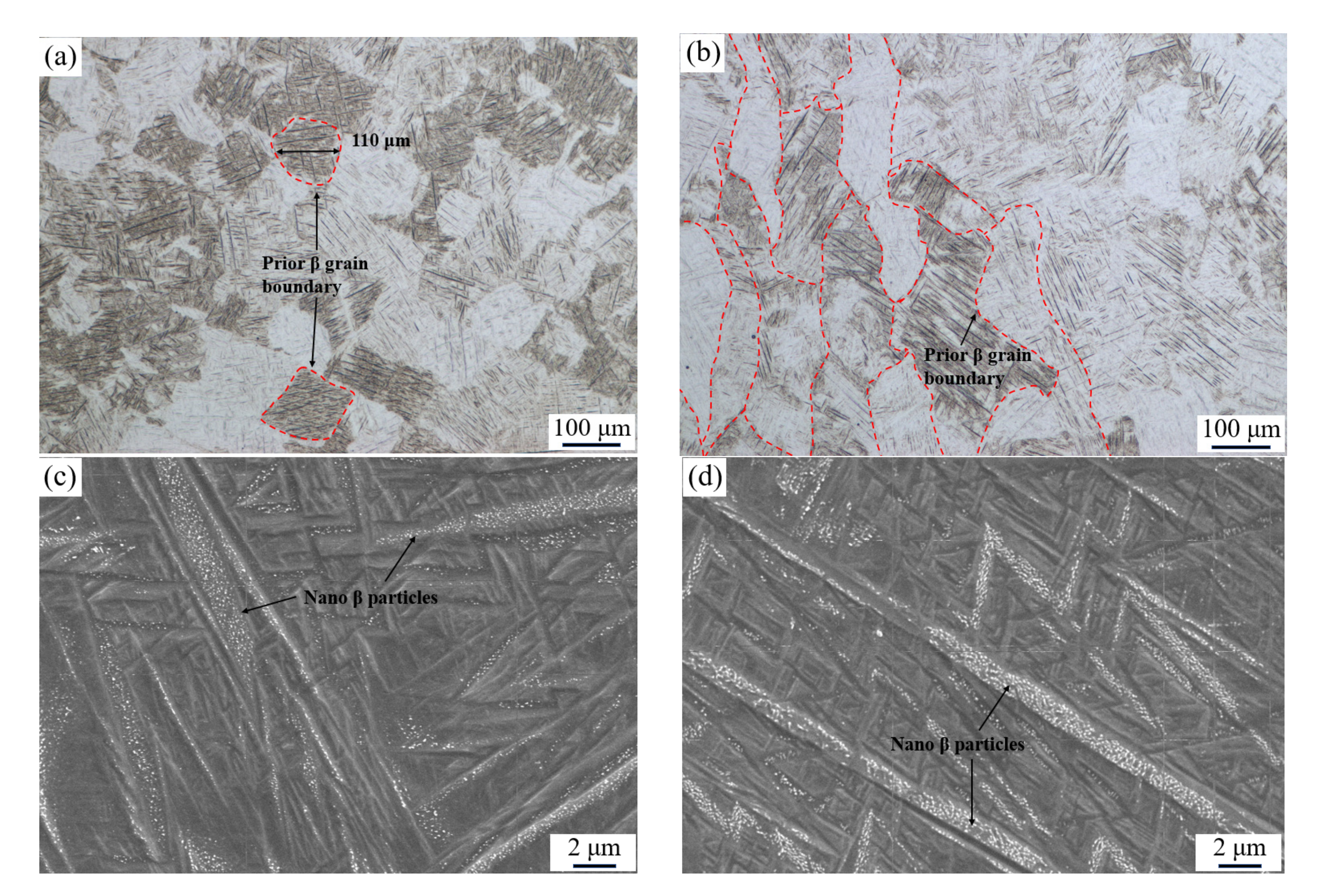
3.1. Microstructure
3.2. Physical Properties
4. Discussion
5. Conclusions
- At the same HIP pressure, by increasing the HIP temperature, the percentage content of the β phase gradually increases, and the α and β phases swallow each other and grow up, but the quantity decreases. At the same HIP pressure, by increasing the HIP temperature, the β-phase percentage increases gradually, and the α-lath width tends to decline first and then rise.
- At the same HIP pressure, the tensile strength and yield strength of SLM-formed Ti-6Al-4V decline with elevated HIP temperature. At the same HIP temperature, the tensile strength and yield strength of SLM-formed Ti-6Al-4V rise first and then decline following HIP pressure.
- With an HIP process temperature of 910 °C and pressure of 130 MPa for 2 h, the α-lath width in SLM-formed Ti-6Al-4V was about 0.956 μm, while the β-phase bulk percentage content was 15.07%. The material obtained an optimal strength and ductility match with a tensile strength of 1005 MPa, yield strength of 935 MPa, and elongation up to 16.5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Shin, Y. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Zeng, L.; Kan, W.H.; Zhang, K.; Lim, C.V.S.; Chiu, L.N.S.; Gregory, S.D.; Huang, A. Hybrid laser powder bed fusion and hot isostatic pressing of Ti-6Al-4V parts without degassing for process efficiency. J. Manuf. Process. 2023, 92, 63–74. [Google Scholar] [CrossRef]
- Zhang, M.; Ng, C.H.; Dehghan-Manshadi, A.; Hall, C.; Bermingham, M.J.; Dargusch, M.S. Towards isotropic behaviour in Ti-6Al-4V fabricated with laser powder bed fusion and super transus hot isostatic pressing. Mater. Sci. Eng. A 2023, 874, 145094. [Google Scholar] [CrossRef]
- Moran, T.P.; Carrion, P.E.; Lee, S.; Shamsaei, N.; Phan, N.; Warner, D.H. Hot isostatic pressing for fatigue critical additively manufactured Ti-6Al-4V. Materials 2022, 15, 2051. [Google Scholar] [CrossRef] [PubMed]
- Meng, J.; Chen, X.; Jiang, J.; Liu, L. Investigation on anisotropic mechanical behavior of Ti-6Al-4V alloy via schmid factor and kernel average misorientation distribution. Metals 2023, 13, 89. [Google Scholar] [CrossRef]
- Mahmud, A.; Huynh, T.; Zhou, L.; Hyer, H.; Mehta, A.; Imholte, D.D.; Woolstenhulme, N.E.; Wachs, D.M.; Sohn, Y. mechanical behavior assessment of Ti-6Al-4V ELI alloy produced by laser powder bed fusion. Metals 2021, 11, 1671. [Google Scholar] [CrossRef]
- Eshawish, N.; Malinov, S.; Sha, W.; Wall, P. Microstructure and mechanical properties of Ti-6Al-4V manufactured by selective laser melting after stress relieving, hot isostatic pressing treatment, and post-heat treatment. J. Mater. Eng. Perform. 2021, 30, 5290–5296. [Google Scholar] [CrossRef]
- Gao, J.B.; Ben, D.D.; Yang, H.J.; Meng, L.X.; Ji, H.B.; Lian, D.L.; Chen, J.; Yi, J.L.; Wang, L.; Li, P.; et al. Effects of electropulsing on the microstructure and microhardness of a selective laser melted Ti6Al4V alloy. J. Alloys Compd. 2021, 875, 160044. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef]
- Bermingham, M.J.; McDonald, S.D.; Dargusch, M.S. Effect of trace lanthanum hexaboride and boron additions on microstructure, tensile properties and anisotropy of Ti-6Al-4V produced by additive manufacturing. Mater. Sci. Eng. A 2018, 719, 1–11. [Google Scholar] [CrossRef]
- Kumar, P.; Prakash, O.; Ramamurty, U. Micro-and meso-structures and their influence on mechanical properties of selectively laser melted Ti-6Al-4V. Acta Mater. 2018, 154, 246–260. [Google Scholar] [CrossRef]
- Karami, K.; Blok, A.; Weber, L.; Ahmadi, S.M.; Petrov, R.; Ksenija, N.; Borisov, E.V.; Leeflang, S.; Ayas, C.; Zadpoor, A.A.; et al. Continuous and pulsed selective laser melting of Ti6Al4V lattice structures: Effect of post-processing on microstructural anisotropy and fatigue behaviour. Addit. Manuf. 2020, 36, 101433. [Google Scholar] [CrossRef]
- Liu, J.W.; Sun, Q.D.; Zhou, C.A.; Wang, X.B.; Li, H.; Guo, K.; Sun, J. Achieving Ti6Al4V alloys with both high strength and ductility via selective laser melting. Mater. Sci. Eng. A 2019, 766, 138319. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Kumar, P.; Ramamurty, U. Microstructural optimization through heat treatment for enhancing the fracture toughness and fatigue crack growth resistance of selective laser melted Ti6Al4V alloy. Acta Mater. 2019, 169, 45–59. [Google Scholar] [CrossRef]
- Yan, X.; Yin, S.; Chen, C.; Huang, C.; Bolot, R.; Lupoi, R.; Kuang, M.; Ma, W.; Coddet, C.; Liao, H.; et al. Effect of heat treatment on the phase transformation and mechanical properties of Ti6Al4V fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 1056–1071. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H. Hot isostatic pressing (HIP) technology and its applications to metals and ceramics. J. Mater. Sci. 2004, 39, 6399–6420. [Google Scholar] [CrossRef]
- Xiao, Y.; Lang, L.H.; Xu, W.C.; Zhang, D.X. Diffusion bonding of Ti-6Al-4V titanium alloy powder and solid by hot isostatic pressing. Trans. Nonferrous Met. Soc. China 2022, 32, 3587–3595. [Google Scholar] [CrossRef]
- Zhou, B.; Wu, D.; Chen, R.S.; Han, E.H. Enhanced tensile properties in a Mg-6Gd-3Y-0.5Zr alloy due to hot isostatic pressing(HIP). J. Mater. Sci. Technol. 2019, 35, 1860–1868. [Google Scholar] [CrossRef]
- Hafenstein, S.; Werner, E. Pressure dependence of age-hardenability of aluminum cast alloys and coarsening of precipitates during hot isostatic pressing. Mater. Sci. Eng. A 2019, 757, 62–69. [Google Scholar] [CrossRef]
- Billard, S.; Fondère, J.P.; Bacroix, B.; Dirras, G.F. Macroscopic and microscopic aspects of the deformation and fracture mechanisms of ultrafine-grained aluminum processed by hot isostatic pressing. Acta Mater. 2006, 54, 411–421. [Google Scholar] [CrossRef]
- Chaim, R.; Levin, M.; Shlayer, A.; Estournès, C. Sintering and densification of nanocrystalline ceramic oxide powders: A review. Adv. Appl. Ceram. 2008, 107, 159–169. [Google Scholar] [CrossRef]
- Hirata, T.; Kimura, T.; Nakamoto, T. Effects of hot isostatic pressing and internal porosity on the performance of selective laser melted AlSi10Mg alloys. Mater. Sci. Eng. A 2020, 772, 138713. [Google Scholar] [CrossRef]
- Ahmad, A.I.; Miguel, L.; Christina, P.; Andres, E.; Edel, A.; Lawrence, E.M.; Ryan, B.W.; Magnus, A.; Don, G.; Francisco, M. Effects of altered hot isostatic pressing treatments on the microstructures and mechanical performance of electron beam melted Ti-6Al-4V. J. Mater. Res. Technol. 2020, 9, 8735–8743. [Google Scholar]
- Wu, M.W.; Lai, P.H. The positive effect of hot isostatic pressing on improving the anisotropies of bending and impact properties in selective laser melted Ti-6Al-4V alloy. Mater. Sci. Eng. A 2016, 658, 429–438. [Google Scholar] [CrossRef]
- Yu, C.L.; Huang, Z.Y.; Zhang, Z.; Wang, J.; Shen, J.B.; Xu, Z.P. Effects of sandblasting and HIP on very high cycle fatigue performance of SLM-fabricated IN718 superalloy. J. Mater. Res. Technol. 2022, 18, 29–43. [Google Scholar] [CrossRef]
- Reza, M.; Ali, F.; Nam, P. Multiaxial fatigue of LB-PBF additive manufactured 17-4 PH stainless steel including the effects of surface roughness and HIP treatment and comparisons with the wrought alloy. Int. J. Fatigue 2020, 137, 105646. [Google Scholar]
- ASTM F2924-14; Standard Specification for Additive Manufacturing Titanium-6 Aluminium-4 Vanadium with Powder Bed Fusion. ASTM: West Conshohocken, PA, USA, 2014.
- Vander Voort, G.F.; Roósz, A. Measurement of the interlamellar spacing of pearlite. Metallography 1984, 17, 1–17. [Google Scholar] [CrossRef]
- Galarraga, H.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of the microstructure and porosity on properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Addit. Manuf. 2016, 10, 47–57. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.T.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Lu, S.L.; Qian, M.; Tang, H.P.; Yan, M.; Wang, J.; StJohn, D.H. Massive transformation in Ti-6Al-4V additively manufactured by selective electron beam melting. Acta Mater. 2016, 104, 303–311. [Google Scholar] [CrossRef]
- Xu, W.; Lui, E.W.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of selective laser melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Liang, Z.; Sun, Z.; Zhang, W.; Wu, S.; Chang, H. The effect of heat treatment on microstructure evolution and tensile properties of selective laser melted Ti6Al4V alloy. J. Alloys Compd. 2019, 782, 1041–1048. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Tan, Y.J.; Descions, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti-6Al-4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Singh, G.; Sen, I.; Gopinath, K.; Ramamurty, U. Influence of minor addition of boron on tensile and fatigue properties of wrought Ti-6Al-4V alloy. Mater. Sci. Eng. A 2012, 540, 142–151. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Ter Haar, G.M.; Becker, T.H. Selective Laser Melting Produced Ti-6Al-4V: Post-process heat treatments to achieve superior tensile properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | C | H | O | N | Ti |
|---|---|---|---|---|---|---|---|---|
| Content | 6.18 | 3.82 | 0.16 | 0.0075 | 0.0027 | 0.069 | 0.012 | Bal. |
| Tap Density | App. Density | D(10) 1 | D(50) 2 | D(90) 3 |
|---|---|---|---|---|
| 2.85 g/cm3 | 2.44 g/cm3 | 26.043 μm | 39.405 μm | 58.975 μm |
| Laser Power | Scanning Speed | Hatching Spacing | Layer Thickness |
|---|---|---|---|
| 350 W | 1000 mm/s | 110 μm | 60 μm |
| Sample Label | Temperature | Pressure |
|---|---|---|
| SLM-formed | / | / |
| T1P1 | 910 °C | 110 MPa |
| T2P1 | 930 °C | 110 MPa |
| T3P1 | 950 °C | 110 MPa |
| T1P2 | 910 °C | 130 MPa |
| T2P2 | 930 °C | 130 MPa |
| T3P2 | 950 °C | 130 MPa |
| T1P3 | 910 °C | 150 MPa |
| T2P3 | 930 °C | 150 MPa |
| T3P3 | 950 °C | 150 MPa |
| Sample Label | λα (μm) | Vβ (%) | YS (MPa) | UTS (MPa) | EL. (%) |
|---|---|---|---|---|---|
| SLM-formed | / | / | 1103 ± 4 | 1226 ± 2 | 10.3 ± 0.6 |
| T1P1 | 1.018 | 13.07 | 930 ± 1 | 1000 ± 1 | 16.5 ± 0.5 |
| T2P1 | 1.118 | 14.17 | 909 ± 3 | 982 ± 3 | 15.8 ± 0.8 |
| T3P1 | 1.184 | 20.58 | 912 ± 2 | 962 ± 2 | 16.5 ± 0.2 |
| T1P2 | 0.918 | 14.37 | 935 ± 3 | 1005 ± 1 | 16.5 ± 0.5 |
| T2P2 | 0.956 | 15.07 | 909 ± 5 | 981 ± 4 | 15 ± 0.9 |
| T3P2 | 1.148 | 22.09 | 891 ± 2 | 967 ± 2 | 15.7 ± 0.8 |
| T1P3 | 1.102 | 15.96 | 923 ± 5 | 991 ± 4 | 15.3 ± 0.6 |
| T2P3 | 1.138 | 16.33 | 908 ± 2 | 976 ± 1 | 14.3 ± 0.8 |
| T3P3 | 1.492 | 27.85 | 883 ± 5 | 955 ± 3 | 15.2 ± 1 |
| ASTM F2924-14 | / | / | 825 | 895 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, Z.; Li, H.; Che, L.; Chen, S.; Zhang, P.; He, J.; Wu, Z.; Niu, S.; Li, X. Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM. Metals 2023, 13, 991. https://doi.org/10.3390/met13050991
Lv Z, Li H, Che L, Chen S, Zhang P, He J, Wu Z, Niu S, Li X. Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM. Metals. 2023; 13(5):991. https://doi.org/10.3390/met13050991
Chicago/Turabian StyleLv, Zhoujin, Haofeng Li, Lida Che, Shuo Chen, Pengjie Zhang, Jing He, Zhanfang Wu, Shanting Niu, and Xiangyang Li. 2023. "Effects of HIP Process Parameters on Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by SLM" Metals 13, no. 5: 991. https://doi.org/10.3390/met13050991