
Study on the Effects of Fluid Parameters on Erosion-Enhanced Corrosion of 90/10 Copper–Nickel Alloy Using Wire Beam Electrode
 , , and
, , and
Abstract
:1. Introduction
2. Experimental
2.1. Preparation of Wire Beam Electrode and Test Solution
2.2. Erosion–Corrosion Tests
2.3. Electrochemical Measurements
2.4. CFD Simulation
3. Results and Discussion
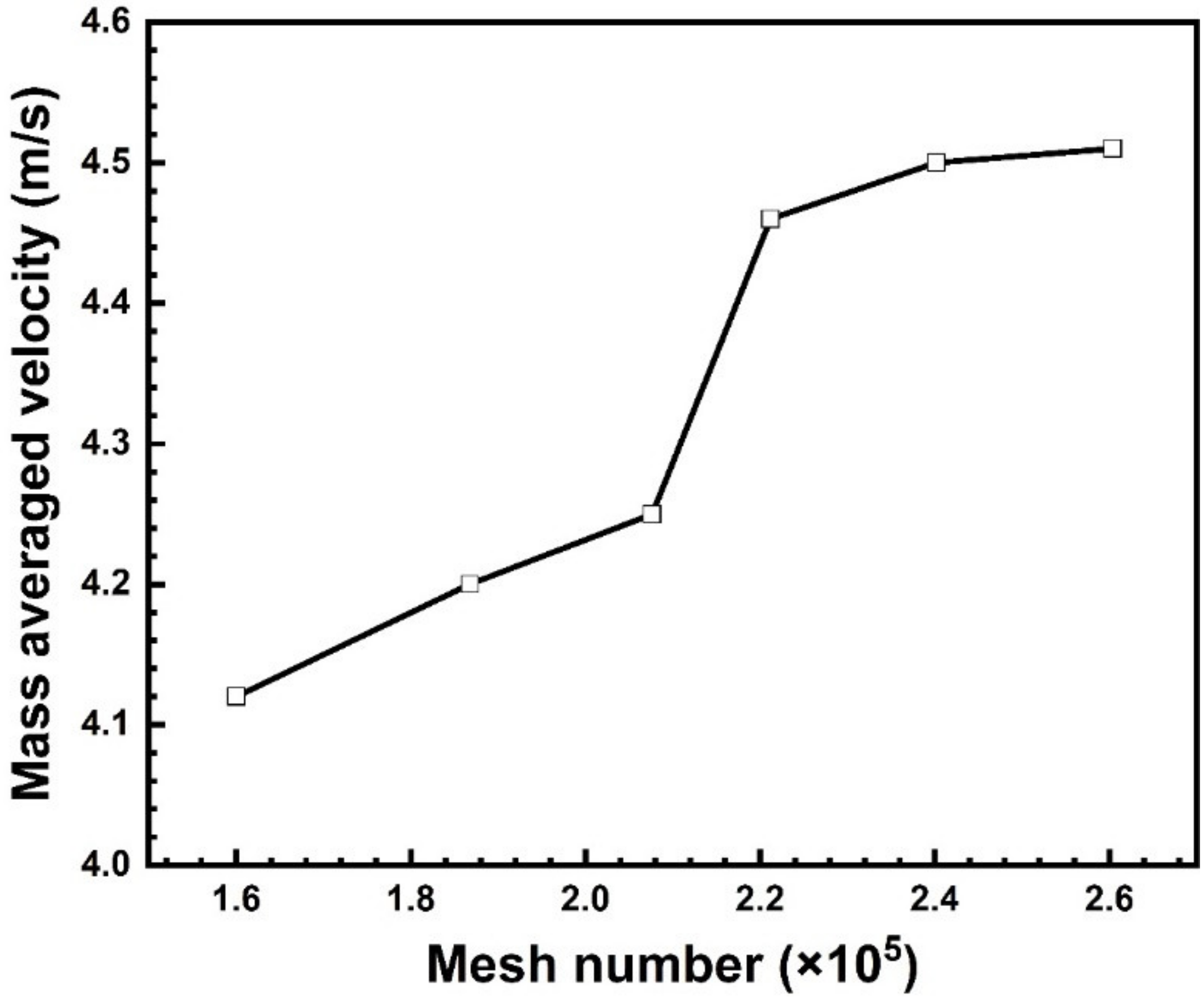
3.1. CFD Simulation
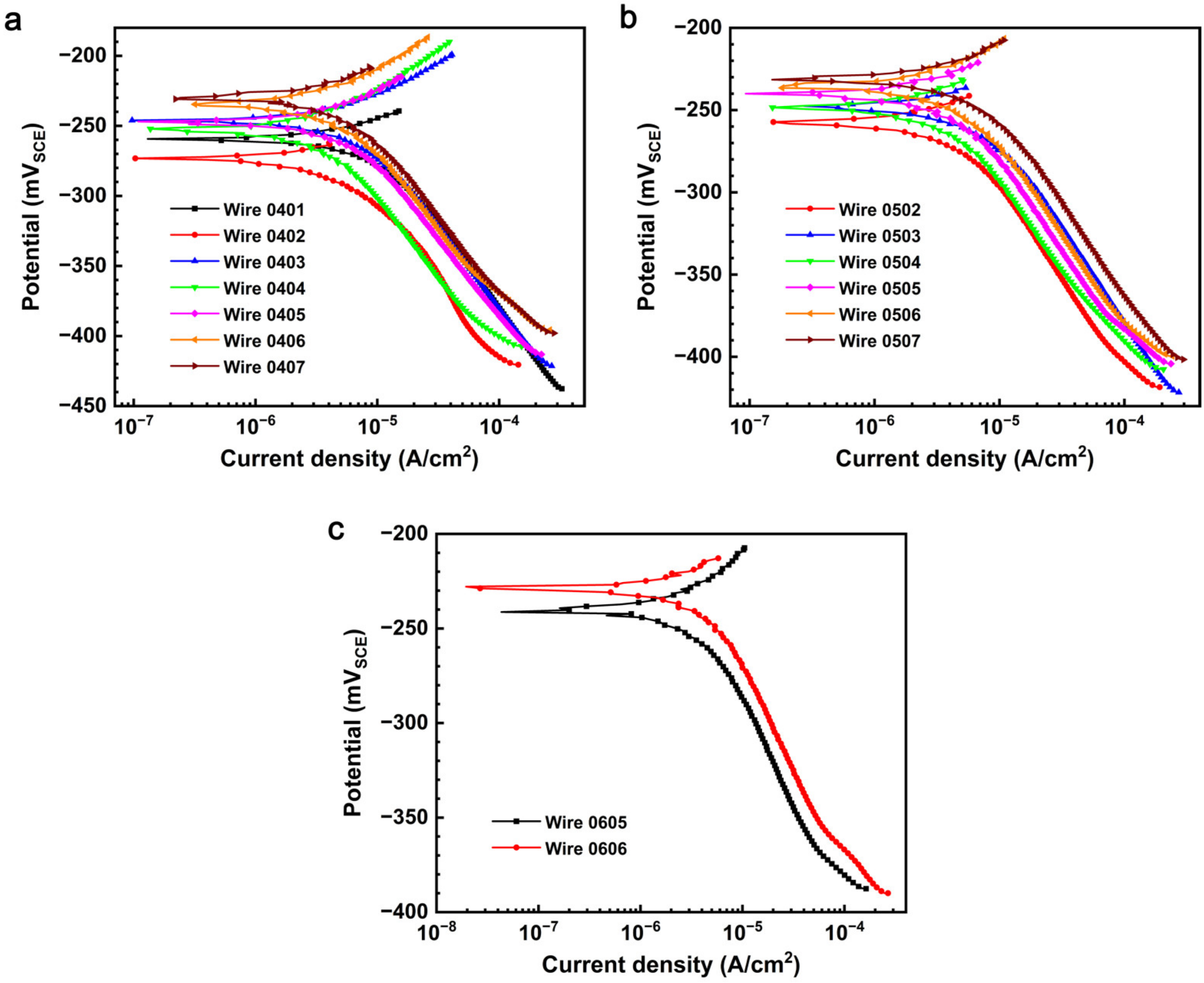
3.2. Potentiodynamic Polarization Analysis
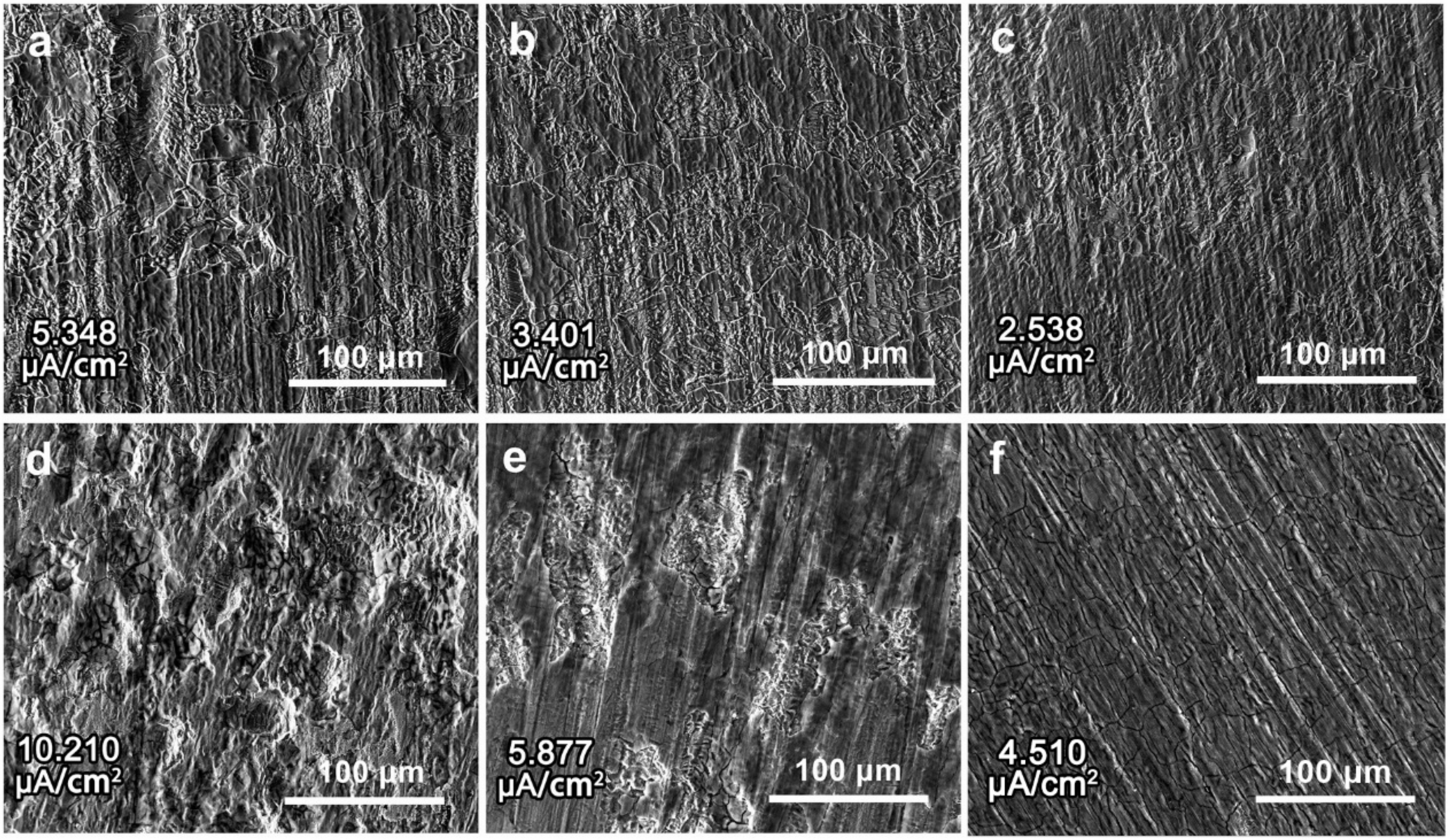
3.3. SEM Surface Characterization
3.4. Effects of Fluid Parameters on Erosion-Enhanced Corrosion of 90/10 Copper–Nickel Alloy
4. Conclusions
- For the cases without sand particles, the impact angle plays a significant role in determining the erosion-enhanced corrosion when the flow velocity is lower than 0.860 m/s. By increasing the flow velocity to 2.370 m/s, the erosion-enhanced corrosion is simultaneously controlled by the flow velocity and impact angle. When the flow velocity exceeds 2.370 m/s, the flow velocity alone becomes the dominating factor affecting erosion-enhanced corrosion. In summary, the erosion-enhanced corrosion of 90/10 copper–nickel alloy is dominated by the impact angle and flow velocity at lower and higher flow velocities, respectively.
- Adding sand particles can lead to the increase in corrosion current density, facilitating erosion-enhanced corrosion, without changing the variation trend of Icorr with the flow velocity and impact angle, when the flow velocity is higher than 0.860 m/s.
- The sand impact frequency, in addition to the flow velocity and impact angle, can also greatly accelerate the erosion-enhanced corrosion of 90/10 copper–nickel alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.B.; Zheng, Y.G. Critical flow velocity phenomenon in erosion-corrosion of pipelines: Determination methods, mechanisms and applications. J. Pipeline Sci. Eng. 2021, 1, 63–73. [Google Scholar] [CrossRef]
- Burstein, G.T.; Sasaki, S. Effect of impact angle on the slurry erosion–corrosion of 304L stainless steel. Wear 2000, 240, 80–94. [Google Scholar] [CrossRef]
- Zheng, Y.G.; Yao, Z.Y.; Ke, W. Fluid mechanics factors on the corrosion mechanism of the effect of erosion. Corros. Sci. Prot. Tech. 2000, 12, 36–40. [Google Scholar]
- Zheng, Y.G.; Yao, Z.M.; Wei, X.Y.; Ke, W. The synergistic effect between erosion and corrosion in acidic slurry medium. Wear 1995, 186, 555–561. [Google Scholar] [CrossRef]
- Dong, H.; Qi, P.Y.; Li, X.Y.; Llewellyn, R.J. Improving the erosion–corrosion resistance of AISI 316 austenitic stainless steel by low-temperature plasma surface alloying with N and C. Mat. Sci. Eng. A-Struct. 2006, 431, 137–145. [Google Scholar] [CrossRef]
- Elemuren, R.; Evitts, R.; Oguocha, I.; Kennell, G.; Gerspacher, R.; Odeshi, A. Slurry erosion-corrosion of 90° AISI 1018 steel elbow in saturated potash brine containing abrasive silica particles. Wear 2018, 410–411, 149–155. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Y.; Yao, J. Synergistic erosion–corrosion behavior of X80 pipeline steel at various impingement angles in two-phase flow impingement. Wear 2021, 466–467, 203572. [Google Scholar] [CrossRef]
- Wen, D.-C. Erosion–corrosion behavior of plastic mold steel in solid/aqueous slurry. J. Mater. Sci. 2009, 44, 6363–6371. [Google Scholar] [CrossRef]
- Jones, M.; Llewellyn, R.J. Erosion–corrosion assessment of materials for use in the resources industry. Wear 2009, 267, 2003–2009. [Google Scholar] [CrossRef]
- Khayatan, N.; Ghasemi, H.M.; Abedini, M. Study of erosion–Corrosion and corrosion behavior of commercially pure-Ti during slurry erosion. J. Tribol. 2018, 140, 061609. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G. Erosion-enhanced corrosion of stainless steel and carbon steel measured electrochemically under liquid and slurry impingement. Corros. Sci. 2016, 102, 259–268. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G.; Zhou, X.; He, S.Y.; Sun, W.H.; Wang, J.Q. Determination of the critical flow velocities for erosion–corrosion of passive materials under impingement by NaCl solution containing sand. Corros. Sci. 2014, 88, 187–196. [Google Scholar] [CrossRef]
- Wharton, J.A.; Barik, R.C.; Kear, G.; Wood, R.J.K.; Stokes, K.R.; Walsh, F.C. The corrosion of nickel–aluminium bronze in seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Li, L.; Qiao, Y.X.; Zhang, L.M.; Ma, A.L.; Ma, R.Y.; Zheng, Y.G. Understanding the corrosion behavior of nickel–aluminum bronze induced by cavitation corrosion using electrochemical noise: Selective phase corrosion and uniform corrosion. Materials 2023, 16, 669. [Google Scholar] [CrossRef] [PubMed]
- Sasaki, K.; Burstein, G.T. Observation of a threshold impact energy required to cause passive film rupture during slurry erosion of stainless steel. Philos. Mag. Lett. 2000, 80, 489–493. [Google Scholar] [CrossRef]
- Rajahram, S.S.; Harvey, T.J.; Wood, R.J.K. Electrochemical investigation of erosion–corrosion using a slurry pot erosion tester. Tribol. Int. 2011, 44, 232–240. [Google Scholar] [CrossRef]
- Lu, B.T.; Mao, L.C.; Luo, J.L. Hydrodynamic effects on erosion-enhanced corrosion of stainless steel in aqueous slurries. Electrochim. Acta. 2010, 56, 85–92. [Google Scholar] [CrossRef]
- Wang, Z.B.; Zheng, Y.G.; Yi, J.Z. The role of surface film on the critical flow velocity for erosion-corrosion of pure titanium. Tribol. Int. 2019, 133, 67–72. [Google Scholar] [CrossRef]
- Li, L.L.; Wang, Z.B.; Zheng, Y.G. Interaction between pitting corrosion and critical flow velocity for erosion-corrosion of 304 stainless steel under jet slurry impingement. Corros. Sci. 2019, 158, 108084. [Google Scholar] [CrossRef]
- Li, L.L.; Wang, Z.B.; He, S.Y.; Zheng, Y.G. Correlation between depassivation and repassivation processes determined by single particle impingement: Its crucial role in the phenomenon of critical flow velocity for erosion-corrosion. J. Mater. Sci. Technol. 2021, 89, 158–166. [Google Scholar] [CrossRef]
- Lotz, U.; Postlethwaite, J. Erosion-corrosion in disturbed two phase liquid/particle flow. Corros. Sci. 1990, 30, 95–106. [Google Scholar] [CrossRef]
- Zhang, G.A.; Cheng, Y.F. Electrochemical corrosion of X65 pipe steel in oil/water emulsion. Corros. Sci. 2009, 51, 901–907. [Google Scholar] [CrossRef]
- Barik, R.C.; Wharton, J.A.; Wood, R.J.K.; Tan, K.S.; Stokes, K.R. Erosion and erosion–corrosion performance of cast and thermally sprayed nickel–aluminium bronze. Wear 2005, 259, 230–242. [Google Scholar] [CrossRef]
- Malka, R.; Nešić, S.; Gulino, D.A. Erosion–corrosion and synergistic effects in disturbed liquid-particle flow. Wear 2007, 262, 791–799. [Google Scholar] [CrossRef]
- Aminul Islam, M.; Farhat, Z.N.; Ahmed, E.M.; Alfantazi, A.M. Erosion enhanced corrosion and corrosion enhanced erosion of API X-70 pipeline steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Zhou, S.; Stack, M.M.; Newman, R.C. Electrochemical studies of anodic dissolution of mild steel in a carbonate-bicarbonate buffer under erosion-corrosion conditions. Corros. Sci. 1996, 38, 1071–1084. [Google Scholar] [CrossRef]
- Francis, R. The Corrosion of Copper and Its Alloys: A Practical Guide for Engineers; Nace International: Houston, TX, USA, 2010. [Google Scholar]
- Zhou, J.X.; Yan, L.; Tang, J.; Sun, Z.Z.; Ma, L.Q. Interactive effect of ant nest corrosion and stress corrosion on the failure of copper tubes. Eng. Failure Anal. 2018, 83, 9–16. [Google Scholar] [CrossRef]
- Tzevelekou, T.; Flampouri, A.; Rikos, A.; Vazdirvanidis, A.; Pantazopoulos, G.; Skarmoutsos, D. Hot-water corrosion failure of a hard-drawn copper tube. Eng. Fail. Anal. 2013, 33, 176–183. [Google Scholar] [CrossRef]
- Abedini, M.; Ghasemi, H.M. Synergistic erosion–corrosion behavior of Al–brass alloy at various impingement angles. Wear 2014, 319, 49–55. [Google Scholar] [CrossRef]
- Barik, R.C.; Wharton, J.A.; Wood, R.J.K.; Stokes, K.R. Electro-mechanical interactions during erosion–corrosion. Wear 2009, 267, 1900–1908. [Google Scholar] [CrossRef]
- Rajahram, S.S.; Harvey, T.J.; Wood, R.J.K. Erosion–corrosion resistance of engineering materials in various test conditions. Wear 2009, 267, 244–254. [Google Scholar] [CrossRef]
- Rajahram, S.S.; Harvey, T.J.; Wood, R.J.K. Evaluation of a semi-empirical model in predicting erosion–Corrosion. Wear 2009, 267, 1883–1893. [Google Scholar] [CrossRef]
- Basumatary, J.; Wood, R.J.K. Synergistic effects of cavitation erosion and corrosion for nickel aluminium bronze with oxide film in 3.5% NaCl solution. Wear 2017, 376–377, 1286–1297. [Google Scholar] [CrossRef]
- Mansfeld, F.; Liu, G.; Xiao, H.; Tsai, C.H.; Little, B.J. The corrosion behavior of copper alloys, stainless steels and titanium in seawater. Corros. Sci. 1994, 36, 2063–2095. [Google Scholar] [CrossRef]
- Schleich, W. Typical failures of CuNi 90/10 seawater tubing systems and how to avoid them. In Proceedings of the EUROCORR 2004, Nice, France, 12–16 September 2004. [Google Scholar]
- Schleich, W. Application of copper-nickel alloy UNS C70600 for seawater service. In Proceedings of the CORROSION 2005, Houston, TX, USA, 3–7 April 2005. [Google Scholar]
- Zeng, L.; Zhang, G.A.; Guo, X.P. Erosion–corrosion at different locations of X65 carbon steel elbow. Corros. Sci. 2014, 85, 318–330. [Google Scholar] [CrossRef]
- Zeng, L.; Shuang, S.; Guo, X.P.; Zhang, G.A. Erosion-corrosion of stainless steel at different locations of a 90° elbow. Corros. Sci. 2016, 111, 72–83. [Google Scholar] [CrossRef]
- Zheng, Z.B.; Zheng, Y.G.; Sun, W.H.; Wang, J.Q. Effect of applied potential on passivation and erosion–corrosion of a Fe-based amorphous metallic coating under slurry impingement. Corros. Sci. 2014, 82, 115–124. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Y.G.; Ke, W.; Sun, W.H.; Hou, W.L.; Chang, X.C.; Wang, J.Q. Slurry erosion–corrosion behaviour of high-velocity oxy-fuel (HVOF) sprayed Fe-based amorphous metallic coatings for marine pump in sand-containing NaCl solutions. Corros. Sci. 2011, 53, 3177–3185. [Google Scholar] [CrossRef]
- Mansouri, A.; Arabnejad, H.; Shirazi, S.A.; McLaury, B.S. A combined CFD/experimental methodology for erosion prediction. Wear 2015, 332, 1090–1097. [Google Scholar] [CrossRef]
- Yi, J.Z.; Hu, H.X.; Wang, Z.B.; Zheng, Y.G. On the critical flow velocity for erosion-corrosion in local eroded regions under liquid-solid jet impingement. Wear 2019, 422–423, 94–99. [Google Scholar] [CrossRef]
- Wang, Z.B.; Hu, H.X.; Zheng, Y.G.; Ke, W.; Qiao, Y.X. Comparison of the corrosion behavior of pure titanium and its alloys in fluoride-containing sulfuric acid. Corros. Sci. 2016, 103, 50–65. [Google Scholar] [CrossRef]
- Toor, I.; Irshad, H.; Badr, H.; Samad, M. The effect of impingement velocity and angle variation on the erosion corrosion performance of API 5L-X65 carbon steel in a flow loop. Metals 2018, 8, 402. [Google Scholar] [CrossRef]
- Zeng, L.; Chen, G.; Chen, H.X. Comparative study on flow-accelerated corrosion and erosion-corrosion at a 90 degrees carbon steel bend. Materials 2020, 13, 1780. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.Z.; Zhang, Q.L.; Zhou, Q.P.; Gao, S.; Wang, B.; Wang, X.N.; Huang, Y. Flow accelerated corrosion and erosion−Corrosion behavior of marine carbon steel in natural seawater. npj Mater. Degrad. 2021, 5, 56. [Google Scholar] [CrossRef]
- Poulson, B. Complexities in predicting erosion corrosion. Wear 1999, 233–235, 497–504. [Google Scholar] [CrossRef]
- Zheng, Y.G.; Yu, H.; Jiang, S.L.; Yao, Z.M. Effect of the sea mud on erosion–corrosion behaviors of carbon steel and low alloy steel in 2.4% NaCl solution. Wear 2008, 264, 1051–1058. [Google Scholar] [CrossRef]
- Neville, A.; Reza, F.; Chiovelli, S.; Revega, T. Erosion–corrosion behaviour of WC-based MMCs in liquid–Solid slurries. Wear 2005, 259, 181–195. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Fe | Mn | C | Pb | S | P | Cu |
|---|---|---|---|---|---|---|---|
| 10.4 | 1.51 | 0.59 | 0.009 | <0.001 | 0.002 | 0.002 | Bal. |
| Wire | Total Flow Velocity (m/s) | Tangential Flow Velocity (m/s) | Axial Flow Velocity (m/s) | Impact Angle (Degree) | Sand Impact Frequency (1/s) | Icorr with Sand (μA/cm2) | Icorr without Sand (μA/cm2) |
|---|---|---|---|---|---|---|---|
| 0401 | 5.606 | 5.024 | 2.477 | 26.24 | 309 | 9.242 | 5.147 |
| 0501 | 0.490 | 0.337 | 0.295 | 41.27 | 0 | -- | 4.297 |
| 0601 | 0.325 | 0.266 | 0.185 | 34.79 | 0 | -- | 3.797 |
| 0701 | 0.234 | 0.196 | 0.127 | 32.83 | 0 | -- | 3.279 |
| 0402 | 5.644 | 5.421 | 1.553 | 15.98 | 560 | 10.210 | 5.348 |
| 0502 | 1.897 | 1.804 | 0.561 | 17.28 | 132 | 6.239 | 4.841 |
| 0602 | 0.290 | 0.213 | 0.195 | 42.54 | 0 | -- | 4.591 |
| 0702 | 0.241 | 0.202 | 0.131 | 32.92 | 0 | -- | 4.242 |
| 0403 | 4.615 | 4.539 | 0.812 | 10.15 | 404 | 7.416 | 4.942 |
| 0503 | 1.819 | 1.776 | 0.364 | 11.58 | 93 | 5.909 | 4.052 |
| 0603 | 0.289 | 0.196 | 0.203 | 46.04 | 0 | -- | 3.812 |
| 0703 | 0.311 | 0.265 | 0.157 | 30.70 | 0 | -- | 3.703 |
| 0404 | 3.565 | 3.528 | 0.478 | 7.71 | 132 | 5.942 | 4.442 |
| 0504 | 1.823 | 1.800 | 0.253 | 8.02 | 60 | 5.877 | 3.973 |
| 0604 | 0.471 | 0.427 | 0.183 | 23.19 | 0 | -- | 3.649 |
| 0704 | 0.288 | 0.210 | 0.186 | 41.54 | 0 | -- | 3.508 |
| 0405 | 2.370 | 2.350 | 0.258 | 6.27 | 43 | 5.711 | 4.273 |
| 0505 | 1.318 | 1.295 | 0.226 | 9.89 | 29 | 5.619 | 3.770 |
| 0605 | 0.609 | 0.571 | 0.192 | 18.62 | 1 | 4.583 | 2.826 |
| 0705 | 0.475 | 0.446 | 0.145 | 17.96 | 0 | -- | 3.401 |
| 0406 | 1.578 | 1.562 | 0.208 | 7.60 | 25 | 5.424 | 3.949 |
| 0506 | 1.399 | 1.385 | 0.180 | 7.40 | 12 | 5.595 | 3.417 |
| 0606 | 0.860 | 0.839 | 0.171 | 11.50 | 1 | 4.510 | 2.695 |
| 0706 | 0.611 | 0.595 | 0.129 | 12.25 | 0 | -- | 2.879 |
| 0407 | 1.536 | 1.525 | 0.169 | 6.32 | 3 | 5.377 | 3.326 |
| 0507 | 1.334 | 1.321 | 0.176 | 7.57 | 3 | 5.411 | 3.377 |
| 0607 | 1.060 | 1.046 | 0.164 | 8.89 | 0 | -- | 2.597 |
| 0707 | 0.853 | 0.841 | 0.126 | 8.54 | 0 | -- | 2.538 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Wang, Z.; Hu, H.; Zhang, C.; Zhang, S.; Zheng, Y. Study on the Effects of Fluid Parameters on Erosion-Enhanced Corrosion of 90/10 Copper–Nickel Alloy Using Wire Beam Electrode. Metals 2023, 13, 380. https://doi.org/10.3390/met13020380
Wang Z, Wang Z, Hu H, Zhang C, Zhang S, Zheng Y. Study on the Effects of Fluid Parameters on Erosion-Enhanced Corrosion of 90/10 Copper–Nickel Alloy Using Wire Beam Electrode. Metals. 2023; 13(2):380. https://doi.org/10.3390/met13020380
Chicago/Turabian StyleWang, Zehua, Zhengbin Wang, Hongxiang Hu, Chunhua Zhang, Song Zhang, and Yugui Zheng. 2023. "Study on the Effects of Fluid Parameters on Erosion-Enhanced Corrosion of 90/10 Copper–Nickel Alloy Using Wire Beam Electrode" Metals 13, no. 2: 380. https://doi.org/10.3390/met13020380