
Microstructure Evolution and Mechanical Properties of TiC Coating over Inconel 625 Obtained by Vacuum Electron Beam Surface Alloying

Abstract
:1. Introduction
2. Materials and Methods
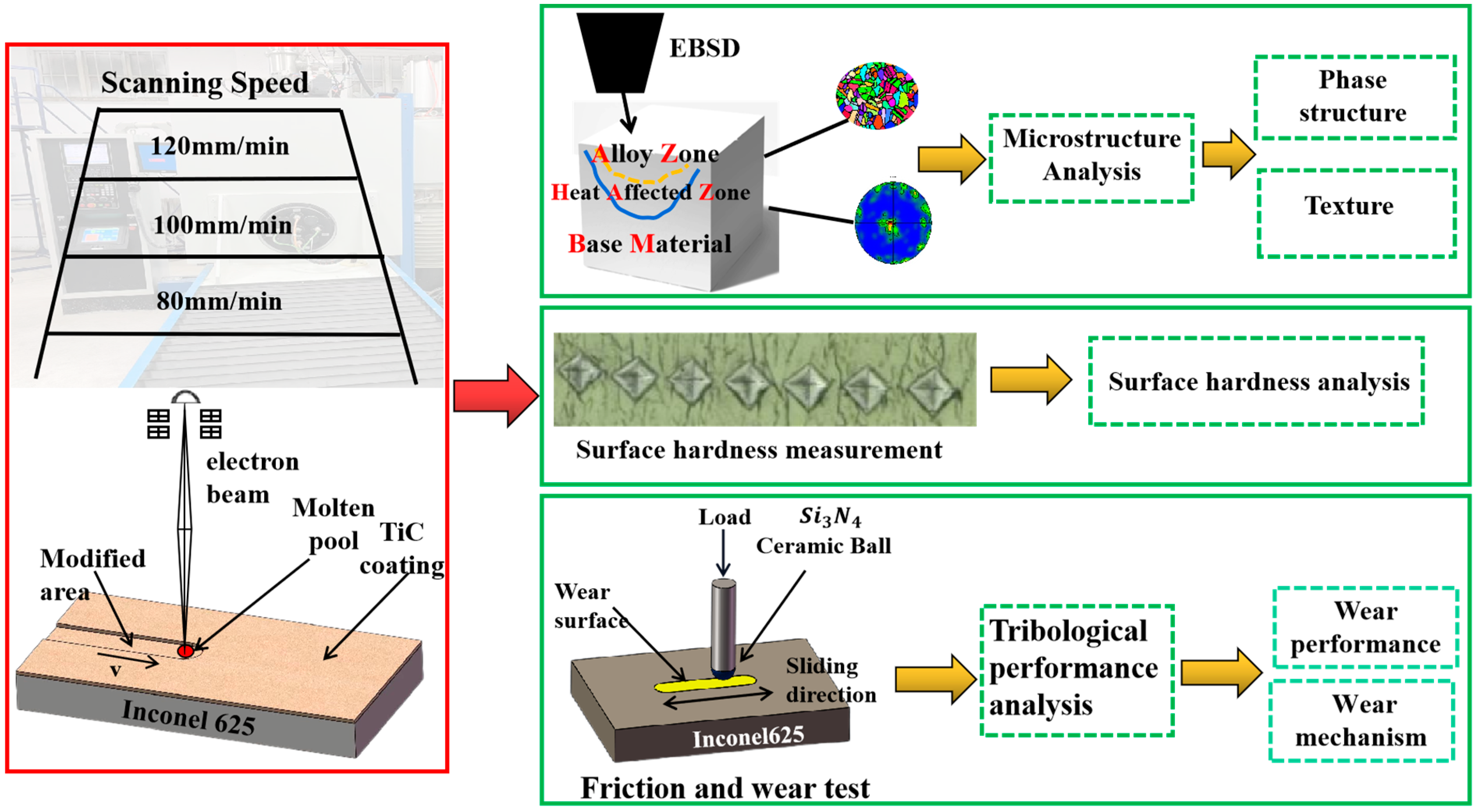
2.1. Sample Preparation
2.2. Electron Beam Surface Alloying Treatment
2.3. Microhardness and Friction and Wear Test
2.4. Microstructure Characterization Test
3. Results and Discussion
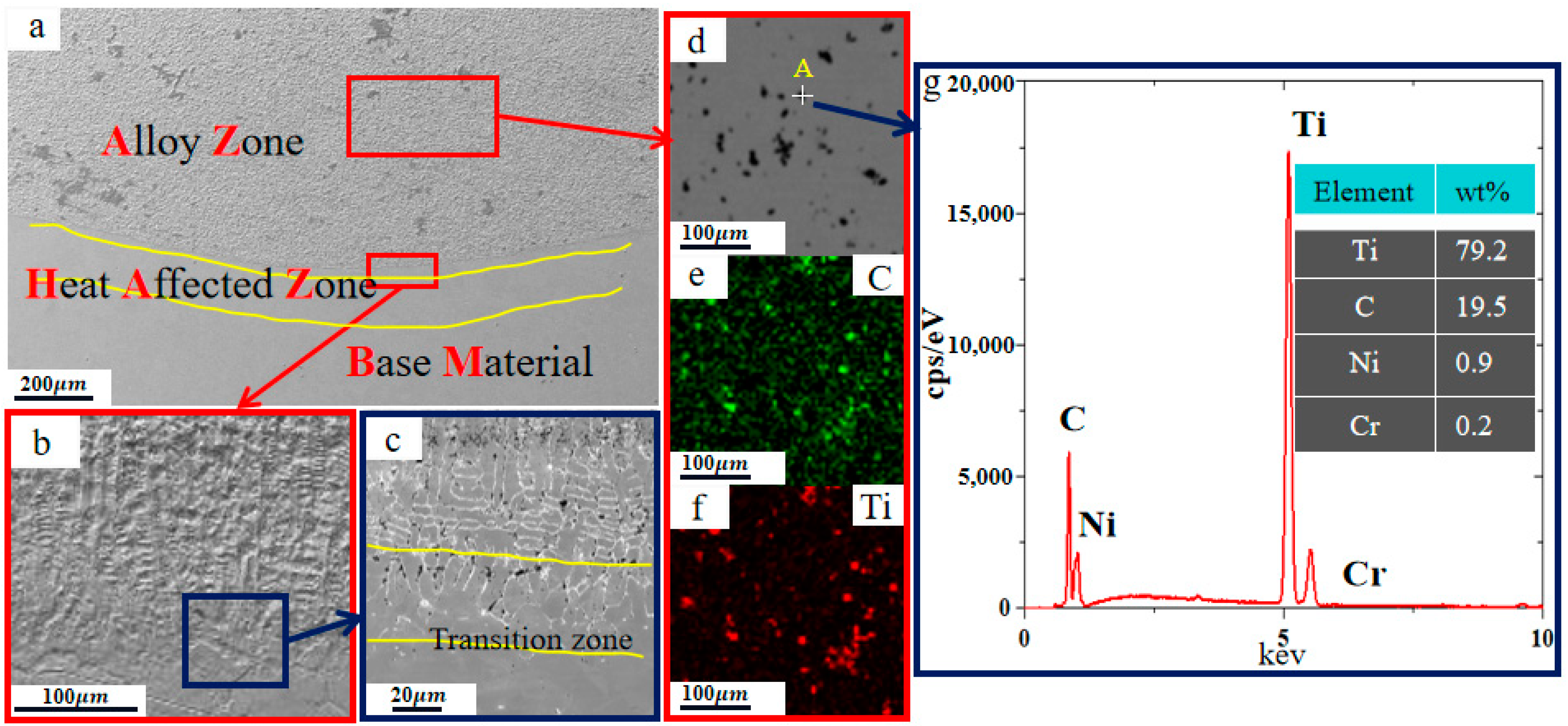
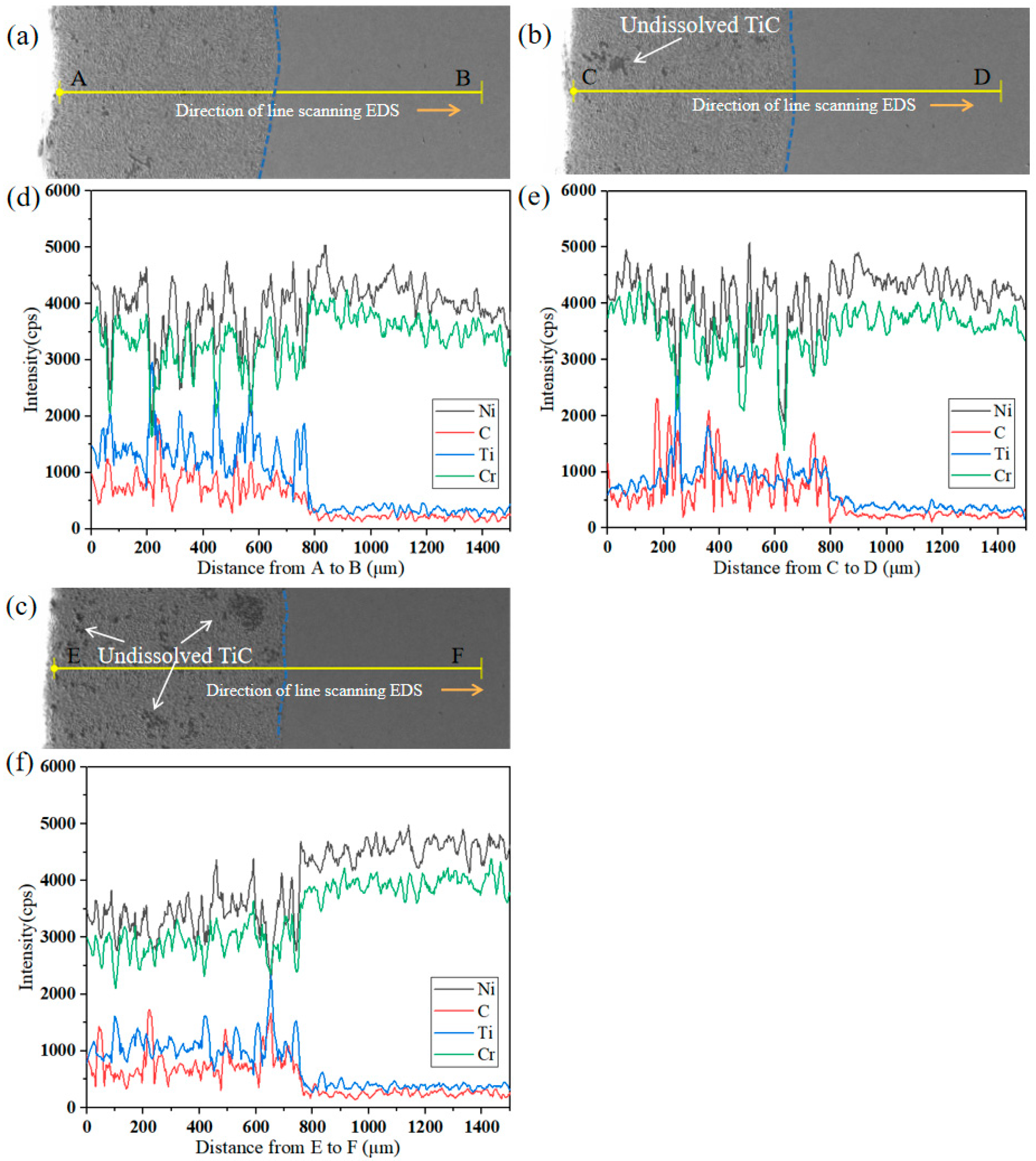
3.1. Microstructure Analysis
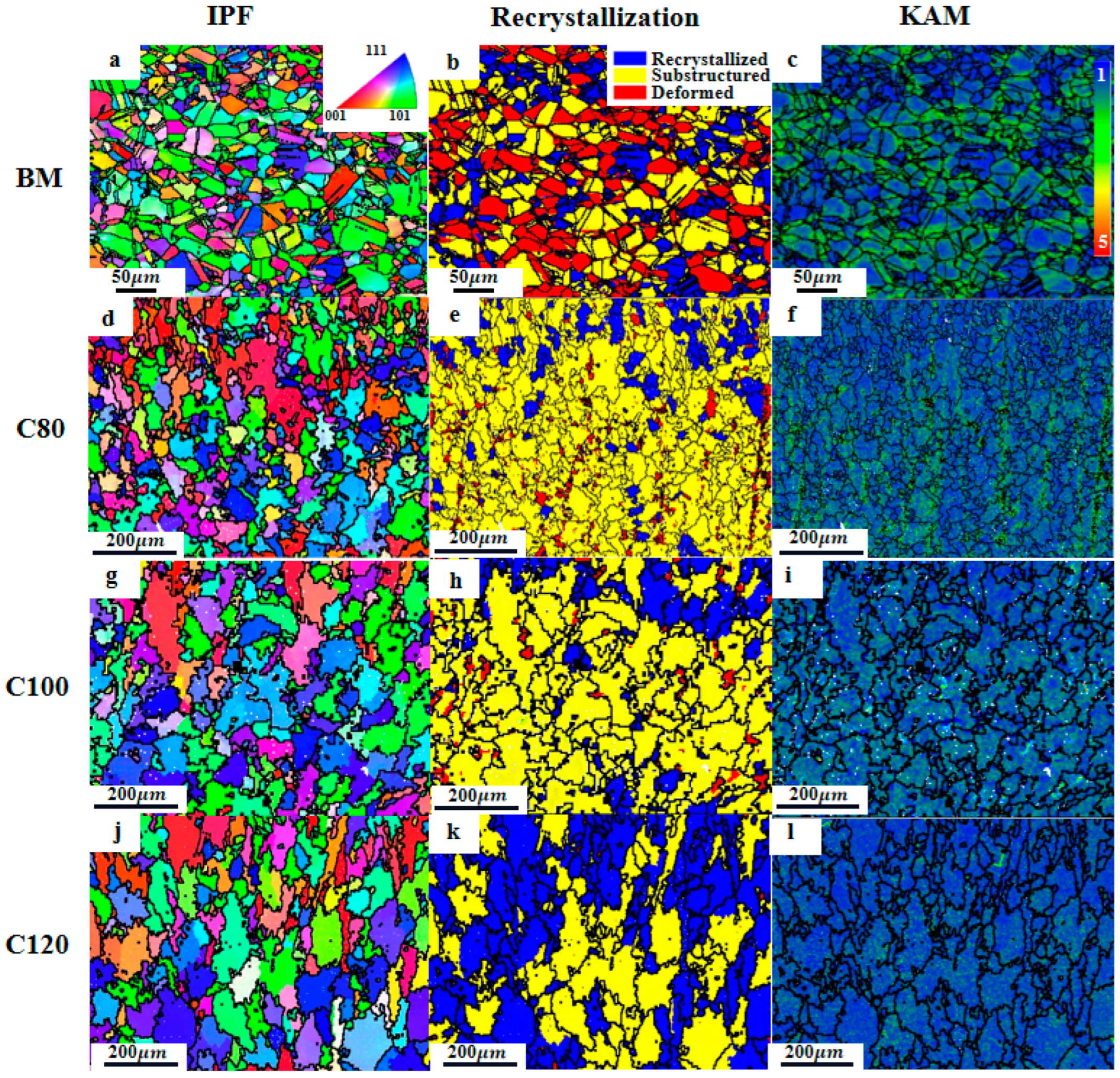
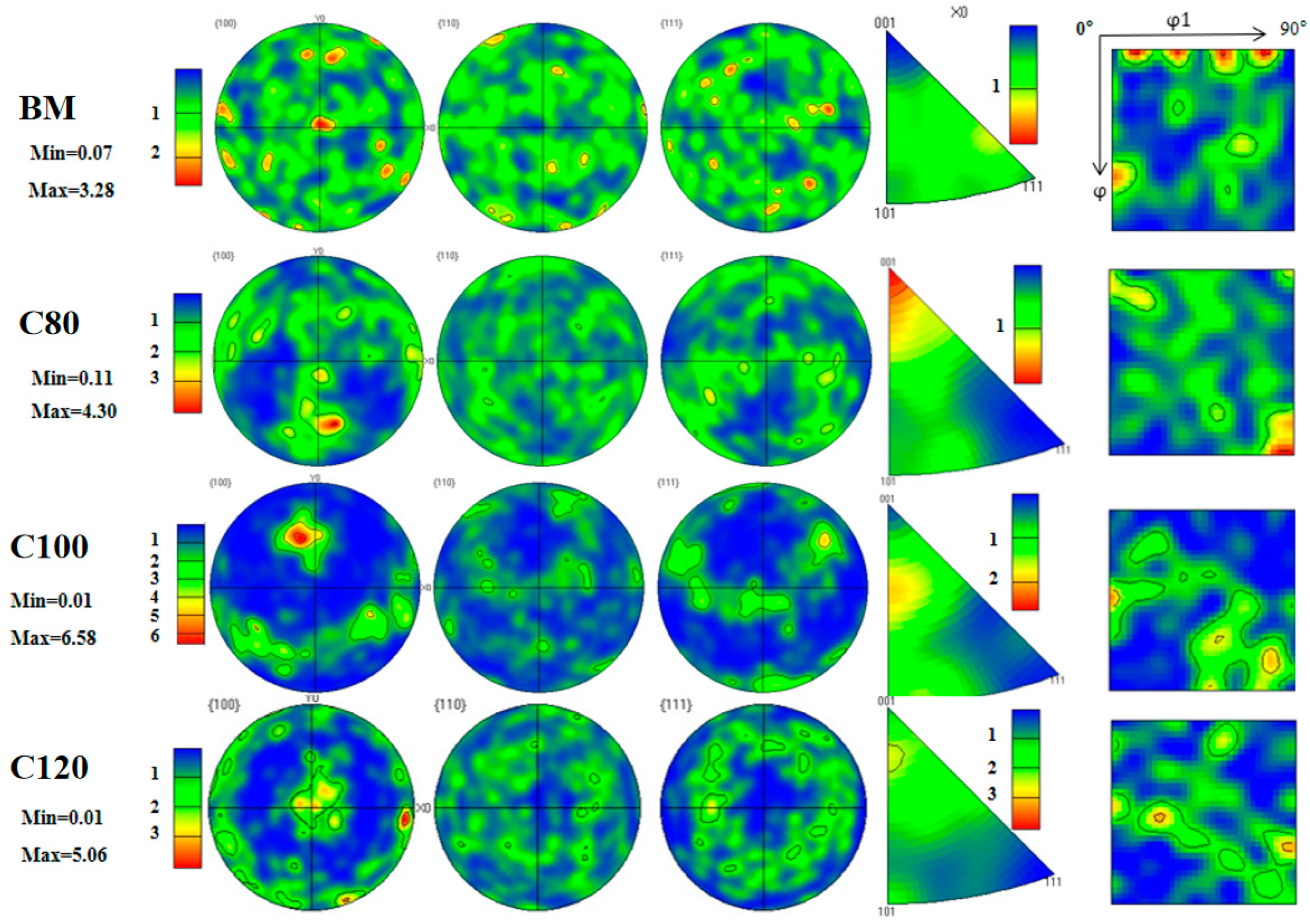
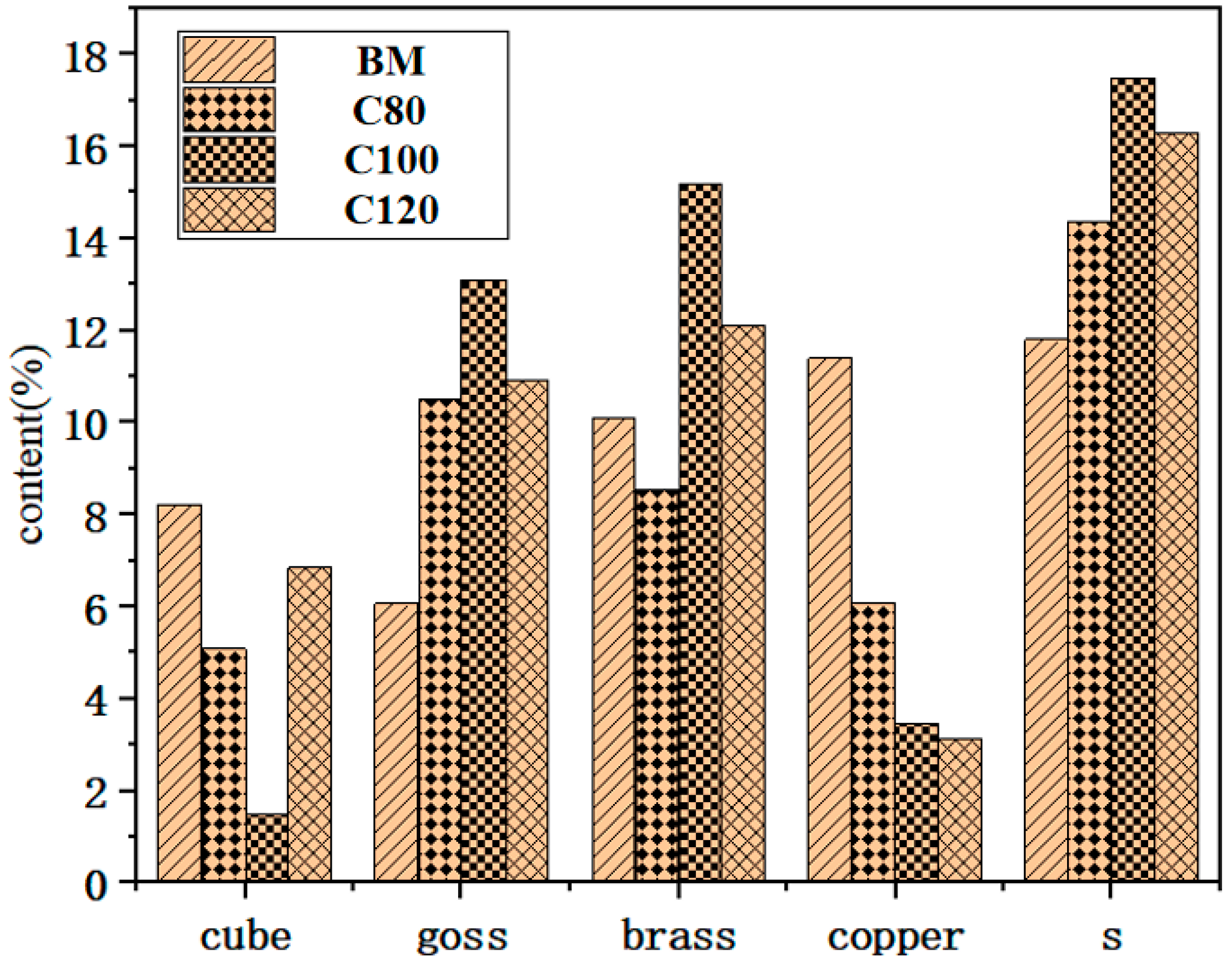
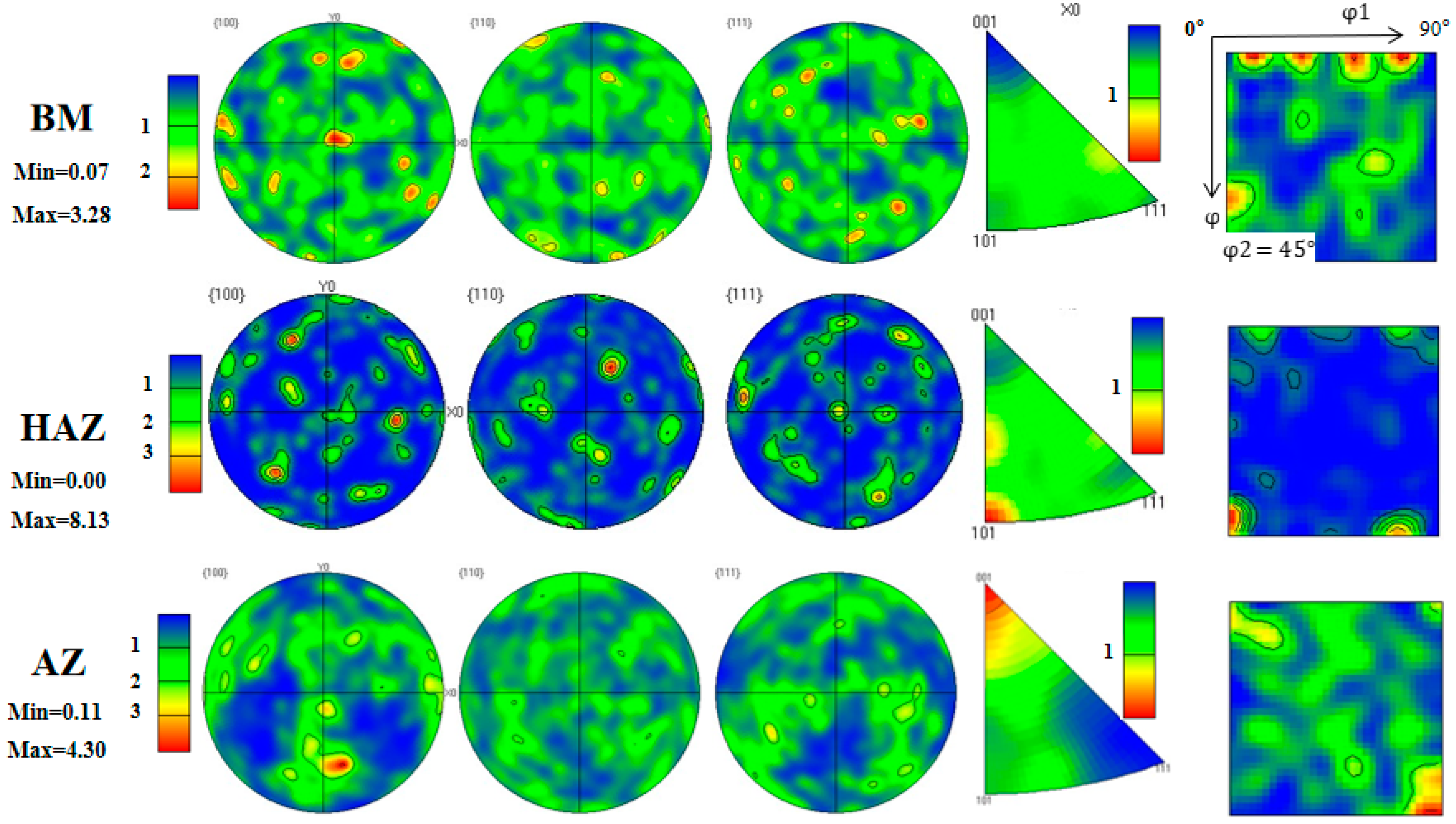
3.2. EBSD Texture Analysis
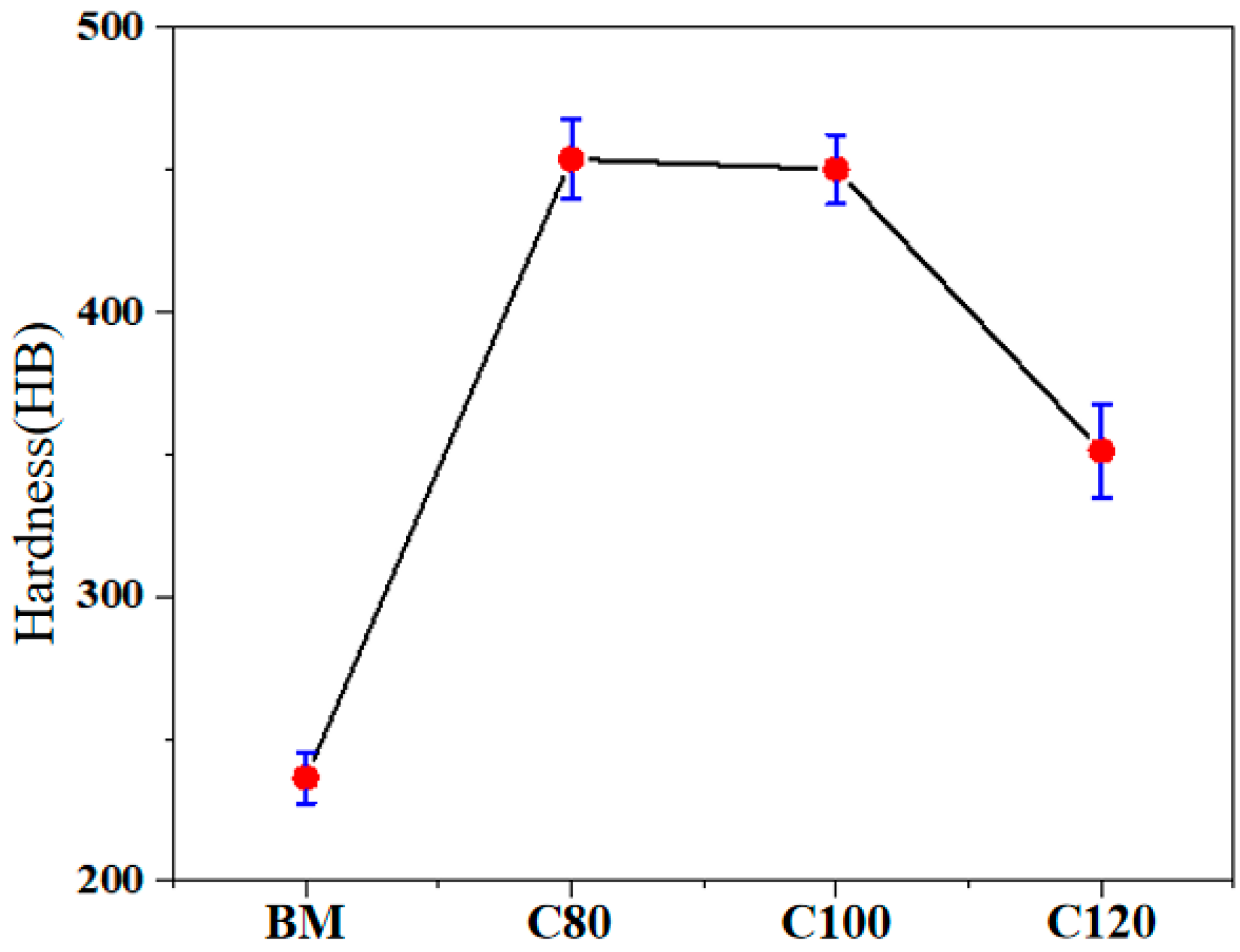
3.3. Microhardness Analysis
3.4. Analysis of Friction and Wear Behavior
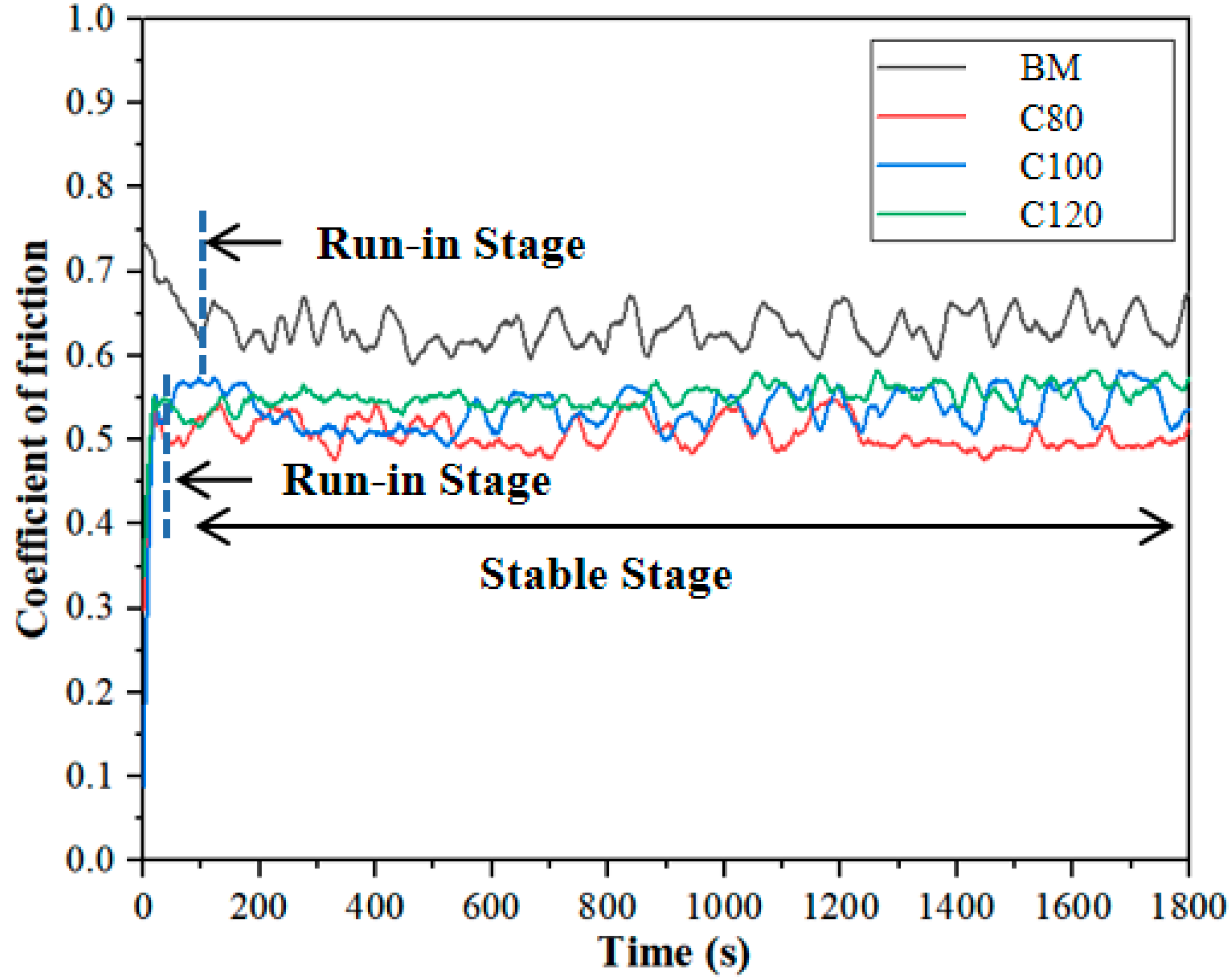
3.4.1. Friction Coefficient
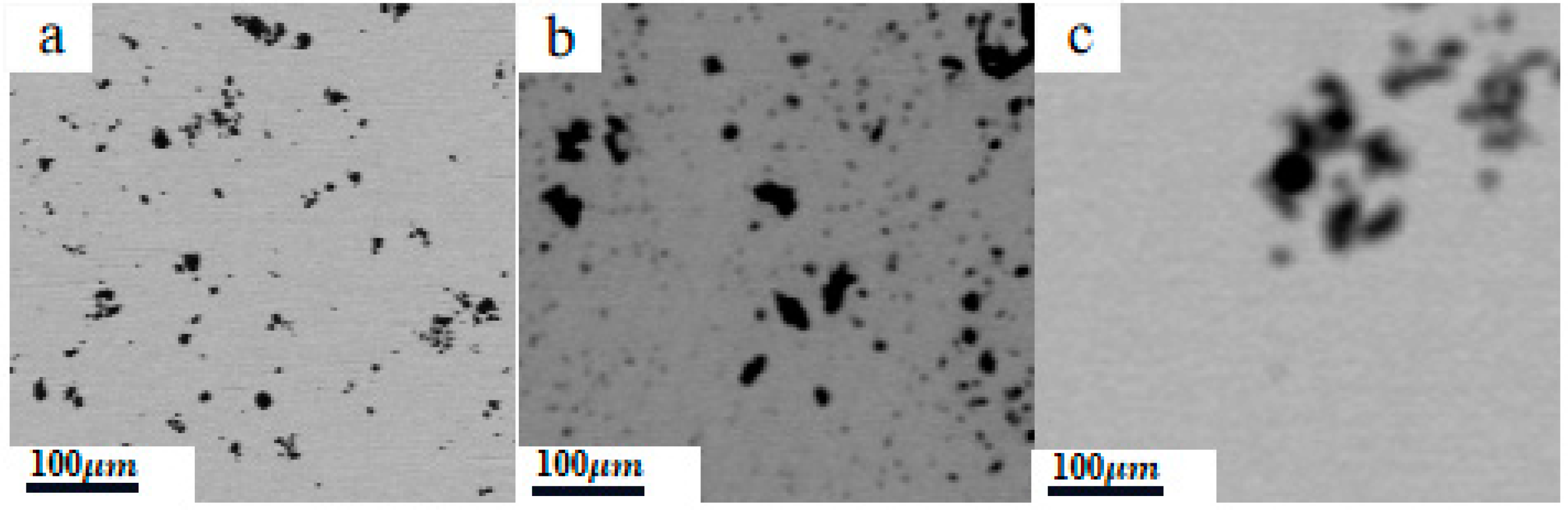
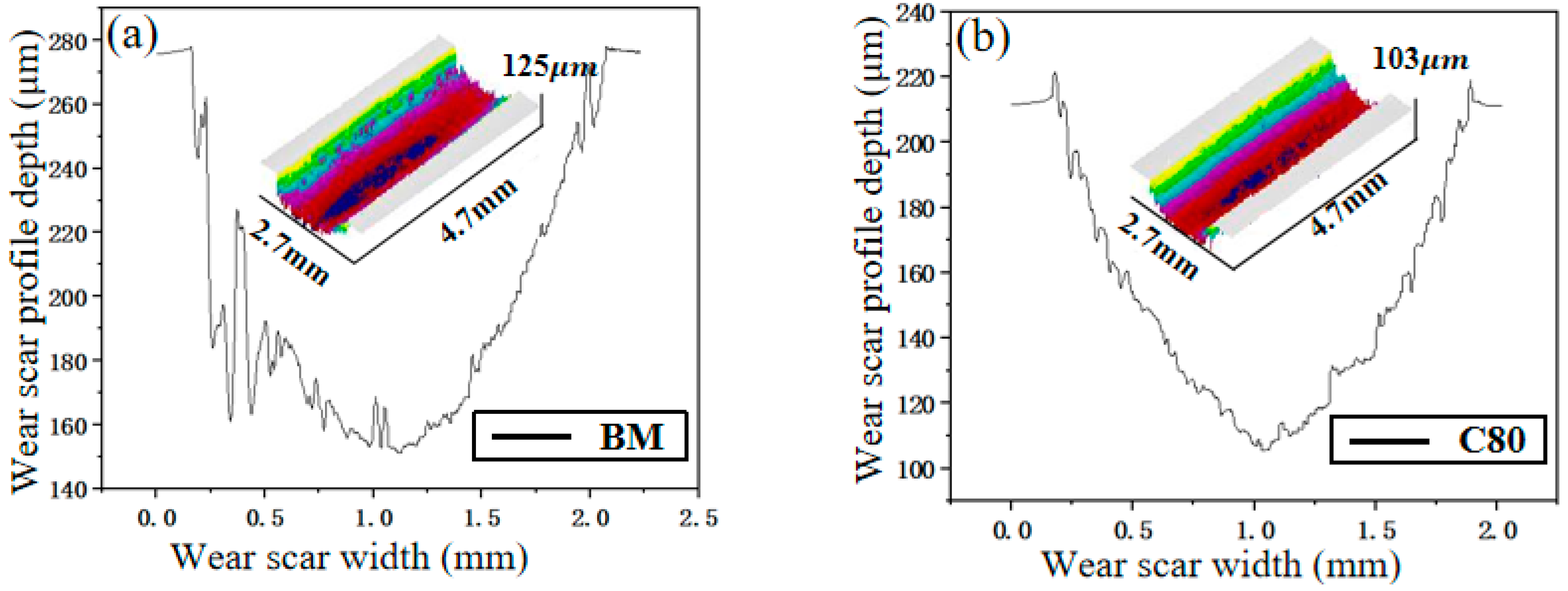
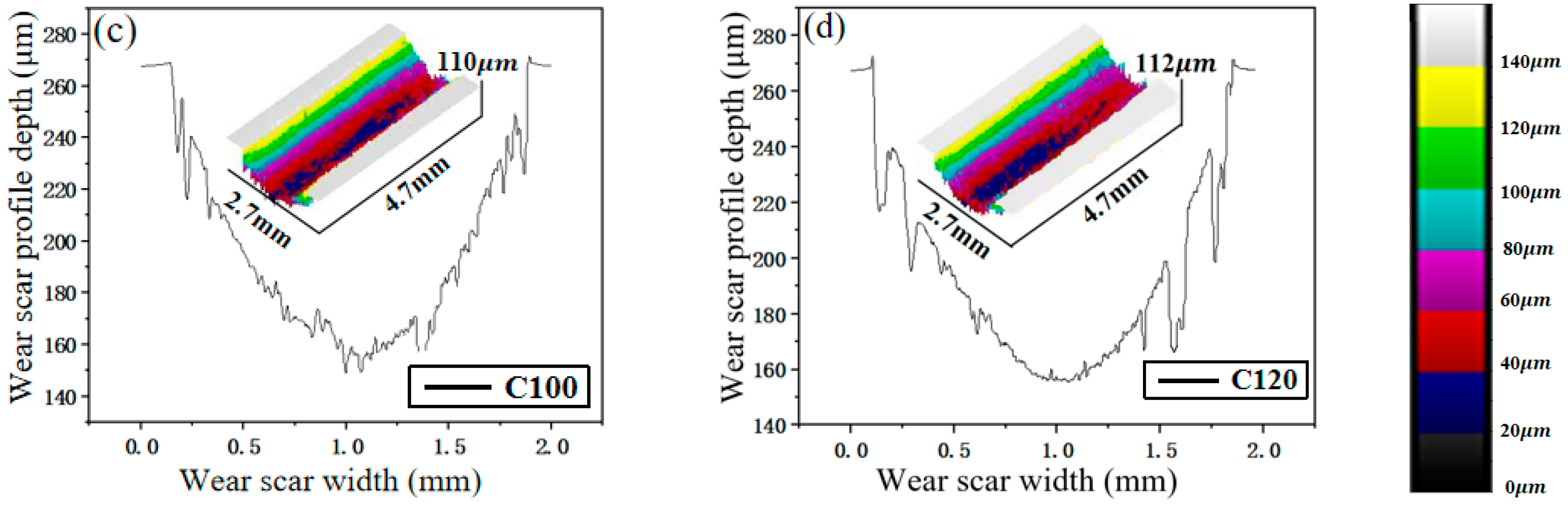
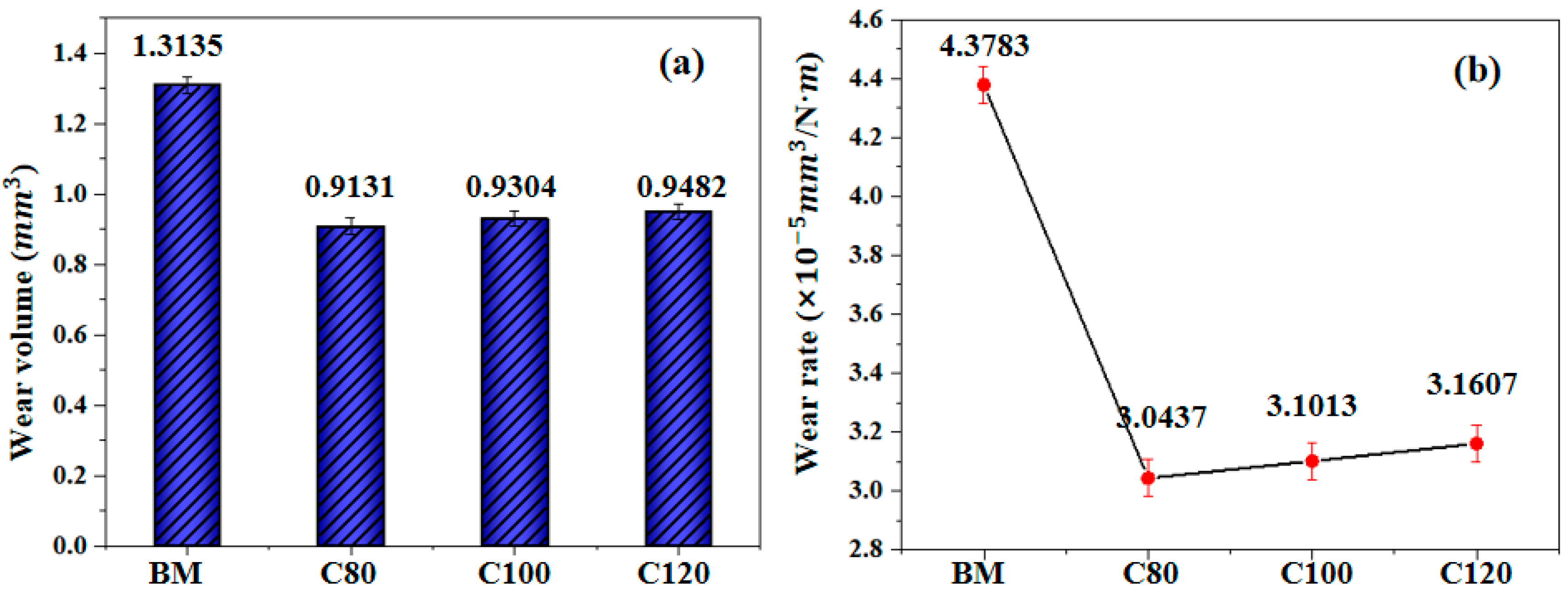
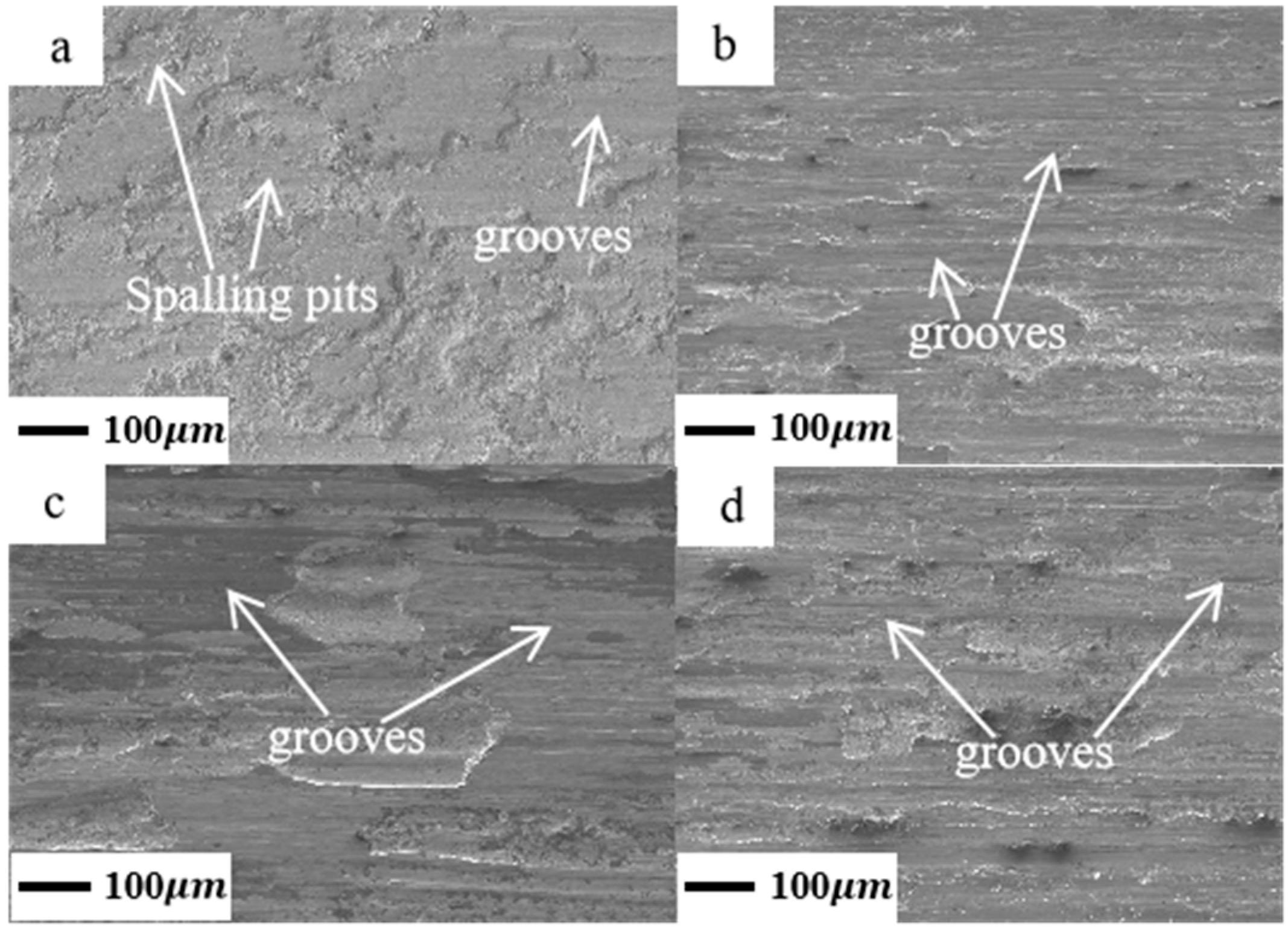
3.4.2. Macro Morphology of Wear Scar, Wear Volume, and Wear Rate
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hill, A.J.; Mardel, I.; Sare, I.R. Wear-resistant metallic and elastomeric materials in the mining and mineral processing industries-an overview. Wear 2001, 250, 1–10. [Google Scholar]
- Huiyang, W.; Yunqi, A.; Chengyu, L.; Bing, C.; Ya, N.; Guobin, L.; Ping, L. Research progress of nickel-base superalloy materials. Mater. Guide 2011, 25, 482–486. [Google Scholar]
- Jianting, G. Superalloy Materials; Science Press: Beijing, China, 2010. [Google Scholar]
- Rajani, H.; Mousavi, S. The Role of Impact Energy in Failure of Explosive Cladding of Inconel 625 and Steel. J. Fail. Anal. Prev. 2012, 12, 646–653. [Google Scholar] [CrossRef]
- Yuchun, L.; Lian, C.; Xuegang, Z.; Liang, S.; Jixin, C. Preparation of Co-Al composite coating on nickel-base superalloy. J. Nat. Sci. Harbin Norm. Univ. 2018, 34, 84–87. [Google Scholar]
- Deqiang, W.; Xulong, R.; Rong, W.; Shaopeng, L. Microstructure and hardness of the surface of W-alloyed 45 steel by electron beam scanning. J. Weld. 2019, 40, 98–103. [Google Scholar]
- Binggang, Z.; Jian, Z.; Jicai, F. Electron beam surface alloying research progress. J. Weld. 2011, 32, 108–112. [Google Scholar]
- Jianglong, L.; Zhirong, Z.; Bao, S. Reject High-Energy Beam Heat Treatment, 1st ed.; China Machine Press: Beijing, China, 1997. [Google Scholar]
- Cai, J.; Lv, P.; Zhang, C.L.; Wu, j.; Li, C.; Guan, Q.F. Microstructure and properties of low carbon steel after surface alloying induced by high current pulsed electron beam. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2017, 410, 47–52. [Google Scholar] [CrossRef]
- Yang, S.; Guo, Z.; Zhao, L.; Guan, Q.; Zhao, L.; Liu, Y. Microstructures and corrosion resistance of Zircaloy-4 after surface alloying with copper by high-current pulsed electron beam. Appl. Surf. Sci. 2020, 501, 144222. [Google Scholar] [CrossRef]
- Petrov, P. Electron beam surface remelting and alloying of aluminium alloys. Vacuum 1997, 48, 49–50. [Google Scholar] [CrossRef]
- Zhexuan, Z.; Zaifeng, Z.; Quan, S.; Zulai, L.; Yehua, J.; Fei, Z. Effect of Surface Tungsten Alloying on Microstructure and Hardness of High Chromium Cast Iron. Mater. Guide 2019, 33, 362–365. [Google Scholar]
- Balachandran, G.; Menaka, K.; Ravichandar, D. Influence of Manganese and Boron Alloying and Processing Conditions on the Microstructure and the Mechanical Properties of 0.4% Carbon Steels. Trans. Indian Inst. Met. 2019, 72, 401–409. [Google Scholar] [CrossRef]
- Anjos, S.D.; Da Costa, F.H.; Sallica-Leva, E.; Caram, R.; Amigó, V.; Fogagnolo, J.B. Laser surface alloying applied on Ti3Mo and Ti-10Nb sintered parts. Surf. Coat. Technol. 2021, 407, 126773. [Google Scholar] [CrossRef]
- Bartkowski, D.; Młynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of Stellite-6 coatings reinforced with WC particles using laser cladding. Opt. Laser Technol. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Wei, D.; Zhang, P.; Yao, Z.; Chen, X.; Li, F. Double glow plasma surface Cr-Ni alloying of Ti6Al4V alloys: Mechanical properties and impact of preparing process on the substrate. Vacuum 2018, 155, 233–241. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, Z.; Bai, P.; Du, W.; Liao, H.; Li, Y.; Liang, M.; Huo, P.; Zhang, L.; Tie, D. Effects of alloying elements X (Cr, Mn, Mo, Ni, Si) on the interface stability of TiC (001)/γ-Fe (001) in TiC/316L stainless steel composite formed by selective laser melting: First principles and experiments. Adv. Compos. Hybrid Mater. 2021, 4, 195–204. [Google Scholar] [CrossRef]
- Ren, X.; Wang, R.; Wei, D. The microstructure and properties of Cr/Ni alloying layer after surface alloying treatment induced by continuous scanning electron beam process. J. Phys. Conf. Ser. 2021, 1820, 012144. [Google Scholar] [CrossRef]
- Longzhang, Z.; Qingyuan, Z.; Yufei, C.; Bo, H.; Yan, Z. Study on electrodeposition of nickel cobalt tungsten carbide composite coating. Electroplat. Finish. 1999, 1, 4–7. [Google Scholar]
- Bo, H.; Jialiang, Z.; Jiaojiao, L. Microstructure and wear resistance of laser cladding tungsten carbide/cobalt-based alloy composite coating. Appl. Laser 2017, 37, 314–318. [Google Scholar]
- Ru, J.; Wang, Y.; Zhou, Y.; Jiang, Z.; Xu, X.; Li, J. Effect of Si on the Microstructure and Oxidation Resistance of Ti-Mo Alloys. JOM 2020, 72, 354–360. [Google Scholar] [CrossRef]
- Lass, E.A. The effects of Fe and Si on the phase equilibria in a γ’-strengthened Co–Al–W-based superalloy. J. Alloy. Compd. 2020, 825, 154158. [Google Scholar] [CrossRef]
- Mankui, Z.; Guifang, S.; Wei, Z.; Weixiang, L.; Kun, W. Investigation of the corrosion of the Cr-CrB2 laser alloying layer on stainless steel surfaces. Laser Technol. 2014, 38, 240–245. [Google Scholar]
- Huang, S.W.; Nolan, D.; Brandt, M. Pre-placed WCy Ni clad layers produced with a pulsed Nd:YAG laser via optical fibres. Surf. Coat. Technol. 2003, 9, 26–34. [Google Scholar] [CrossRef]
- Deqiang, W.; Xinkai, L.; Xulong, R. Progress in surface modification research using an electron beam. Hot Work. Technol. 2016, 45, 19–23. [Google Scholar]
- Song, W.; Hui, L.; Hongbin, X.; Yong, C. Research progress on surface alloying based on high energy beams. South. Met. 2013, 5, 1–4. [Google Scholar]
- Fu, Z.; Fengjuan, W.; Jianjun, H.; Yuejin, M.; Aijun, M.; Jianchang, L. Three-beam surface modification technology application and development trends. Hebei Agric. Univ. J. 2003, 260–263+266. [Google Scholar]
- Nippes, E.F. The weld heat-affected zone. Weld. J. 1959, 38, 15–185. [Google Scholar]
- Kang, B.; Kong, T.; Ryu, H.J.; Hong, S.H. The outstanding tensile strength of Ni-rich high entropy superalloy fabricated by powder metallurgical process. Mater. Chem. Phys. 2019, 235, 121749. [Google Scholar] [CrossRef]
- Nair, A.M.; Muvvala, G.; Nath, A.K. A study on in-situ synthesis of TiCN metal matrix composite coating on Ti-6Al-4V by laser surface alloying process. J. Alloy. Compd. 2019, 810, 151901. [Google Scholar] [CrossRef]
- Jiang, P.F.; Zhang, C.H.; Zhang, S.; Zhang, J.B.; Chen, J.; Liu, Y. Fabrication and wear behavior of TiC reinforced FeCoCrAlCu-based high entropy alloy coatings by laser surface alloying. Mater. Chem. Phys. 2020, 255, 123571. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Wang, C.; Zhang, C.H.; Chen, J.; Zhang, J.B. Effects of stress-relief heat treatment on the microstructure and fatigue property of a laser additive manufactured 12CrNi2 low alloy steel. Mater. Sci. Eng. 2020, 791, 139738. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.H.; Cui, X.; Zhang, S.; Chen, J.; Zhang, J.B. Microstructure and mechanical behavior of additive manufactured Cr-Ni-V low alloy steel in different heat treatment. Vacuum 2020, 175, 109216. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, S.; Chen, X.; Cui, T.; Liang, J.; Liu, C. The evolution of bainite and mechanical properties of direct laser deposition 12CrNi2 alloy steel at different laser power. Mater. Sci. Eng. 2019, 742, 150–161. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Chen, P.J.; Yang, H.F. Microstructure and high temperature wear behaviour of in-situ TiC reinforced AlCoCrFeNi-based high-entropy alloy composite coatings fabricated by laser cladding. Opt. Laser Technol. 2019, 118, 140–150. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, C.; Wang, Q.; Wu, C.L.; Zhang, S.; Chen, J.; Abdullah, A.O. Effect of Ni content on stainless steel fabricated by laser melting deposition. Opt. Laser Technol. 2018, 101, 363–371. [Google Scholar] [CrossRef]
- Shuang, S.; Ding, Z.Y.; Chung, D.; Shi, S.Q.; Yang, Y. Corrosion resistant nanostructured eutectic high entropy alloy. Corros. Sci. 2020, 164, 108315. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Chen, P.J.; Hao, J.B. Microstructural characterization and corrosion behaviour of AlCoCrFeNiTix high-entropy alloy coatings fabricated by laser cladding. Surf. Coat. Technol. 2019, 361, 63–74. [Google Scholar] [CrossRef]
- Liu, Z.; Yang, P.; Li, X.; Wang, X.; Ma, J.; Liu, G. Formation of island grains in high-permeability grain-oriented silicon steel manufactured by the acquired inhibitor method. J. Phys. Chem. Solids 2020, 136, 109165. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mo | Nb | Fe | C | N | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 61.9 | 22.8 | 8.4 | 3.4 | 2.2 | 0.9 | 0.1 | 0.1 | 0.1 |
| Beam Current | Focusing Current | Accelerating Voltage | Scanning Speed |
|---|---|---|---|
| 7 mA | 720 mA | 60 KV | 80 mm/min |
| 7 mA | 720 mA | 60 KV | 100 mm/min |
| 7 mA | 720 mA | 60 KV | 120 mm/min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, J.; Li, J.; Zhao, G.; Li, H.; Ma, L.; Liu, J. Microstructure Evolution and Mechanical Properties of TiC Coating over Inconel 625 Obtained by Vacuum Electron Beam Surface Alloying. Metals 2023, 13, 275. https://doi.org/10.3390/met13020275
Yao J, Li J, Zhao G, Li H, Ma L, Liu J. Microstructure Evolution and Mechanical Properties of TiC Coating over Inconel 625 Obtained by Vacuum Electron Beam Surface Alloying. Metals. 2023; 13(2):275. https://doi.org/10.3390/met13020275
Chicago/Turabian StyleYao, Jiaye, Juan Li, Guanghui Zhao, Huaying Li, Lifeng Ma, and Jie Liu. 2023. "Microstructure Evolution and Mechanical Properties of TiC Coating over Inconel 625 Obtained by Vacuum Electron Beam Surface Alloying" Metals 13, no. 2: 275. https://doi.org/10.3390/met13020275