
Ductile Fracture Behavior of ASTM A516 Gr.70 Pressure Vessel Steel by ASTM and ISO Fracture Toughness Standards
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
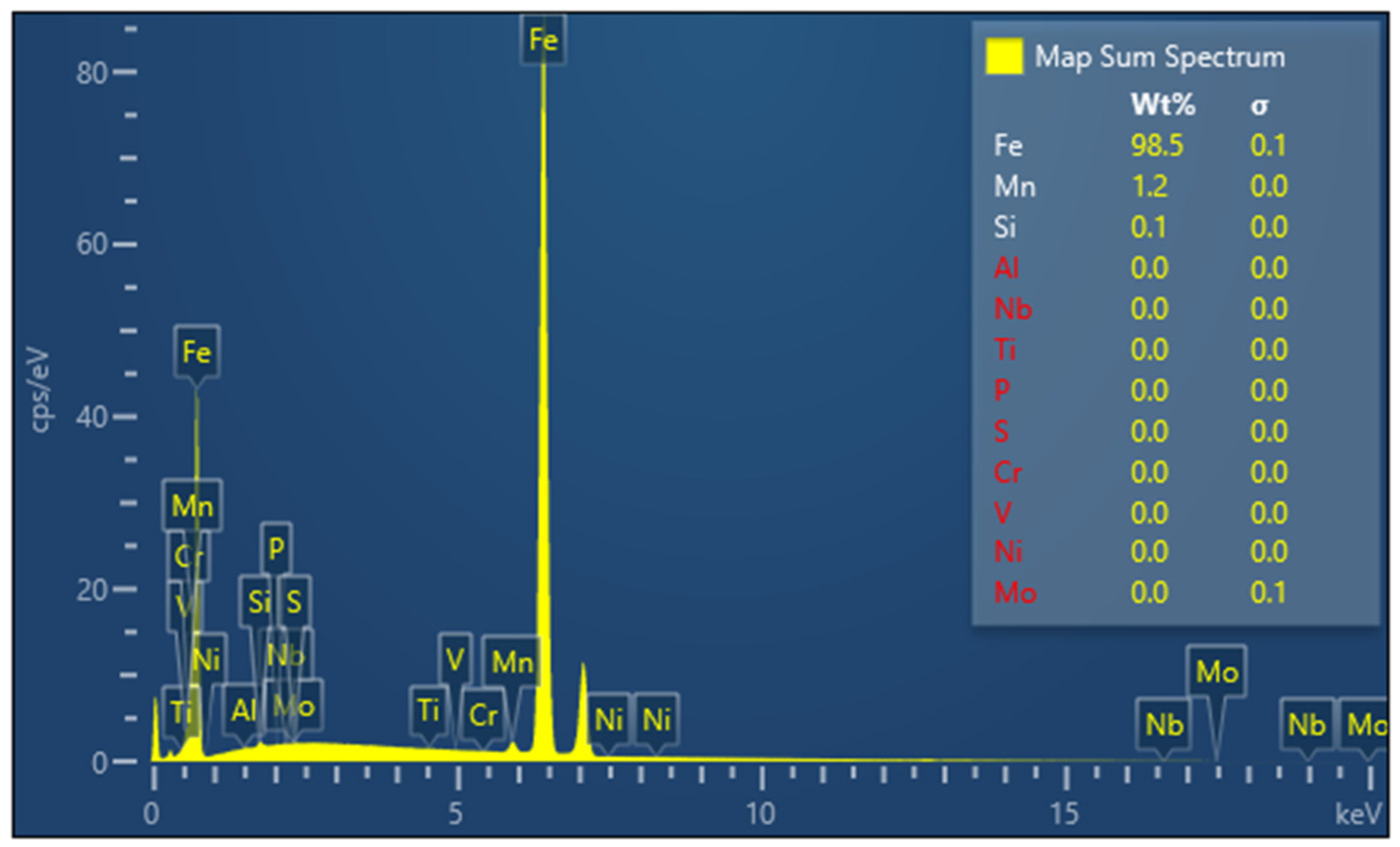
2.1. Chemical Composition
2.2. Metallographic Analysis
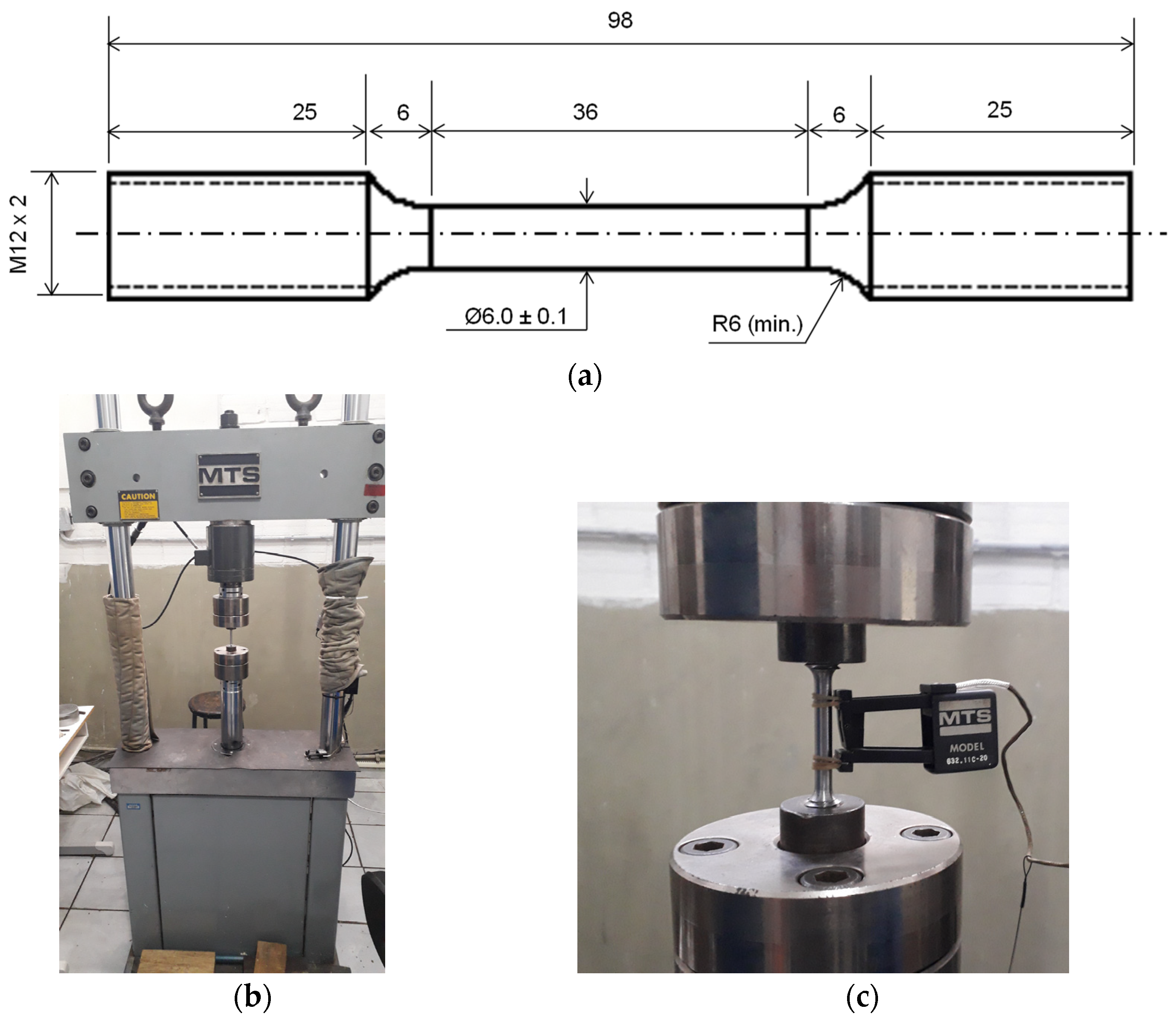
2.3. Tensile Test
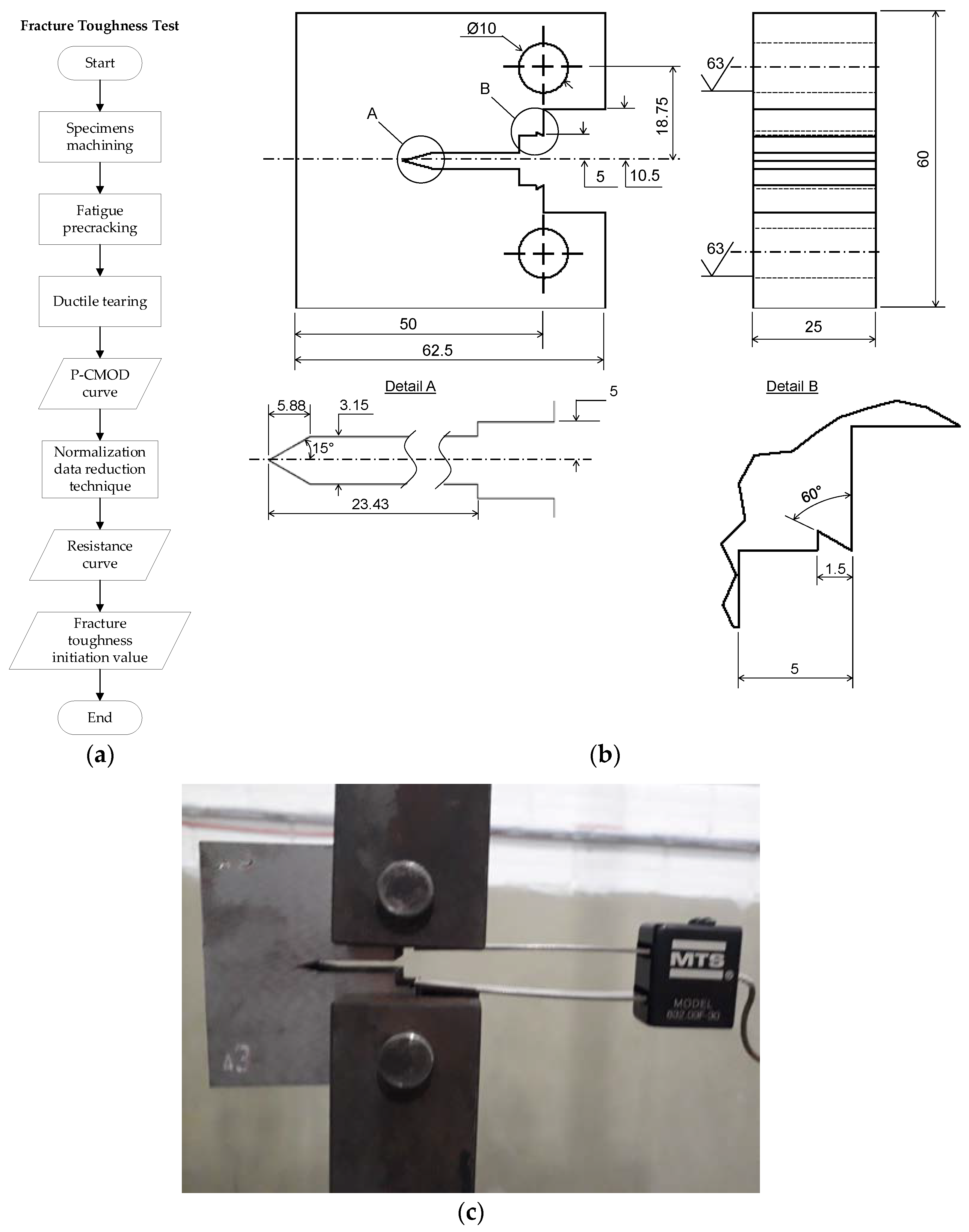
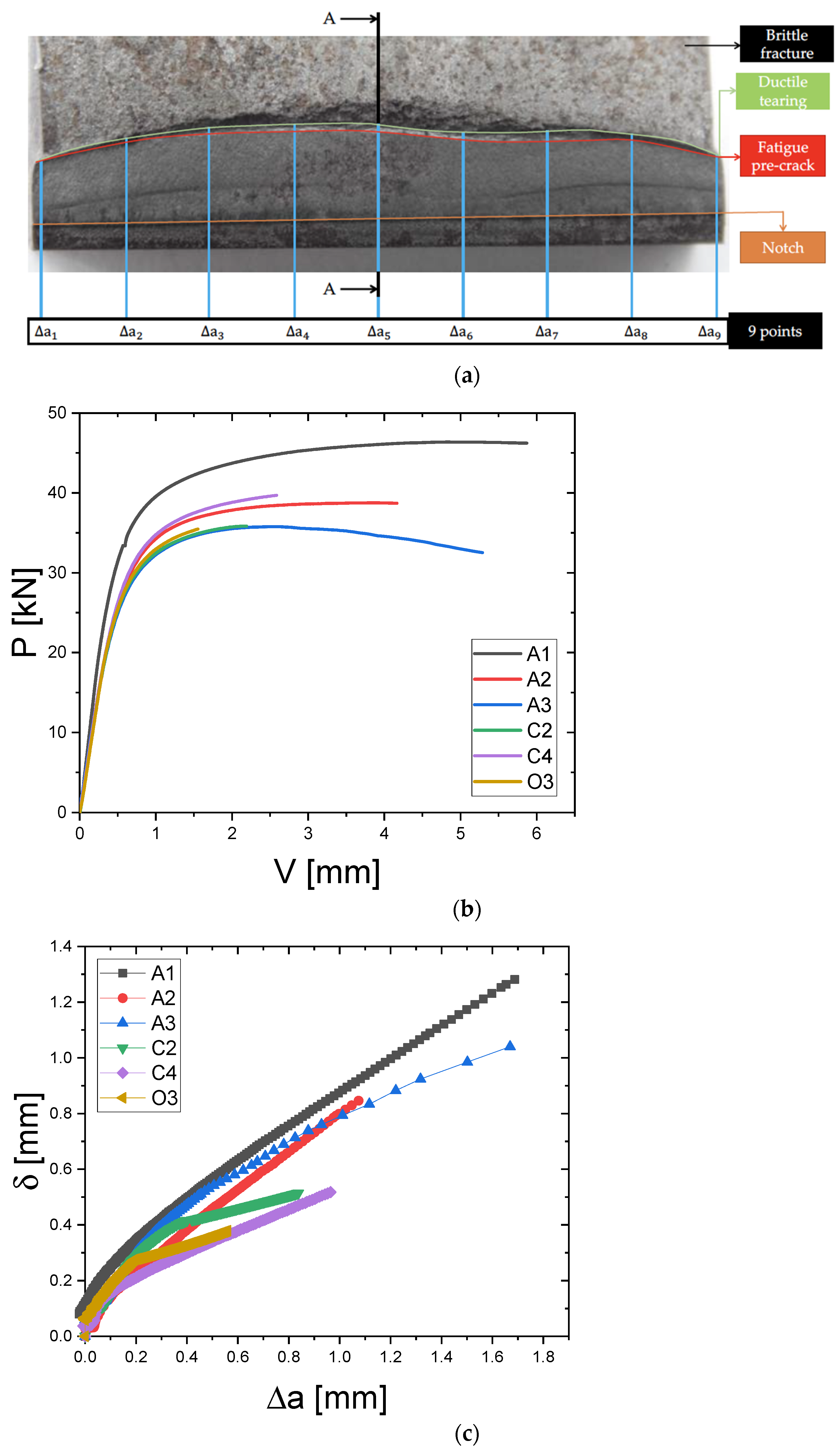
2.4. Fracture Toughness Test and Resistance Curve
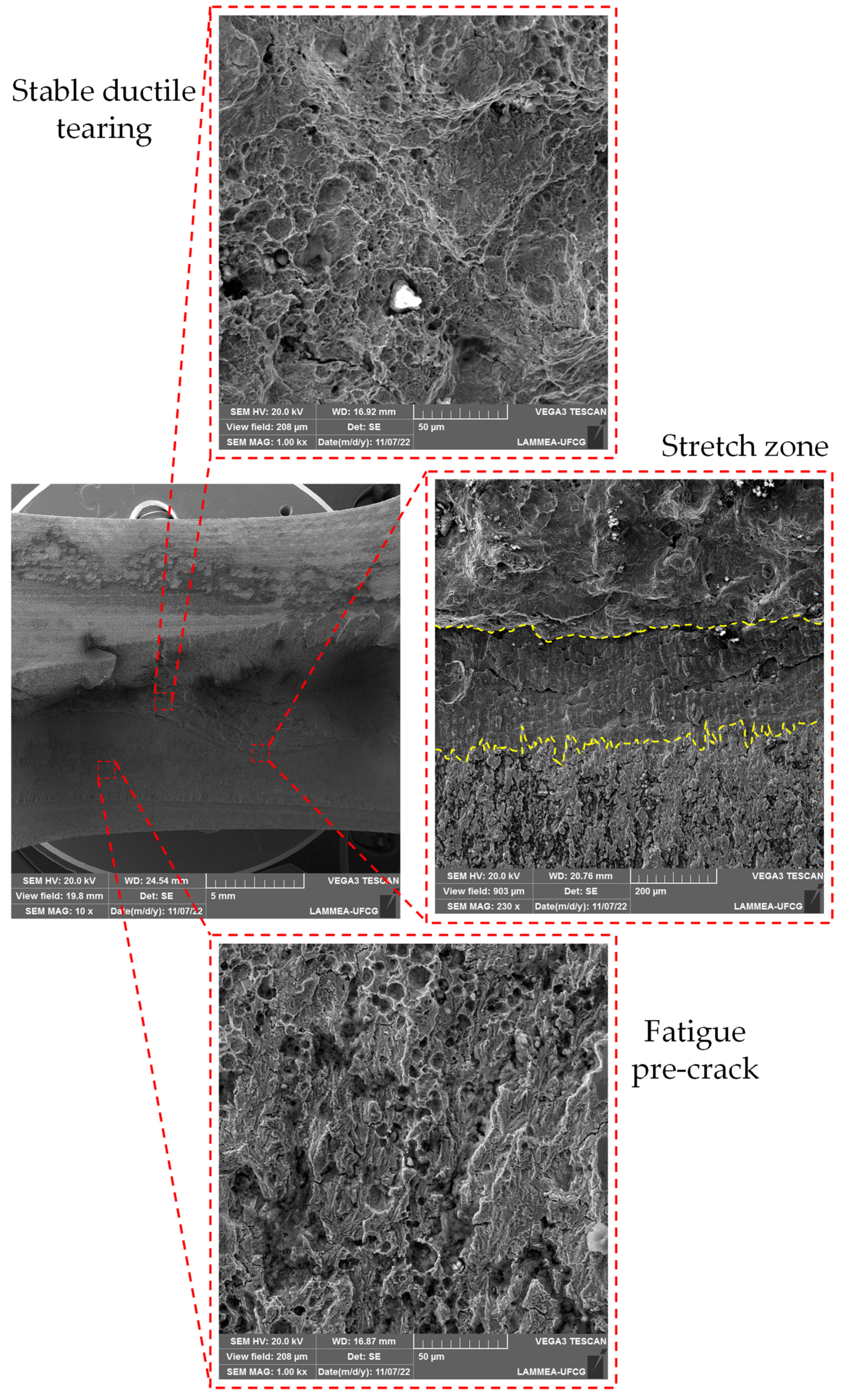
2.5. Fractography by Scanning Electronic Microscopy
3. Results
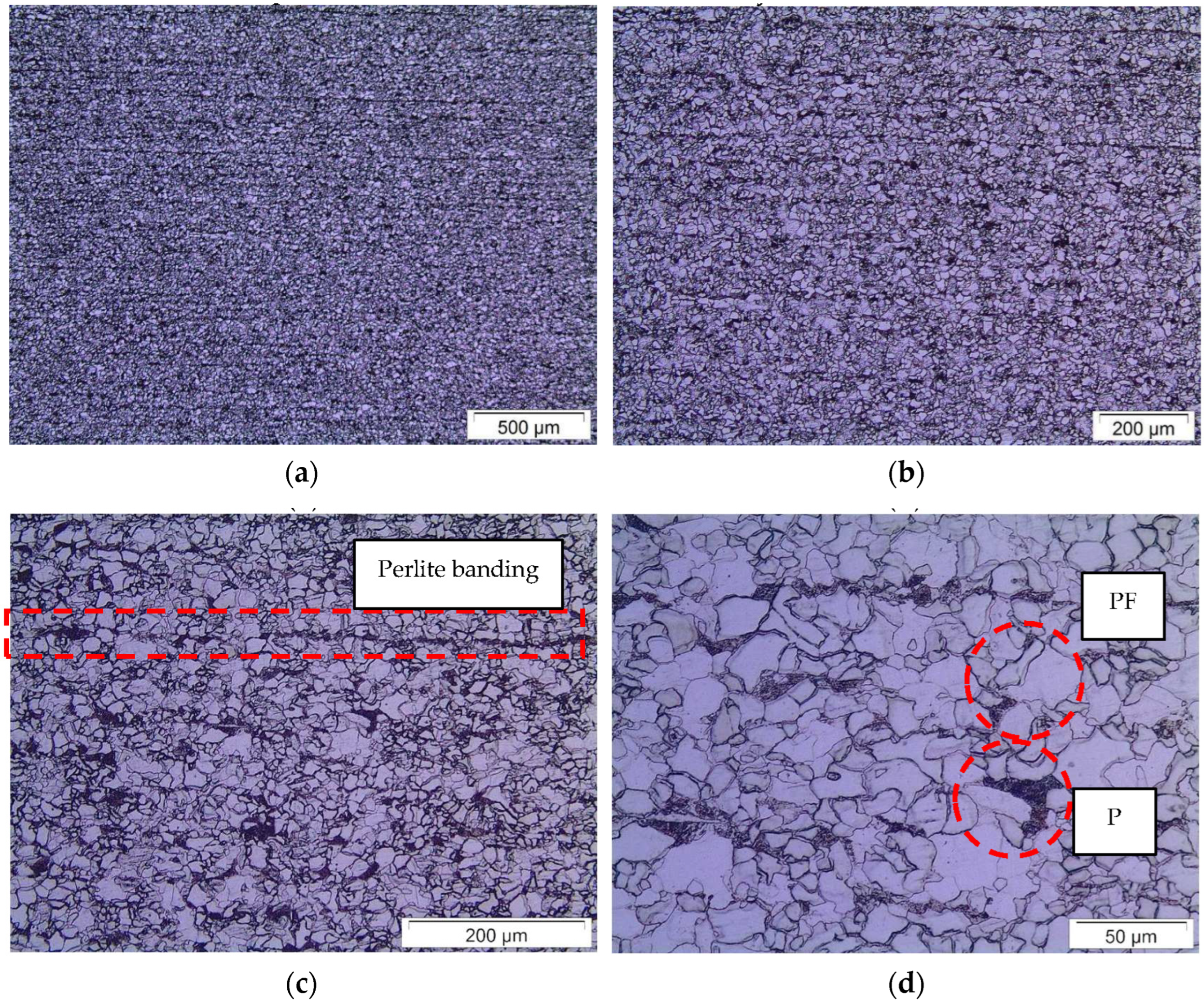
3.1. Metallographic Analysis
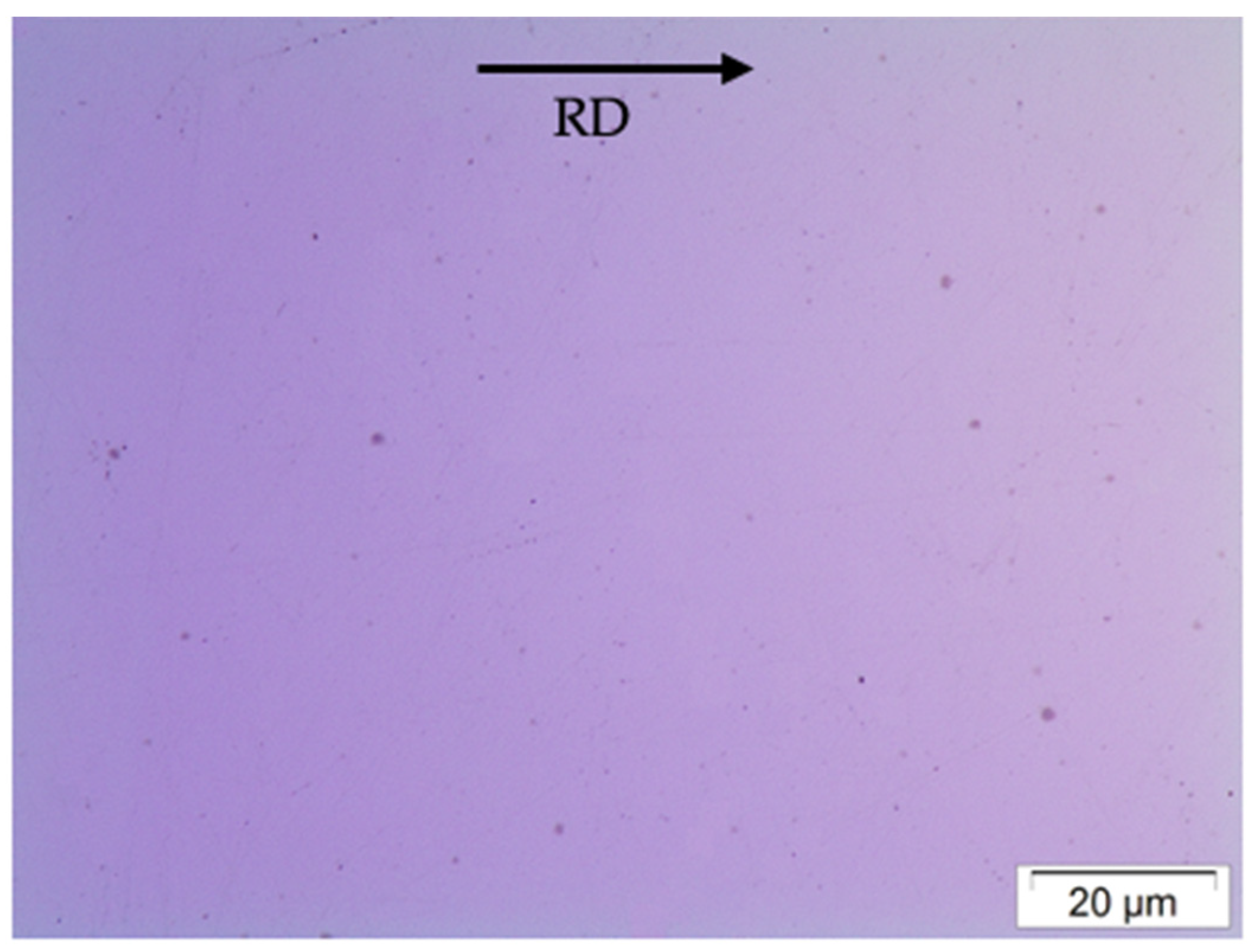
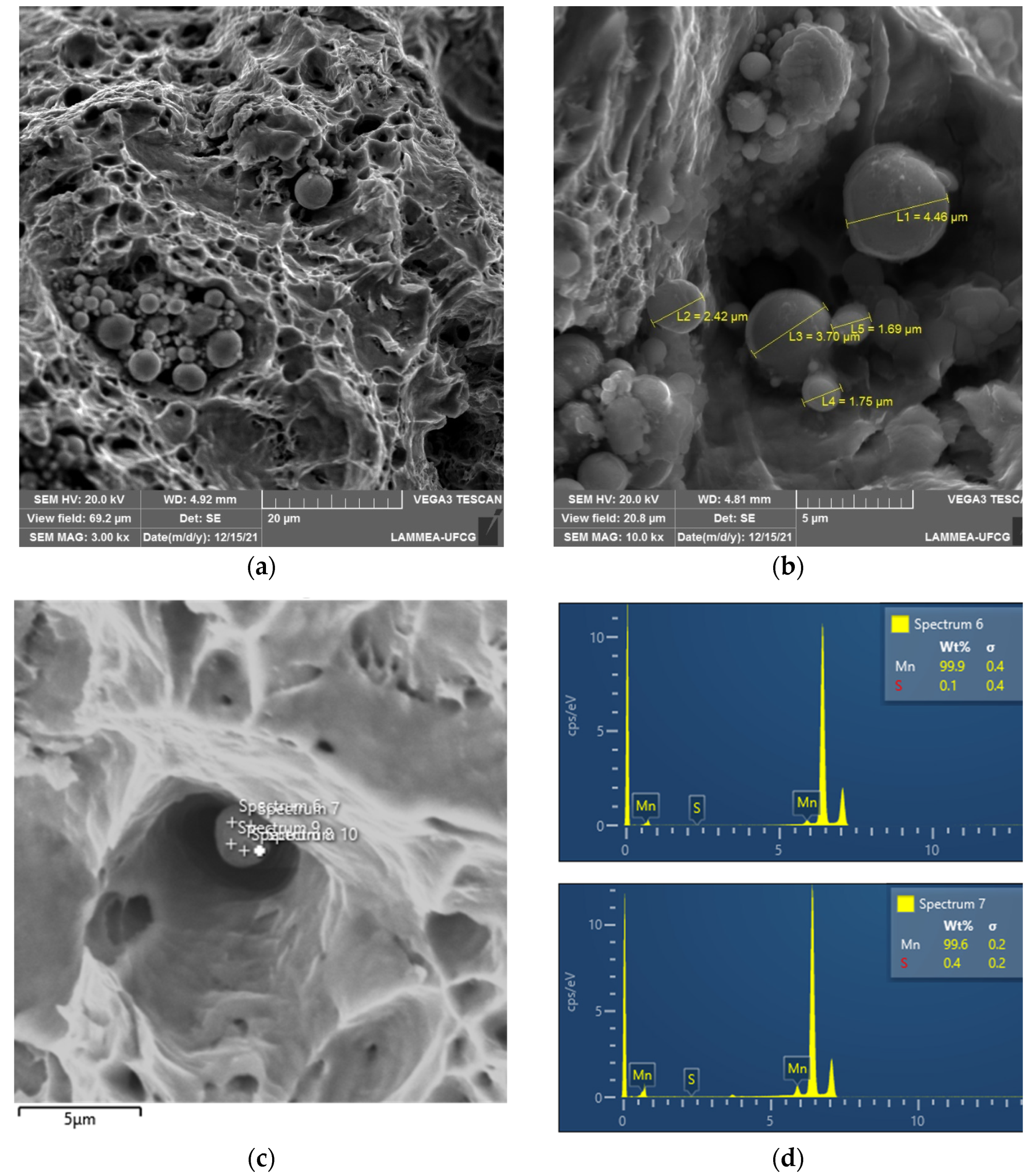
3.1.1. Inclusions Observation
3.1.2. Microstructure Observation
3.1.3. Grain Size Estimation
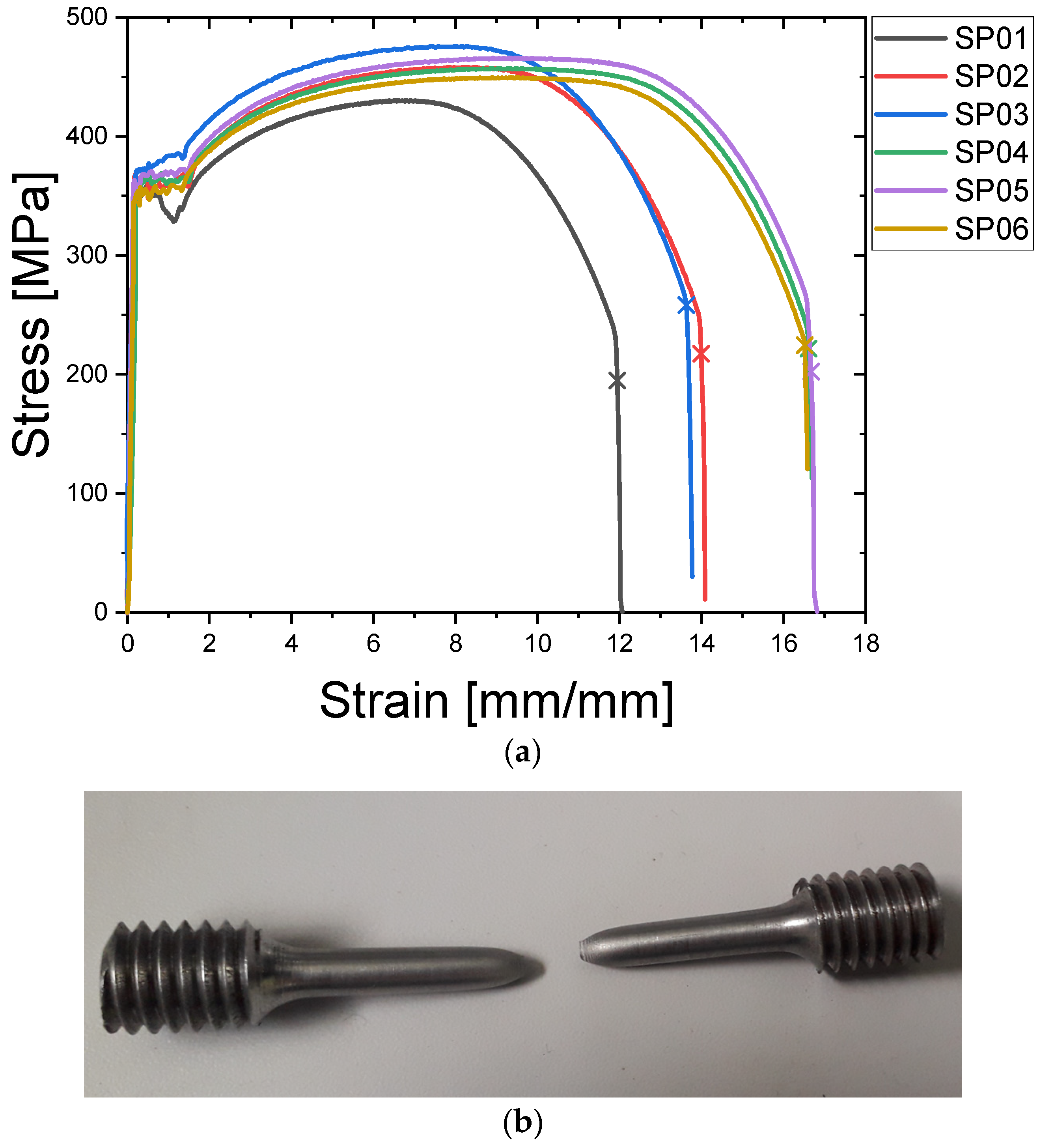
3.2. Tensile Test
3.2.1. Tensile Properties
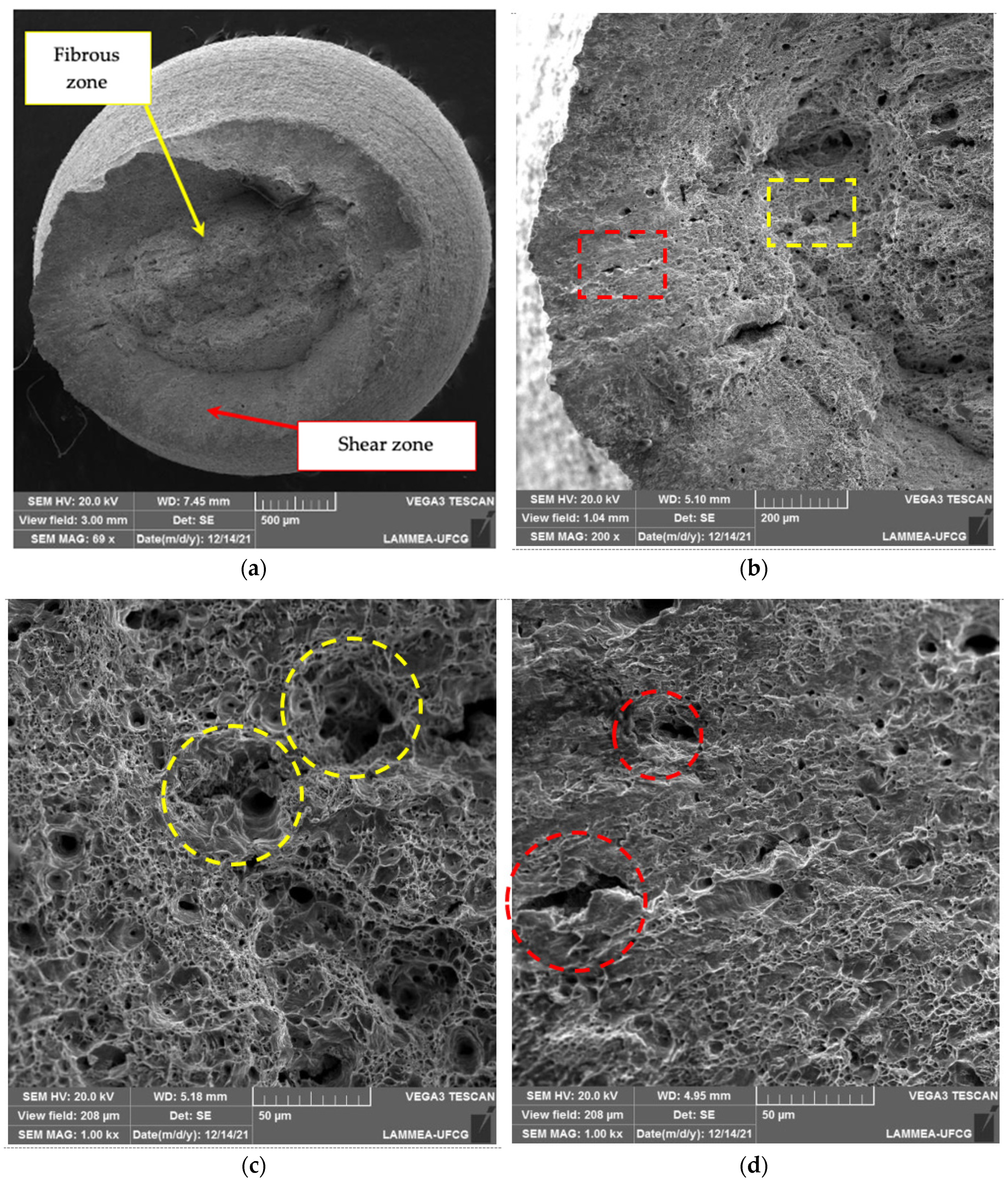
3.2.2. Fractography of Tensile Specimens
3.3. Fracture Toughness Test
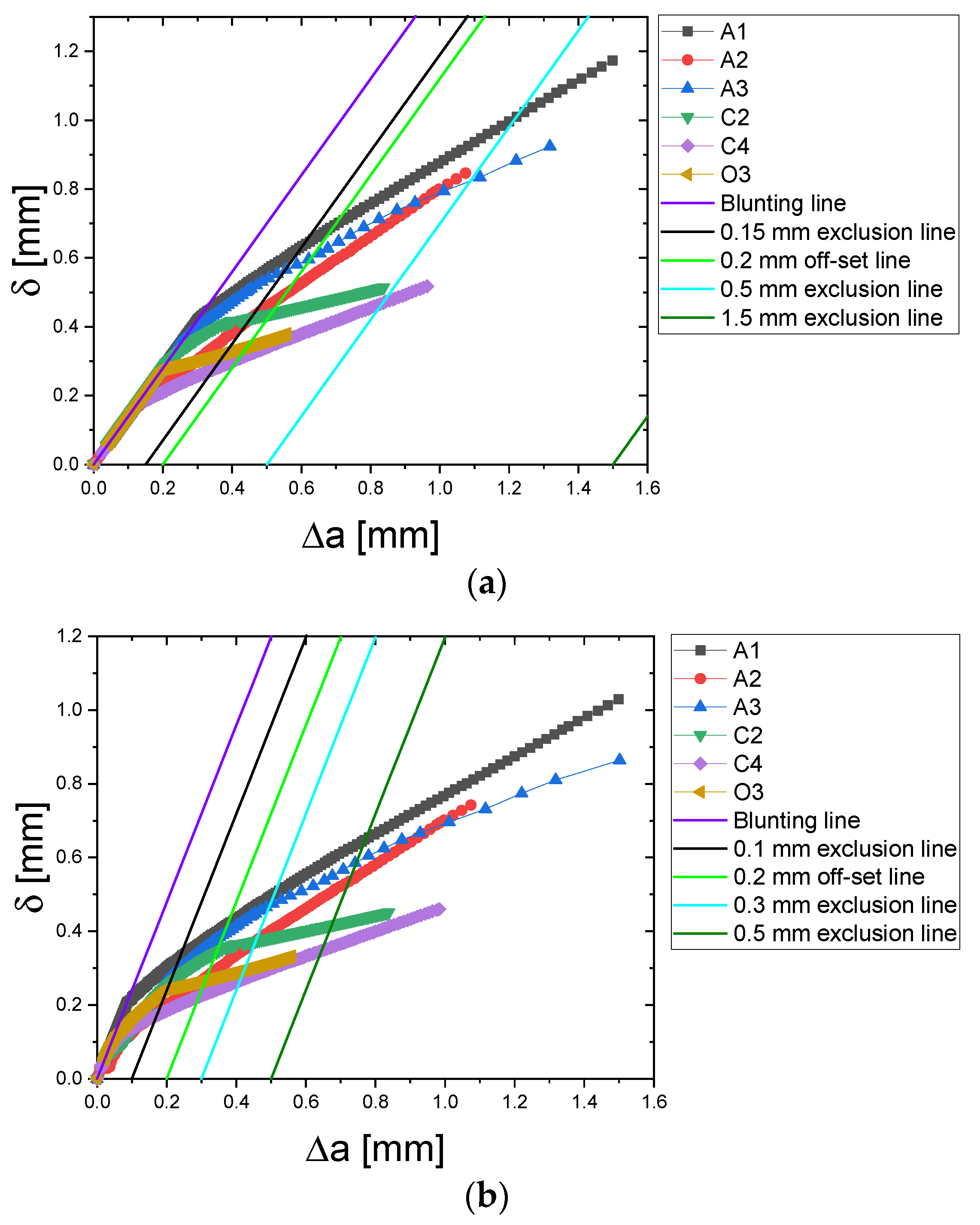
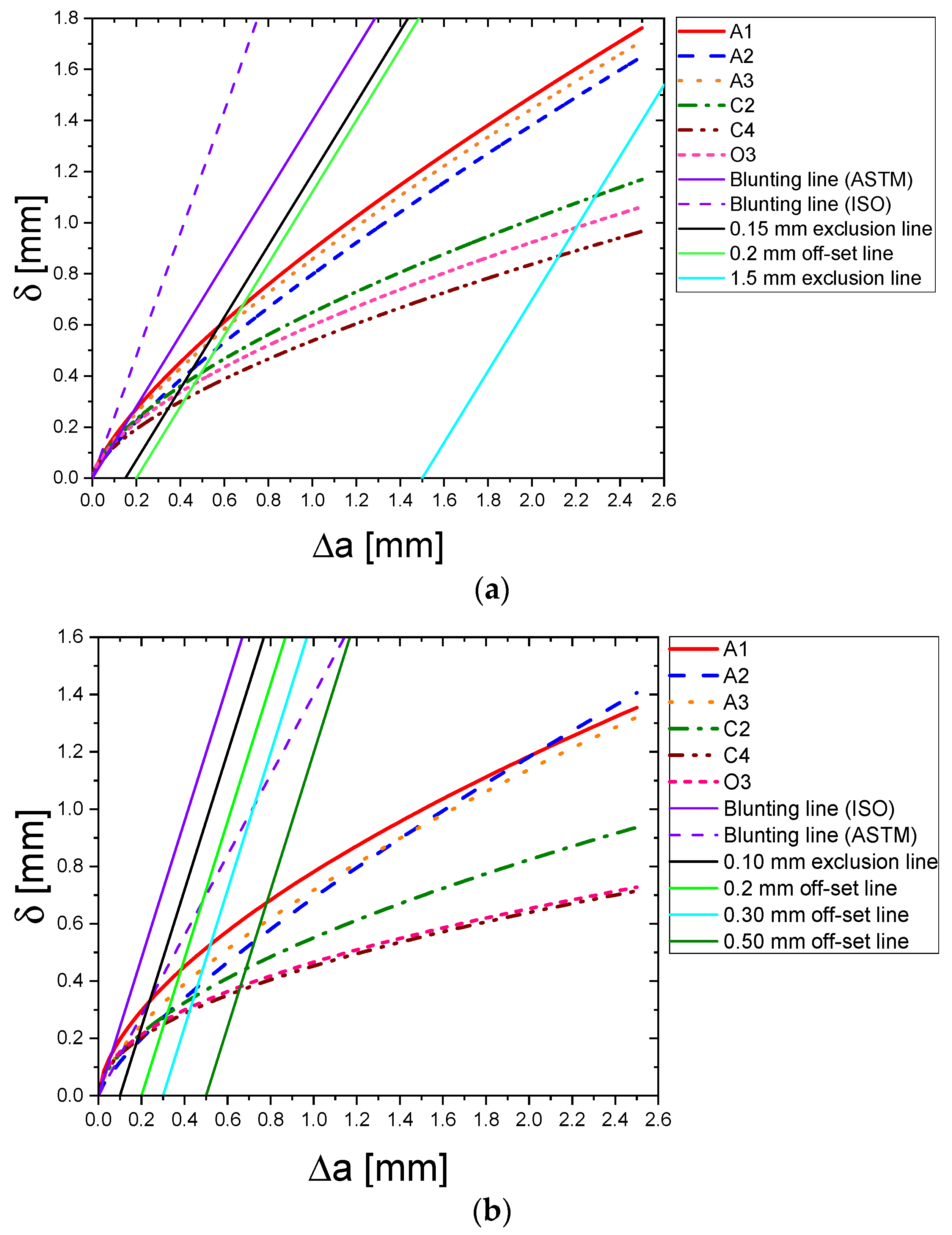
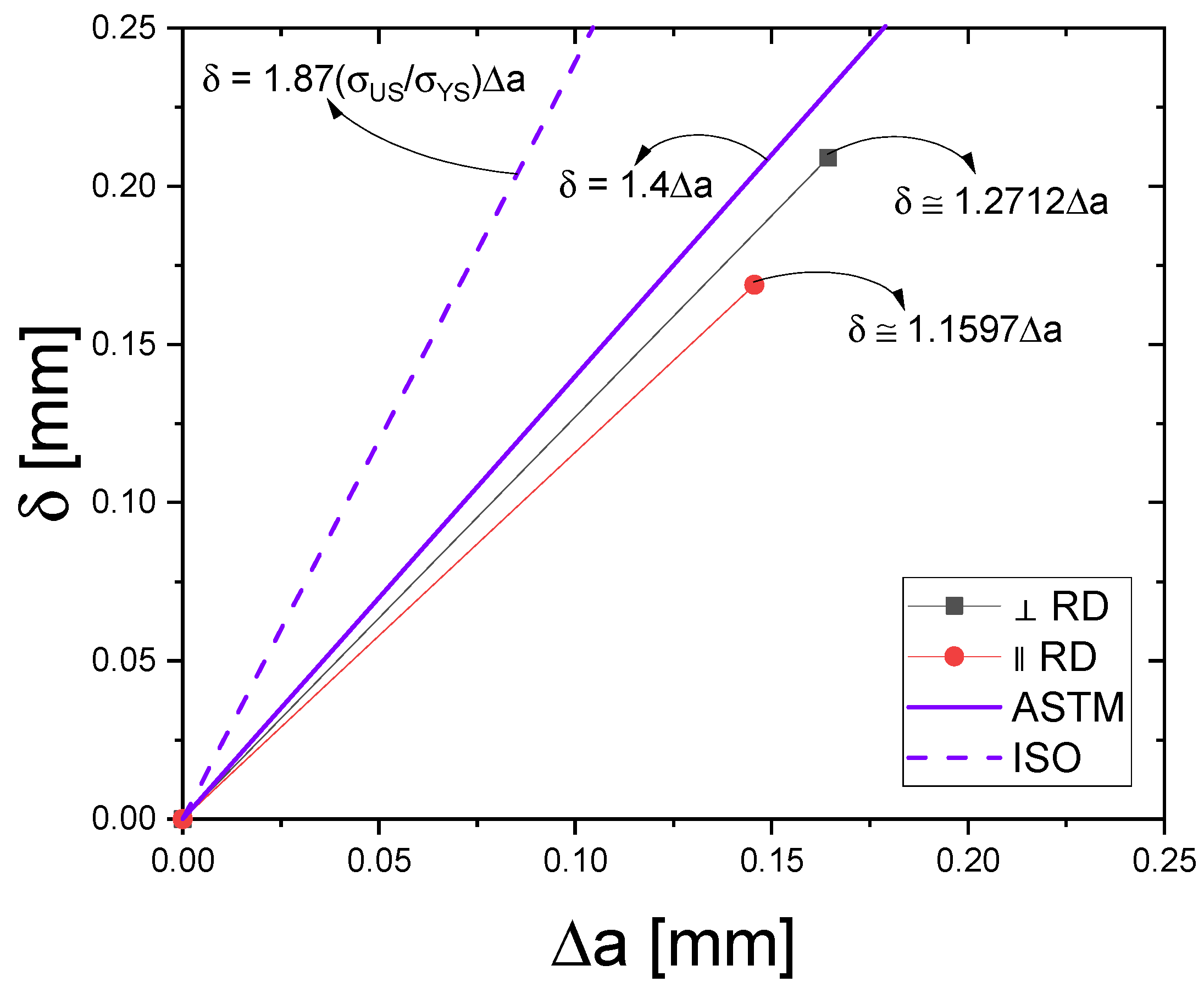
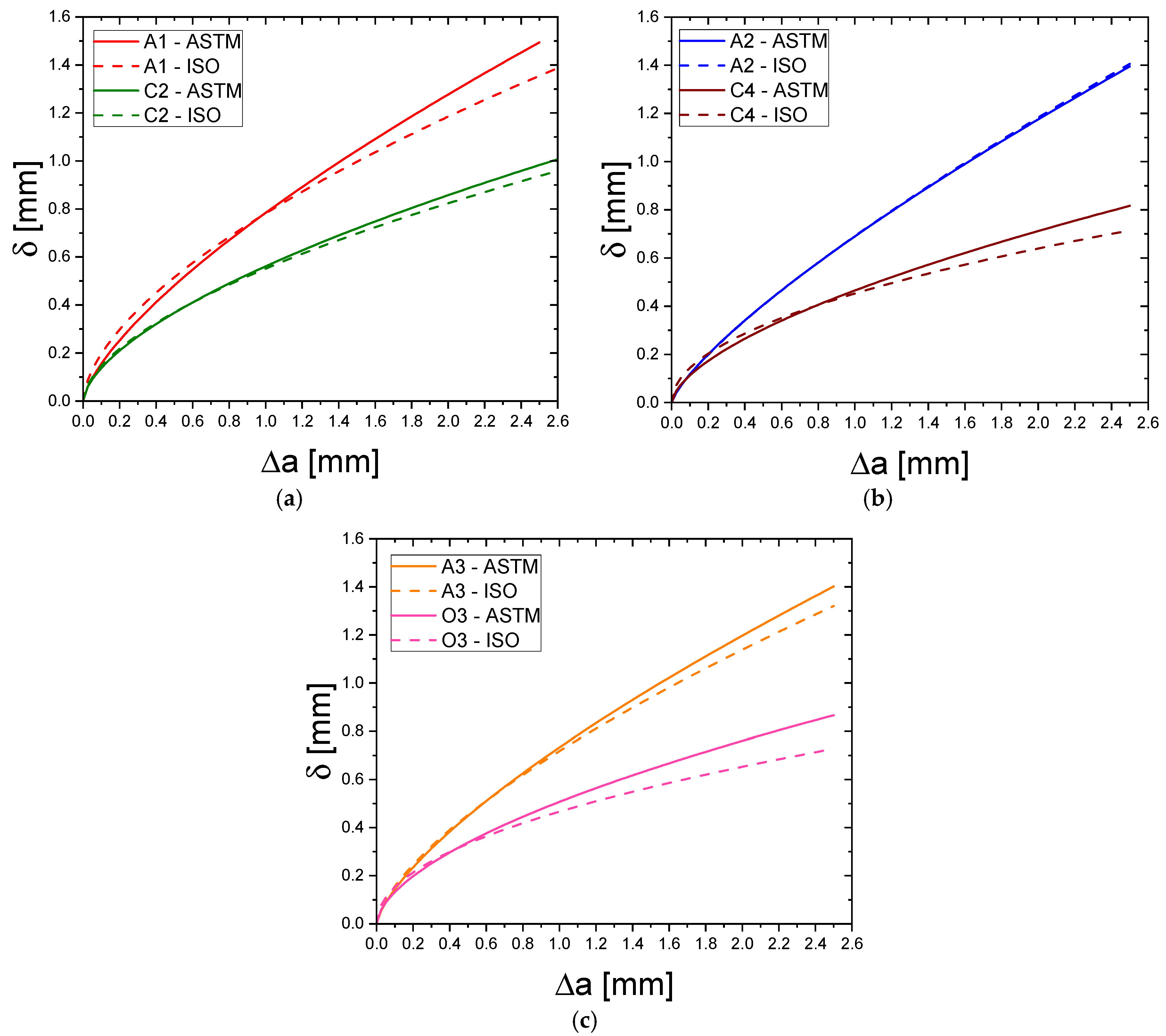
3.3.1. Resistance Curve
3.3.2. Fractography of C(T) Specimens
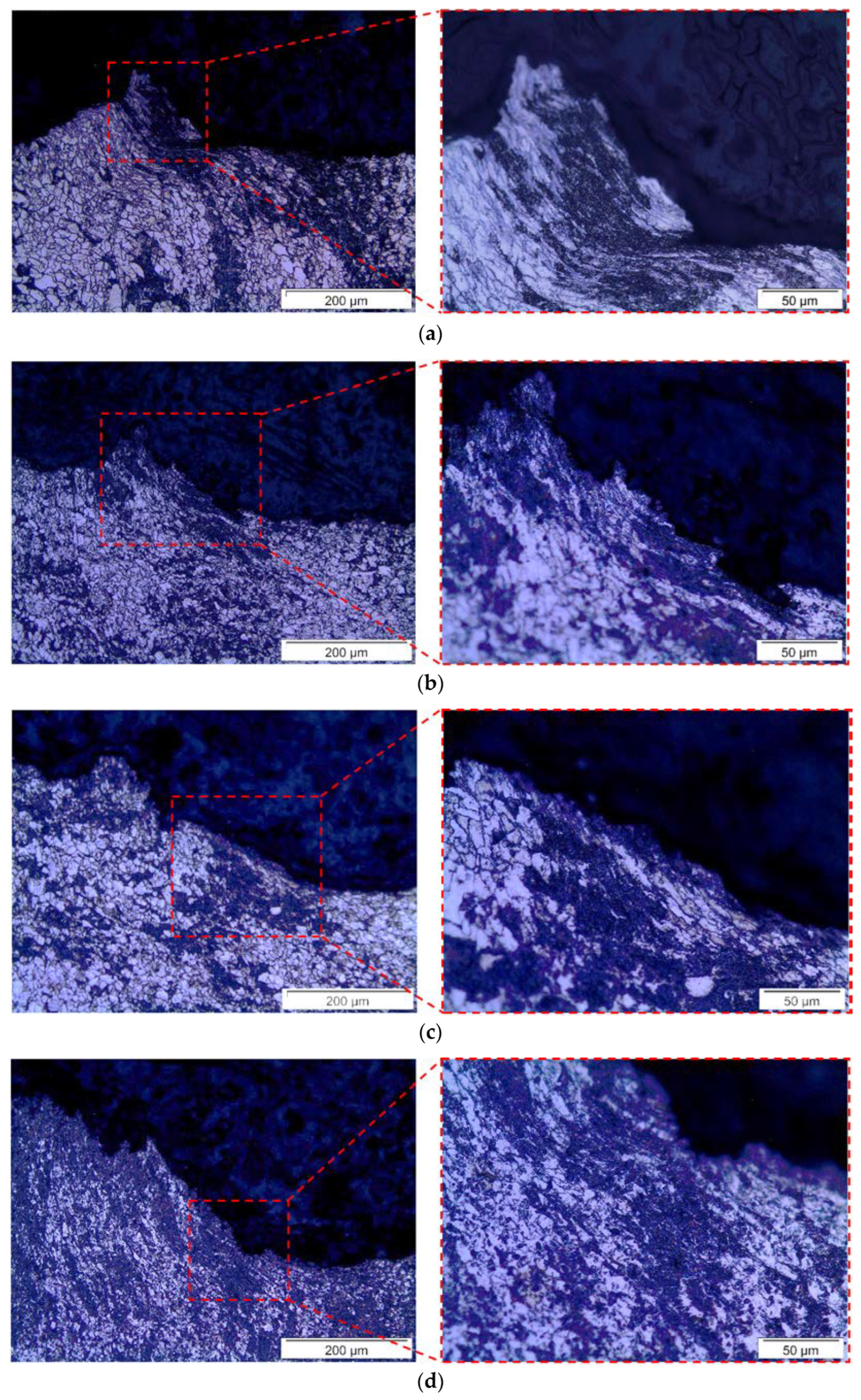
3.3.3. Crack Path and Microstructure Interaction
4. Discussion
4.1. Tensile and Fracture Toughness Anisotropy
4.2. Differences between ASTM and ISO Estimated Fracture Toughness
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ashby, M.F. Materials selection in conceptual design. Mater. Sci. Technol. 1989, 5, 517–525. [Google Scholar] [CrossRef]
- Underwood, J.H.; Troiano, E. Critical Fracture Processes in Army Cannons: A Review. J. Press. Vessel. Technol. 2003, 125, 287–292. [Google Scholar] [CrossRef]
- Underwood, J.H.; Farrara, R.A.; Audino, M.J. Yield-Before-Break fracture mechanics analysis of high-strength steel pressure vessels. J. Press. Vessel. Technol. 1995, 117, 79–84. [Google Scholar] [CrossRef]
- Bourga, R.; Moore, P.; Janin, Y.J.; Wang, B.; Sharples, J. Leak-before-break: Global perspectives and procedures. Int. J. Press. Vessel. Pip. 2015, 129–130, 43–49. [Google Scholar] [CrossRef]
- Ukadgaonker, V.G.; Babu, R.S. Review of work related to ‘leak-before-break’ assessment. Int. J. Press. Vessel. Pip. 1996, 69, 135–148. [Google Scholar] [CrossRef]
- ASTM E1820-22e1; Standard Test Method for Measurement of Fracture Toughness. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- ISO 12135:2016; Metallic Materials—Unified Method of Test for the Determination of Quasistatic Fracture Toughness. ISO: Geneva, Switzerland, 2021.
- Landes, J.D. Evaluation of the ISO J initiation procedure using the EURO fracture toughness data set. Int. J. Fract. 2007, 145, 285–297. [Google Scholar] [CrossRef]
- Arora, K.S.; Viehrig, H.W. Evaluation of the ASTM and ISO J initiation procedures by applying the unloading compliance technique to reactor pressure vessel steels. J. Test. Eval. 2011, 39, 975–984. [Google Scholar] [CrossRef]
- Khandelwal, H.; Singh, R.; Chakravartty, J. Fracture-toughness evaluation of solution heat-treated Zr-2.5 Nb alloys as per ASTM and ISO standards. J. Test. Eval. 2016, 44, 1542–1557. [Google Scholar] [CrossRef]
- Li, X.; Ding, Z.; Liu, C.; Bao, S.; Gao, Z. Evaluation and comparison of fracture toughness for metallic materials in different conditions by ASTM and ISO standards. Int. J. Press. Vessel. Pip. 2020, 187, 104189. [Google Scholar] [CrossRef]
- Landes, J.D. The blunting line in elastic-plastic fracture. Fatigue Fract. Eng. Mater. Struct. 1995, 18, 1289–1297. [Google Scholar] [CrossRef]
- Gao, H.; Wang, W.; Wang, Y.; Zhang, B.; Li, C.Q. A modified normalization method for determining fracture toughness of steel. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 16. [Google Scholar] [CrossRef]
- Malito, L.G.; Sov, J.V.; Gludovatz, B.; Ritchie, R.O.; Pruitt, L.A. Fracture toughness of ultra-high molecular weight polyethylene: A basis for defining the crack-initiation toughness in polymers. J. Mech. Phys. Solids 2019, 122, 15. [Google Scholar] [CrossRef]
- Mokhtarishirazabad, M.; Mostafavi, M. Some observations on failure of austenitic stainless steel: Effects of in- and out of plane constraint. Procedia Struct. Integr. 2019, 18, 15. [Google Scholar] [CrossRef]
- Rice, J.R.; Sorensen, E.P. Continuing crack-tip deformation and fracture for plane-strain crack growth in elastic-plastic solids. J. Mech. Phys. Solids 1978, 26, 163–186. [Google Scholar] [CrossRef]
- Bansal, S.; Nath, S.K.; Ghosh, P.K.; Ray, S. Stretched zone width and blunting line equation for determination of initiation fracture toughness in low carbon highly ductile steels. Int. J. Fract. 2009, 159, 43–50. [Google Scholar] [CrossRef]
- ASTM A516/A516M-17; Standard Specification for Pressure Vessel Plates, Carbon Steel, for Moderate- and Lower-Temperature Service. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM E3-11; Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM E407-07; Standard Practice for Microetching Metals and Alloys. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- ASTM E8/E8M-22; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2022. [CrossRef]
- Zhu, X.-K.; Joyce, J.A. Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng. Fract. Mech. 2012, 85, 1–46. [Google Scholar] [CrossRef]
- Herrera, R.; Landes, J.D.; Direct, J.-R. Curve Analysis: A Guide to the Methodology. In Fracture Mechanics: Twenty-First Symposyum—ASTM STP 1074; Gudas, J.P., Joyce, J.A., Hackett, E.M., Eds.; ASTM International: Conshohocken, PA, USA, 1990; pp. 24–43. [Google Scholar] [CrossRef]
- Landes, J.; Zhou, Z.; Lee, K.; Herrera, R. Normalization method for developing JR curves with the LMN function. J. Test. Eval. 1991, 19, 305–311. [Google Scholar] [CrossRef]
- Joyce, J.A. Analysis of a high rate round robin based on proposed annexes to ASTM E 1820. J. Test. Eval. 2001, 29, 329–351. [Google Scholar] [CrossRef]
- Fernández-Pisón, P.; Rodríguez-Martínez, J.A.; García-Tabarés, E.; Avilés-Santillana, I.; Sgobba, S. Flow and fracture of austenitic stainless steels at cryogenic temperatures. Eng. Fract. Mech. 2021, 258, 28. [Google Scholar] [CrossRef]
- Rybakina, O.G.; Strogonova, O.A. A Method of the JR-curve Determination Using Linear Normalization. In Advances in Solid and Fracture Mechanics: A Liber Amicorum to Celebrate the Birthday of Nikita Morozov, 1st ed.; Altenbach, H., Bauer, S.M., Belyaev, A.K., Indeitsev, D.A., Matveenko, V.P., Petrov, Y.V., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 211–220. [Google Scholar] [CrossRef]
- Gao, H.; Li, C.-Q.; Wang, W.; Wang, Y.; Zhang, B. Factors affecting the agreement between unloading compliance method and normalization method. Eng. Fract. Mech. 2020, 235, 14. [Google Scholar] [CrossRef]
- Zhu, X.-K.; Joyce, J.A. J–Resistance curve testing of HY80 steel using SE(B) specimens and normalization method. Eng. Fract. Mech. 2007, 74, 2263–2281. [Google Scholar] [CrossRef]
- Landes, J.D.; Herrera, R. A new look at J-R curve analysis. Int. J. Fract. 1988, 36, R9–R14. [Google Scholar] [CrossRef]
- Linares, A.E.; Clowers, L.; Chen, X.; Sokolov, M.; Nanstad, R. Using automated J-R Curve analysis software to simplify testing and save time. Adv. Mater. Process. 2019, 177, 4. [Google Scholar]
- Lucon, E.; Benzing, J.; Hrabe, N. Effect of Precrack Configuration and Lack-of-Fusion on the Elastic-Plastic Fracture Toughness of Additively Manufactured Ti-6Al-4V parts. Mater Perform Charact 2020, 9, 25. [Google Scholar] [CrossRef] [PubMed]
- Tan, L.; Chen, X.F. Intermediate-Term Thermal Aging Effect Evaluation for Grade 92 and 316L at the LWR Relevant Temperature; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2020; p. 27. [Google Scholar]
- Tan, L.; Chen, X. Long-Term Thermal Aging Effect Evaluation for Grade 92 and 316L at The LWR Relevant Temperature; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2021; p. 32. [Google Scholar]
- González-Velázquez, J.L. Fractography and Failure Analysis, 1st ed.; Springer: Cham, Switzerland, 2018; p. 165. [Google Scholar] [CrossRef]
- Liu, D.; Xue, Z.; Song, S. Effect of Manganese on the Formation Mechanism of Nonmetallic Inclusions in Fe–xMn–7Al–0.7 C Lightweight Steel. Steel Res. Int. 2023, 94, 10. [Google Scholar] [CrossRef]
- Xu, X.-Y.; Zeng, Z.-Q.; Tian, Q.-R.; Cao, C.-W.; Shen, P.; Fu, J.-X. Application of fractal theory to study morphology of manganese sulfide inclusion in resulfurized free-cutting steels. J. Iron Steel Res. Int. 2023, 30, 13. [Google Scholar] [CrossRef]
- Liu, N.; Tian, Q.; Wang, Z.; Xu, X.; Fu, J. Modification of MnS inclusion with trace tellurium to improve the machinability of medium-carbon low-sulfur steel. Ironmak. Steelmak. 2023, 1–9. [Google Scholar] [CrossRef]
- Tian, Q.; Liu, B.; Shen, W.; Hu, T.; Fu, J.; Xu, X. Nucleation, Growth, Sintering, and Densification of Sulfide in 1215MS Free-Cutting Steel Billet. Steel Res. Int. 2023, 1–11. [Google Scholar] [CrossRef]
- Chen, Z.; Butcher, C. Micromechanics Modelling of Ductile Fracture, 1st ed.; Springer: Dordrecht, The Netherlands, 2013; p. 307. [Google Scholar] [CrossRef]
- Pineau, A.; Pardoen, T. Failure of Metals. In Comprehensive Structural Integrity; Milne, I., Ritchie, R.O., Karihaloo, B., Eds.; Pergamon: Oxford, UK, 2007; Volume 2, pp. 684–797. [Google Scholar] [CrossRef]
- Argon, A.S.; Im, J.; Safoglu, R. Cavity formation from inclusions in ductile fracture. Metall. Trans. A 1975, 6, 825. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Džugan, J.; Viehrig, H.W. Application of the normalization method for the determination of J–R curves. Mater. Sci. Eng. A 2004, 387–389, 307–311. [Google Scholar] [CrossRef]
- de Menezes, J.T.O.; Ipiña, J.E.P.; Castrodeza, E.M. Normalization method for J-R curve determination using SENT specimens. Eng. Fract. Mech. 2018, 199, 658–671. [Google Scholar] [CrossRef]
- Scibetta, M.; Lucon, E.; Schuurmans, J.; van Walle, E. Numerical simulations to support the normalization data reduction technique. Eng. Fract. Mech. 2006, 73, 524–534. [Google Scholar] [CrossRef]
- Rosenthal, Y.; Tobler, R.; Purtscher, P. JIC Data Analysis Methods with a “Negative Crack Growth” Correction Procedure. J. Test. Eval. 1990, 18, 301–304. [Google Scholar] [CrossRef]
- Seok, C.-S. Correction methods of an apparent negative crack growth phenomenon. Int. J. Fract. 2000, 102, 259–269. [Google Scholar] [CrossRef]
- Underwood, J.; Troiano, E.; Abbott, R. Simpler JIC Test and Data Analysis Procedures for High-Strength Steels. In Fracture Mechanics: Twenty-Fourth Volume; Landes, J.D., McCabe, D.E., Boulet, J.A.M., Eds.; ASTM International: Philadelphia, PA, USA, 1994; Volume 24, pp. 410–421. [Google Scholar] [CrossRef]
- Marquardt, D.W. An algorithm for least-squares estimation of nonlinear parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Nelles, O. Nonlinear System Identification: From Classical Approaches to Neural Networks, Fuzzy Models, and Gaussian Processes, 1st ed.; Springer: Cham, Switzerland, 2020; p. 1225. [Google Scholar] [CrossRef]
- Matrosov, Y.I.; Polyakov, I.E. Increasing the toughness and ductility and decreasing the property anisotropy of low-allow steels. Stal 1976, 2, 162–167. [Google Scholar]
- Spitzig, W.A. Effect of sulfide inclusion morphology and pearlite banding on anisotropy of mechanical properties in normalized C-Mn steels. Metall. Trans. A 1983, 14, 271–283. [Google Scholar] [CrossRef]
- Wilson, P.C.; Murty, Y.V.; Kattamis, T.Z.; Mehrabian, R. Effect of homogenization on sulphide morphology and mechanical properties of rolled AISI 4340 steel. Met. Technol. 1975, 2, 241–244. [Google Scholar] [CrossRef]
- Mohan, R.; Marschal, C.; Krishnaswamy, P.; Brus, F.; Ghadiali, N.; Wilkowski, G.M. Effects of Toughness Anisotropy and Combined Tension, Torsion, and Bending Loads on Fracture Behavior of Ferritic Nuclear Pipe; NUREG/CR-6299; U.S. Nuclear Regulatory Commission: Columbus, OH, USA, 1995; p. 117.
- Baker, T.J.; Gave, K.B.; Charles, J.A. Inclusion deformation and toughness anisotropy in hot-rolled steels. Met. Technol. 1976, 3, 183–193. [Google Scholar] [CrossRef]
- Ghosh, A.; Modak, P.; Dutta, R.; Chakrabarti, D. Effect of MnS inclusion and crystallographic texture on anisotropy in Charpy impact toughness of low carbon ferritic steel. Mater. Sci. Eng. A 2016, 654, 298–308. [Google Scholar] [CrossRef]
- Inoue, T.; Kimura, Y. Effect of initial notch orientation on fracture toughness in fail-safe steel. J. Mater. Sci. 2013, 48, 4766–4772. [Google Scholar] [CrossRef]
- Ju, J.-B.; Lee, J.-S.; Jang, J.-I. Fracture toughness anisotropy in a API steel line-pipe. Mater. Lett. 2007, 61, 5178–5180. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.; Zhang, Y. Effect of the notch depth on fracture behavior of TC4 titanium alloy sheets. Eng. Fract. Mech. 2023, 277, 18. [Google Scholar] [CrossRef]
- Ji, S.; Ren, Y.; Zhang, L. Inclusions in Calcium-Treated and Resulfurized Al-Killed Steels. Steel Res. Int. 2023, 18, 2200838. [Google Scholar] [CrossRef]
- Krasovskii, A.Y.; Vainshtok, V.A. Crystallography of cleavage in BCC metals. Strength Mater. 1977, 9, 1091–1099. [Google Scholar] [CrossRef]
- Das, A.; Viehrig, H.W.; Bergner, F.; Heintze, C.; Altstadt, E.; Hoffmann, J. Effect of microstructural anisotropy on fracture toughness of hot rolled 13Cr ODS steel—The role of primary and secondary cracking. J. Nucl. Mater. 2017, 491, 83–93. [Google Scholar] [CrossRef]
- González, J.I.V.; Fernández-González, D.; González, L.F.V. Physical Metallurgy and Heat Treatment of Steel; Springer: Cham, Switzerland, 2022; p. 332. [Google Scholar] [CrossRef]
- Ray, B.C.; Prusty, R.K.; Nayak, D. Phase Transformations and Heat Treatments of Steels, 1st ed.; CRC Press: Boca Raton, FL, USA, 2020; p. 222. [Google Scholar] [CrossRef]
- Mills, W.J. On the relationship between stretch zone formation and the J Integral for high strain-hardening materials. J. Test. Eval. 1981, 9, 56–62. [Google Scholar] [CrossRef]
- Weidner, A.; Mottitschka, T.; Biermann, H.; Henkel, S. Determination of stretch zone width and height by powerful 3D SEM imaging technology. Eng. Fract. Mech. 2013, 108, 294–304. [Google Scholar] [CrossRef]
- Park, S.; Kayani, S.H.; Park, E.H.; Kim, J.G.; Kim, S.; Sung, H.; Seol, J.B. Microstructural Effects on J-Integral Fracture Toughness of Welded High-Mn Steels at 298 and 77 K. Steel Res. Int. 2023, 94, 8. [Google Scholar] [CrossRef]
- Sakurai, T.; Umezawa, O. Fracture toughness and martensitic transformation in type 316LN austenitic stainless steel extra-thick plates at 4.2 K. Mater. Sci. Eng. A 2023, 862, 12. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Perlite | Ferrite |
|---|---|---|
| 1 | 23.64% | 76.37% |
| 2 | 21.70% | 78.30% |
| 3 | 19.47% | 80.53% |
| 4 | 26.05% | 73.95% |
| Mean | 22.71% | 77.29% |
| SD | 2.80% | |
| Sample | [μm] | [μm] | [μm] | ASTM Grain Size | ||
|---|---|---|---|---|---|---|
| Mean ± SD | ASTM N° | |||||
| ‖ RD | ||||||
| 1 | 1934.85 | 254.50 | 7.60 | 10.79 | 10.66 ± 0.25 | 11 |
| 2 | 1971.94 | 278.00 | 7.09 | 10.99 | ||
| 3 | 2065.25 | 225.00 | 9.18 | 10.25 | ||
| 4 | 1922.48 | 246.50 | 7.80 | 10.72 | ||
| 5 | 2160.52 | 268.00 | 8.06 | 10.62 | ||
| 6 | 2023.45 | 246.00 | 8.23 | 10.56 | ||
| ⊥ RD | ||||||
| 1 | 1564.11 | 205.50 | 7.61 | 10.79 | 10.80 ± 0.12 | 11 |
| 2 | 1444.95 | 194.00 | 7.45 | 10.85 | ||
| 3 | 1590.55 | 216.50 | 7.35 | 10.89 | ||
| 4 | 1622.51 | 224.00 | 7.24 | 10.93 | ||
| 5 | 1500.16 | 195.00 | 7.69 | 10.76 | ||
| 6 | 1461.99 | 179.00 | 8.17 | 10.58 | ||
| Mechanical Property | ‖ D.L. | ⊥ D.L. |
|---|---|---|
| Mean ± SD | Mean ± SD | |
| Young’s modulus, [GPa] | 215.05 ± 15.86 | 256.03 ± 4.20 |
| Upper yield stress, [MPa] | 366.94 ± 5.71 | 351.36 ± 1.87 |
| Lower yield stress, [MPa] | 346.73 ± 17.31 | 349.61 ± 2.12 |
| Ultimate stress, [MPa] | 454.93 ± 22.96 | 457.72 ± 8.11 |
| Engineering Stress at failure, [MPa] | 223.50 ± 32.08 | 216.18 ± 12.06 |
| Elongation [%] | 27.33 ± 1.98 | 34.84 ± 0.23 |
| Reduction of the area [%] | 80.33 ± 2.19 | 81.10 ± 0.75 |
| Specimen | [mm] | [mm] | [kN] | [mm] | |
|---|---|---|---|---|---|
| A1 | 0.57 | 3.12 | 1.56 | 46.38 | 4.84 |
| A2 | 0.57 | 1.39 | 1.18 | 38.76 | 3.91 |
| A3 | 0.56 | 3.71 | 1.50 | 35.77 | 2.52 |
| C2 | 0.57 | 3.31 | 0.84 | 35.84 | 2.15 |
| C4 | 0.56 | 2.86 | 0.98 | 39.70 | 2.59 |
| O3 | 0.57 | 3.54 | 0.67 | 35.47 | 1.55 |
| Specimen | R² | R² adj. | F95% | F Test | ||
|---|---|---|---|---|---|---|
| Value ± SD | Value ± SD | |||||
| A1 | 0.78 ± 0.003 | 0.704 ± 0.004 | 0.99 | 0.99 | 3.84 | 57,158.58 |
| A2 | 0.69 ± 0.001 | 0.768 ± 0.001 | 1.00 | 1.00 | 462,113.71 | |
| A3 | 0.73 ± 0.005 | 0.708 ± 0.004 | 0.98 | 0.98 | 25,532.14 | |
| C2 | 0.56 ± 0.004 | 0.612 ± 0.006 | 0.96 | 0.96 | 19,038.07 | |
| C4 | 0.47 ± 0.002 | 0.613 ± 0.003 | 0.99 | 0.99 | 72,052.92 | |
| O3 | 0.51 ± 0.015 | 0.585 ± 0.007 | 0.95 | 0.95 | 18,083.97 |
| Specimen | R² | R² adj. | F95% | F Test | |||
|---|---|---|---|---|---|---|---|
| Value ± SD | Value ± SD | Value ± SD | |||||
| A1 | 0 ± 0.004 | 0.78 ± 0.004 | 0.60 ± 0.008 | 0.99522 | 0.9952 | 3.00 | 38,943.32 |
| A2 | 0 ± 0.001 | 0.69 ± 0.002 | 0.78 ± 0.004 | 0.99652 | 0.9965 | 111,406.22 | |
| A3 | 0 ± 0.003 | 0.72 ± 0.005 | 0.67 ± 0.008 | 0.98931 | 0.9893 | 21,062.20 | |
| C2 | 0 ± 0.005 | 0.55 ± 0.004 | 0.58 ± 0.015 | 0.97143 | 0.9713 | 9044.47 | |
| C4 | 0 ± 0.003 | 0.45 ± 0.003 | 0.50 ± 0.010 | 0.97716 | 0.9771 | 16,320.73 | |
| O3 | 0 ± 0.006 | 0.47 ± 0.004 | 0.49 ± 0.018 | 0.97464 | 0.9745 | 9606.48 |
| Specimens | ||||
|---|---|---|---|---|
| Value | Mean ± SD | Value | Mean ± SD | |
| ASTM E1820 | ||||
| A1 | 0.54 | 0.47 ± 0.07 | 0.49 | 0.48 ± 0.02 |
| A2 | 0.39 | 0.50 | ||
| A3 | 0.47 | 0.47 | ||
| C2 | 0.34 | 0.30 ± 0.04 | 0.31 | 0.27 ± 0.03 |
| C4 | 0.30 | 0.25 | ||
| O3 | 0.26 | 0.27 | ||
| ISO 12135 | ||||
| A1 | 0.44 | 0.36 ± 0.08 | 0.42 | 0.45 ± 0.05 |
| A2 | 0.29 | 0.51 | ||
| A3 | 0.36 | 0.44 | ||
| C2 | 0.28 | 0.27 ± 0.02 | 0.29 | 0.23 ± 0.05 |
| C4 | 0.25 | 0.20 | ||
| O3 | 0.26 | 0.20 | ||
| Criteria | Standard |
|---|---|
| ASTM | |
| ISO | |
| Specimen | [mm] | [mm] | [mm] | |||
|---|---|---|---|---|---|---|
| A1 | 18.38 | 31.62 | 25.00 | 10.83 | 6.59 | 1.20 |
| A2 | 20.36 | 29.93 | 7.93 | 4.29 | ||
| A3 | 18.50 | 32.27 | 9.54 | 5.34 | ||
| C2 | 18.24 | 31.79 | 6.90 | 4.27 | ||
| C4 | 19.09 | 31.18 | 6.14 | 3.75 | ||
| O3 | 17.60 | 32.40 | 5.24 | 3.96 |
| Specimen | ASTM | ISO | Note | ||
|---|---|---|---|---|---|
| Value | Mean ± SD | Value | Mean ± SD | ||
| A1 | 0.54 | 0.47 ± 0.071 | 0.44 | 0.36 ± 0.08 | ⊥ RD |
| A2 | 0.39 | 0.29 | |||
| A3 | 0.47 | 0.36 | |||
| C2 | 0.34 | 0.30 ± 0.04 | 0.28 | 0.27 ± 0.02 | ‖ RD |
| C4 | 0.30 | 0.25 | |||
| O3 | 0.26 | 0.26 | |||
| Specimens | A1 | A2 | A3 | C2 | C4 | O3 |
|---|---|---|---|---|---|---|
[μm] | 256.45 | 124.94 | 204.03 | 175.35 | 194.27 | 71.98 |
| 319.43 | 140.33 | 108.78 | 119.86 | 154.35 | 96.17 | |
| 290.80 | 86.17 | 161.03 | 126.05 | 173.44 | 145.79 | |
| 249.85 | 58.61 | 142.79 | 155.25 | 154.75 | 87.64 | |
| 252.74 | 82.07 | 190.66 | 167.98 | 193.69 | 110.01 | |
| 317.97 | 64.77 | 149.29 | 161.67 | 168.41 | 115.89 | |
| 245.02 | 112.13 | 148.32 | 156.50 | 157.77 | 105.83 | |
| 202.04 | 131.52 | 175.97 | 153.77 | 204.16 | 110.31 | |
| 24.25 | 69.71 | 129.50 | 274.84 | 100.24 | 95.49 | |
[μm] | 239.84 | 96.69 | 156.71 | 165.70 | 166.79 | 104.35 |
| Specimen | [mm] | [mm] | Note | ||||
|---|---|---|---|---|---|---|---|
| Value | Mean | Value | Mean | Value | Mean | ||
| ASTM E1820 | |||||||
| A1 | 0.54 | 0.47 | 0.29 | 0.20 | 1.87 | 2.56 | ⊥ RD |
| A2 | 0.39 | 0.11 | 3.43 | ||||
| A3 | 0.47 | 0.20 | 2.40 | ||||
| C2 | 0.34 | 0.30 | 0.19 | 0.16 | 1.83 | 1.90 | ‖ RD |
| C4 | 0.30 | 0.16 | 1.96 | ||||
| O3 | 0.26 | 0.14 | 1.92 | ||||
| ISO 12135 | |||||||
| A1 | 0.44 | 0.36 | 0.33 | 0.22 | 1.3251 | 1.84 | ⊥ RD |
| A2 | 0.29 | 0.11 | 2.5007 | ||||
| A3 | 0.36 | 0.21 | 1.7019 | ||||
| C2 | 0.36 | 0.27 | 0.20 | 0.18 | 1.8257 | 1.69 | ‖ RD |
| C4 | 0.28 | 0.19 | 1.5368 | ||||
| O3 | 0.26 | 0.16 | 1.6972 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coêlho, G.d.C.; Silva, A.A.; dos Santos, M.A.; Machado, J.J.M.; Tavares, J.M.R.S. Ductile Fracture Behavior of ASTM A516 Gr.70 Pressure Vessel Steel by ASTM and ISO Fracture Toughness Standards. Metals 2023, 13, 867. https://doi.org/10.3390/met13050867
Coêlho GdC, Silva AA, dos Santos MA, Machado JJM, Tavares JMRS. Ductile Fracture Behavior of ASTM A516 Gr.70 Pressure Vessel Steel by ASTM and ISO Fracture Toughness Standards. Metals. 2023; 13(5):867. https://doi.org/10.3390/met13050867
Chicago/Turabian StyleCoêlho, Gabriel de Castro, Antonio Almeida Silva, Marco Antonio dos Santos, José J. M. Machado, and João Manuel R. S. Tavares. 2023. "Ductile Fracture Behavior of ASTM A516 Gr.70 Pressure Vessel Steel by ASTM and ISO Fracture Toughness Standards" Metals 13, no. 5: 867. https://doi.org/10.3390/met13050867