
Mechanical Properties of B1500HS/AA5052 Joints by Self-Piercing Riveting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and SPR Joints
2.2. Finite Element Simulation of SPR Process
2.3. Forming Quality of SPR Joint
2.4. Tensile and Fatigue Tests
3. Results and Discussion
3.1. SPR Forming Process and Quality
3.2. Tensile Property
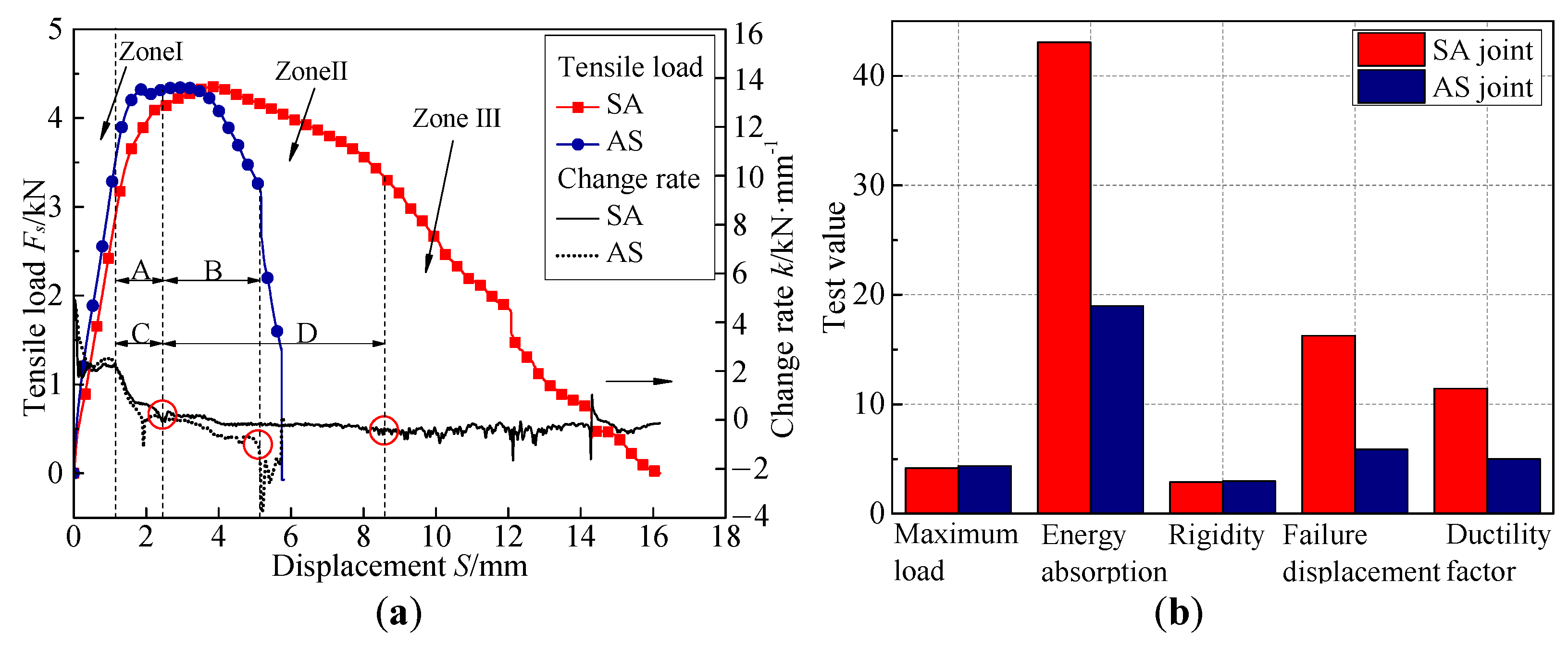
3.2.1. Tensile Property of Single-Rivet Joint
3.2.2. Tensile Property of the Two-Rivet Joint
3.3. Fatigue Property
3.3.1. Fatigue Property of a Single-Rivet Joint
3.3.2. Fatigue Property of a Two-Rivet Joint
3.4. Fatigue Failure Mechanism of the SPR Joint
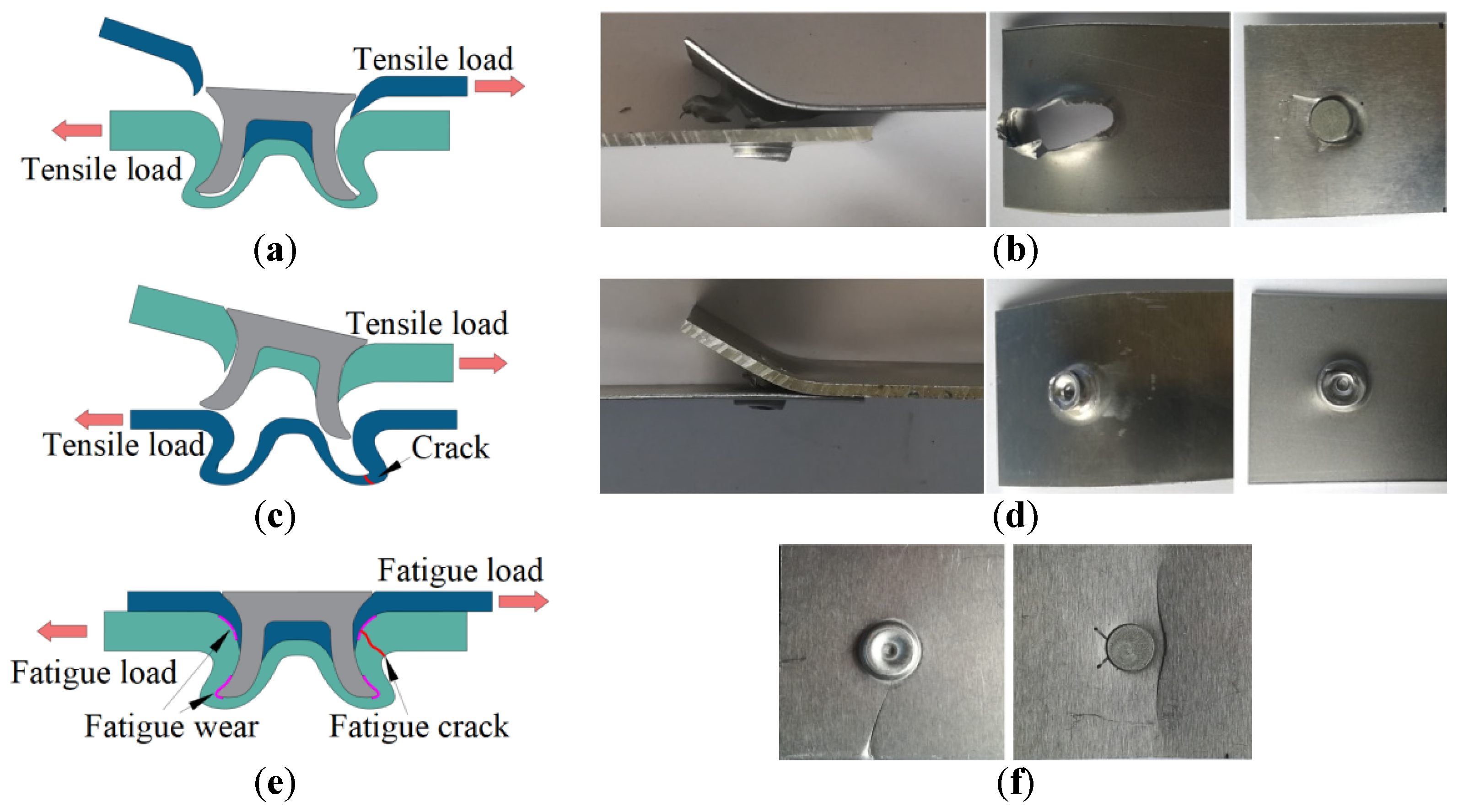
3.4.1. Fatigue Failure Modes
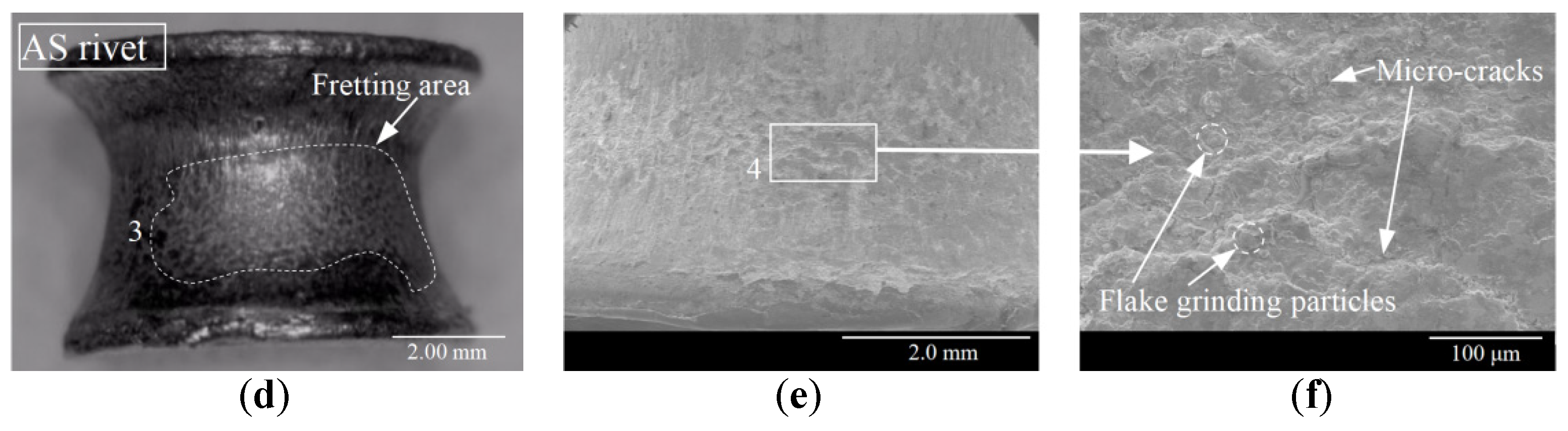
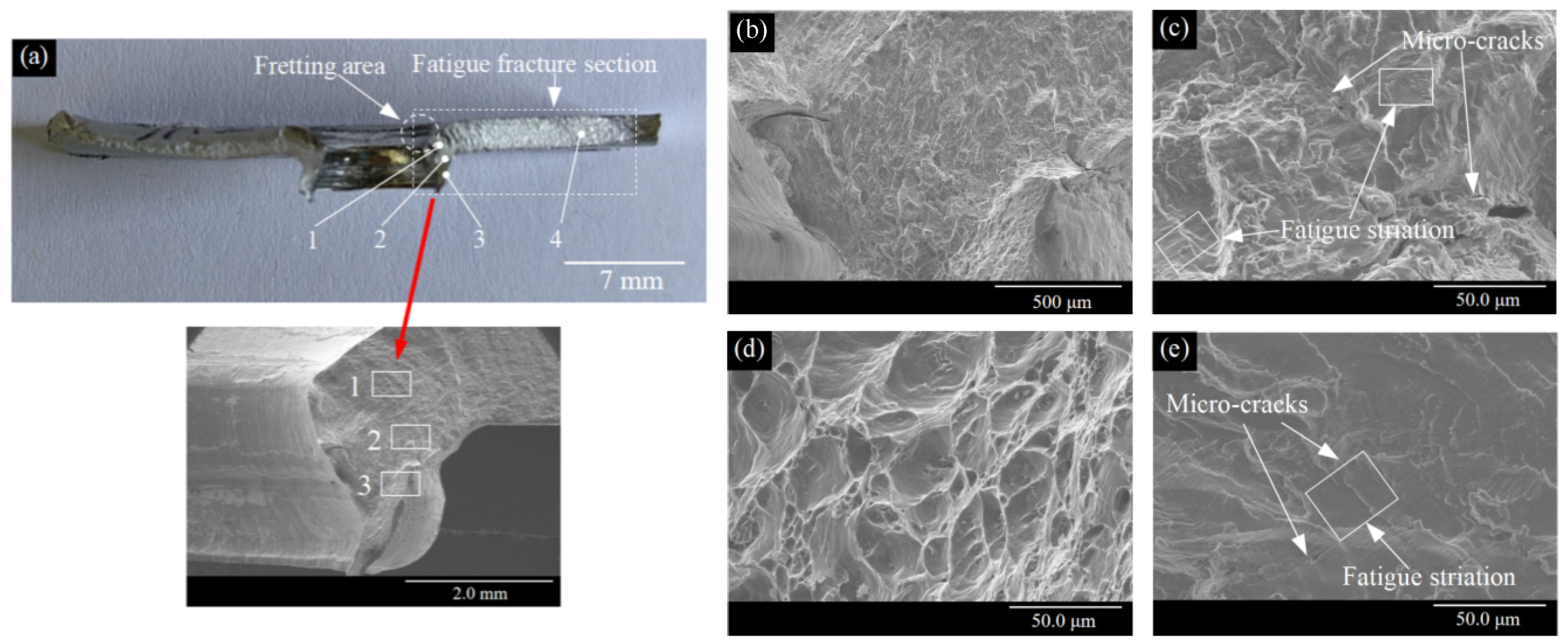
3.4.2. Fatigue Failure Mechanisms
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbol | Meaning of the Symbol | Symbol | Meaning of the Symbol |
| H | rivet head height | k | load change rate |
| Δb | residual bottom thickness | Fs | tensile load |
| Δu | undercut | ΔFs | increment of tensile load |
| Fp | punch load | S | tensile displacement |
| ΔFp | increment of punch load | ΔS | increment of tensile displacement |
| L | punch displacement | N | number of fatigue cycles |
| ΔL | increment of punch displacement | F | fatigue load |
References
- Sato, F.; Nakata, T. Analysis of the impact of vehicle light weighting on recycling benefits considering life cycle energy reductions. Resour. Conserv. Recycl. 2021, 164, 105118. [Google Scholar] [CrossRef]
- Frank, C. Current trends in automotive lightweighting strategies and materials. Materials 2021, 14, 6631. [Google Scholar] [CrossRef]
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and Highly Productive Joining Technologies for Multi-Material Lightweight Car Body Structures. J. Mater. Eng. Perform. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; La Commare, U.; Römisch, D.; Wiesenmayer, S.; Wituschek, S.; Merklein, M. Joining by forming technologies: Current solutions and future trends. Int. J. Mater. Form. 2022, 15, 27. [Google Scholar] [CrossRef]
- Mori, K.-I.; Abe, Y. A review on mechanical joining of aluminium and high strength steel sheets by plastic deformation. Int. J. Light. Mater. Manuf. 2018, 1, 1–11. [Google Scholar] [CrossRef]
- Li, D.Z.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, G.; Zheng, X.; Li, J.; Li, X.; Zhu, W.; Yanagimoto, J. A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos. Struct. 2020, 259, 113219. [Google Scholar] [CrossRef]
- Falk, T.; Schwarz, C.; Drossel, W.G. Realtime prediction of self-pierce riveting joints-prognosis and visualization based on simulation and machine learning. Key Eng. Mat. 2022, 6392, 1479–1488. [Google Scholar] [CrossRef]
- Grimm, T.; Drossel, W.G. Process development for self-pierce riveting with solid formable rivet of boron steel in multi-material design. Procedia Manuf. 2019, 29, 271–279. [Google Scholar] [CrossRef]
- Karathanasopoulos, N.; Pandya, K.S.; Mohr, D. An experimental and numerical investigation of the role of rivet and die design on the self-piercing riveting joint characteristics of aluminum and steel sheets. J. Manuf. Process 2021, 69, 290–302. [Google Scholar] [CrossRef]
- Liu, Y.P.; Li, H.; Zhao, H.; Liu, X.P. Effects of the die parameters on the self-piercing riveting process. Int. J. Adv. Manuf. Technol. 2019, 105, 3353–3368. [Google Scholar] [CrossRef]
- Haque, R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review. Arch. Civ. Mech. Eng. 2018, 18, 83–93. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Kato, T. Self-pierce riveting of multiple steel and aluminum alloy sheets. J. Mater. Process Technol. 2014, 214, 2002–2008. [Google Scholar] [CrossRef]
- Ma, Y.W.; Lou, M.; Li, Y.B.; Lin, Z.Q. Effect of rivet and die on self-piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J. Mater. Process Tech. 2017, 251, 282–294. [Google Scholar] [CrossRef]
- Mucha, J. The failure mechanics analysis of the solid self-piercing riveting joints. Eng. Fail. Anal 2015, 47, 77–88. [Google Scholar] [CrossRef]
- Haque, R. Residual stress in self-piercing riveting (SPR) joints-a review. Mater Perform. Charac. 2018, 7, 20170109. [Google Scholar] [CrossRef]
- Shen, K.L.; Zhang, Z.; Jiang, W.C.; Luo, Y.; Su, H.D.; Zhang, Y.F. Generation of compressive residual stress at the root of tube-to-tubesheet welded joints in a heat exchanger. Int. J. Pres. Ves. Pip. 2022, 200, 104848. [Google Scholar] [CrossRef]
- Zhang, X.L.; He, X.C.; Wei, W.J.; Lu, J.W.; Zeng, K. Fatigue characterization and crack propagation mechanism of self-piercing riveted joints in titanium plates. Int. J. Fatigue 2020, 134, 105465. [Google Scholar] [CrossRef]
- Lee, Y.I.; Kim, H.K. Effects of residual stresses on the fatigue lifetimes of self-piercing riveted joints of AZ31 Mg alloy and Al5052 Al alloy sheets. Metals 2021, 11, 2037. [Google Scholar] [CrossRef]
- Kang, S.H.; Han, D.W.; Kim, H.K. Fatigue strength evaluation of self-piercing riveted joints of AZ31 Mg alloy and cold-rolled steel sheets. J. Magnes Alloys 2020, 8, 241–251. [Google Scholar] [CrossRef]
- Bang, H.S.; Lee, W.R.; Hong, S.M.; Lee, S.Y. Mechanical properties of dissimilar A356/SAPH440 lap joints by the friction stir spot welding and self-piercing riveting. Strength Mater. 2018, 50, 63–71. [Google Scholar] [CrossRef]
- Lei, L.; He, X.C.; Zhao, D.S.; Zhang, Y.; Gu, F.S.; Ball, A. Clinch-bonded hybrid joining for similar and dissimilar copper alloy, aluminium alloy and galvanised steel sheets. Thin. Wall Struct. 2018, 131, 393–403. [Google Scholar] [CrossRef]
- Lou, M.; Li, Y.B.; Wang, Y.; Wang, B.; Lai, X.M. Influence of resistance heating on self-piercing riveted dissimilar joints of AA6060-T6 and galvanized DP590. J. Mater. Process Technol. 2014, 214, 2119–2126. [Google Scholar] [CrossRef]
- Jiang, H.; Gao, S.; Li, G.Y.; Cui, J.J. Structural design of half hollow rivet for electromagnetic self-piercing riveting process of dissimilar materials. Mater. Design. 2019, 183, 1–10. [Google Scholar] [CrossRef]
- Huang, Z.C.; Zhou, Z.J.; Jiang, Y.Q. Effect of shot peening on static and fatigue properties of self-piercing riveting joints. J. Mater. Res. Technol. 2022, 18, 1070–1080. [Google Scholar] [CrossRef]
- Moroni, F. Fatigue behaviour of hybrid clinch-bonded and self-piercing rivet bonded joints. J. Adhesion. 2019, 95, 577–594. [Google Scholar] [CrossRef]
- Heidrich, D.; Zhang, F.; Fang, X. Fatigue strength of rivet resistance spot welding technique in comparison with self-piercing riveting for multi-material body-in-white structure. J. Mater. Eng. Perform. 2021, 305, 3806–3821. [Google Scholar] [CrossRef]
- Deng, L.; Lou, M.; Li, Y.B.; Carlson, B.E. Thermally assisted self-piercing riveting of AA6061-T6 to ultrahigh strength steel. J. Manuf. Sci. Eng. 2019, 141, 101006. [Google Scholar] [CrossRef]
- Zhou, Z.J.; Huang, Z.C.; Jiang, Y.Q.; Tang, N.L. Joining properties of SPFC440/AA5052 multi-material self-piercing riveting joints. Materials 2022, 15, 2962. [Google Scholar] [CrossRef]
- Wan, S.M.; Hu, S.; Li, S.Y.; Zhang, L.H.; Liu, X.Q. Process parameters and joint evaluation of self-piercing riveting with half-hollow rivets. J. Tianjin Univ. 2007, 40, 495–498. [Google Scholar]
- Porcaro, R.; Hanssen, A.G.; Langseth, M.; Aalberg, A. Self-piercing riveting process: An experimental and numerical investigation. J. Mater. Process Technol. 2006, 171, 10–20. [Google Scholar] [CrossRef]
- Hua, Q.A. An overview of self-piercing riveting process with focus on joint failures, corrosion issues and optimisation techniques. Chin. J. Mech. Eng.-En. 2021, 34, 100–124. [Google Scholar]
- Du, Z.P.; Duan, L.B.; Jing, L.J.; Cheng, A.G.; He, Z.C. Numerical simulation and parametric study on self-piercing riveting process of aluminium-steel hybrid sheets. Thin. Wall Struct. 2021, 164, 107872. [Google Scholar] [CrossRef]
- Hirsch, F.; Müller, S.; Machens, M.; Staschko, R.; Fuchs, N.; Kästner, M. Simulation of self-piercing rivetting processes in fibre reinforced polymers: Material modelling and parameter identification. J. Mater. Process Technol. 2017, 241, 164–177. [Google Scholar] [CrossRef]
- Çavuşoğlu, O.; Bakırcı, A.; Dinkçi, H.; Yılmazoğlu, A.G. Triple joining of different sheets with self-pierce riveting method. Sci. Technol. Weld. Joi. 2022, 27, 579–585. [Google Scholar] [CrossRef]
- Tian, H.; Xing, B.Y.; Zhang, H.S.; Wang, K.W.; Zeng, K.; He, X.C. A study on non-destructive testing of geometrical parameters of self-piercing riveting joints using an acoustic microscope with a scanning focusing converter. Nondestruct. Test Eval. 2022. [Google Scholar] [CrossRef]
- Stanzl-Tschegg, S.E.; Mayer, H. Fatigue and fatigue crack growth of aluminium alloys at very high numbers of cycles. Int. J. Fatigue 2001, 23, 231–237. [Google Scholar] [CrossRef]
- Shi, Z.F.; Li, Y.L.; Suo, T.; Liu, Y.Y.; Zeng, N.; Liu, X.D. Influence of loading frequency on the high cycle fatigue properties of metallic and alloy. J. Mater. Sci. Eng. 2009, 27, 488–492. [Google Scholar]
- Huang, Z.C.; Jia, Y.L.; Jiang, Y.Q.; Zhang, Y.C. Mechanical properties and fatigue failure mechanisms of purely self-piercing riveted (SPR) and hybrid (SPR-bonded) joints under salt spray environment. J. Mater. Res. Technol. 2022, 20, 2501–2517. [Google Scholar] [CrossRef]
- Haque, R.; Durandet, Y. Investigation of self-pierce riveting (SPR) process data and specific joining events. J. Manuf. Process 2017, 30, 148–160. [Google Scholar] [CrossRef]
- Liu, Y.; Zhuang, W.M.; Luo, Y.F.; Xie, D.X.; Mu, W.L. Joining mechanism and damage of self-piercing riveted joints in carbon fibre reinforced polymer composites and aluminium alloy. Thin. Wall Struct. 2023, 182, 110233. [Google Scholar] [CrossRef]
- Jia, Y.L.; Huang, Z.C.; Zhang, Y.C.; Zhang, F. Forming quality and fatigue behavior of self-piercing riveted joints of DP590 and AA6061plates. Adv. Mater. Sci. Eng. 2021, 2022, 4381544. [Google Scholar]
- Xie, Z.Q.; Yan, W.M.; Cheng, Y.; Mu, T.T.; Song, L.L. Improved shear strength design of cold-formed steel connection with single self-piercing rivet. Thin. Wall Struct. 2018, 131, 708–717. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Rahnama, A.; Sohn, I.R.; Kim, J.; Sridhar, S. Performance of dissimilar metal self-piercing riveting joint and coating behavior under corrosive environment. J. Manuf. Process 2019, 39, 259–270. [Google Scholar] [CrossRef]
- Wei, W.J.; He, X.C.; Zhang, X.L.; Lu, J.W. Characteristics of fretting damage in hybrid DP780/AA6061 self-piercing riveted joints. J. Mech. Eng. 2020, 56, 169–175. [Google Scholar]
- Gao, Z.T.; Fu, H.M.; Liang, M.X. A method for fitting S-N curve. J. Beijing Univ. Aeronaut. Astronaut. 1987, 1, 115–119. [Google Scholar]
- Rao, H.M.; Kang, J.D.; Huff, G.; Avery, K. Impact of specimen configuration on fatigue properties of self-piercing riveted aluminum to carbon fiber reinforced polymer composite. Int. J. Fatigue 2018, 113, 11–22. [Google Scholar] [CrossRef]
- Iyer, K.; Hu, S.J.; Brittman, F.L.; Wang, P.C.; Hayden, D.B.; Marin, S.P. Fatigue of single- and double-rivet self-piercing riveted lap joints. Fatigue Fract. Eng. M 2005, 28, 997–1007. [Google Scholar] [CrossRef]
- Presse, J.; Michler, T.; Künkler, B. Fatigue life performance of multi-material connections hybrid joined by self-piercing rivets and adhesive. Mater. Test 2020, 62, 973–978. [Google Scholar] [CrossRef]
- Du, G.; Xing, Y.; Li, X. Fatigue properties of self-piercing riveted multi-rivet joints in steel and aluminum sheets. Mater Sci. Eng. Technol. 2019, 50, 1495–1502. [Google Scholar] [CrossRef]
- Moraes, J.F.C.; Rao, H.M.; Jordon, J.B.; Barkey, M.E. High cycle fatigue mechanisms of aluminum self-piercing riveted joints. Fatigue Fract. Eng. M 2017, 41, 57–70. [Google Scholar] [CrossRef]
- Huang, L.; Bonnen, J.; Lasecki, J.; Guo, H.D.; Su, X.M. Fatigue and fretting of mixed metal self-piercing riveted joint. Int. J. Fatigue 2016, 83, 230–239. [Google Scholar] [CrossRef]
- Jin, Z.; Mallick, P.K. Enhancement of fatigue life of self-piercing riveted joints by coining. In Proceedings of the ASME International Mechanical Engineering Congress & Exposition, New Orleans, LA, USA, 17–22 November 2002. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| B1500HS | C | Mn | Si | P | S | B | Cr | Ni | Fe |
| 0.21 | 1.35 | 0.28 | 0.0055 | 0.004 | 0.0033 | 0.23 | 0.10 | Bal. | |
| AA5052 | Si | Cu | Mg | Zn | Mn | Cr | Fe | Al | |
| 0.25 | 0.10 | 2.2 | 0.10 | 0.10 | 0.15 | 0.4 | Bal. |
| Tensile Strength (MPa) | Yield Strength (MPa) | Young Modulus (GPa) | Elongation (%) | |
|---|---|---|---|---|
| B1500HS | 428 | 206 | 212 | 18.9 |
| AA5052 | 235 | 90 | 70 | 13.5 |
| Punch Velocity (mm/s) | Blank Holder Force (kN) | Stiffness of Die Spring (N·mm−1) | Meshing Size (mm) | Friction |
|---|---|---|---|---|
| 20 | 2.5 | 500 | 0.1 (rivet)/0.15 (sheets) | 0.22 (Lower sheet die) 0.12 (Others) |
| Fatigue Load (kN) | Fatigue Life (×103) | ||
|---|---|---|---|
| SA | AS | SAF | |
| 4.22 | 83.18 | 50.12 | 2187.76 |
| 4.88 | 48.98 | 24.55 | 818.0 |
| 5.69 | 30.90 | 12.59 | 224.69 |
| 6.51 | 21.87 | 7.41 | 111.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.-C.; Huang, Z.-C.; Jiang, Y.-Q.; Jia, Y.-L. Mechanical Properties of B1500HS/AA5052 Joints by Self-Piercing Riveting. Metals 2023, 13, 328. https://doi.org/10.3390/met13020328
Zhang Y-C, Huang Z-C, Jiang Y-Q, Jia Y-L. Mechanical Properties of B1500HS/AA5052 Joints by Self-Piercing Riveting. Metals. 2023; 13(2):328. https://doi.org/10.3390/met13020328
Chicago/Turabian StyleZhang, Yong-Chao, Zhi-Chao Huang, Yu-Qiang Jiang, and Ying-Lian Jia. 2023. "Mechanical Properties of B1500HS/AA5052 Joints by Self-Piercing Riveting" Metals 13, no. 2: 328. https://doi.org/10.3390/met13020328