
Room- and High-Temperature Fatigue Strength of the T5 and Rapid T6 Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion

Abstract
:1. Introduction
2. Materials and Methods
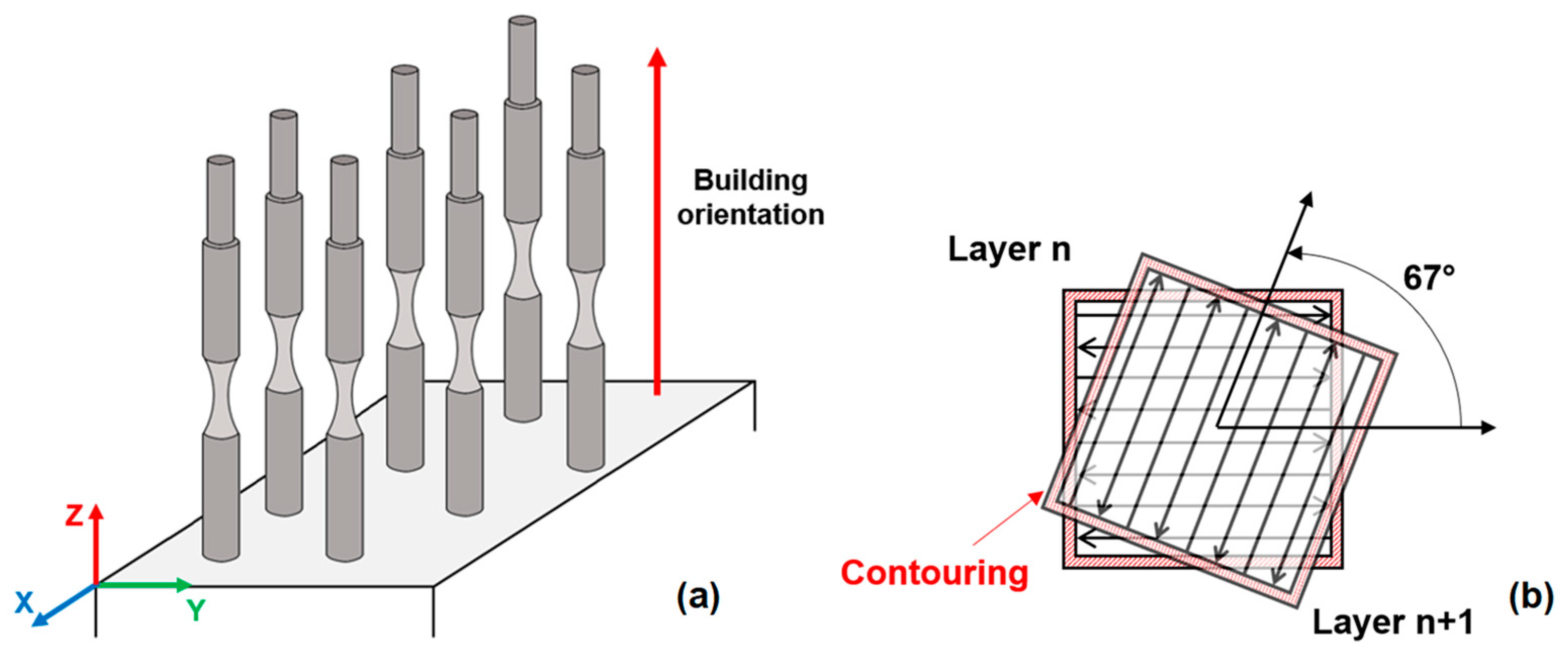
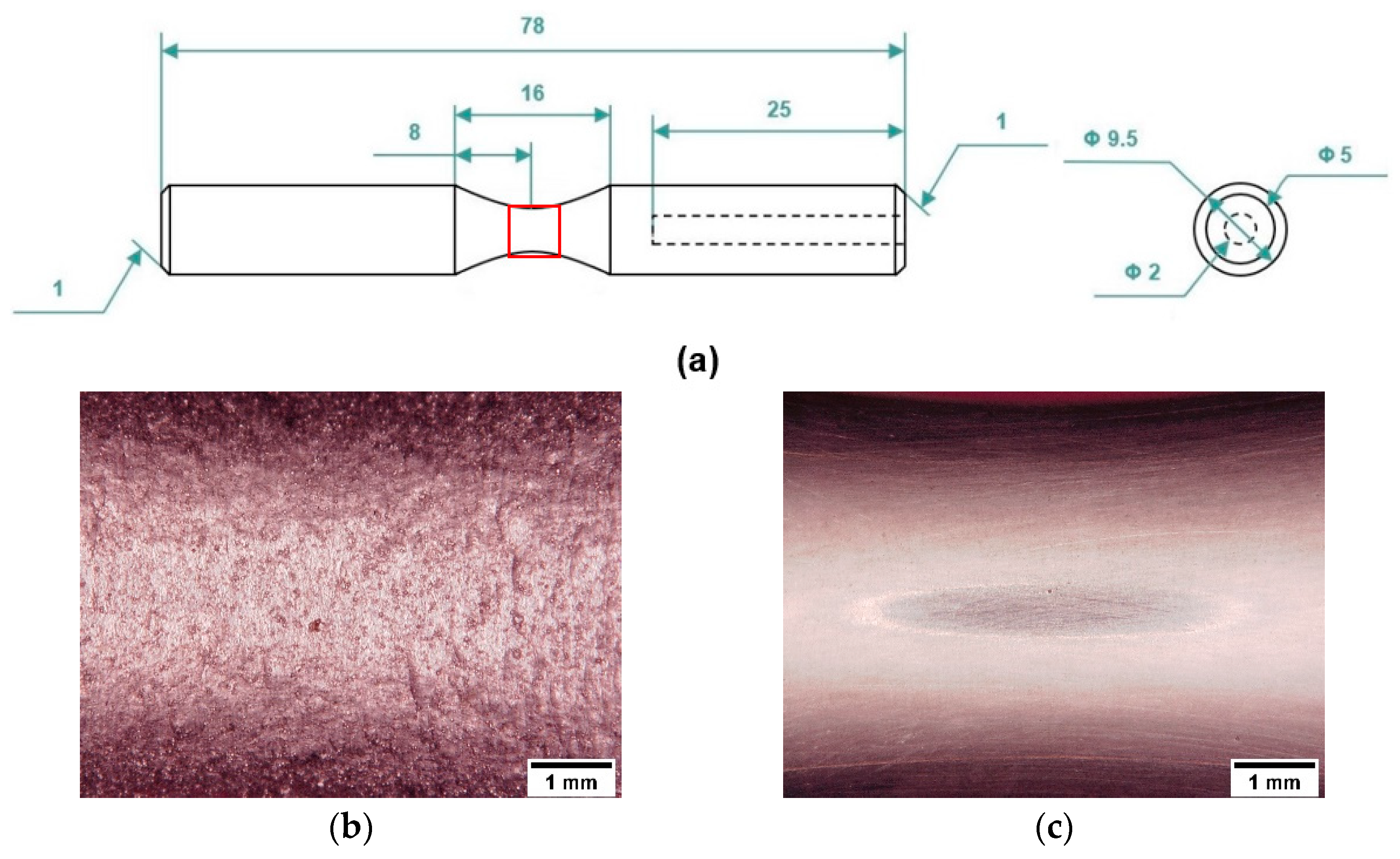
2.1. Specimen Production and Characterization
2.2. Heat Treatment and Specimen Preparation
2.3. Residual Stress Measurements
2.4. Microstructural Analyses
2.5. Fatigue, Hardness Tests, and Fractography
3. Results
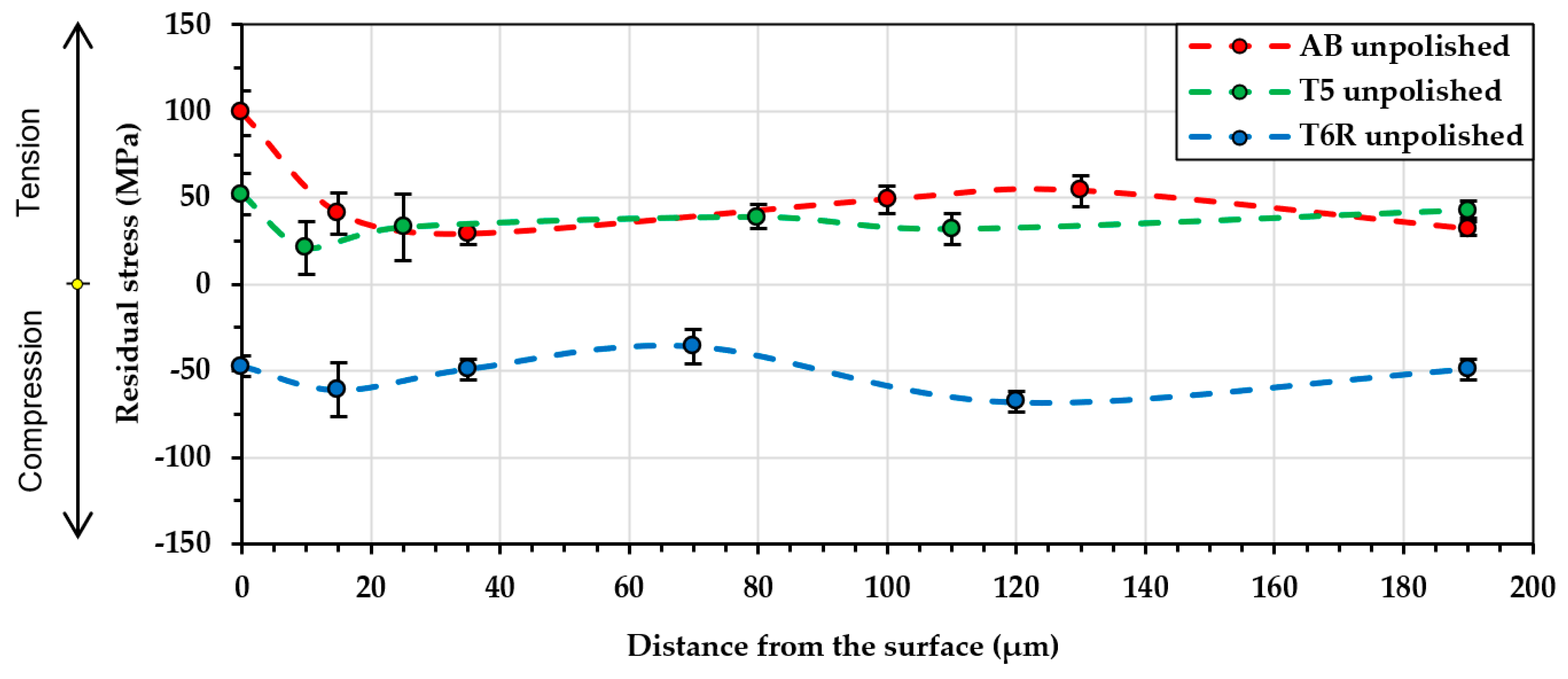
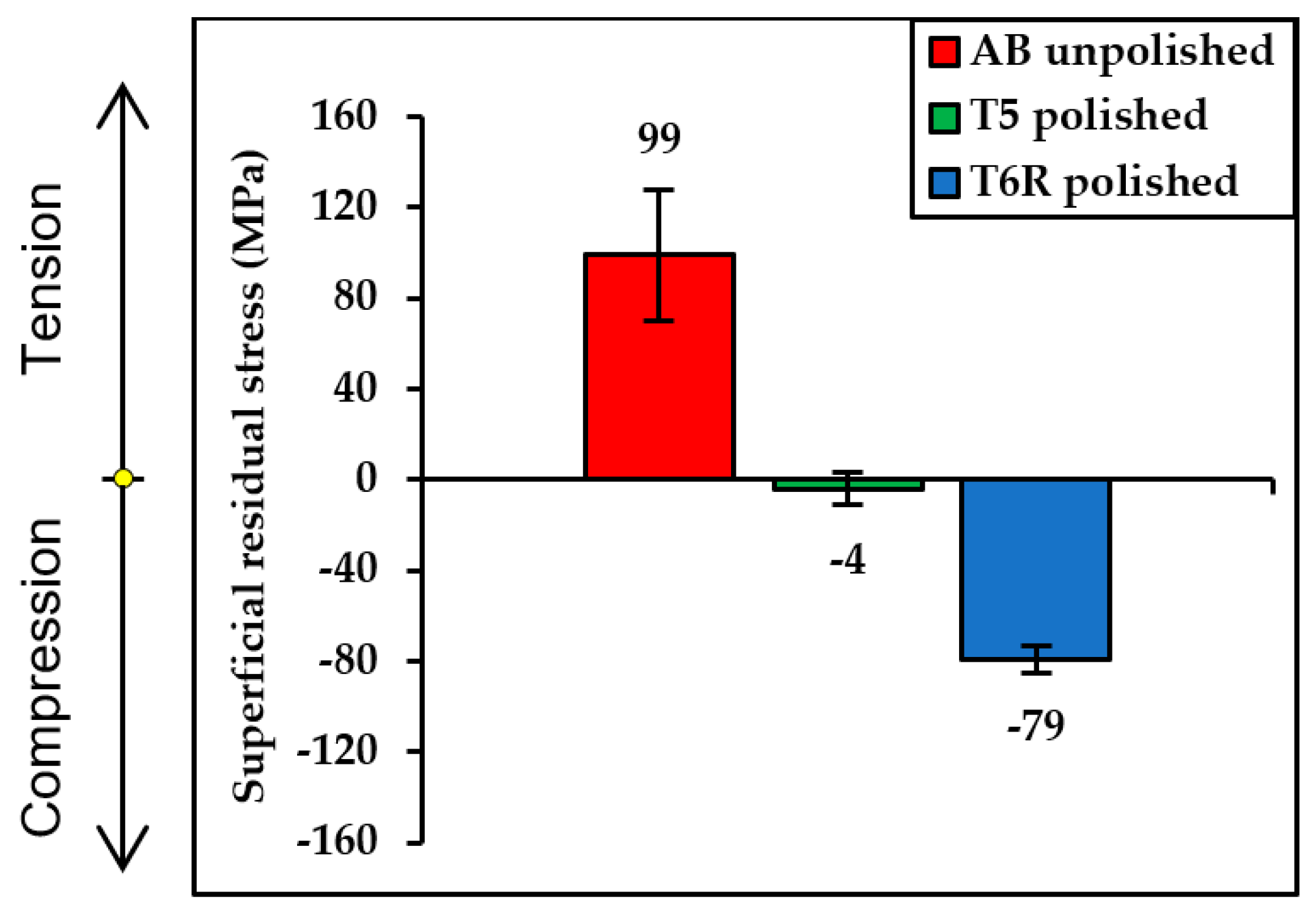
3.1. Residual Stresses Measurements
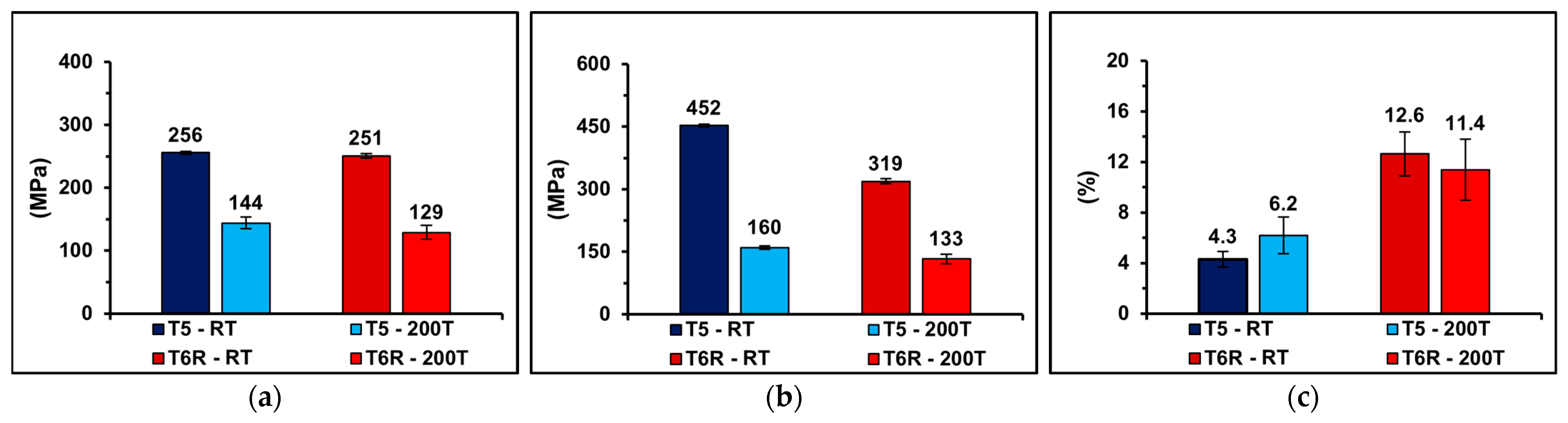
3.2. Microstructural and Mechanical Characterization
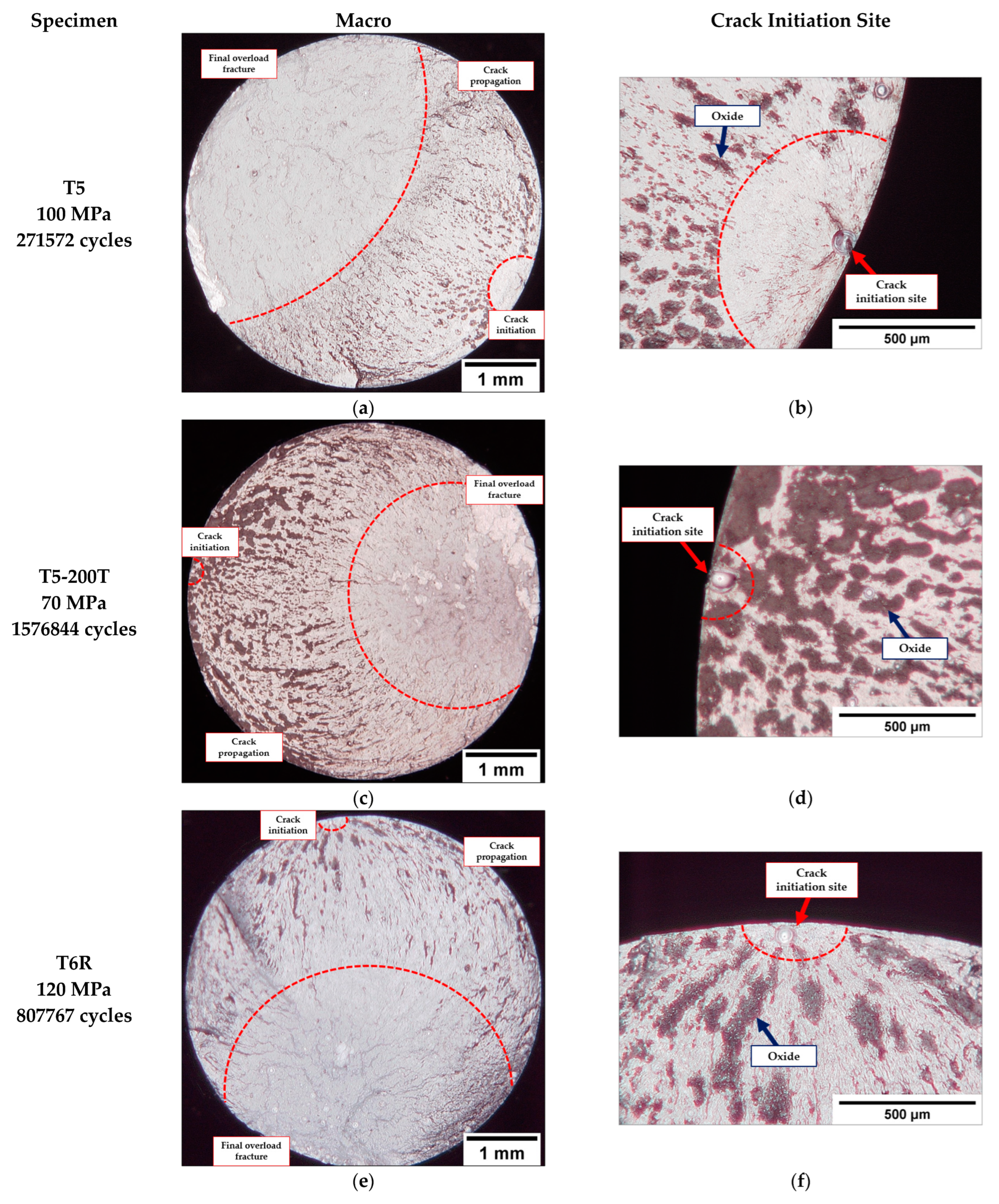
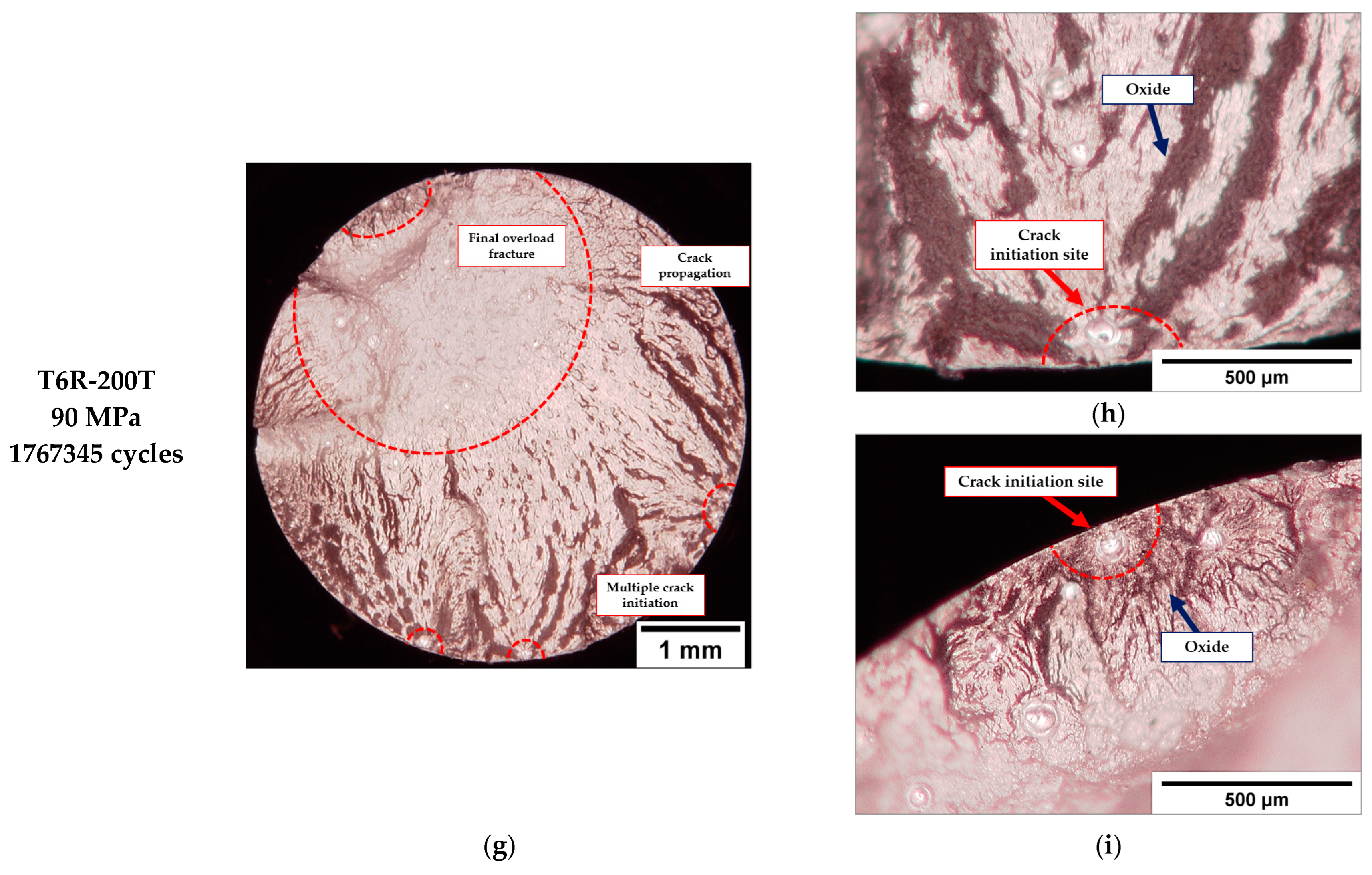
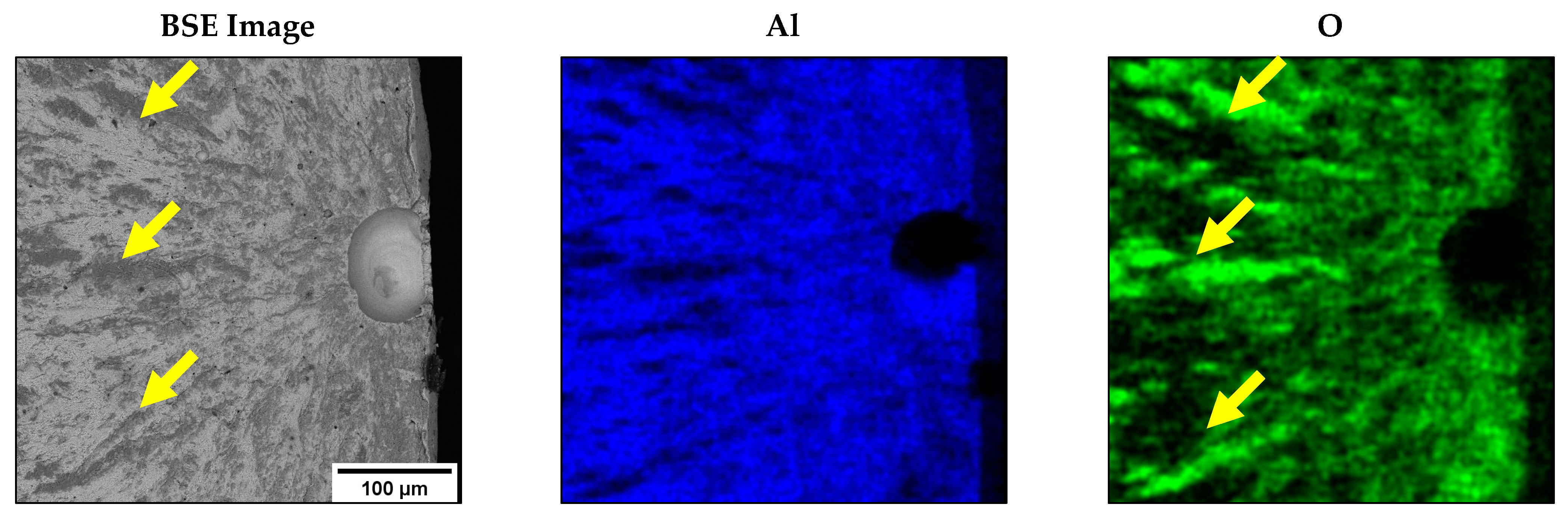
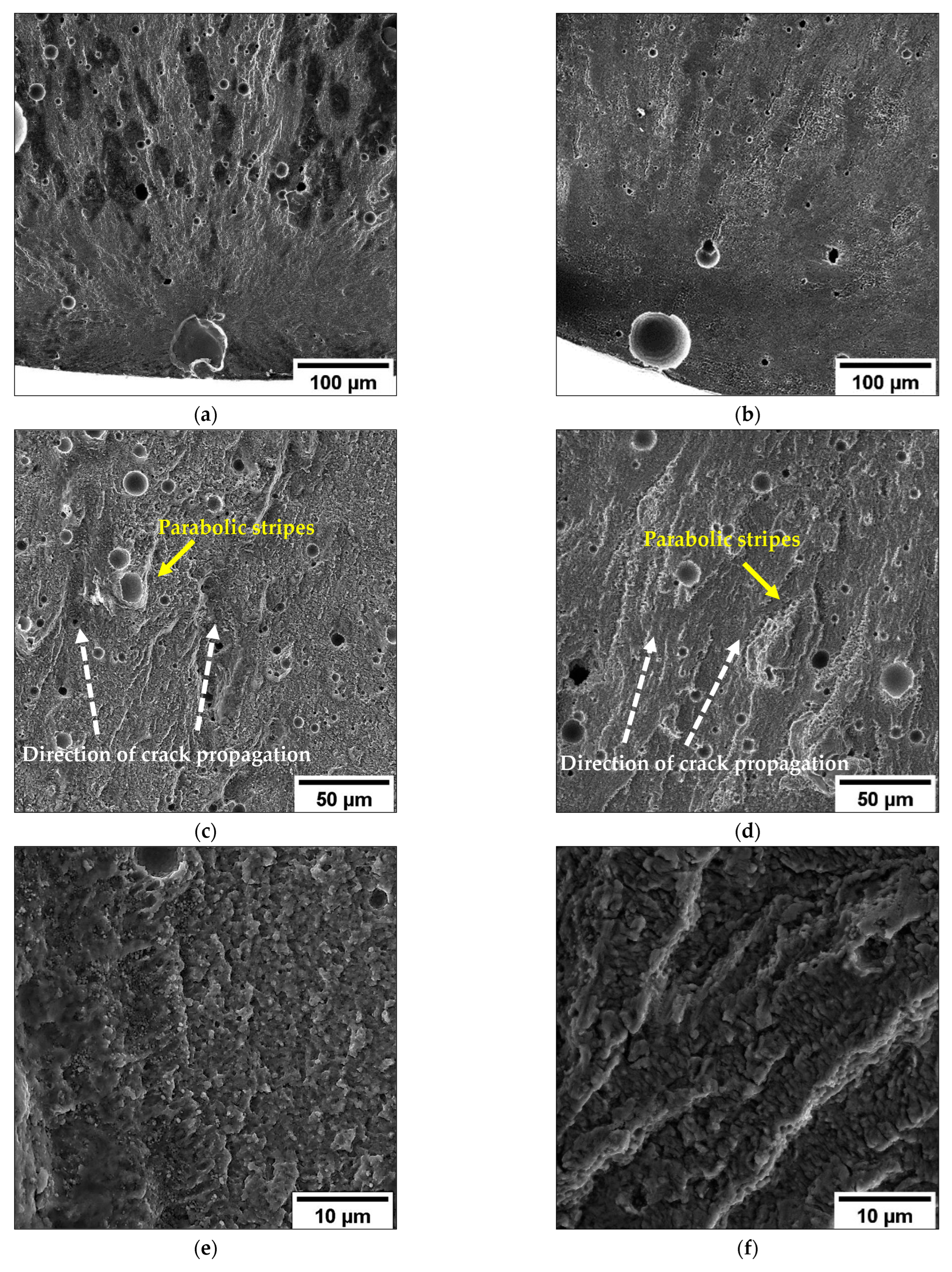
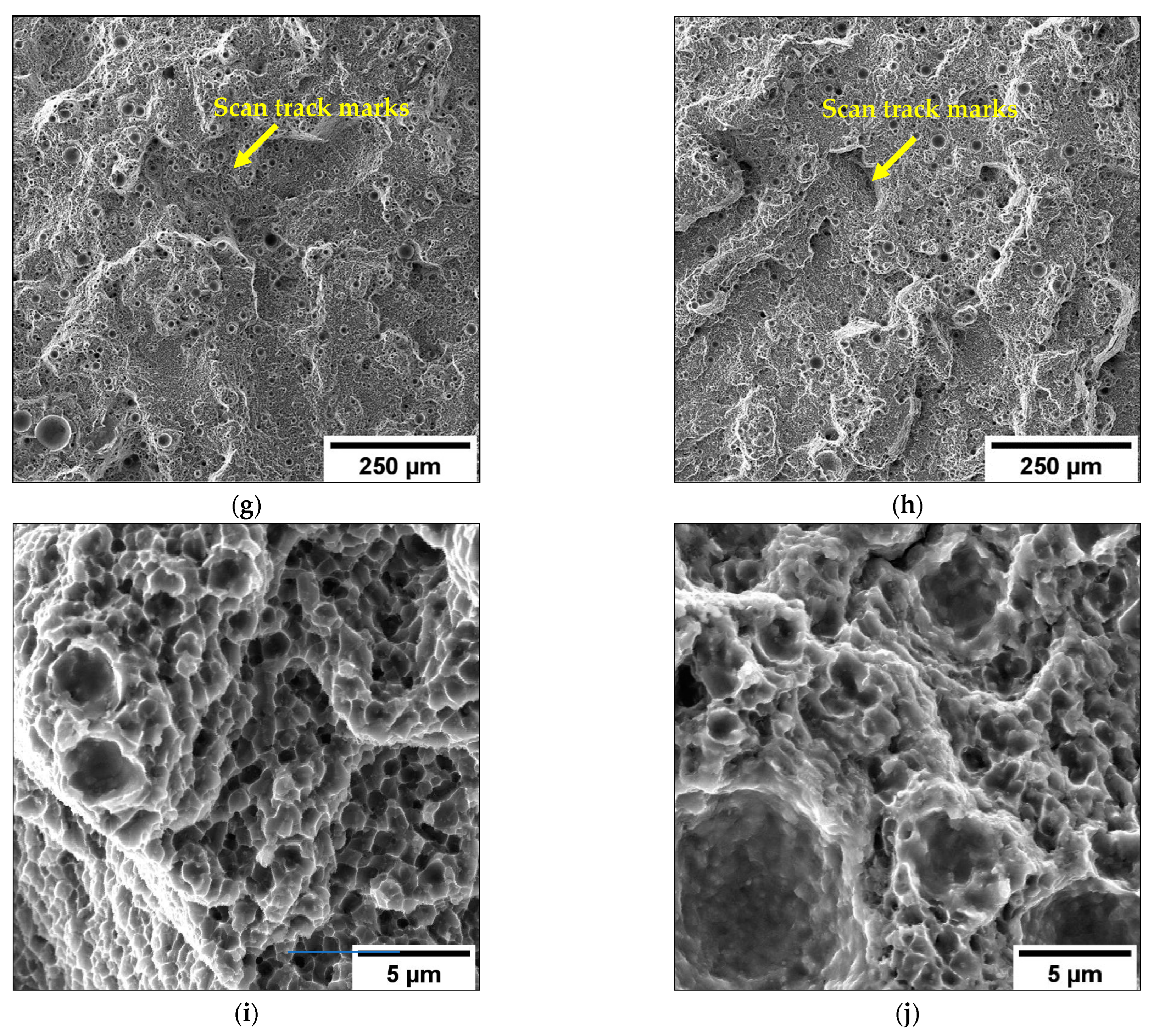
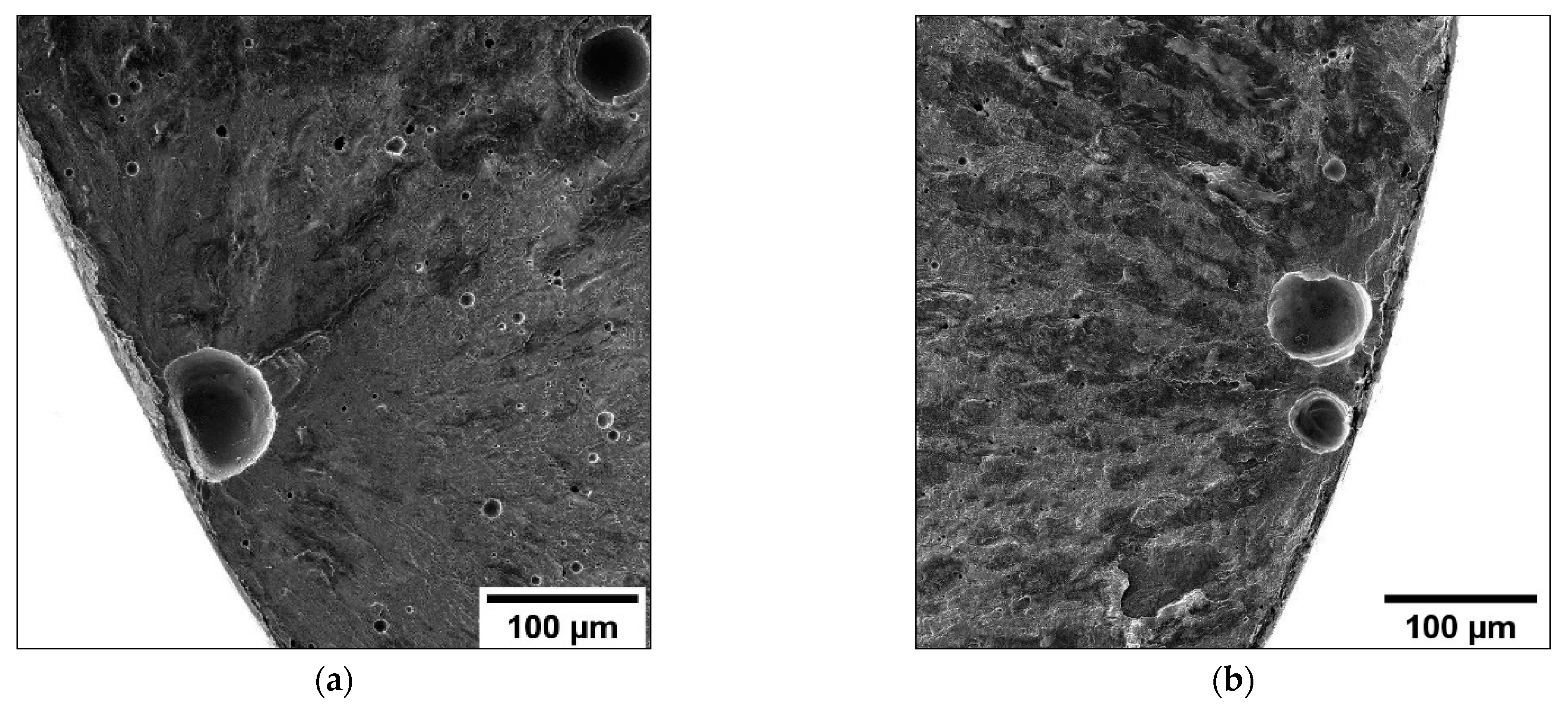
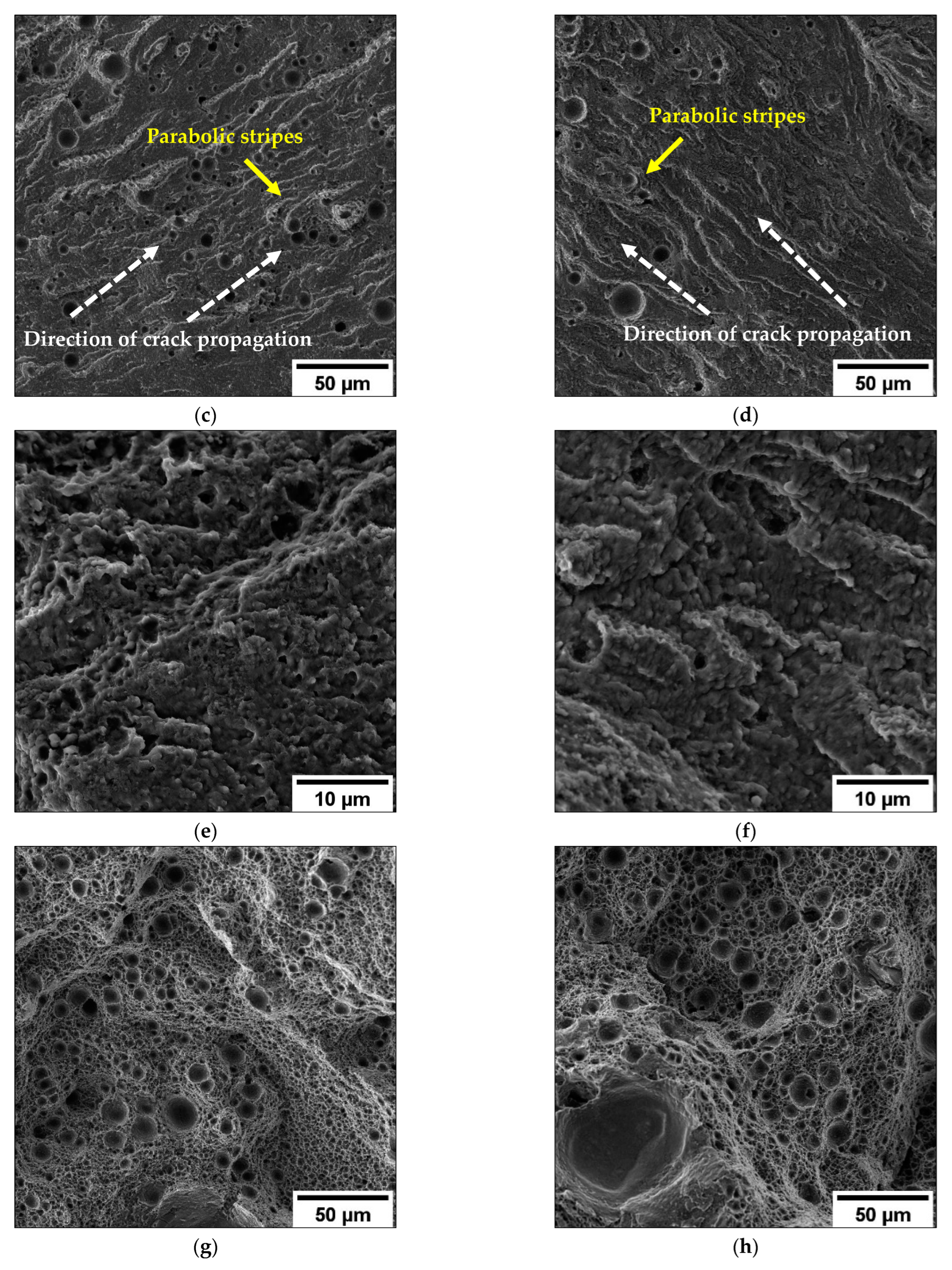
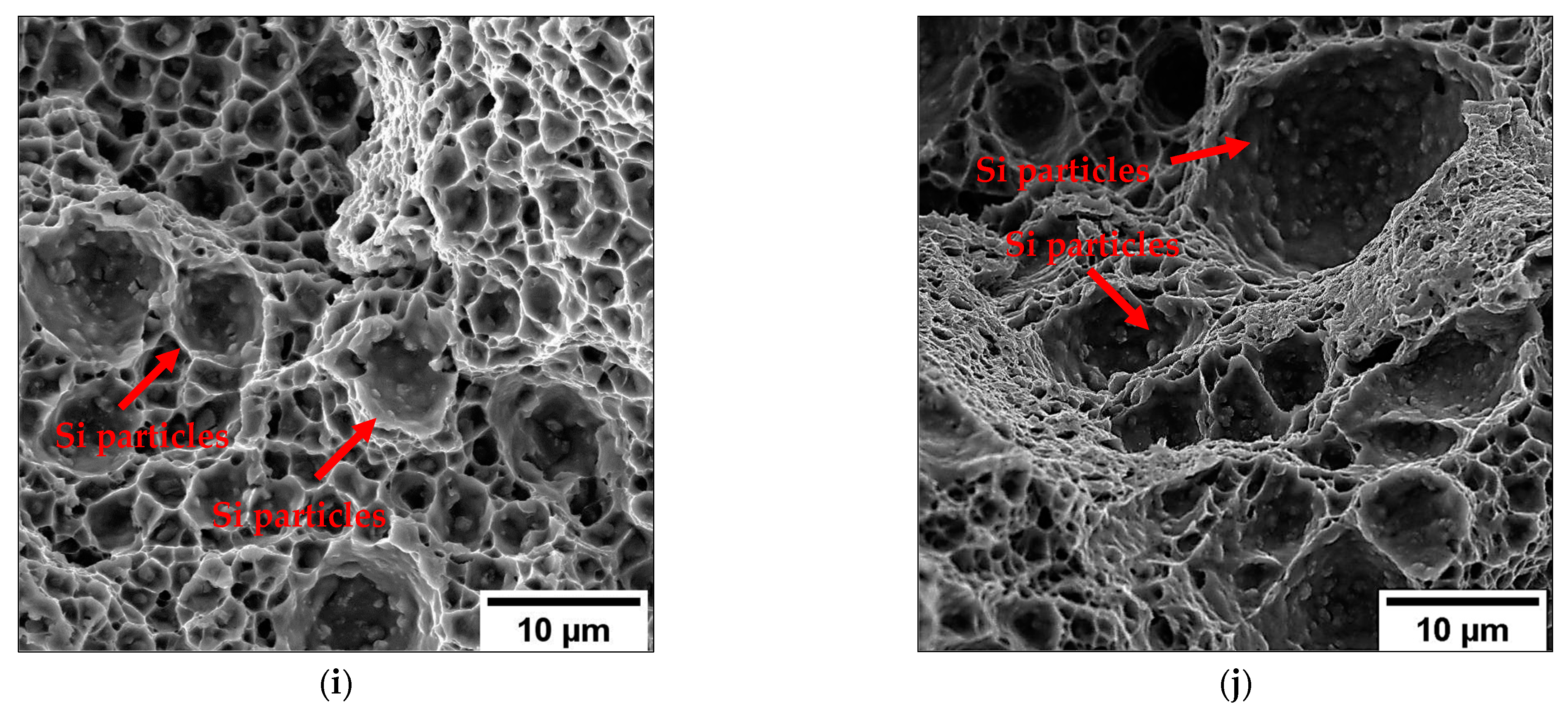
3.3. Fracture Surface Analysis
4. Discussion
5. Conclusions
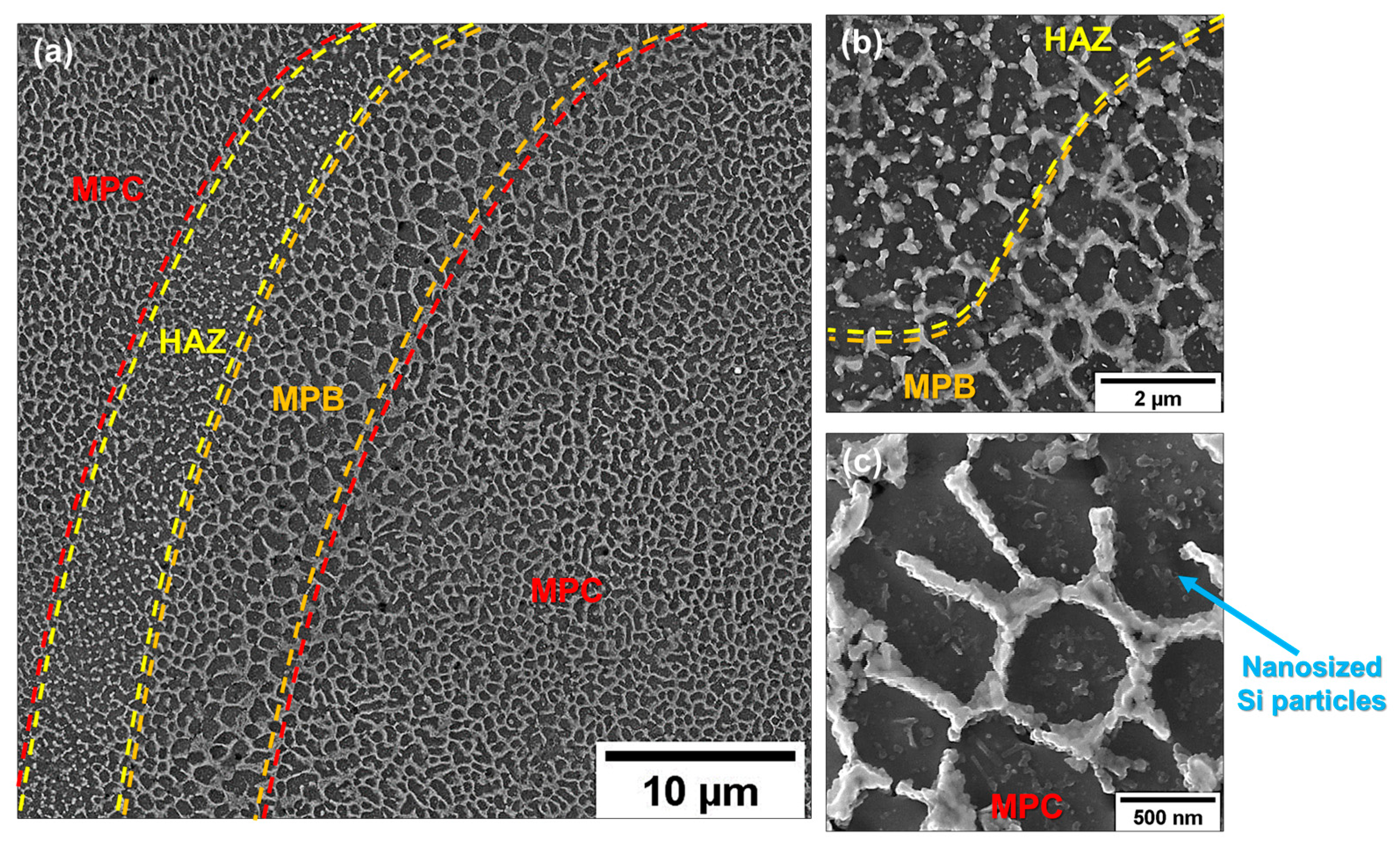
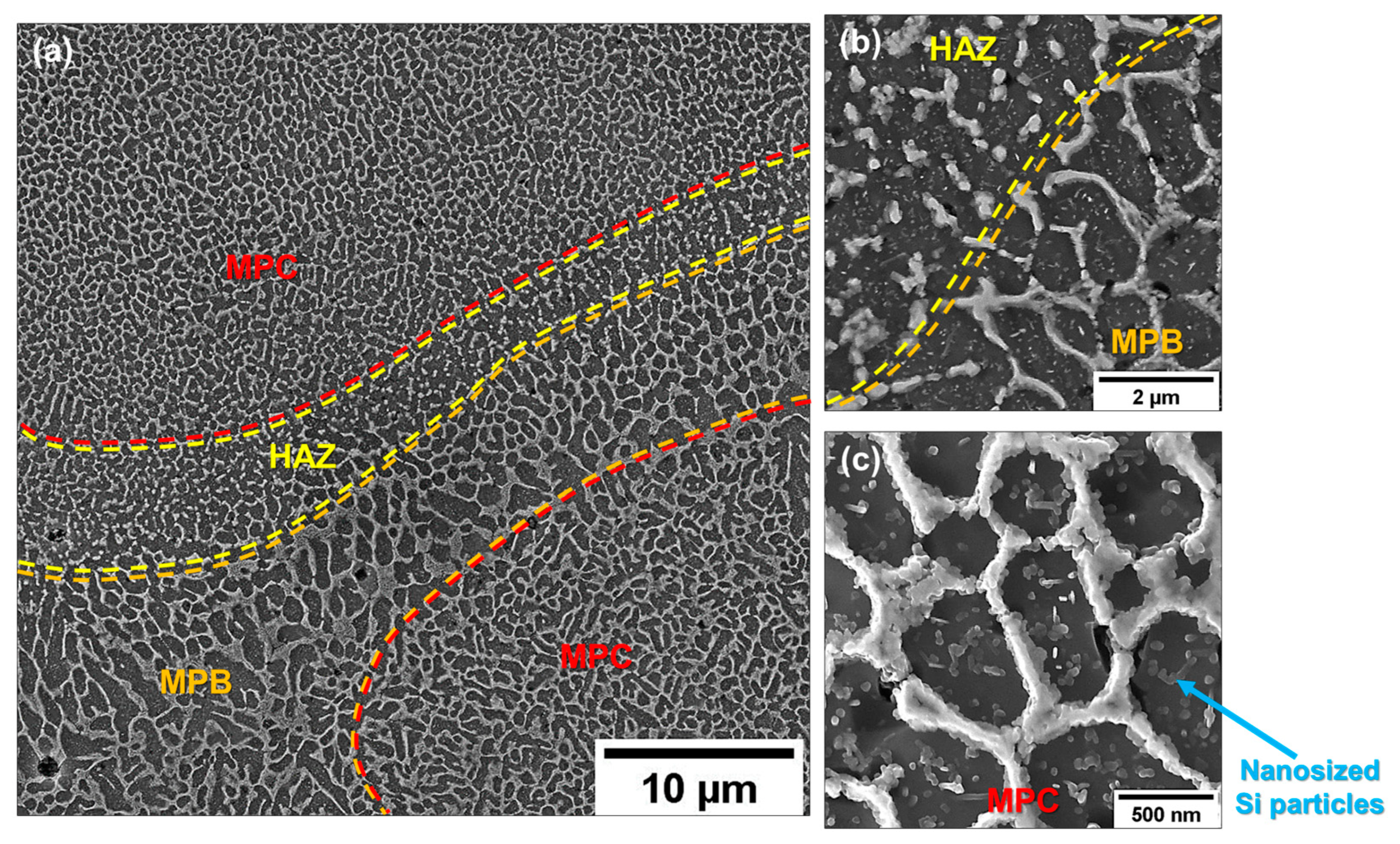
- The T5 heat treatment has a non-significant effect on the ultrafine cellular structure of the AB alloy but induces a reduction of about 50% of the tensile residual stresses;
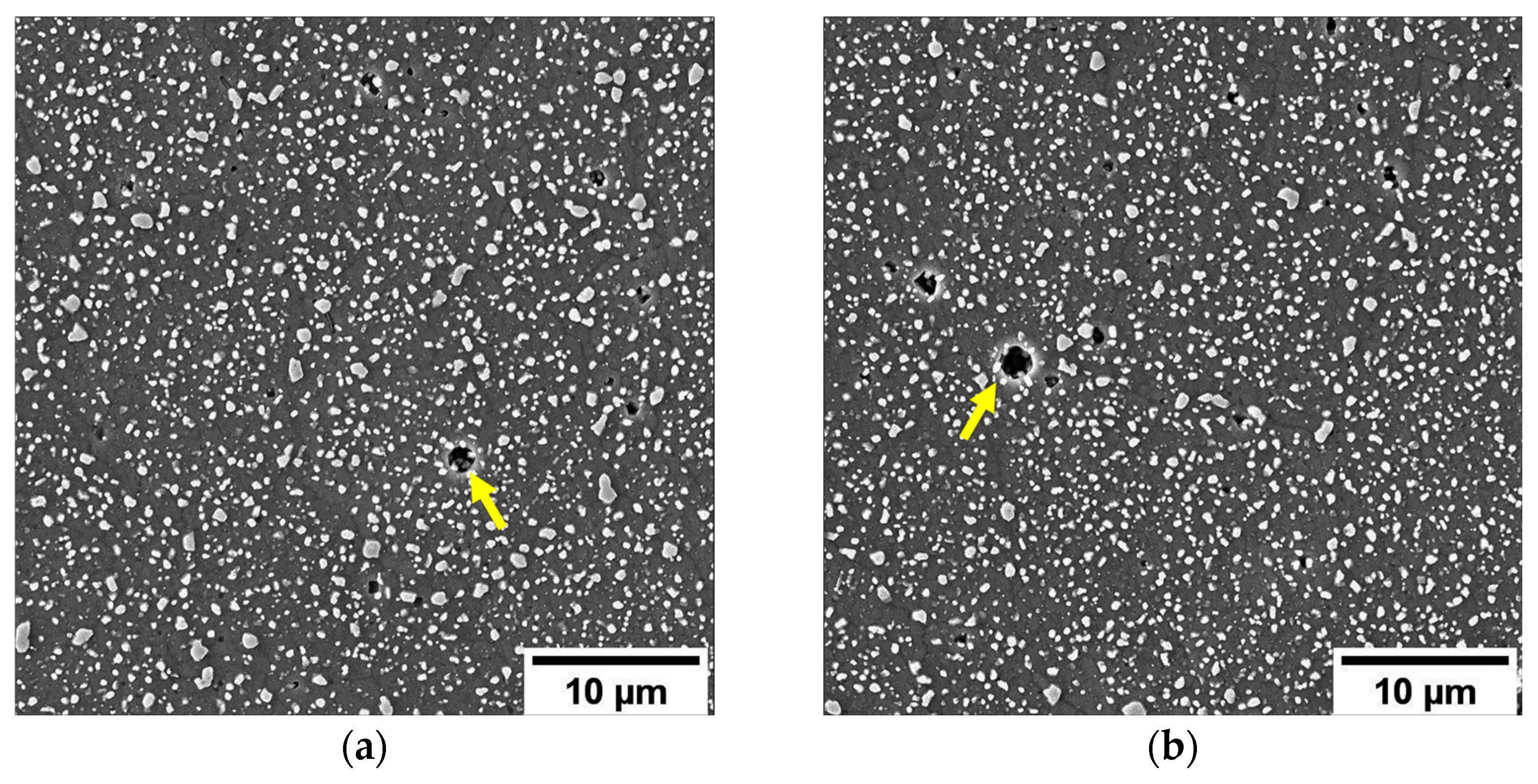
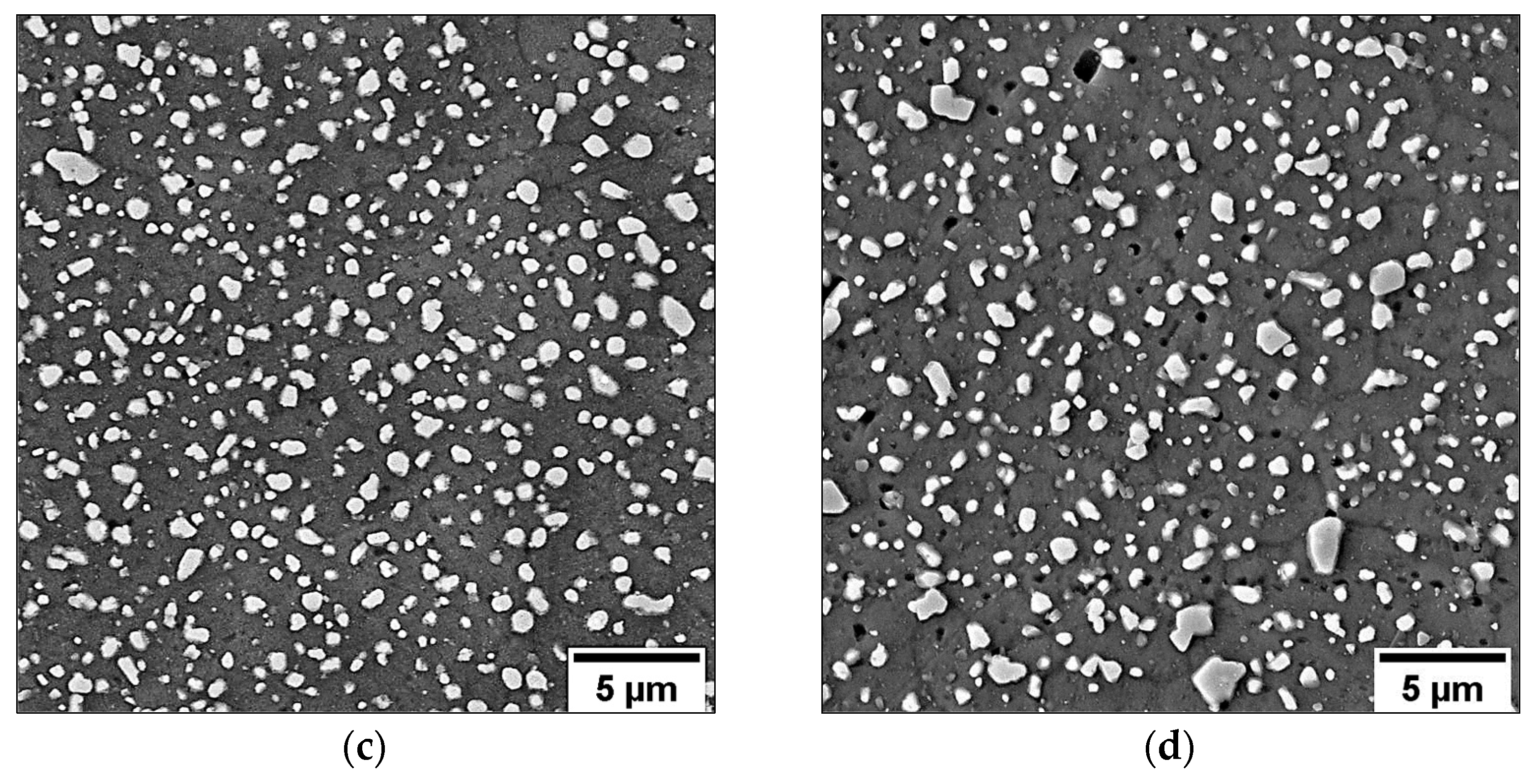
- The T6R heat treatment induces a composite-like microstructure consisting of Si spheroidal particles embedded into the α-Al matrix and compressive residual stresses;
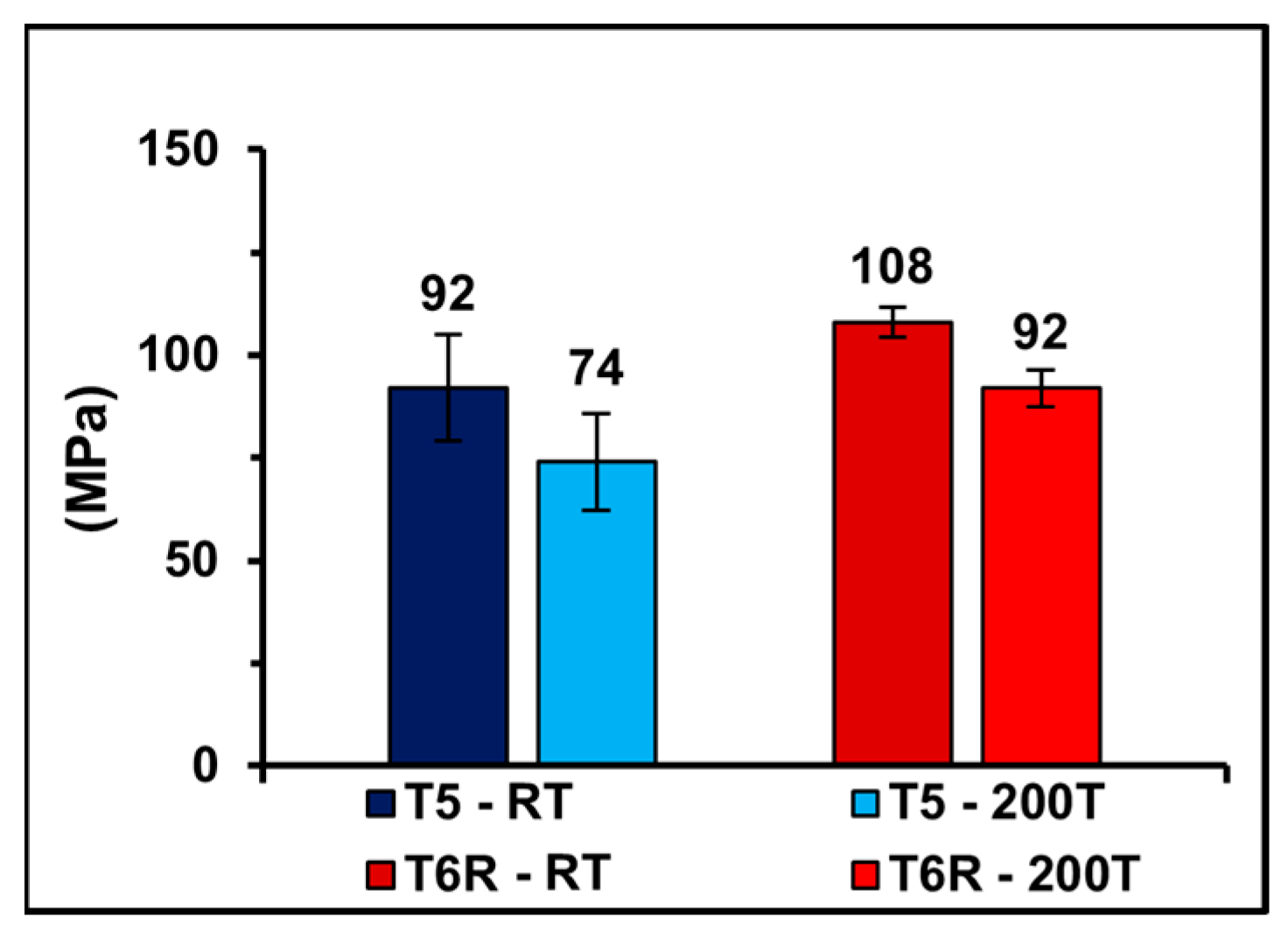
- The homogeneous microstructure, the residual stress relieving, and the higher ductility–strength balance ensure a better fatigue behavior of the T6R alloy at room (108 ± 4 MPa) and high temperatures (91 ± 4 MPa) compared to the T5 alloy (92 ± 15 MPa and 74 ± 12 MPa, respectively). Microstructural degradation is probably not the main factor influencing fatigue resistance at high temperatures, characterized by a lower decrease compared to the static mechanical properties;
- Microstructure influences crack initiation. In the T5 alloy, the eutectic Si network is less resistant to crack initiation than the composite-like microstructure of the T6R alloy;
- The failure mechanisms at room temperature and 200 °C for the specimens subjected to the same heat treatment are comparable. The absence of creep phenomena justifies this result.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| σfs,50% | Fatigue strength at a 50% probability of failure |
| σa | Fatigue stress amplitude |
| σRes | Residual stresses |
| TSHT | Solution temperature |
| tSHT | Solution soaking time |
| T5 | T5 heat-treated alloy |
| T6R | T6R heat-treated alloy |
| T5-RT | T5 alloy tested at room temperature |
| T6R-RT | T6R alloy tested at room temperature |
| T5-200T | T5 alloy tested at 200 °C |
| T6R-200T | T6R alloy tested at 200 °C |
Abbreviations
| AB | As-Built |
| AA | Artificial Aging |
| ef | Elongation to Failure |
| EDS | Energy Dispersive X-ray Spectroscopy |
| FEG-SEM | Field Emission-Gun Scanning Electron Microscopy |
| GD-OES | Glow Discharge Optical Emission Spectroscope |
| HAZs | Heat-affected Zones |
| L-PBF | Laser-based Powder Bed Fusion |
| MP | Melt Pool |
| MPBs | Melt Pool Boundaries |
| MPC | Melt Pool Core |
| SHT | Solution |
| YS | Yield Strength |
| UTS | Ultimate Tensile Strength |
References
- Ingarao, G.; Priarone, P.C.; Deng, Y.; Paraskevas, D. Environmental modelling of aluminium based components manufacturing routes: Additive manufacturing versus machining versus forming. J. Clean. Prod. 2018, 176, 261–275. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit. Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Babu, A.P.; Huang, A.; Birbilis, N. On the heat treatment and mechanical properties of a high solute Al–Zn–Mg alloy processed through laser powder bed fusion process. Mater. Sci. Eng. A 2021, 807, 140857. [Google Scholar] [CrossRef]
- Kenevisi, M.S.; Yu, Y.; Lin, F. A review on additive manufacturing of Al–Cu (2xxx) aluminium alloys, processes and defects. Mater. Sci. Technol. 2021, 37, 805–829. [Google Scholar] [CrossRef]
- Iturrioz, A.; Gil, E.; Petite, M.M.; Garciandia, F.; Mancisidor, A.M.; San Sebastian, M. Selective laser melting of AlSi10Mg alloy: Influence of heat treatment condition on mechanical properties and microstructure. Weld. World 2018, 62, 885–892. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Zhao, L.; Santos Macías, J.G.; Ding, L.; Idrissi, H.; Simar, A. Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions. Mater. Sci. Eng. A 2019, 764, 138210. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Kan, W.H.; Nadot, Y.; Foley, M.; Ridosz, L.; Proust, G.; Cairney, J.M. Factors that affect the properties of additively-manufactured AlSi10Mg: Porosity versus microstructure. Addit. Manuf. 2019, 29, 100805. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C. Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int. J. Fatigue 2017, 94, 192–201. [Google Scholar] [CrossRef]
- Domfang Ngnekou, J.N.; Nadot, Y.; Henaff, G.; Nicolai, J.; Kan, W.H.; Cairney, J.M.; Ridosz, L. Fatigue properties of AlSi10Mg produced by Additive Layer Manufacturing. Int. J. Fatigue 2019, 119, 160–172. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Vollert, F.; Gibmeier, J.; Schulze, V. Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit. Manuf. 2018, 20, 77–89. [Google Scholar] [CrossRef]
- Tridello, A.; Fiocchi, J.; Biffi, C.A.; Chiandussi, G.; Rossetto, M.; Tuissi, A.; Paolino, D.S. Effect of microstructure, residual stresses and building orientation on the fatigue response up to 109 cycles of an SLM AlSi10Mg alloy. Int. J. Fatigue 2020, 137, 105659. [Google Scholar] [CrossRef]
- Sausto, F.; Tezzele, C.; Beretta, S. Analysis of Fatigue Strength of L-PBF AlSi10Mg with Different Surface Post-Processes: Effect of Residual Stresses. Metals 2022, 12, 898. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Liao, H.; Cheng, Y.; Hu, Z.; Zeng, X. Effect of heat treatments on fatigue property of selective laser melting AlSi10Mg. Int. J. Fatigue 2018, 116, 513–522. [Google Scholar] [CrossRef]
- Alghamdi, F.; Song, X.; Hadadzadeh, A.; Shalchi-Amirkhiz, B.; Mohammadi, M.; Haghshenas, M. Post heat treatment of additive manufactured AlSi10Mg: On silicon morphology, texture and small-scale properties. Mater. Sci. Eng. A 2020, 783, 139296. [Google Scholar] [CrossRef]
- Fite, J.; Prameela, S.E.; Slotwinski, J.A.; Weihs, T.P. Evolution of the microstructure and mechanical properties of additively manufactured AlSi10Mg during room temperature holds and low temperature aging. Addit. Manuf. 2020, 36, 101429. [Google Scholar] [CrossRef]
- Lattanzi, L.; Merlin, M.; Fortini, A.; Morri, A.; Garagnani, G.L. Effect of Thermal Exposure Simulating Vapor Deposition on the Impact Behavior of Additively Manufactured AlSi10Mg Alloy. J. Mater. Eng. Perform. 2022, 31, 2859–2869. [Google Scholar] [CrossRef]
- Casati, R.; Hamidi, M.N.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of Platform Pre-Heating and Thermal-Treatment Strategies on Properties of AlSi10Mg Alloy Processed by Selective Laser Melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef] [Green Version]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Konecna, R.; Nicoletto, G.; Kunz, L.; Riva, E. The Role of Elevated Temperature Exposure on Structural Evolution and Fatigue Strength of Eutectic AlSi12 Alloys. Int. J. Fatigue 2015, 83, 24–35. [Google Scholar] [CrossRef]
- Czerwinski, F. Thermal Stability of Aluminum Alloys. Materials 2020, 13, 3441. [Google Scholar] [CrossRef]
- Lehmhus, D.; Rahn, T.; Struss, A.; Gromzig, P.; Wischeropp, T.; Becker, H. High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing. Materials 2022, 15, 7386. [Google Scholar] [CrossRef]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Rapid Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B 2022, 53, 284–303. [Google Scholar] [CrossRef]
- Di Egidio, G.; Morri, A.; Ceschini, L. Evaluation of High-temperature tensile properties of heat-treated AlSi10Mg alloy produced by Laser-Based Powder Bed Fusion. In Proceedings of the 31st International Conference on Metallurgy and Materials, Orea Congress Hotel Brno, Brno-střed, Czech Republic, 18–19 May 2022; pp. 580–586. [Google Scholar]
- Moses, J.P.; Liu, Q.; Best, J.P.; Li, X.; Kruzic, J.J.; Ramamurty, U.; Gludovatz, B. Fracture resistance of AlSi10Mg fabricated by laser powder bed fusion. Acta Mater. 2021, 211, 116869. [Google Scholar]
- Jian, Z.; Piao, Z.Y.; Liu, S.Y.; Su, S.W.; Deng, L.J. Investigation of wear behavior of graphite coating on aluminum piston skirt of automobile engine. Eng. Fail. Anal. 2019, 97, 408–415. [Google Scholar] [CrossRef]
- Teng, D.; Wang, J.; Li, C.; Sa, X. Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus. Materials 2022, 15, 4010. [Google Scholar] [CrossRef]
- Shimatani, Y.; Shiozawa, K.; Nakada, T.; Yoshimoto, T.; Lu, L. The Effect of the Residual Stresses Generated by Surface Finishing Methods on the very High Cycle Fatigue Behavior of Matrix HSS. Int. J. Fatigue 2011, 33, 122–131. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Morri, A.; Messieri, S. Replacement of Nitrided 33CrMoV Steel with ESR Hot Work Tool Steels for Motorsport Applications: Microstructural and Fatigue Characterization. J. Mater. Eng. Perform. 2018, 27, 3920–3931. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Fiocchi, J.; Biffi, C.A.; Colombo, C.; Vergani, L.M.; Tuissi, A. Ad Hoc Heat Treatments for Selective Laser Melted Alsi10mg Alloy Aimed at Stress-Relieving and Enhancing Mechanical Performances. JOM 2020, 72, 1118–1127. [Google Scholar] [CrossRef]
- Tonelli, L.; Liverani, E.; Morri, A.; Ceschini, L. Role of Direct Aging and Solution Treatment on Hardness, Microstructure and Residual Stress of the A357 (AlSi7Mg0.6) Alloy Produced by Powder Bed Fusion. Metall. Mater. Trans. B 2021, 52, 2484–2496. [Google Scholar] [CrossRef]
- Di Giovanni, M.T.; Oliveira de Menezes, J.T.; Bolelli, G.; Cerri, E.; Castrodeza, E.M. Fatigue crack growth behavior of a selective laser melted AlSi10Mg. Eng. Fract. Mech. 2019, 217, 106564. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Pekguleryuz, M. Enhanced mechanical properties of an Al–Si–Cu–Mg alloy at 300 °C: Effects of Mg and the Q-precipitate phase. Mater. Sci. Eng. A 2015, 621, 277–286. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S. Room and high temperature fatigue behaviour of the A354 and C355 (Al–Si–Cu–Mg) alloys: Role of microstructure and heat treatment. Mater. Sci. Eng. A 2016, 653, 129–138. [Google Scholar] [CrossRef]
- Tocci, M.; Donnini, E.; Angella, G.; Gariboldi, E.; Pola, A. Tensile Properties of a Cast Al-Si-Mg Alloy with Reduced Si Content and Cr Addition at High Temperature. J. Mater. Eng. Perform. 2019, 28, 7097–7108. [Google Scholar] [CrossRef]
- Morri, A.; Ceschini, L.; Messieri, S.; Cerri, E.; Toschi, S. Mo Addition to the A354 (Al–Si–Cu–Mg) Casting Alloy: Effects on Microstructure and Mechanical Properties at Room and High Temperature. Metals 2018, 8, 393. [Google Scholar] [CrossRef] [Green Version]
- Ceschini, L.; Morri, A.; Morri, A.; Toschi, S.; Johansson, S.; Seifeddine, S. Effect of Microstructure and overaging on the Tensile Behavior at Room and Elevated Temperature of C355-T6 Cast Aluminum Alloy. Mater. Des. 2015, 83, 626–634. [Google Scholar] [CrossRef]
- Biffi, C.A.; Bassani, P.; Fiocchi, J.; Giuranno, D.; Novakovic, R.; Tuissi, A.; Ricci, E. Investigation of high temperature behavior of AlSi10Mg produced by selective laser melting. Mater. Chem. Phys. 2021, 259, 123975. [Google Scholar] [CrossRef]
- Xu, Z.W.; Wang, Q.; Wang, X.S.; Tan, C.H.; Guo, M.H.; Gao, P.B. High cycle fatigue performance of AlSi10mg alloy produced by selective laser melting. Mech. Mater. 2020, 148, 103499. [Google Scholar] [CrossRef]
- Dai, P.; Luo, X.; Yang, Y.; Kou, Z.; Huang, B.; Zang, J.; Ru, J. High temperature tensile properties, fracture behaviors and nanoscale precipitate variation of an Al–Zn–Mg–Cu alloy. Prog. Nat. Acad. Sci. USA 2020, 30, 63–73. [Google Scholar] [CrossRef]
- Kim, D.K.; Hwang, J.H.; Kim, E.Y.; Heo, Y.U.; Woo, W.; Choi, S.H. Evaluation of the stress-strain relationship of constituent phases in AlSi10Mg alloy produced by selective laser melting using crystal plasticity FEM. J. Alloys Compd. 2017, 714, 687–697. [Google Scholar] [CrossRef]
- Park, T.H.; Baek, M.S.; Hyer, H.; Sohn, Y.; Lee, K.A. Effect of direct aging on the microstructure and tensile properties of AlSi10Mg alloy manufactured by selective laser melting process. Mater. Charact. 2021, 176, 111113. [Google Scholar] [CrossRef]
- Delahaye, J.; Tchuindjang, J.T.; Lecomte-Beckers, J.; Rigo, O.; Habraken, A.M.; Mertens, A. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt%) | Al | Si | Mg | Fe | Cu | Mn | Ni | Pb | Sn | Ti | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Specimens | Bal. | 9.66 ± 0.10 | 0.28 ± 0.02 | 0.12 ± 0.02 | - | 0.006 ± 0.001 | - | 0.008 ± 0.002 | 0.025 ± 0.010 | 0.017 0.003 | 0.042 ± 0.009 |
| EN AC-43000 | Bal. | 9–11 | 0.20–0.45 | <0.55 | <0.05 | <0.45 | <0.05 | <0.05 | <0.05 | <0.15 | <0.10 |
| Condition | Heat Treatment | Designation of Specimens Tested at Different Temperatures | |
|---|---|---|---|
| Room Temperature (25 °C) | High Temperature (200 °C) | ||
| T5 | AA at 160 °C for 4 h in air, air cooling | T5-RT | T5-200T |
| T6R | SHT at 510 °C for 10 min in air, water quenching at room temperature, AA at 160 °C for 6 h in air, air cooling | T6R-RT | T6R-200T |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Egidio, G.; Ceschini, L.; Morri, A.; Zanni, M. Room- and High-Temperature Fatigue Strength of the T5 and Rapid T6 Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion. Metals 2023, 13, 263. https://doi.org/10.3390/met13020263
Di Egidio G, Ceschini L, Morri A, Zanni M. Room- and High-Temperature Fatigue Strength of the T5 and Rapid T6 Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion. Metals. 2023; 13(2):263. https://doi.org/10.3390/met13020263
Chicago/Turabian StyleDi Egidio, Gianluca, Lorella Ceschini, Alessandro Morri, and Mattia Zanni. 2023. "Room- and High-Temperature Fatigue Strength of the T5 and Rapid T6 Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion" Metals 13, no. 2: 263. https://doi.org/10.3390/met13020263