

Influence of Slag and Refractory Materials on Inclusions during the Ladle Refining of Low Carbon Aluminum Killed Steel


Abstract
:1. Introduction
2. Experiments and Sample Analysis
2.1. Industrial Test
2.2. Laboratory Study
2.3. Analysis Method
3. Results
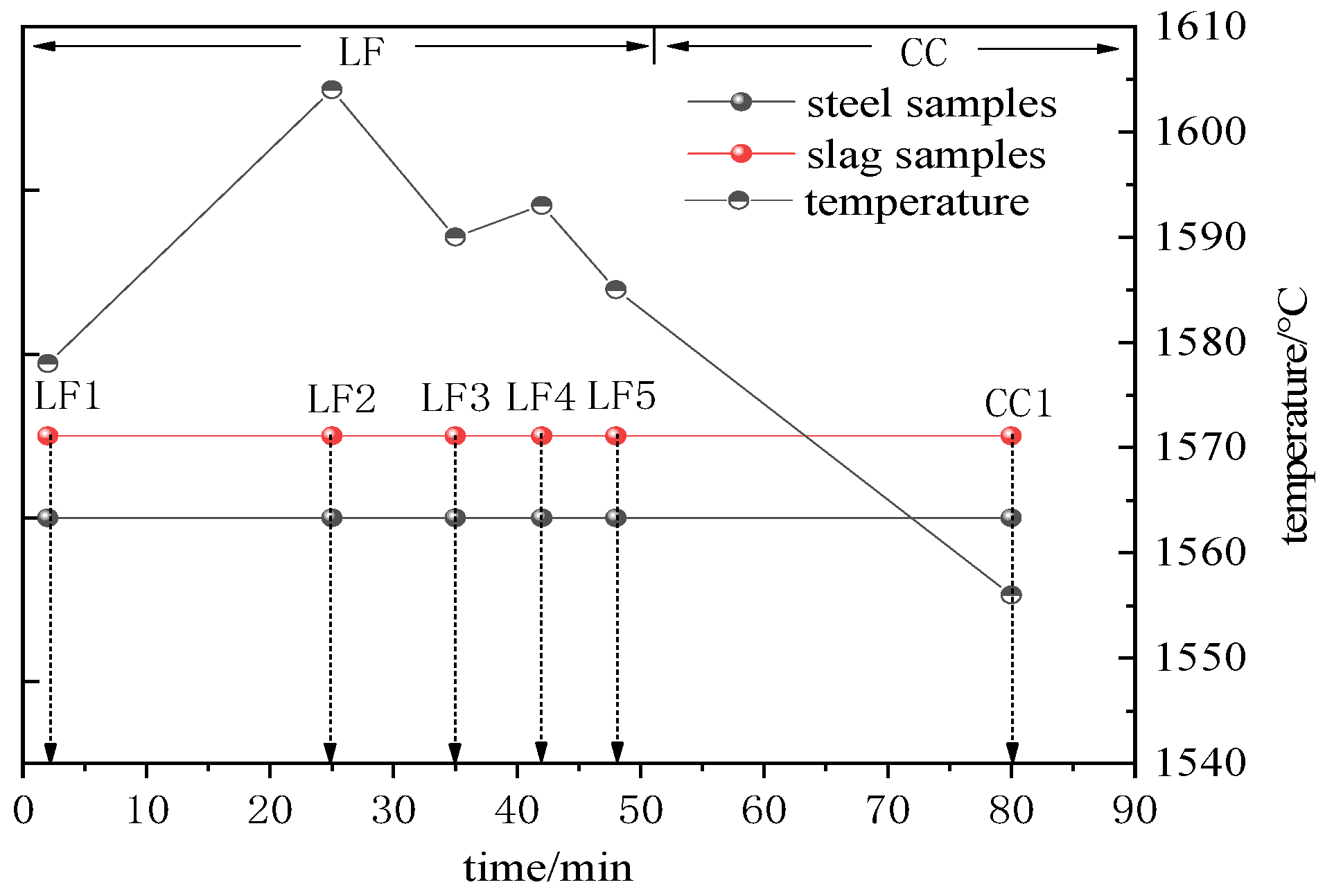
3.1. Composition of Industrial Samples
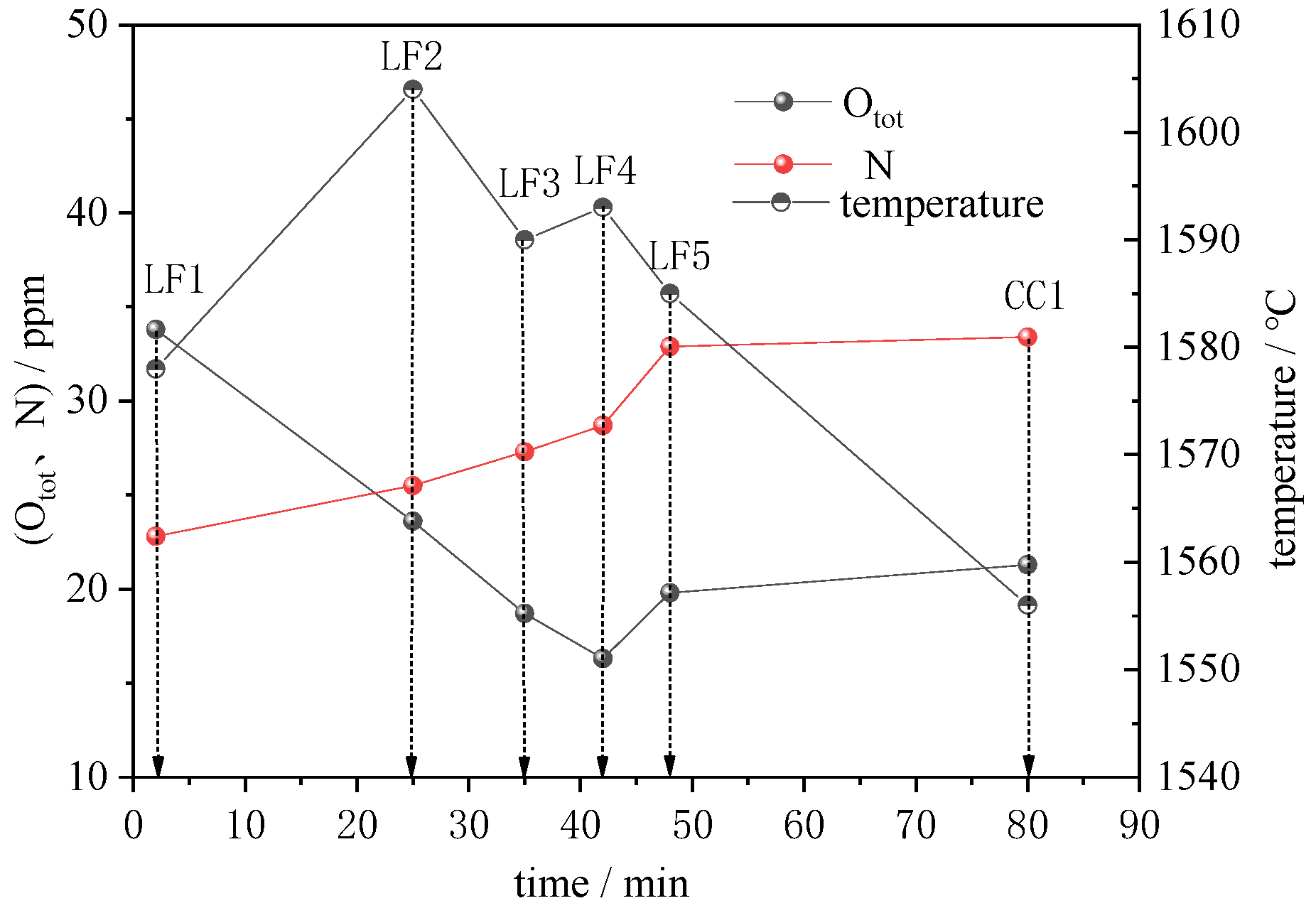
3.2. Changes of Otot and N Contents in Steel
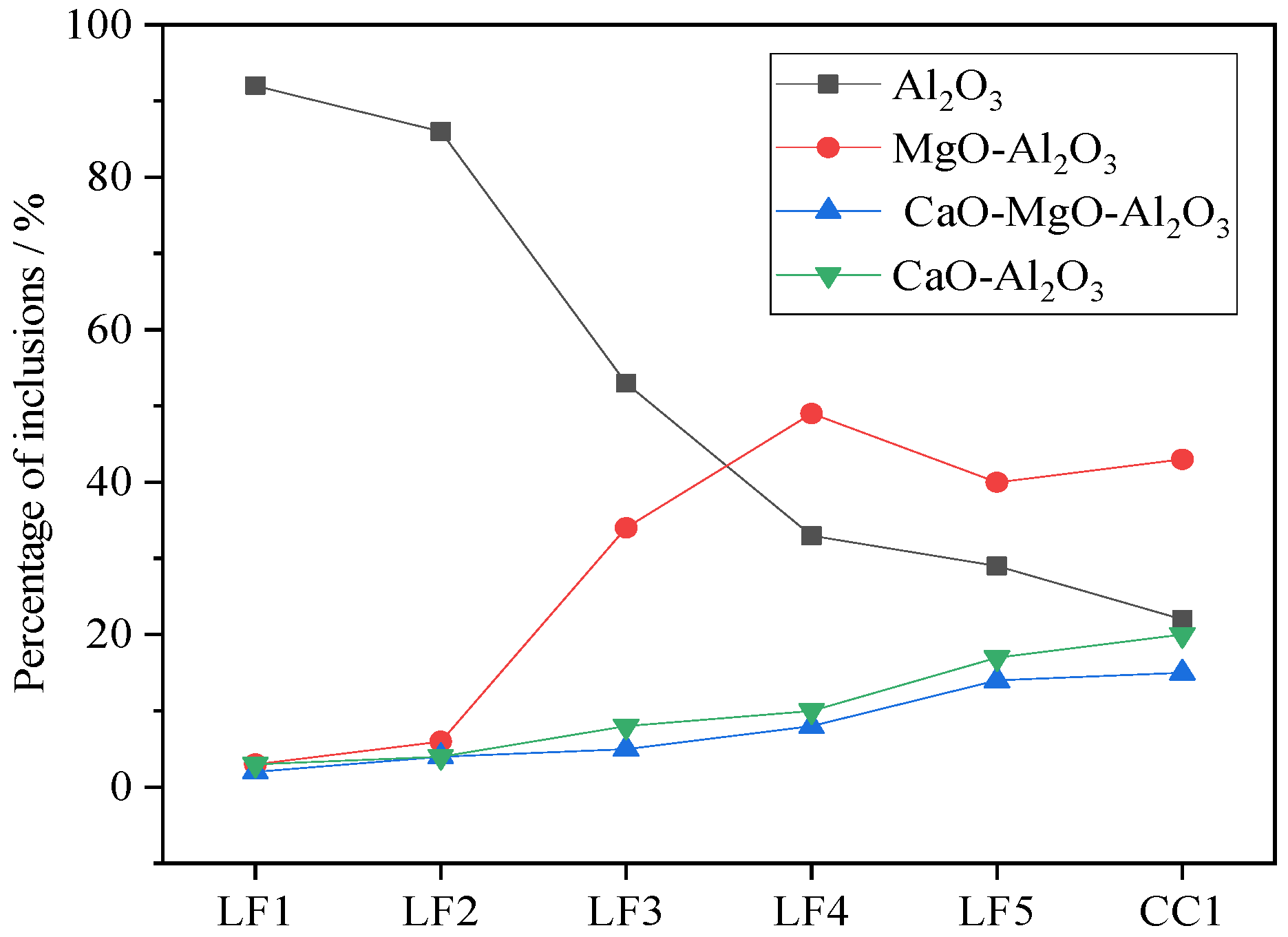
3.3. Changes of Inclusions
3.3.1. Types of Inclusions
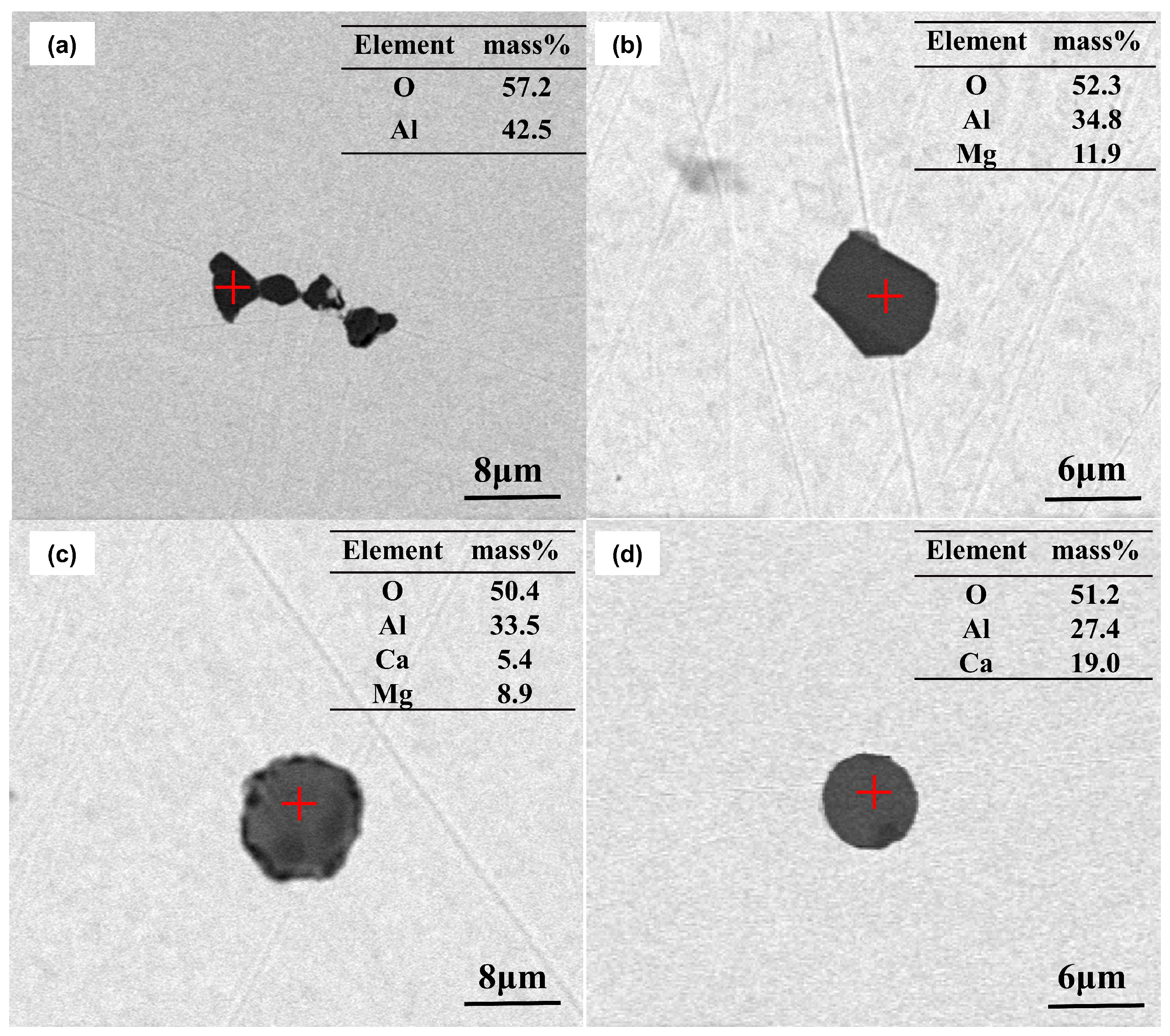
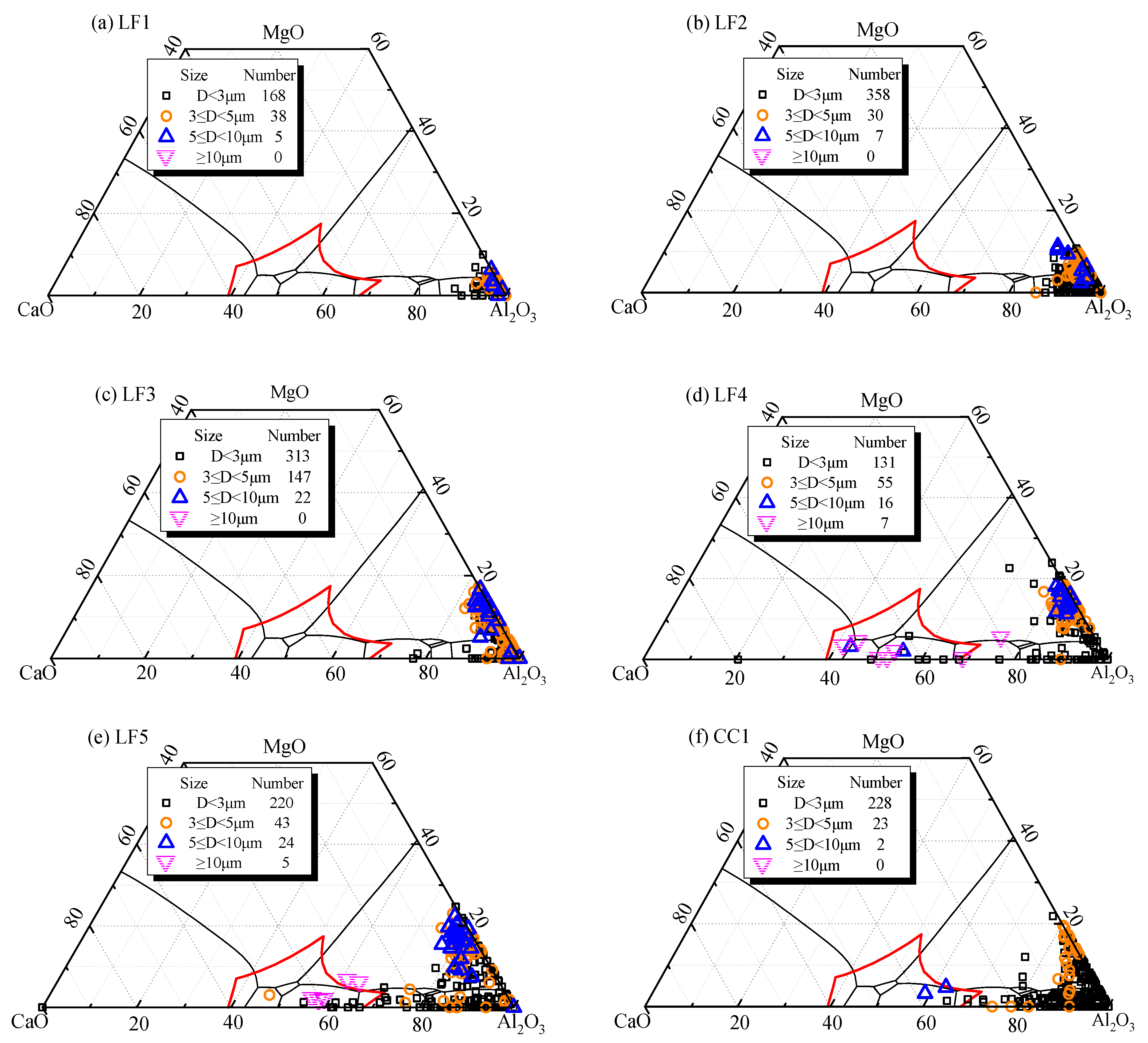
3.3.2. Compositions of Inclusions
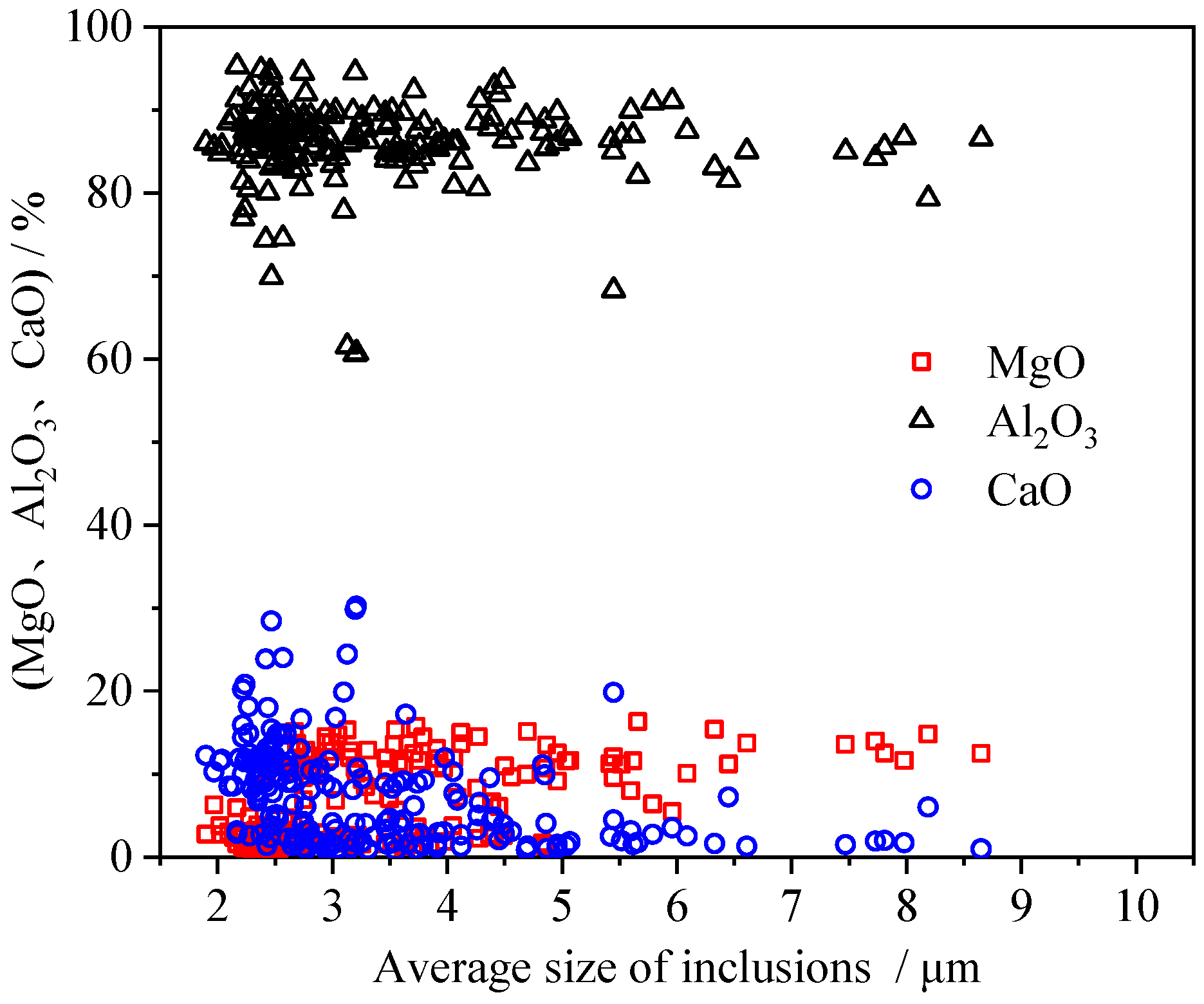
3.3.3. Quantity and Size of Inclusions
4. Discussion
4.1. Formation of MgO-Al2O3 Inclusions
4.2. Formation Mechanism of CaO-MgO-Al2O3 or CaO-Al2O3 Inclusions
5. Conclusions
- During basic slag refining of the LCAK in with MgO lining, inclusions experienced evolutions from Al2O3→MgO-Al2O3→CaO-MgO-Al2O3→CaO-Al2O3. In the casting tundish, the number fractions of Al2O3, MgO-Al2O3, CaO-MgO-Al2O3 and CaO-Al2O3 inclusions were 22%, 43%, 15% and 20%, respectively. Although the transformation of solid Al2O3 and MgO-Al2O3 inclusions was not complete, this evolution of inclusions would be desirable to improve castability of steel, as such complex inclusions featured a lower-melting-point surface layer of CaO-Al2O3 rather than solid MgO-Al2O3.
- During the refining, CaO in the high basicity refining slag can be reduced by [Al] to supply [Ca] into steel, which afterwards helps to modify MgO-Al2O3 inclusion into CaO-MgO-Al2O3 or CaO-Al2O3. As the [Ca] in steel was very low and the rate-controlled step was the diffusions of Ca and Mg in spinel inclusions, smaller MgO-Al2O3 largely evolved into CaO-Al2O3, while spinel inclusions in bigger sizes only changed into CaO-MgO-Al2O3.
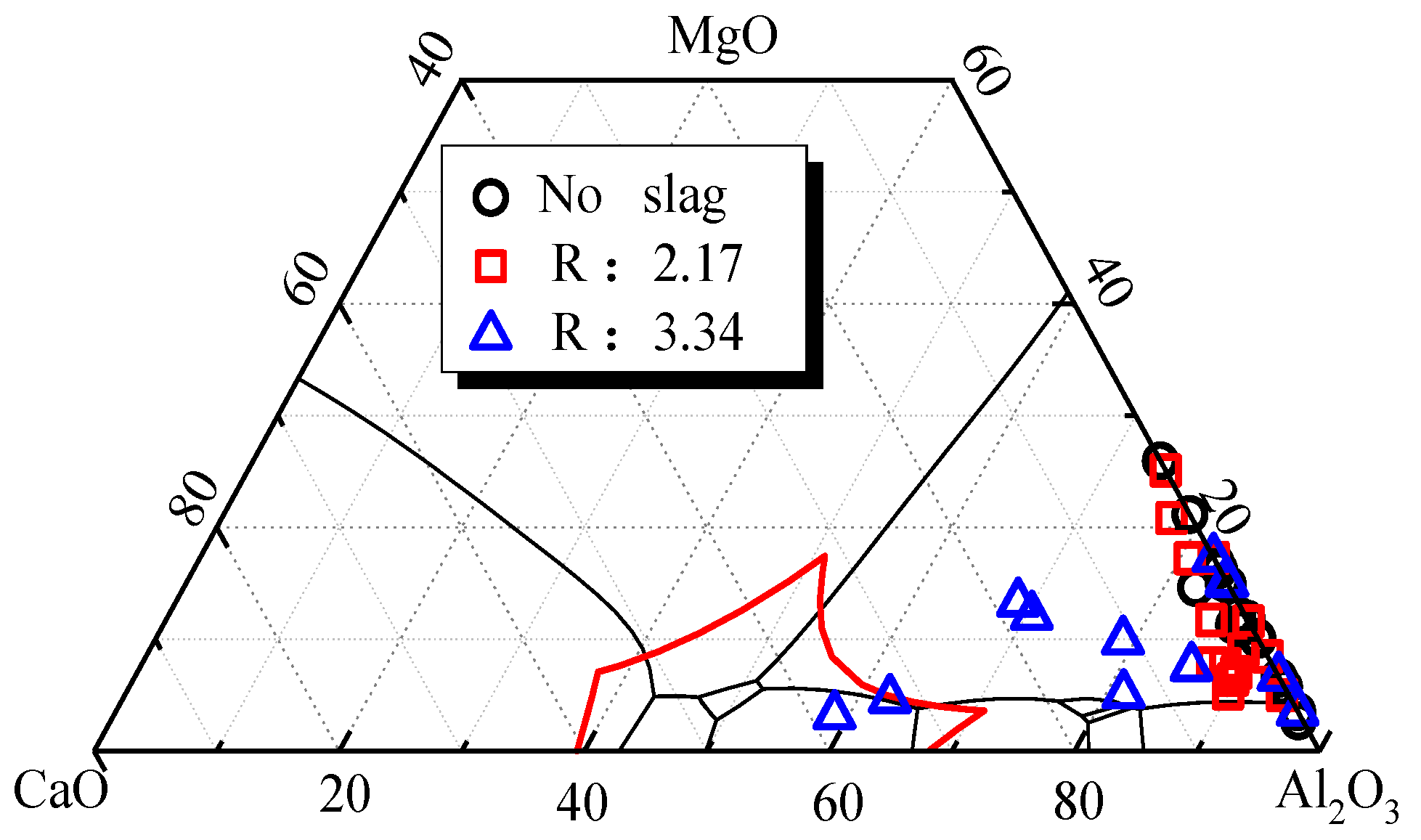
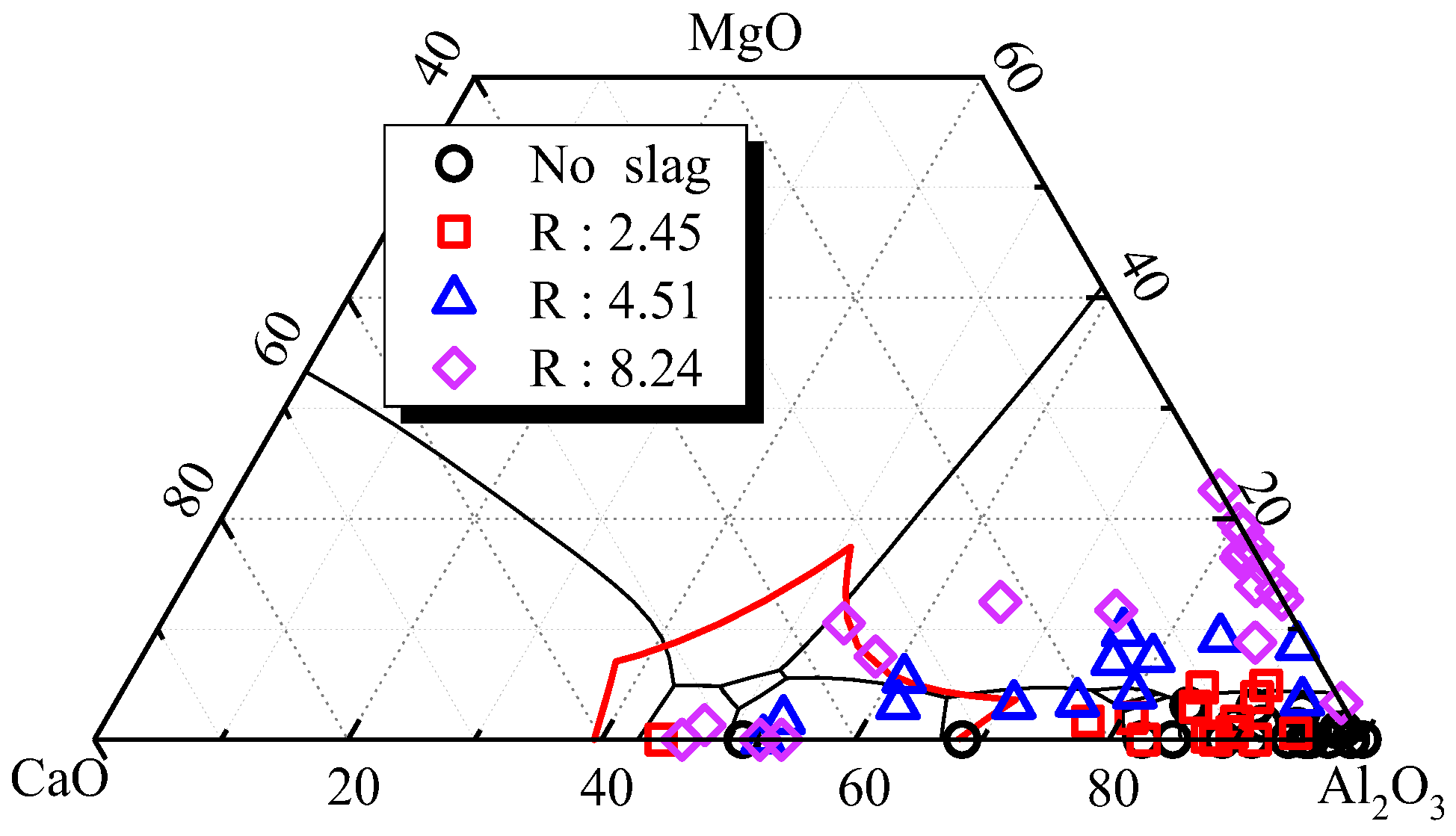
- The laboratory experiments revealed that when Al2O3 crucibles and lower basicity refining slag (with a basicity of about 2.45) were used, MgO-Al2O3 inclusions could be reduced, and the reason was understandable. During refining, [Al] would react with MgO and CaO in refining slag or MgO in refractory m to supply [Mg] and [Ca] to the steel melt. Due to the larger contact area between ladle refractory and liquid steel than that between liquid steel and slag, and because of higher MgO activity in MgO-based crucibles, the reaction of [Al] and MgO in the ladle refractory would occur much easier, which greatly contributed to the evolution of Al2O3 into MgO-Al2O3. Hence, using MgO-free refractory material can effectively help decrease bad MgO-Al2O3 inclusions for improved castability of liquid steel.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.; Lv, X.; Torgeson, A.T.; Long, M. Removal of impurity elements from molten aluminum: A review. Miner. Process. Extr. Metall. Rev. 2011, 32, 150–228. [Google Scholar] [CrossRef]
- Li, Z.; Li, X.; Yang, L.; Shen, Z.; Wang, B.; Zhao, S.; Liang, G.; Song, C. Effect of coiling and annealing temperatures on yield point behavior of low-carbon steel. J. Iron Steel Res. Int. 2020, 27, 325–333. [Google Scholar] [CrossRef]
- Kong, L.; Deng, Z.; Zhu, M. Reaction behaviors of Al-killed medium-manganese steel with different refractories. Metall. Mater. Trans. B 2018, 49, 1444–1452. [Google Scholar] [CrossRef]
- Guo, J.; Cheng, S.; Cheng, Z. Characterics of Deoxidation and Desulfurization during LF Refining Al-killed Steel by Highly Basic and Low Oxidzing Slag. J. Iron Steel Res. Int. 2014, 21, 166–173. [Google Scholar] [CrossRef]
- Yang, W.; Zhang, L.; Wang, X.; Ren, Y.; Liu, X.; Shan, Q. Characteristics of inclusions in low carbon Al-killed steel during ladle furnace refining and calcium treatment. ISIJ Int. 2013, 53, 1401–1410. [Google Scholar] [CrossRef]
- Lee, J.; Kang, M.; Kim, S.; Kim, J.; Kim, M.; Kang, Y. Influence of Al/Ti Ratio in Ti-ULC steel and refractory components of submerged entry nozzle on formation of clogging deposits. ISIJ Int. 2019, 59, 749–758. [Google Scholar] [CrossRef]
- Yang, D.; Wang, X.; Yang, G.; Wei, P.; He, J. Inclusion evolution and estimation during secondary refining in calcium treated aluminum killed steels. Steel Res. Int. 2014, 85, 1517–1524. [Google Scholar] [CrossRef]
- Alhussein, A.; Yang, W.; Zhang, L. Effect of interactions between Fe–Al alloy and MgO-based refractory on the generation of MgO·Al2O3 spinel. Ironmak. Steelmak. 2020, 47, 424–431. [Google Scholar] [CrossRef]
- Brabie, V. Mechanism of reaction between refractory materials and aluminum deoxidized molten steel. ISIJ Int. 1996, 36, 109–112. [Google Scholar] [CrossRef]
- Zuo, X.; Long, M.; Gao, J.; Wang, Y.; Zhang, L. Inclusions and nozzle clogging during the billet continuous casting process. Iron Steel Technol. 2010, 7, 65–76. [Google Scholar]
- Jiang, M.; Wang, X.; Chen, B.; Wang, W. Laboratory study on evolution mechanisms of non-metallic inclusions in high strength alloyed steel refined by high basicity slag. ISIJ Int. 2010, 50, 95–104. [Google Scholar] [CrossRef]
- Yang, S.; Wang, Q.; Zhang, L.; Li, J.; Peaslee, K. Formation and modification of MgO·Al2O3-based inclusions in alloy steels. Metall. Mater. Trans. B 2012, 43, 731–750. [Google Scholar] [CrossRef]
- Itoh, H.; Hino, M.; Ban-Ya, S. Thermodynamics on the formation of spinel nonmetallic inclusion in liquid steel. Metall. Mater. Trans. B 1997, 28, 953–956. [Google Scholar] [CrossRef]
- Huang, F.; Zhang, L.; Zhang, Y.; Ren, Y. Kinetic modeling for the dissolution of MgO lining refractory in Al-killed steels. Metall. Mater. Trans. B 2017, 48, 2195–2206. [Google Scholar] [CrossRef]
- Liu, Z.; Song, G.; Deng, Z.; Zhu, M. Effect of slag adjustment on inclusions in Si–Mn-killed steel during ladle furnace (LF) refining process. Ironmak. Steelmak. 2021, 48, 893–900. [Google Scholar] [CrossRef]
- Tabatabaei, Y.; Coley, K.; Irons, G.; Sun, S. A kinetic model for modification of MgAl2O4 spinel inclusions during calcium treatment in the ladle furnace. Metall. Mater. Trans. B 2018, 49, 2744–2756. [Google Scholar] [CrossRef]
- Holappa, L.; Hämäläinen, M.; Liukkonen, M.; Lind, M. Thermodynamic examination of inclusion modification and precipitation from calcium treatment to solidified steel. Ironmak. Steelmak. 2003, 30, 111–115. [Google Scholar] [CrossRef]
- Pretorius, E.; Oltmann, H.; Cash, T. The Effective Modification of Spinel Inclusions by Ca Treatment in LCAK Steel. Iron Steel Technol. 2010, 7, 31–44. [Google Scholar]
- Yang, G.; Wang, X.; Huang, F.; Wang, W.; Yin, Y.; Tang, C. Influence of Reoxidation in Tundish on Inclusion for Ca-Treated Al-Killed Steel. Steel. Res. Int. 2014, 85, 784–792. [Google Scholar] [CrossRef]
- Peng, K.; Liu, Y.; Zhang, L. Effect of continuous oxidation on inclusions in calcium steel treatment. China Metall. 2018, 28, 16–21. [Google Scholar]
- Deng, Z.; Liu, Z.; Zhu, M.; Huo, L. Formation, evolution and removal of MgO·Al2O3 spinel inclusions in steel. ISIJ Int. 2021, 61, 1–15. [Google Scholar] [CrossRef]
- Zhang, L.; Guo, C.; Yang, W.; Ren, Y.; Ling, H. Deformability of oxide inclusions in tire cord steels. Metall. Mater. Trans. B 2018, 49, 803–811. [Google Scholar] [CrossRef]
- Xu, J.; Huang, F.; Wang, X. Formation Mechanism of CaS-Al2O3 Inclusions in Low Sulfur Al-Killed Steel After Calcium Treatment. Metall. Mater. Trans. B 2016, 47, 1217–1227. [Google Scholar] [CrossRef]
- Shi, C.; Yu, W.; Wang, H.; Li, J.; Jiang, M. Simultaneous modification of alumina and MgO·Al2O3 inclusions by calcium treatment during electroslag remelting of stainless tool steel. Metall. Mater. Trans. B 2017, 48, 146–161. [Google Scholar] [CrossRef]
- Park, J.; Todoroki, H. Control of MgO·Al2O3 spinel inclusions in stainless steels. ISIJ Int. 2010, 50, 1333–1346. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, L.; Zhang, Y. Modeling reoxidation behavior of Al–Ti-containing steels by CaO–Al2O3–MgO–SiO2 slag. J. Iron Steel Res. Int. 2018, 25, 146–156. [Google Scholar] [CrossRef]
- Liu, C.; Yagi, M.; Gao, X.; Kim, S.; Huang, F.; Kitamura, Y.; Ueda, S. Dissolution behavior of Mg from magnesia-chromite refractory into Al-killed molten steel. Metall. Mater. Trans. B 2018, 49, 2298–2307. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Kim, S.; Ueda, S.; Kitamura, S. Dissolution behavior of Mg from MgO–C refractory in Al-killed molten steel. ISIJ Int. 2018, 58, 488–495. [Google Scholar] [CrossRef]
- Harada, A.; Miyano, G.; Maruoka, N.; Shibata, H.; Kttamura, S. Dissolution behavior of Mg from MgO into molten steel deoxidized by Al. ISIJ Int. 2014, 54, 2230–2238. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Qiang, L.; Huang, F.; Jian, Y. Control of Stringer Shaped Non-Metallic Inclusions of CaO–Al2O3 System in API X80 Linepipe Steel Plates. Steel. Res. Int. 2014, 85, 155–163. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Ueda, S.; Guo, M.; Kitamura, S. Composition changes of inclusions by reaction with slag and refractory: A review. ISIJ Int. 2020, 60, 1835–1848. [Google Scholar] [CrossRef]
- Yu, H.; Qiu, G.; Zhang, J.; Wang, X. Effect of Medium Basicity Refining Slag on the Cleanliness of Al-killed Steel. ISIJ Int. 2021, 61, 2882–2888. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Content (wt%) | C/S | C/A | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | CaO | MgO | Al2O3 | MnO | P2O5 | T.Fe | S | |||
| LF1 | 3.10 | 45.64 | 4.89 | 38.03 | 1.24 | 0.06 | 3.61 | 0.27 | 14.72 | 1.09 |
| LF2 | 3.80 | 55.18 | 4.65 | 29.01 | 0.74 | 0.24 | 1.83 | 0.46 | 13.21 | 1.86 |
| LF3 | 2.11 | 57.01 | 4.91 | 30.99 | 0.33 | 0.19 | 1.06 | 0.90 | 27.02 | 1.84 |
| LF4 | 1.84 | 57.67 | 4.80 | 30.45 | 0.26 | 0.16 | 0.96 | 0.82 | 31.34 | 1.89 |
| LF5 | 1.96 | 58.12 | 4.86 | 30.20 | 0.24 | 0.15 | 1.11 | 0.84 | 29.65 | 1.92 |
| CC1 | 13.6 | 38.51 | 9.52 | 31.17 | 1.09 | 0.22 | 1.47 | 0.14 | 2.83 | 1.24 |
| Process | C | Si | Mn | P | S | Ca | Mg | Alt | Als |
|---|---|---|---|---|---|---|---|---|---|
| LF1 | 0.040 | 0.016 | 0.165 | 0.014 | 0.014 | - | 0.0004 | 0.042 | 0.038 |
| LF2 | 0.037 | 0.022 | 0.165 | 0.014 | 0.010 | - | 0.0005 | 0.044 | 0.043 |
| LF3 | 0.054 | 0.026 | 0.280 | 0.013 | 0.007 | 0.0003 | 0.0004 | 0.055 | 0.053 |
| LF4 | 0.054 | 0.026 | 0.286 | 0.014 | 0.006 | 0.0005 | 0.0006 | 0.054 | 0.051 |
| LF5 | 0.055 | 0.027 | 0.285 | 0.014 | 0.005 | 0.0007 | 0.0007 | 0.052 | 0.048 |
| CC1 | 0.056 | 0.025 | 0.278 | 0.014 | 0.005 | 0.0006 | 0.0007 | 0.046 | 0.043 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, F.; Wang, F.; Jiang, M.; Li, J.; Zhang, X. Influence of Slag and Refractory Materials on Inclusions during the Ladle Refining of Low Carbon Aluminum Killed Steel. Metals 2023, 13, 866. https://doi.org/10.3390/met13050866
Gao F, Wang F, Jiang M, Li J, Zhang X. Influence of Slag and Refractory Materials on Inclusions during the Ladle Refining of Low Carbon Aluminum Killed Steel. Metals. 2023; 13(5):866. https://doi.org/10.3390/met13050866
Chicago/Turabian StyleGao, Fubin, Fuming Wang, Min Jiang, Jianli Li, and Xiang Zhang. 2023. "Influence of Slag and Refractory Materials on Inclusions during the Ladle Refining of Low Carbon Aluminum Killed Steel" Metals 13, no. 5: 866. https://doi.org/10.3390/met13050866