
Ultrasonic Assisted Machining Overview: Accessing Feasibility and Overcoming Challenges for Milling Applications

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction and General Considerations
1.1. Machinability and Project Optimization
1.2. Complex Materials and Alternative Machining Technologies
2. Ultrasonic Assisted Machining Overview
2.1. Influence on Key Machining Parameters
2.2. Underlying Principles and General Considerations
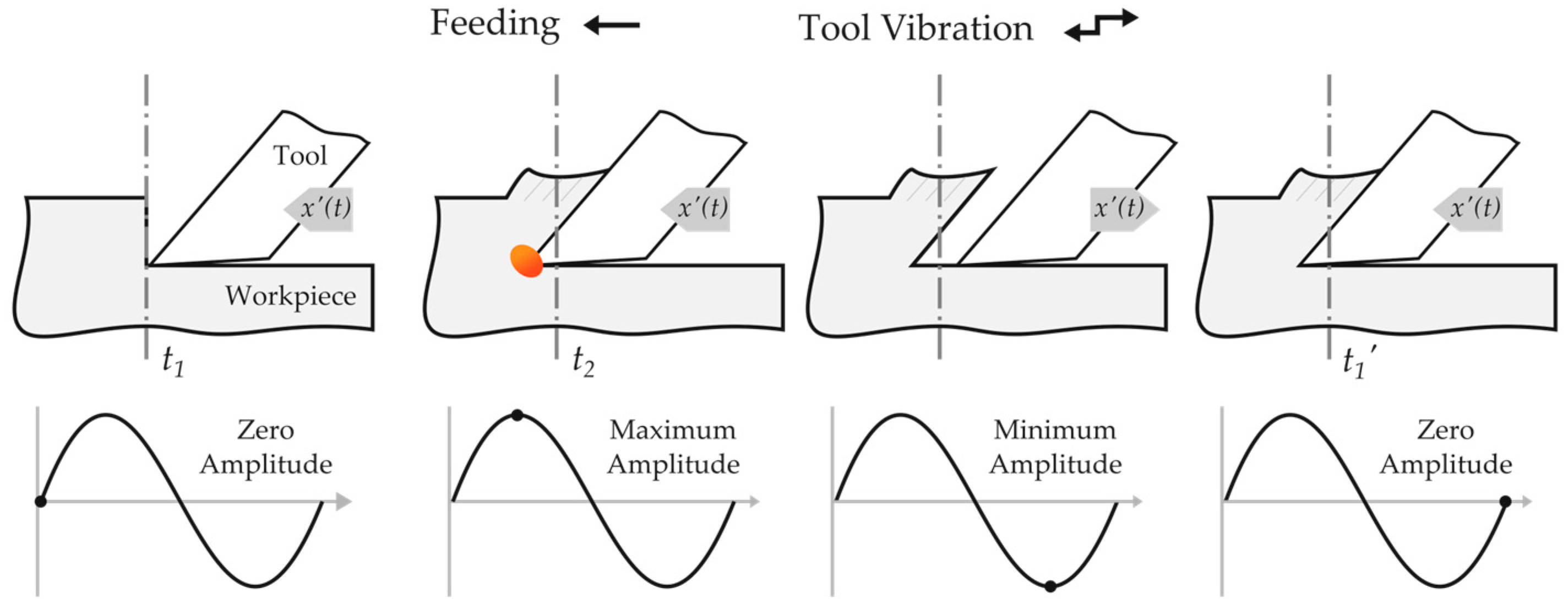
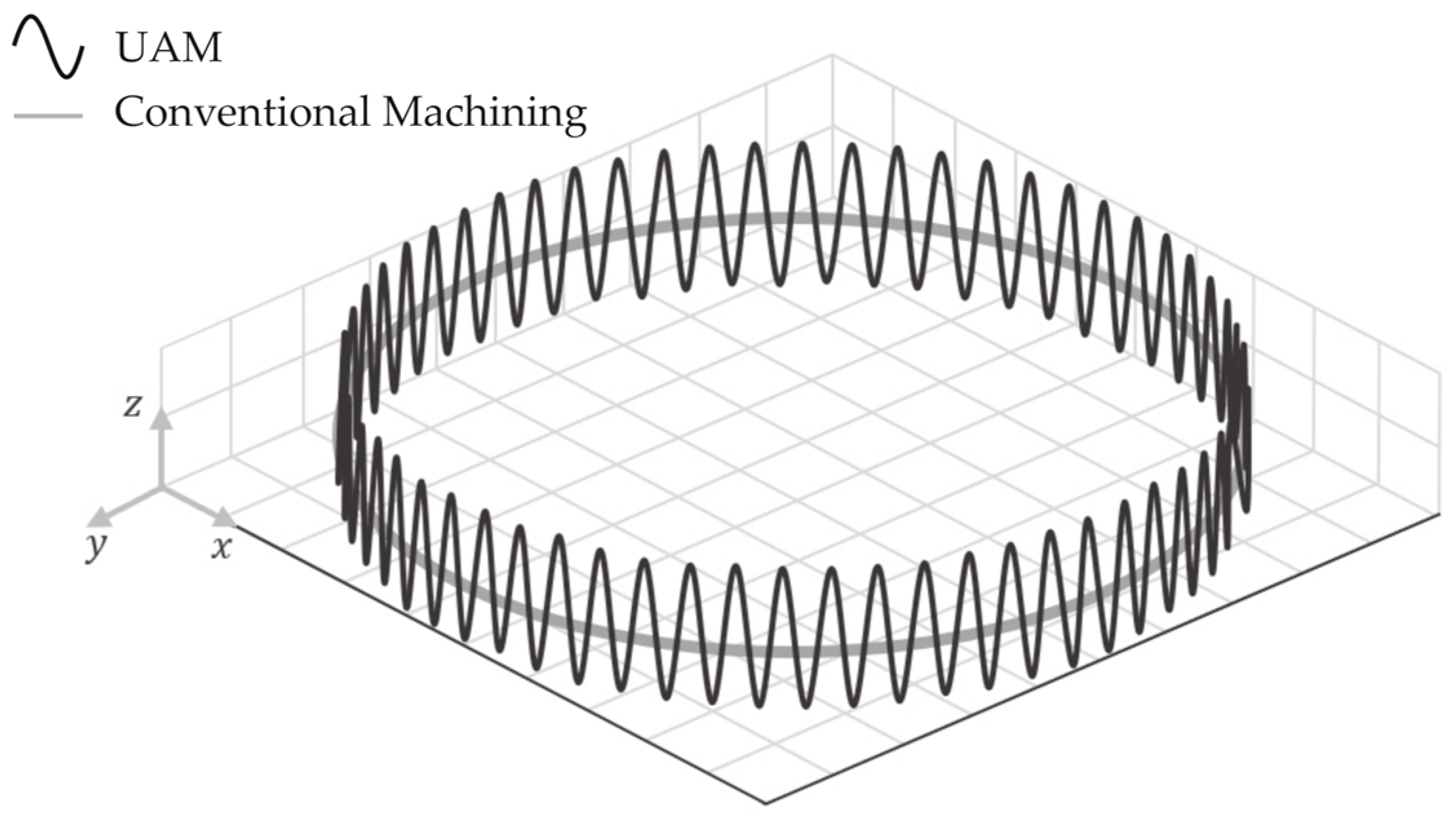
2.3. Milling Process Kinematic Analysis
3. Comprehensive Analysis of Required Components
3.1. Ultrasonic Generators
3.2. Piezoelectric Transducers
3.3. Sonotrode Considerations
4. Identified Issues
- Difficulty in transmitting energy from the static generator to the rotating system;
- Variable nodal points and localized heating issues due to suboptimal tool fixation methods.
4.1. Energy Transfer Method
4.2. Tool Fixation
4.3. Proposed Solutions
4.4. Additional Considerations
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Aamir, M.; Davis, A.; Keeble, W.; Koklu, U.; Giasin, K.; Vafadar, A.; Tolouei-Rad, M. The Effect of TiN-, TiCN-, TiAlN-, and TiSiN Coated Tools on the Surface Defects and Geometric Tolerances of Holes in Multi-Spindle Drilling of Al2024 Alloy. Metals 2021, 11, 1103. [Google Scholar] [CrossRef]
- Tolouei-Rad, M.; Aamir, M. Analysis of the Performance of Drilling Operations for Improving Productivity. In Drilling Technology; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Wang, J.; Shimada, K.; Mizutani, M.; Kuriyagawa, T. Effects of abrasive material and particle shape on machining performance in micro ultrasonic machining. Precis. Eng. 2018, 51, 373–387. [Google Scholar] [CrossRef]
- Feucht, F.; Ketelaer, J.; Wolff, A.; Mori, M.; Fujishima, M. Latest Machining Technologies of Hard-to-cut Materials by Ultrasonic Machine Tool. Procedia CIRP 2014, 14, 148–152. [Google Scholar] [CrossRef]
- Xiao, X.; Zheng, K.; Liao, W.; Meng, H. Study on cutting force model in ultrasonic vibration assisted side grinding of zirconia ceramics. Int. J. Mach. Tools Manuf. 2016, 104, 58–67. [Google Scholar] [CrossRef]
- Pujana, J.; Rivero, A.; Celaya, A.; de Lacalle, L.L. Analysis of ultrasonic-assisted drilling of Ti6Al4V. Int. J. Mach. Tools Manuf. 2009, 49, 500–508. [Google Scholar] [CrossRef]
- Ascroft, H.; Barnes, S.; Dahnel, A.N.; Farah, N.; Abd Halim, N.F.H.; Ray, D. Ultrasonic Assisted Machining. 2016. Available online: https://www.researchgate.net/publication/305687889 (accessed on 14 March 2023).
- Gong, H.; Fang, F.; Hu, X. Kinematic view of tool life in rotary ultrasonic side milling of hard and brittle materials. Int. J. Mach. Tools Manuf. 2010, 50, 303–307. [Google Scholar] [CrossRef]
- Thoe, T.; Aspinwall, D.; Wise, M. Review on ultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 38, 239–255. [Google Scholar] [CrossRef]
- Liu, X.; Wang, W.; Jiang, R.; Xiong, Y.; Lin, K.; Li, J.; Shan, C. Analytical model of cutting force in axial ultrasonic vibration-assisted milling in-situ TiB2/7050Al PRMMCs. Chin. J. Aeronaut. 2020, 34, 160–173. [Google Scholar] [CrossRef]
- Kuşhan, M.C.; Orak, S.; Uzunonat, Y. Ultrasonic Assisted Machining Methods: A Review. Int. J. Adv. Eng. Res. Appl. IJA-ERA 2017. Available online: www.ijaera.org (accessed on 14 March 2023).
- Brehl, D.E.; Dow, T.A. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Maurotto, A.; Wickramarachchi, C. Experimental investigations on effects of frequency in ultrasonically-assisted end-milling of AISI 316L: A feasibility study. Ultrasonics 2016, 65, 113–120. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Zhu, L.; Zhang, G.; Ni, C.; Lin, B. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 156, 103594. [Google Scholar] [CrossRef]
- Grzesik, W. Advanced Machining Processes of Metallic Materials; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Balaji, M.; Murthy, B.; Rao, N.M. Optimization of Cutting Parameters in Drilling of AISI 304 Stainless Steel Using Taguchi and ANOVA. Procedia Technol. 2016, 25, 1106–1113. [Google Scholar] [CrossRef]
- Aman, A.; Bhardwaj, R.; Gahlot, P.; Phanden, R.K. Selection of cutting tool for desired surface finish in milling Machine using Taguchi optimization methodology. Mater. Today Proc. 2023, 78, 444–448. [Google Scholar] [CrossRef]
- Rasagopal, P.; Senthilkumar, P.; Nallakumarasamy, G.; Magibalan, S. A study surface integrity of aluminum hybrid composites during milling operation. J. Mater. Res. Technol. 2020, 9, 4884–4893. [Google Scholar] [CrossRef]
- Airao, J.; Chaudhary, B.; Bajpai, V.; Khanna, N. An Experimental Study of Surface Roughness Variation in End Milling of Super Duplex 2507 Stainless Steel. 2018. Available online: www.sciencedirect.comwww.materialstoday.com/proceedings (accessed on 26 March 2023).
- Wang, H.; Yang, J.; Sun, F. Cutting performances of MCD, SMCD, NCD and MCD/NCD coated tools in high-speed milling of hot bending graphite molds. J. Mater. Process. Technol. 2020, 276, 116401. [Google Scholar] [CrossRef]
- Cong, W.; Pei, Z.; Sun, X.; Zhang, C. Rotary ultrasonic machining of CFRP: A mechanistic predictive model for cutting force. Ultrasonics 2013, 54, 663–675. [Google Scholar] [CrossRef]
- Zhao, B.; Li, P.; Zhao, C.; Wang, X. Fractal characterization of surface microtexture of Ti6Al4V subjected to ultrasonic vibration assisted milling. Ultrasonics 2020, 102, 106052. [Google Scholar] [CrossRef]
- Angelone, R.; Caggiano, A.; Nele, L.; Teti, R. Optimal cutting parameters and tool geometry in drilling of CFRP/CFRP stack laminates for aeronautical applications. In Procedia CIRP; Elsevier B.V: Amsterdam, The Netherlands, 2021; pp. 398–403. [Google Scholar] [CrossRef]
- Fernández, P.; Villarón, I.; Pereira, O.; Amigo, F.J.; Ukar, E.; De Lacalle, L.N.L. Design, manufacturing and validation of chip breakers in ceramic inserts for the machining of aeronautic nickel-based superalloys Inconel® 718. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1193, 012008. [Google Scholar] [CrossRef]
- Negri, S.P.; Basile, V.; Valori, M.; Gambino, B.; Fassi, I.; Tosatti, L.M. A modular mobile robotic architecture for defects detection and repair in narrow tunnels of CFRP aeronautic components. Robot. Comput. Manuf. 2019, 55, 109–128. [Google Scholar] [CrossRef]
- Segreto, T.; Bottillo, A.; Caggiano, A.; Teti, R.; Ricci, F. Full-volume Ultrasonic Technique for 3D Thickness Reconstruction of CFRP Aeronautical Components. In Procedia CIRP; Elsevier B.V: Amsterdam, The Netherlands, 2018; pp. 434–439. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L.; Liu, C.; Yang, Z. Analytical modeling of tool-workpiece contact rate and experimental study in ultrasonic vibration-assisted milling of Ti–6Al–4V. Int. J. Mech. Sci. 2018, 142–143, 97–111. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W. Ultrasonic vibration-assisted (UV-A) manufacturing processes: State of the art and future perspectives. J. Manuf. Process. 2020, 51, 174–190. [Google Scholar] [CrossRef]
- Nath, C.; Lim, G.; Zheng, H. Influence of the material removal mechanisms on hole integrity in ultrasonic machining of structural ceramics. Ultrasonics 2012, 52, 605–613. [Google Scholar] [CrossRef] [PubMed]
- Kadivar, M.; Akbari, J.; Yousefi, R.; Rahi, A.; Nick, M. Investigating the effects of vibration method on ultrasonic-assisted drilling of Al/SiCp metal matrix composites. Robot. Comput. Manuf. 2014, 30, 344–350. [Google Scholar] [CrossRef]
- Shen, X.-H.; Zhang, J.-H.; Li, H.; Wang, J.-J.; Wang, X.-C. Ultrasonic vibration-assisted milling of aluminum alloy. Int. J. Adv. Manuf. Technol. 2012, 63, 41–49. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L.-C. Ultrasonic vibration-assisted machining: Principle, design and application. Adv. Manuf. 2015, 3, 173–192. [Google Scholar] [CrossRef]
- Legge, P. Ultrasonic drilling of ceramics. Ultrasonics 1964, 2, V. [Google Scholar] [CrossRef]
- Shamoto, E.; Moriwaki, T. Study on Elliptical Vibration Cutting. CIRP Ann. 1994, 43, 35–38. [Google Scholar] [CrossRef]
- Shamoto, E.; Suzuki, N.; Hino, R.; Tsuchiya, E.; Hori, Y.; Inagaki, H.; Yoshino, K. A new method to machine sculptured surfaces by applying ultrasonic elliptical vibration cutting. In Proceedings of the 2005 International Symposium on Micro-NanoMechatronics and Human Science, Eighth Symposium on Micro- and Nano-Mechatronics for Information-Based Society-The 21st Century COE Progr, Nagoya, Japan, 7–9 November 2005; pp. 84–89. [Google Scholar] [CrossRef]
- Sharman, A.; Li, X.P.; Rahman, M.; Bowen, P.; Dewes, R.; Aspinwall, D. Ultrasonic assisted turning of gamma titanium aluminide. In Proceedings of the 13th International Symposium for Electromachining Isem XIII, Bilboa, Spain, 1 January 2001; pp. 939–951. [Google Scholar]
- Liu, Y.; Pan, Z.; Li, Q.; Qi, Z.; Chen, W. Experimental and scale-span numerical investigations in conventional and longitudinal torsional coupled rotary ultrasonic–assisted drilling of CFRPs. Int. J. Adv. Manuf. Technol. 2022, 119, 1707–1724. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Q.; Qi, Z.; Chen, W. Defect suppression mechanism and experimental study on longitudinal torsional coupled rotary ultrasonic assisted drilling of CFRPs. J. Manuf. Process. 2021, 70, 177–192. [Google Scholar] [CrossRef]
- Komaraiah, M.; Reddy, P.N. Rotary ultrasonic machining—A new cutting process and its performance. Int. J. Prod. Res. 1991, 29, 2177–2187. [Google Scholar] [CrossRef]
- Zarchi, M.M.A.; Razfar, M.R.; Abdullah, A. Influence of ultrasonic vibrations on side milling of AISI 420 stainless steel. Int. J. Adv. Manuf. Technol. 2013, 66, 83–89. [Google Scholar] [CrossRef]
- Wang, Y.; Gong, H.; Fang, F.Z.; Ni, H. Kinematic view of the cutting mechanism of rotary ultrasonic machining by using spiral cutting tools. Int. J. Adv. Manuf. Technol. 2016, 83, 461–474. [Google Scholar] [CrossRef]
- Vives, A.A. (Ed.) Piezoelectric Transducers and Applications; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar] [CrossRef]
- Damjanovic, D. Ferroelectric, dielectric and piezoelectric properties of ferroelectric thin films and ceramics. Rep. Prog. Phys. 1998, 61, 1267–1324. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martins, H.; Puga, H. Ultrasonic Assisted Machining Overview: Accessing Feasibility and Overcoming Challenges for Milling Applications. Metals 2023, 13, 908. https://doi.org/10.3390/met13050908
Martins H, Puga H. Ultrasonic Assisted Machining Overview: Accessing Feasibility and Overcoming Challenges for Milling Applications. Metals. 2023; 13(5):908. https://doi.org/10.3390/met13050908
Chicago/Turabian StyleMartins, Henrique, and Hélder Puga. 2023. "Ultrasonic Assisted Machining Overview: Accessing Feasibility and Overcoming Challenges for Milling Applications" Metals 13, no. 5: 908. https://doi.org/10.3390/met13050908