
Metallurgical Failure Analysis of Closed Water Circuit Containing Molybdate-Based Inhibitor
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
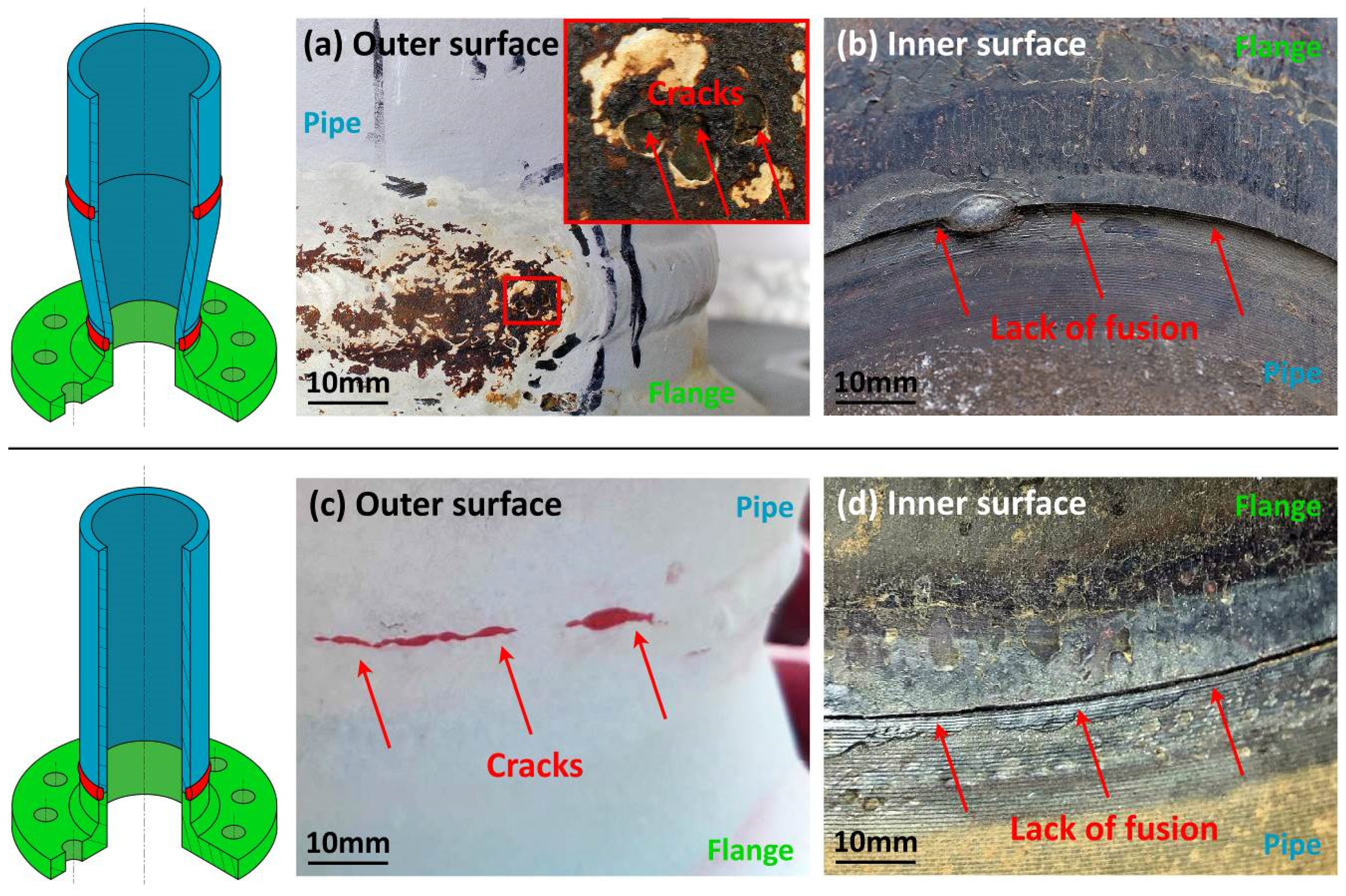
3.1. Fractographic Analysis
3.2. Chemical and Microstructural Analysis
3.3. Physical Model of the Observed Damage
- Steel with a low carbon content;
- A specific corrosive environment, usually weakly acidic or basic;
- Tensile stresses due to external forces or residual stresses.
- In Circuit n.1, initially, the oxygen present in the working fluid is in contact with the pipes’ inner surfaces. It can be assumed that it is present in the crevice as well. From a mechanical point of view, a tensile stress exists, mainly due to the residual welding stresses. The combination of these stresses and the crevice length can be described by the fracture mechanic parameter KI, the stress intensity factor, that allows a better understanding of the phenomena occurring in this zone.The initial value of the stress intensity factor did not exceed the critical value KIC; otherwise, unstable fracture would have occurred immediately.
- From time zero on, the corrosion of both the pipes’ inner surfaces and the crevice occurs because of the cathodic reaction of oxygen until, after a certain time, the oxygen at the crevice tip is totally consumed. The one in the remaining part of the system decreases too, but it is still present. In this moment, the conditions for crevice corrosion activation exist due to the different oxygen concentrations at the crevice tip and mouth. The pipes’ surfaces will show uniform or quasi-uniform corrosion, while the crevice depth will increase, leading to an increment of the applied stress intensity factor.
- In the crevice zone, the corrosion is more severe because of the potential difference between the tip and the outer areas. As time passes, the amount of free oxygen in the circuit decreases since it is consumed by the electrochemical reactions with the steel pipes. Since the oxygen content is decreasing, the corrosion intensity at the crevice tip will also reduce gradually.
- When the stress intensity factor increases, stress corrosion cracking can be activated. The technical literature [24] states that crack propagation can occur even when the applied KI values are lower or much lower than KIC if the environment is aggressive. In this condition, the crack propagation rate da/dt depends on the applied KI, as shown in Figure 10.
- KI ≥ KISCC. The stress corrosion phenomenon is activated and contributes to the final damage;
- KI < KISCC. No SCC damage occurs.
- When the oxygen is totally consumed by the reactions between the fluid and the pipe’s surface, the crevice effect is deactivated too. If the SCC phenomenon was started, the crack can grow according to the applied KI; otherwise, the corrosion phenomena stop. Finally, it is important to remark that the oxygen present in the circuit is consumed quickly because of the generalized corrosion occurring on the wide steel surfaces. This means that crevice corrosion can also work for a short time; hence, the onset of the SCC phenomenon is unlikely. The corrosion process can restart if new fluid is added in the circuit.
- At time zero, it can be assumed that Circuit n.2 and Circuit n.1 have the same amount of oxygen in the fluid and that both the oxygen and the inhibitor are present in the crevice. As said before, it is possible to state that a stress intensity factor KI is applied due to the tensile stress induced by the welding operation.Furthermore, in this case, this value is not over the critical stress intensity factor KIC; otherwise, unstable fracture would have occurred immediately;
- From time zero on, the corrosion process can start in both the pipes’ surfaces and the crevice because of the cathodic reaction of oxygen. When the passivation occurs due to the formation of FeMoO4 [11], the corrosion aggression stops;
- As described in the technical literature [26,27,28] and confirmed by the producer recommendations, the inhibitor’s efficacy decreases over time, and the amount present in the crevice cannot be replaced by that present in the fluid since it cannot circulate in the crevice freely [29,30,31]. When the protection finally disappears, crevice corrosion can start because of the different electrochemical conditions at the crevice tip and mouth. Differently from Circuit n.1, the outer oxygen content does not decrease or decreases very slowly, since it cannot react with the pipes’ surfaces that are now protected by the iron molybdate layer. The corrosion conditions can be worsened further because of the large potential difference between the pipes’ inner walls and the crevice tip. In fact, when a steel surface is protected by a molybdate layer, its nobility increases significantly [26], promoting critical corrosion phenomena;
- During this severe corrosion attack, the crevice depth extended continuously. In comparison with Circuit n.1, it is possible to state that the stress intensity factor applied in Circuit n.2 increases faster and for a longer time, since the adherent iron molybdate layer present on the pipes’ inner surfaces prevents the total consumption of oxygen. The ongoing crevice corrosion extends the crevice length until the applied stress intensity factor can reach and exceed the material KISCC. As soon as this happens, the stress corrosion cracking phenomenon starts finally, justifying the shorter working life of Circuit n.2.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| BM1 | Base metal—Pipe side |
| HAZ1 | Heat-affected zone—Pipe side |
| MZ1 | Melted zone—Pipe side |
| BM2 | Base metal—Flange side |
| HAZ2 | Heat-affected zone—Flange side |
| MZ2 | Melted zone—At the crevice tip |
| HV0.3 | Micro-hardness value—Load equal to 300 gf |
| SCC | Stress corrosion cracking |
| KI | Stress intensity factor in Loading mode I |
| KIC | Fracture toughness in Loading mode I |
| KISCC | Critical stress intensity factor under SCC conditions |
| da/dt | Crack growth rate |
References
- Silberstein, E. Heat Pumps; Cengage Learning: Boston, MA, USA, 2015; ISBN 9781305445437. [Google Scholar]
- Prelas, M.A.; Ghosh, T.K. Energy Resources and Systems: Volume 1: Fundamentals and Non-Renewable Resources; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 9789048123827. [Google Scholar]
- Penoncello, S.G. Thermal Energy Systems: Design and Analysis, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2018; ISBN 9781351736572. [Google Scholar]
- Sastri, V.S. Green Corrosion Inhibitors: Theory and Practice; Wiley: Hoboken, NJ, USA, 2012; ISBN 9781118015414. [Google Scholar]
- Leonard, P.G.; Satani, N.; Maxwell, D.; Lin, Y.H.; Hammoudi, N.; Peng, Z.; Pisaneschi, F.; Link, T.M.; Lee, I.V.G.R.; Sun, D.; et al. SF2312 is a natural phosphonate inhibitor of enolase. Nat. Chem. Biol. 2016, 12, 1053–1058. [Google Scholar] [CrossRef]
- Fathabadi, H.E.; Ghorbani, M.; Mokarami Ghartavol, H. Corrosion Inhibition of Mild Steel with Tolyltriazole. Mater. Res. 2021, 24, 1–16. [Google Scholar] [CrossRef]
- Stranick, M.A. The corrosion inhibition of metals by molybdate Part I. Mild Steel Corros. 1984, 40, 296. [Google Scholar] [CrossRef]
- Rey, S.; Gary, M.R. Molybdate and Non-Molybdate Options for Closed Systems; Association of Water Technologies: Rockville, MD, USA, 2005. [Google Scholar]
- Ente Italiano di Normazione. Tubi di Acciaio Senza Saldatura per Impieghi a Pressione—Condizioni Tecniche di Fornitura—Parte 1: Tubi di Acciaio Non Legato per Impieghi a Temperatura Ambiente UNI EN 10216-1:2014; Ente Italiano di Normazione: Milano, Italy, 2014. [Google Scholar]
- Ente Italiano di Normazione. Fucinati di Acciaio per Apparecchi a Pressione—Parte 2: Acciai Ferritici e Martensitici Aventi Caratteristiche Specifiche a Temperatura Elevata UNI EN 10222-2:2021; Ente Italiano di Normazione: Milano, Italy, 2021. [Google Scholar]
- Trela, J.; Chat, M.; Scendo, M.; Kochanowski, J. Influence of sodium molybdate (VI) on the corrosion of S235 carbon steel. CHEMIK 2015, 69, 592–599. [Google Scholar]
- Stephen, D.C.; Bernard, S.C., Jr. ASM handbook, Vol. 13. Corrosion. Materials Park (Ohio); ASM International: Almere, The Netherlands, 1997. [Google Scholar]
- Allertshammer, W. The role of molybdate-containing inhibitors in cases of stress corrosion cracking in closed water circuits. Mater. Corros. 2021, 72, 528–533. [Google Scholar] [CrossRef]
- McGehee, A. Effect of Water Chemistry on Stress Corrosion Cracking (SCC) in Low Alloy Steels, 1011867, Technical Update; EPRI Electric Power Research Institute: Palo Alto, CA, 2005; pp. 91395–94304. [Google Scholar]
- George, F.V.V. ASM Handbook, Vol. 09. Metallography and Microstructures. Materials Park (Ohio); ASM International: Almere, The Netherlands, 1997. [Google Scholar]
- Thomas, J.B.; Ryan, D.; Jeffrey, A.J.; Erik, M.; George, F.V.V.; Dehua, Y. ASM Handbook, Vol. 10. Material Characterization. Materials Park (Ohio); ASM International: Almere, The Netherlands, 1997. [Google Scholar]
- Durand-Charre, M. Microstructure of Steels and Cast Irons; Springer: Berlin/Heidelberg, Germany, 2004; ISBN 9783540209638. [Google Scholar]
- Renner, F.U.; Ankah, G.N.; Bashir, A.; Ma, D.; Biedermann, P.U.; Shrestha, B.R.; Nellessen, M.; Khorashadizadeh, A.; Losada-Pérez, P.; Duarte, M.J.; et al. Star-Shaped Crystallographic Cracking of Localized Nanoporous Defects. Adv. Mater. 2015, 27, 4877–4882. [Google Scholar] [CrossRef]
- Neupane, S.; Rivas, N.A.; Losada-Pérez, P.; D’Haen, J.; Noei, H.; Keller, T.F.; Stierle, A.; Rudolph, M.; Terfort, A.; Bertran, O.; et al. A model study on controlling dealloying corrosion attack by lateral modification of surfatant inhibitors. Mater. Degrad. 2021, 5, 29. [Google Scholar] [CrossRef]
- Pareek, A.; Borodin, S.; Bashir, A.; Ankah, G.N.; Keil, P.; Eckstein, G.A.; Rohwerder, M.; Stratmann, M.; Gr, Y.; Renner, F.U. Initiation and Inhibition of Dealloying of Single Crystalline Cu3Au (111) Surfaces. J. Am. Chem. Soc. 2011, 133, 18264–18271. [Google Scholar] [CrossRef]
- Chen, X.; Karasz, E.; Badwe, N.; Sieradzki, K. Dynamic fracture and dealloying induced stress-corrosion cracking. Corros. Sci. 2021, 187, 109503. [Google Scholar] [CrossRef]
- Jafari, H.; Akbarzade, K.; Danaee, I. Corrosion inhibition of carbon steel immersed in a 1 M HCl solution using benzothiazole derivatives. Arab. J. Chem. 2019, 12, 1387–1394. [Google Scholar] [CrossRef] [Green Version]
- Frankel, G.S. Pitting Corrosion of Metals: A Review of the Critical Factors. J. Electrochem. Soc. 1998, 145, 2186. [Google Scholar] [CrossRef]
- Henthorne, M.; Parkins, R.N. Some aspects of stress-corrosion crack propagation in mild steel. Corros. Sci. 1966, 6, 357–369. [Google Scholar] [CrossRef]
- Henthorne, M.; Parkins, R.N. Some aspects of the influence of structure upon stress-corrosion cracking and grain boundary corrosion in mild steels. Br. Corros. J. 1967, 2, 186–192. [Google Scholar] [CrossRef]
- Parkins, R.N. Mechanistic aspects of intergranular stress corrosion cracking of ferritic steels. Corrosion 1996, 52, 363–374. [Google Scholar] [CrossRef]
- Shaw, B.A. ASM Handbook, Volume 13A: Corrosion: Fundamentals, Testing, and Protection; Cramer, S.D., Covino, B.S., Jr., Eds.; ASM International: Almere, The Netherlands, 2003. [Google Scholar]
- El Din, A.S.; Wang, L. Mechanism of corrosion inhibition by sodium molybdate. Desalination 1996, 107, 29–43. [Google Scholar] [CrossRef]
- Tan, Y.J.; Bailey, S.; Kinsella, B. The monitoring of the formation and destruction of corrosion inhibitor films using electrochemical noise analysis (ENA). Corros. Sci. 1996, 38, 1681–1695. [Google Scholar] [CrossRef]
- Chen, Y.; Hong, T.; Gopal, M.; Jepson, W.P. EIS studies of a corrosion inhibitor behaviour under multiphase flow conditions. Corros. Sci. 2000, 42, 979–990. [Google Scholar] [CrossRef]
- Askari, M.; Aliofkhazraei, M.; Ghaffari, S.; Hajizadeh, A. Film former corrosion inhibitors for oil and gas pipelines—A technical review. J. Nat. Gas Sci. Eng. 2018, 58, 92–114. [Google Scholar] [CrossRef]
- Chatterjee, U.K.; Singh Raman, R.K. Stress corrosion cracking (SCC) in low and medium strength carbon steels. Stress Corros. Crack. 2011, 169–198. [Google Scholar]
- Sieradzki, K.; Newman, R.C. Stress-corrosion cracking. J. Phys. Chem. Solids 1987, 48, 1101–1113. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %C | %Si | %Mn | %P | %S | %Cr | %Cu | %Mo | %Nb | %Ni | %Ti | %V | CE | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Flange 1 | 0.17 | 0.36 | 1.29 | 0.025 | 0.015 | 0.01 | 0.02 | 0.001 | <0.0003 | 0.01 | 0.003 | 0.02 | 0.39 |
| Flange 2 | 0.20 | 0.18 | 0.39 | 0.024 | 0.009 | 0.03 | 0.01 | 0.002 | <0.0003 | 0.01 | 0.004 | 0.01 | 0.27 |
| P245GH EN 10222-2 | 0.08 0.20 | 0.40 Max | 0.50 1.30 | 0.025 Max | 0.015 Max | 0.30 Max | 0.30 Max | 0.08 Max | 0.01 Max | 0.30 Max | 0.03 Max | 0.02 Max | 0.41 Max |
| Pipe 1 | 0.09 | 0.20 | 0.53 | 0.016 | 0.003 | 0.13 | 0.17 | 0.06 | <0.0003 | 0.15 | 0.002 | <0.0003 | 0.24 |
| Pipe 2 | 0.08 | 0.24 | 0.42 | 0.015 | 0.002 | 0.09 | 0.15 | 0.03 | <0.0003 | 0.07 | 0.002 | 0.007 | 0.19 |
| P235TR2 EN 10216-1 | 0.16 Max | 0.35 Max | 1.20 Max | 0.025 Max | 0.015 Max | 0.30 Max | 0.30 Max | 0.08 Max | 0.01 Max | 0.30 Max | 0.04 Max | 0.02 Max | --- |
| Al [ppm] | Ca [ppm] | Mg [ppm] | Fe [ppm] | Cu [ppm] | Zn [ppm] | Cl− [ppm] | Molybdates [ppm] | Ethylene Glycol [Wt%] | pH | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 0.4 | 107 | 15 | 29.8 | 0.3 | 0.3 | 57 | 481 | 27 | 7.3 |
| Sample 2 | 0.7 | 90 | 13 | 32.1 | 0.2 | 0.4 | 48 | 503 | 28 | 7.0 |
| Reference values | 5 Max | 150 Max | 50 Max | 5 Max | 2 Max | 3 Max | 250 Max | 160 Min | 25 Min | 6.5 7.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Casaroli, A.; Boniardi, M.V.; Rivolta, B.; Gerosa, R.; Iacoviello, F. Metallurgical Failure Analysis of Closed Water Circuit Containing Molybdate-Based Inhibitor. Metals 2023, 13, 723. https://doi.org/10.3390/met13040723
Casaroli A, Boniardi MV, Rivolta B, Gerosa R, Iacoviello F. Metallurgical Failure Analysis of Closed Water Circuit Containing Molybdate-Based Inhibitor. Metals. 2023; 13(4):723. https://doi.org/10.3390/met13040723
Chicago/Turabian StyleCasaroli, Andrea, Marco Virginio Boniardi, Barbara Rivolta, Riccardo Gerosa, and Francesco Iacoviello. 2023. "Metallurgical Failure Analysis of Closed Water Circuit Containing Molybdate-Based Inhibitor" Metals 13, no. 4: 723. https://doi.org/10.3390/met13040723