
Experimental Study on Desulfurization and Removal of Alkali Behavior of BF Slag System in Low-Slag Ironmaking

Abstract
:1. Introduction
2. Experimental Section
2.1. Preparation of Sulfur-Containing Iron
2.2. Preparation of Alkali-Containing Slag
2.3. Experiments for Desulfurization and Removal of Alkali
2.4. Thermodynamic Calculation
3. Results and Discussion
3.1. Effect of Slag Quantity
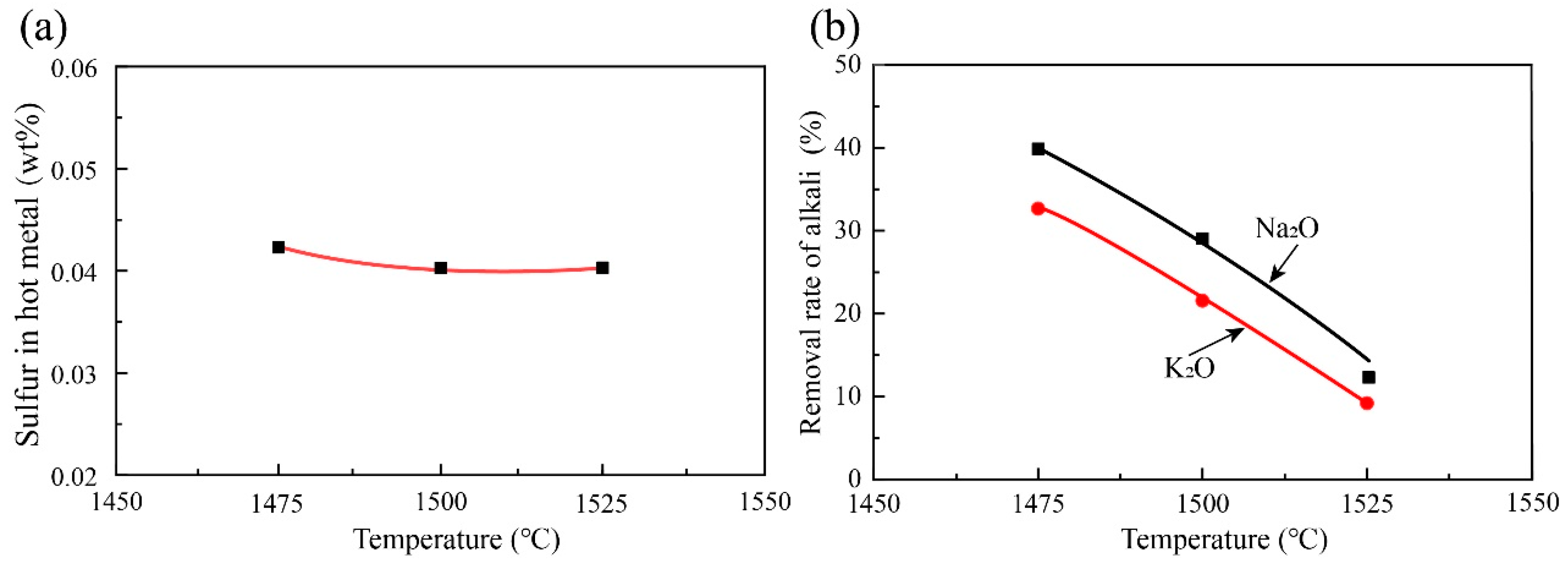
3.2. Effect of Temperature
3.3. Effect of Reaction Time
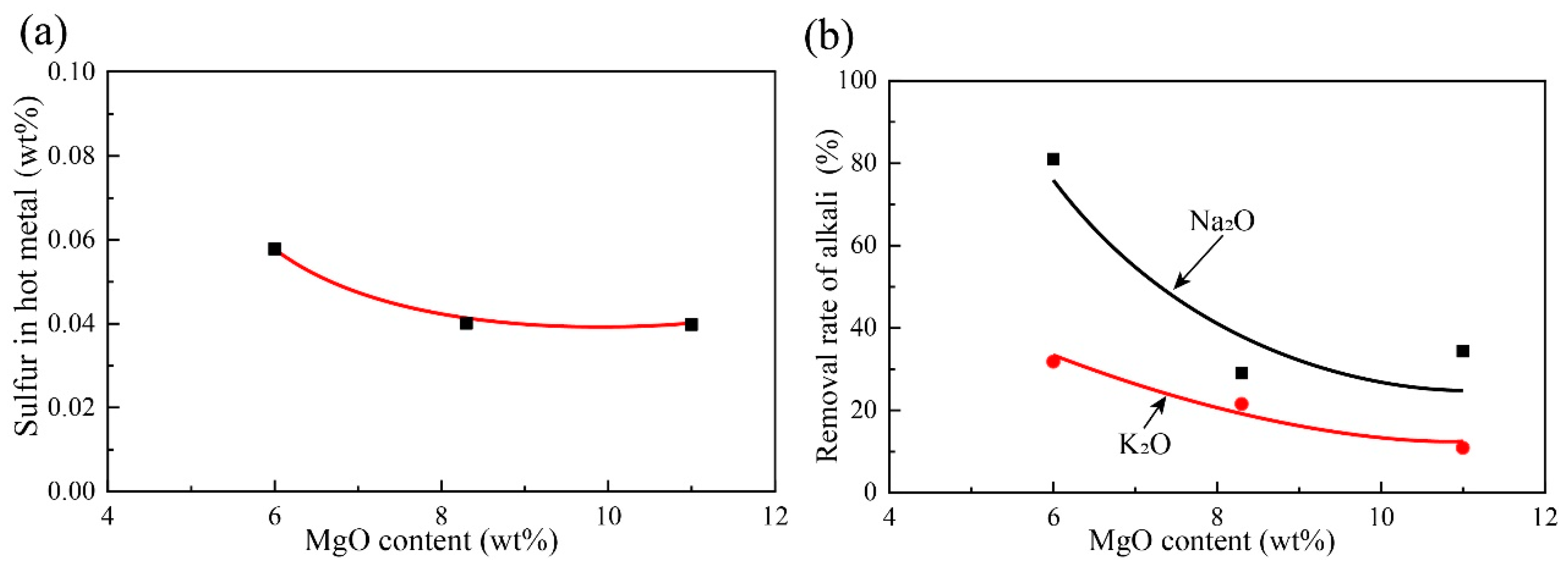
3.4. Effect of MgO
3.5. Effect of Al2O3
3.6. Effect of Binary Basicity
3.7. Applications
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hasanbeigi, A. Steel climate impact: An international benchmarking of energy and CO2 Intensities. Rep. Glob. Effic. Intell. 2022, 624, c53a07. Available online: https://www.globalefficiencyintel.com/steel-climate-impact-international-benchmarking-energy-co2-intensities (accessed on 7 April 2022).
- Geerdes, M.; Chaigneau, R.; Lingiardi, O. Modern Blast Furnace Ironmaking: An Introduction, Chapter XI-Operation Challenges, 4th ed.; Ios Press: Amsterdam, The Netherland, 2020; pp. 197–226. ISBN 978-1-64368-122-8. [Google Scholar]
- Agrawal, A. Blast furnace performance under varying pellet proportion. Trans. Indian Inst. Met. 2019, 72, 777–787. [Google Scholar] [CrossRef]
- Bai, K.; Liu, L.; Pan, Y. A review: Research progress of flux pellets and their application in China. Ironmak. Steelmak. 2021, 48, 1048–1063. [Google Scholar] [CrossRef]
- Zhao, Z.; Saxén, H.; Liu, Y.; She, X.; Xue, Q. Numerical study on the influence of pellet proportion on burden distribution in blast furnace. Ironmak. Steelmak. 2022, 49, 1–8. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, D.; Liu, K.; Jing, F. Substituted pelleting for sintering —An important approach of energy-saving, low-carbon and emission reduction before ironmaking. J. Eng. Stud. 2017, 9, 44–52. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, F.; Wang, Q.; Han, Z. Innovation and application on pelletizing technology of large traveling grate induration machine. In Proceedings of the AISTech 2015 Iron & Steel Technology Conference, Cleveland, OH, USA, 4–7 May 2015. [Google Scholar]
- Zhang, F.; Zhang, W.; Qing, G.; Wang, Q.; Han, Z. Design and application on pelletizing technologies and equipments in large-scale belt type roasting machine. Sinter. Pelletizing 2021, 46, 1–10. (In Chinese) [Google Scholar]
- Guo, Y.; Shen, F.; Zheng, H.; Wang, S.; Jiang, X.; Gao, Q. Desulfurization ability of blast furnace slag containing high Al2O3 at 1773 K. Crystals 2021, 11, 910. [Google Scholar] [CrossRef]
- Sunahara, K.; Nakano, K.; Hoshi, M.; Inada, T.; Komatsu, S.; Yamamoto, T. Effect of high Al2O3 slag on the blast furnace operations. ISIJ Int. 2008, 48, 420–429. [Google Scholar] [CrossRef] [Green Version]
- Hu, X.; Lin, L.; Li, L. Laboratory research on property of higher Al2O3 content slag. China Metall. 2006, 16, 36–41. (In Chinese) [Google Scholar]
- Wang, P.; Meng, Q.; Long, H.; Li, J. Influence of basicity and MgO on fluidity and desulfurization ability of high aluminum slag. High Temp. Mater. Process. 2016, 35, 669–675. [Google Scholar] [CrossRef]
- Zhang, J.; Lv, X.; Yan, Z.; Qin, Y.; Bai, C. Desulphurization ability of blast furnace slag containing high Al2O3 and 5 Mass% TiO2 at 1773 K. Ironmak. Steelmak. 2016, 43, 378–384. [Google Scholar] [CrossRef]
- Ma, X.; Chen, M.; Xu, H.; Zhu, J.; Wang, G.; Zhao, B. Sulphide capacity of CaO–SiO2–Al2O3–MgO system relevant to low MgO blast furnace slags. ISIJ Int. 2016, 12, 2126–2131. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Chen, M.; Xu, H.; Zhu, J.; Wang, G.; Zhao, B. Properties of low-MgO ironmaking blast furnace slags. ISIJ Int. 2018, 8, 1402–1405. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; McLean, A.; Sommerville, I.; Poveromo, J. The Correlation of alkali capacity with optical basicity of blast furnace slags. Iron Steelmak. 2000, 27, 103–111. [Google Scholar]
- Shi, C.; Yang, X.; Jiao, J.; Li, C.; Guo, H. A sulphide capacity prediction model of CaO–SiO2–MgO–Al2O3 ironmaking slags based on the ion and molecule coexistence theory. ISIJ Int. 2010, 50, 1362–1372. [Google Scholar] [CrossRef] [Green Version]
- Hack, K. Computational thermodynamics: A mature scientific tool for industry and academia. Pure Appl. Chem. 2011, 83, 1031–1044. [Google Scholar] [CrossRef]
- Lukas, H.; Fries, S.G.; Sundman, B. Computation Thermodynamics the Calphad Method; Cambridge University Press: Cambridge, UK, 2007; p. 324. [Google Scholar]
- Bale, C.W.; Bélisle, E.P.; Chartrand, S.A.; Decterov, G.; Eriksson, A.E.; Gheribi, K.; Hack, I.H.; Kang, Y.B.; Melançon, J.; Pelton, A.D.; et al. Reprint of: FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp No | Metal (g) | Slag (g) | Al2O3 (%) | MgO (%) | CaO/SiO2 | Temp (°C) | Time (min) |
|---|---|---|---|---|---|---|---|
| 1 | 20 | 4.4 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 2 | 20 | 4.0 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 3 | 20 | 3.8 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 4 | 20 | 3.6 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 5 | 20 | 3.2 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 6 | 20 | 3.0 | 15.6 | 8.3 | 1.2 | 1500 | 30 |
| 7 | 20 | 4.0 | 15.6 | 8.3 | 1.2 | 1475 | 30 |
| 8 | 20 | 4.0 | 15.6 | 8.3 | 1.2 | 1525 | 30 |
| 9 | 20 | 4.0 | 15.6 | 8.3 | 1.2 | 1500 | 15 |
| 10 | 20 | 4.0 | 15.6 | 8.3 | 1.2 | 1500 | 60 |
| 11 | 20 | 4.0 | 13.0 | 8.3 | 1.2 | 1500 | 30 |
| 12 | 20 | 4.0 | 18.0 | 8.3 | 1.2 | 1500 | 30 |
| 13 | 20 | 4.0 | 15.6 | 6.0 | 1.2 | 1500 | 30 |
| 14 | 20 | 4.0 | 15.6 | 11.0 | 1.2 | 1500 | 30 |
| 15 | 20 | 4.0 | 15.6 | 8.3 | 1.0 | 1500 | 30 |
| 16 | 20 | 4.0 | 15.6 | 8.3 | 1.1 | 1500 | 30 |
| 17 | 20 | 4.0 | 15.6 | 8.3 | 1.3 | 1500 | 30 |
| Positions | C (wt%) | S (wt%) |
|---|---|---|
| Upper part of ingot | 4.20 | 0.39 |
| Lower part of ingot | 4.27 | 0.40 |
| Na2O | K2O | SiO2 | CaO | MgO | Al2O3 |
|---|---|---|---|---|---|
| 1.14 wt% | 1.19 wt% | 34.3 wt% | 40.28 wt% | 8.16 wt% | 15.76 wt% |
| Variables | Desulfurization | Removal of Alkali |
|---|---|---|
| Slag quantity | + | + |
| Temperature | + | − |
| Reaction time | + | − |
| CaO/SiO2 | + | − |
| Al2O3 | − | + |
| MgO | + | − |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Qing, G.; Cheng, X.; Xu, M.; Zhao, B.; Liao, J. Experimental Study on Desulfurization and Removal of Alkali Behavior of BF Slag System in Low-Slag Ironmaking. Metals 2023, 13, 414. https://doi.org/10.3390/met13020414
Xu L, Qing G, Cheng X, Xu M, Zhao B, Liao J. Experimental Study on Desulfurization and Removal of Alkali Behavior of BF Slag System in Low-Slag Ironmaking. Metals. 2023; 13(2):414. https://doi.org/10.3390/met13020414
Chicago/Turabian StyleXu, Lei, Gele Qing, Xiangfeng Cheng, Meng Xu, Baojun Zhao, and Jinfa Liao. 2023. "Experimental Study on Desulfurization and Removal of Alkali Behavior of BF Slag System in Low-Slag Ironmaking" Metals 13, no. 2: 414. https://doi.org/10.3390/met13020414