
Synthesizing Ti–Ni Alloy Composite Coating on Ti–6Al–4V Surface from Laser Surface Modification

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
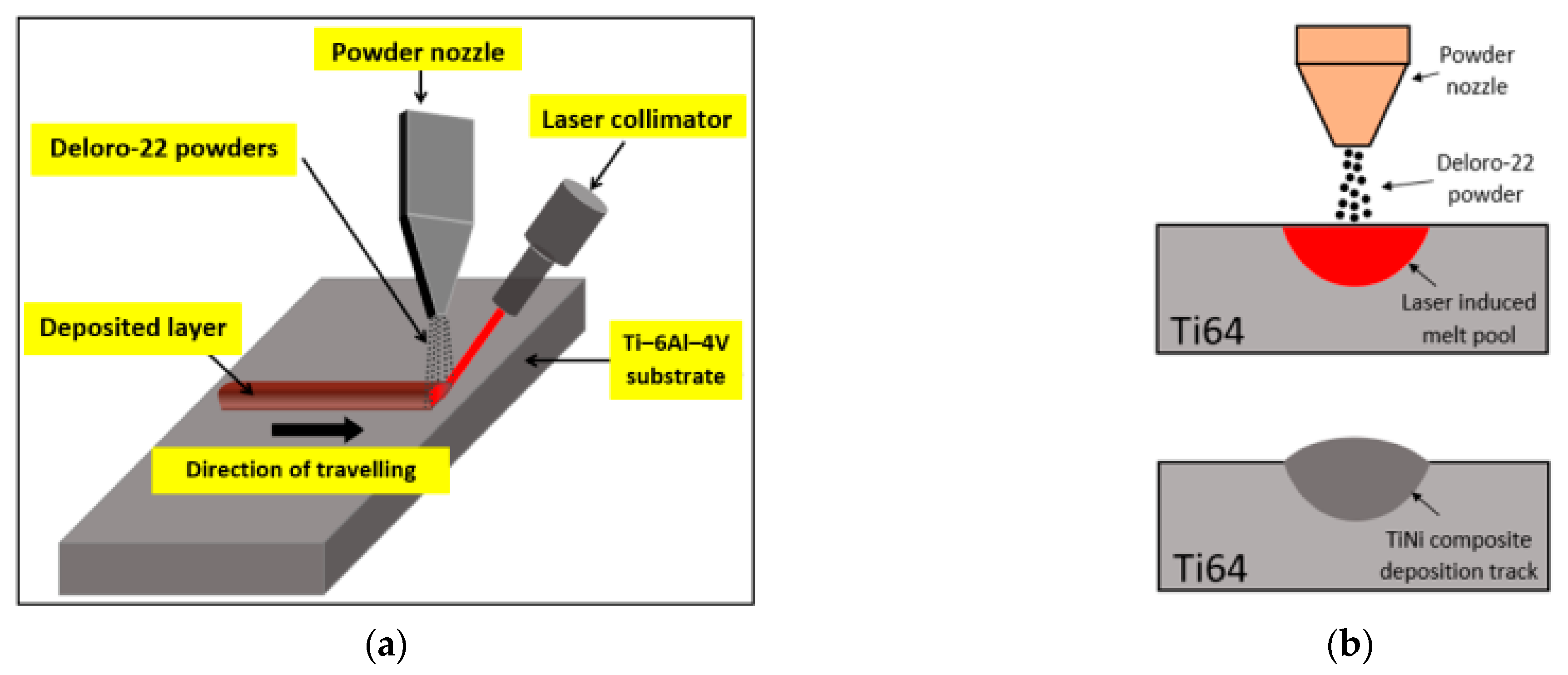
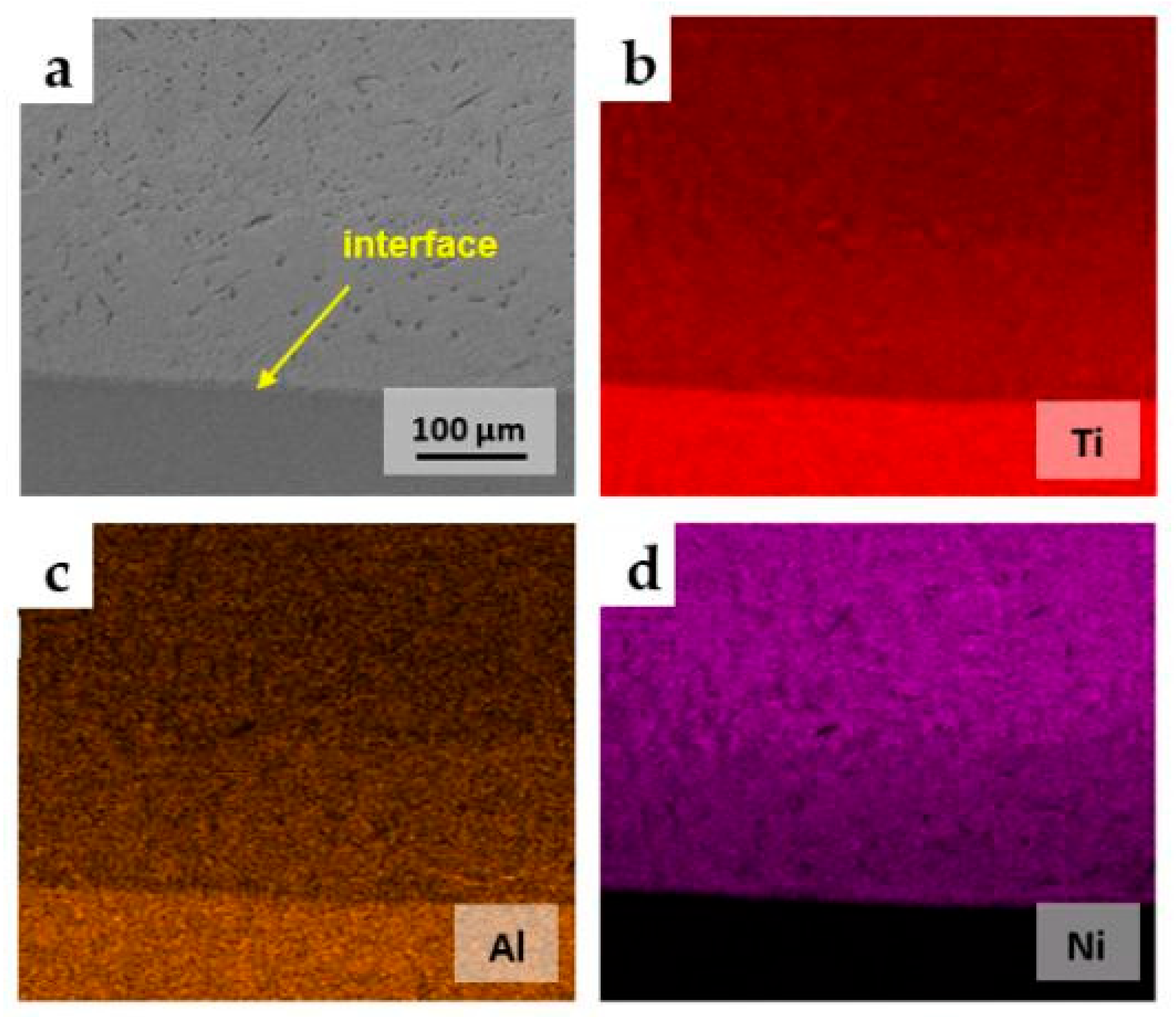
- The laser surface deposition method with the blown powder process can be used to synthesize metals or intermetallic compounds of industrial interest in situ. In this work, the Ti-based melt pool generated using laser power can be used as the Ti source so that Ni-alloy powder feedstock can be the single type of simple and economical powder material for the formation of TixNiy intermetallics at the surface. Good bonding was seen between the deposition and the substrate, and no defects were observed.
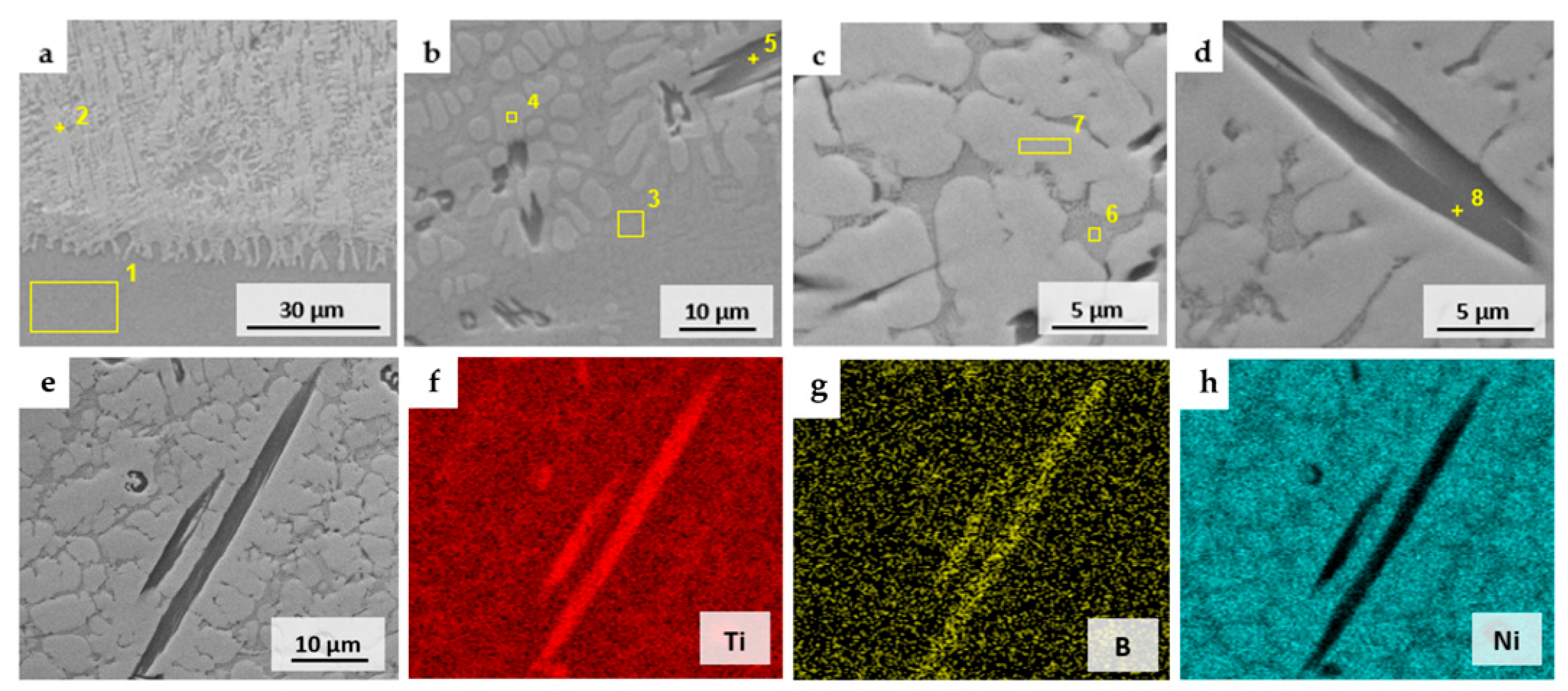
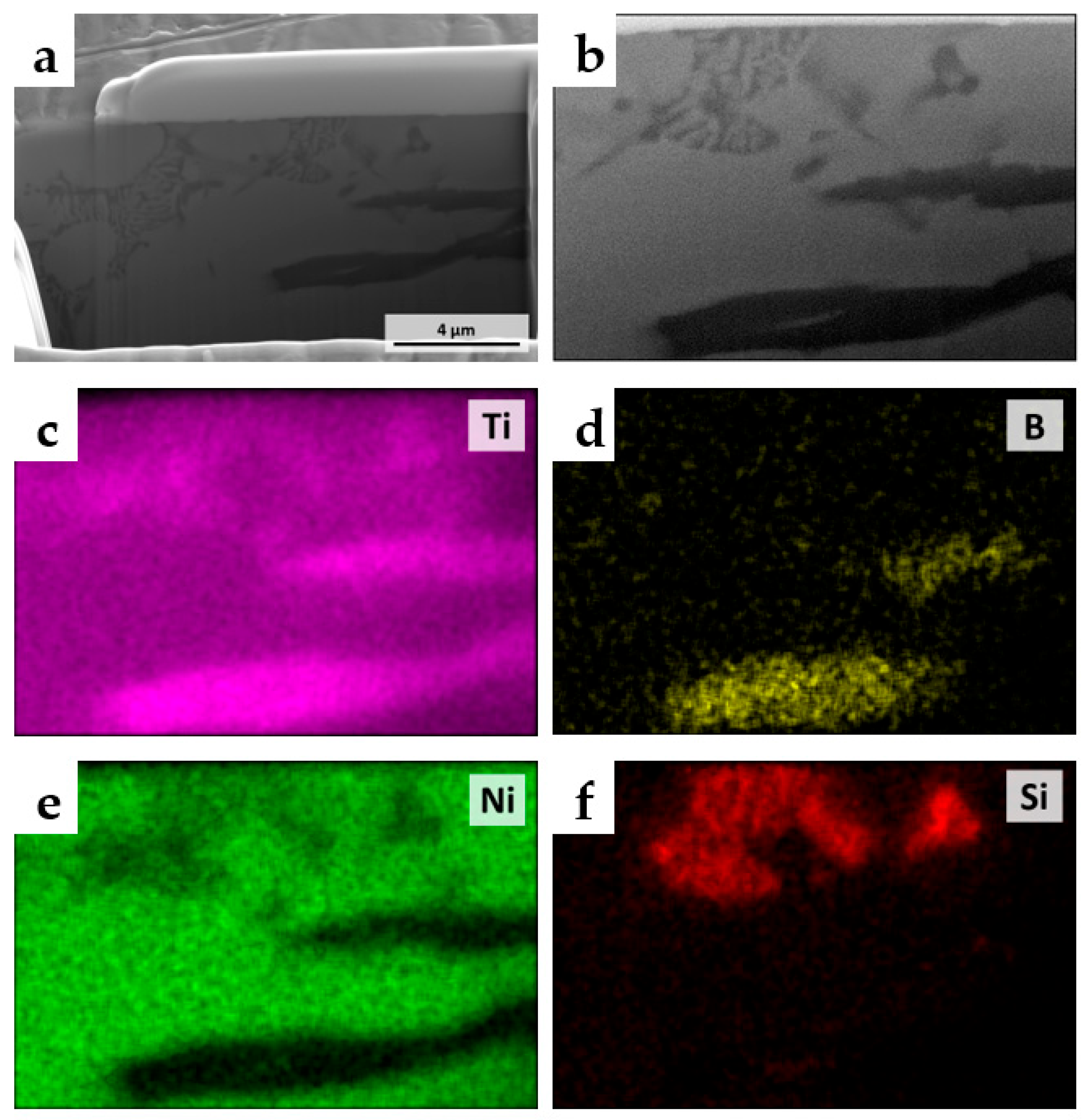
- From SEM/EDS analysis, major phases such as TiNi and Ti2Ni and minor phases, including TiB and Ti–Ni–Si ternary phases, were observed. The energy densities from different scanning speeds resulted in differences in dilution effects, which led to multiple Ti/Ni compositions and the as-deposited phase constituents.
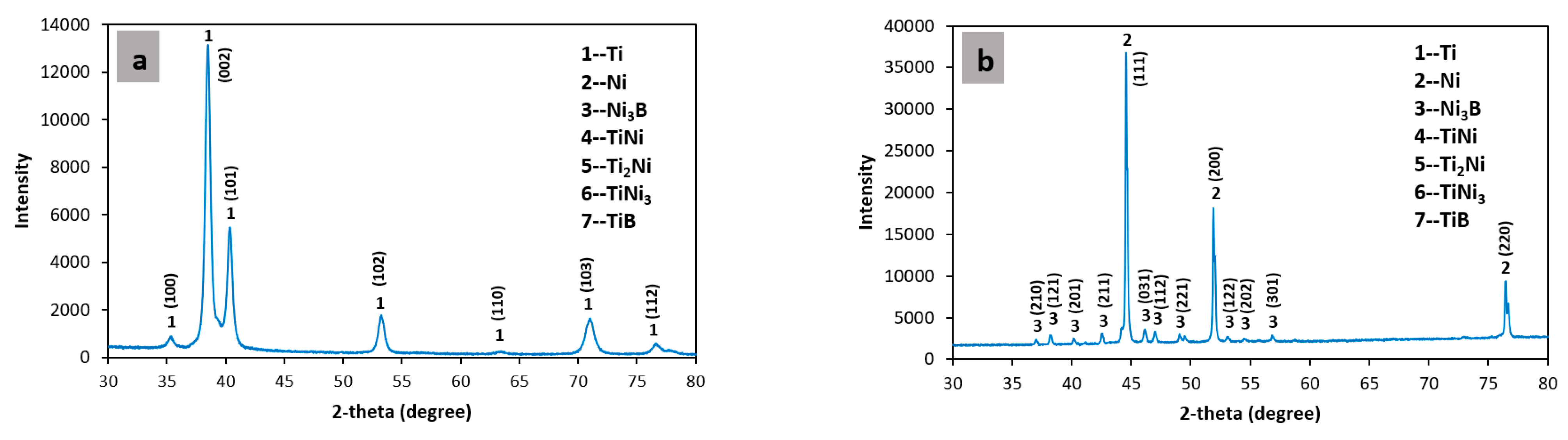
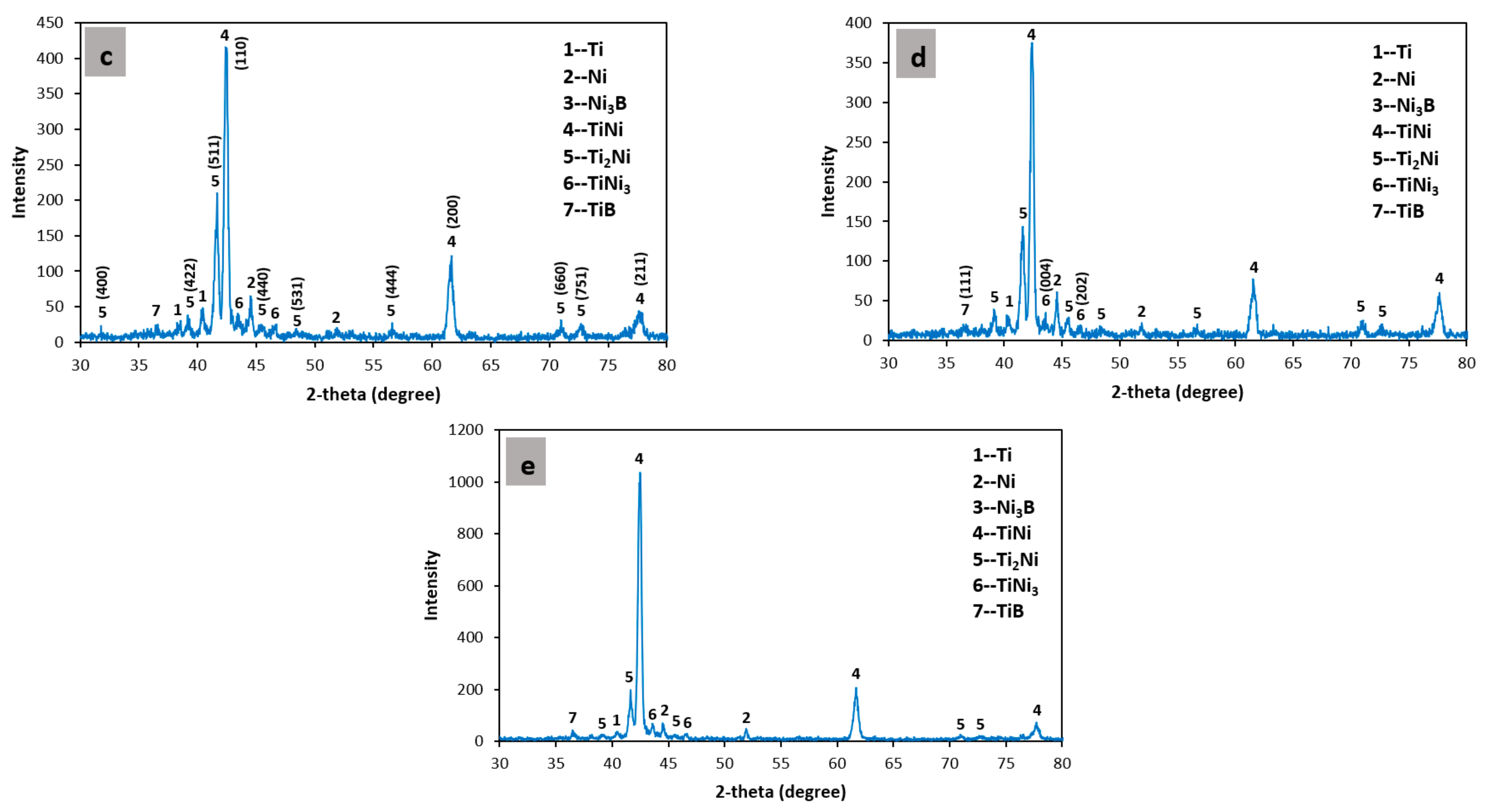
- XRD revealed the presence of Ni3B in Deloro-22 raw powders, while TiNi and Ti2Ni were clearly detected in deposition tracks, which reflect the expected reactions to form TixNiy surface composites.
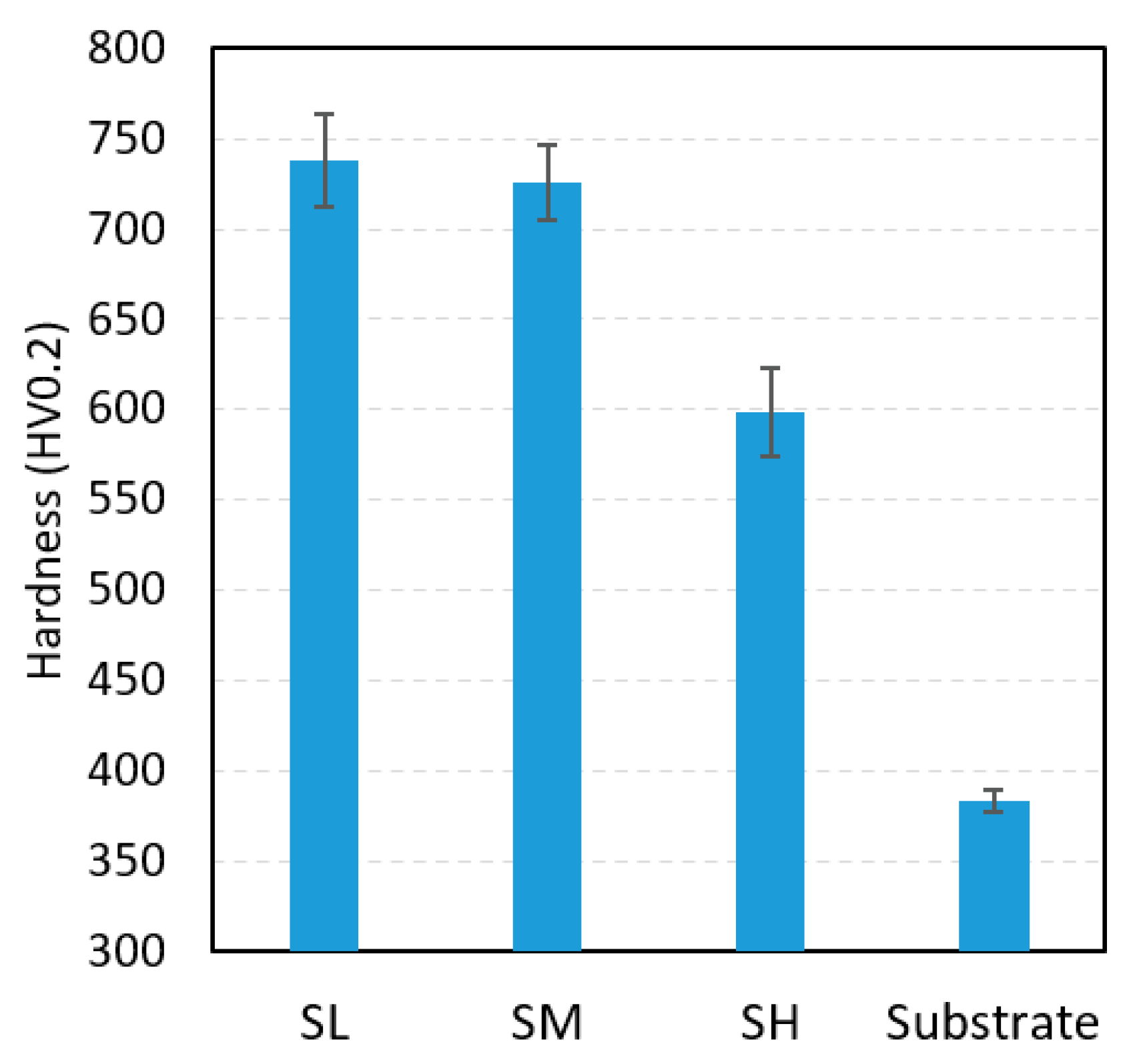
- The slowest scanning speed obtained the highest average hardness exceeding 700 HV0.2 due to the highest energy density led to a larger amount of Ti which forms more of the Ti2Ni phase. In contrast, the highest speed resulted in more TiNi phases and an average hardness of 600 HV0.2. The hardness of the higher scan speed in this work has a relatively lower enhancement in Ti–6Al–4V hardness, while it obtained a higher crack resistance. The single type of Deloro-22 Ni-alloy powder can be used as a simpler feedstock to modify the Ti–6Al–4V surface by synthesizing various types of TixNiy via laser processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.; Kokawa, H. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Dhanda, M.; Haldar, B.; Saha, P. Development and Characterization of Hard and Wear Resistant MMC Coating on Ti-6Al-4V Substrate by Laser Cladding. Procedia Mater. Sci. 2014, 6, 1226–1232. [Google Scholar] [CrossRef] [Green Version]
- Souza, J.C.M.; Sordi, M.B.; Kanazawa, M.; Ravindran, S.; Henriques, B.; Silva, F.S.; Aparicio, C.; Cooper, L.F. Nano-scale modification of titanium implant surfaces to enhance osseointegration. Acta Biomater. 2019, 94, 112–131. [Google Scholar] [CrossRef]
- Navarro, P.; Olmo, A.; Giner, M.; Rodríguez-Albelo, M.; Rodríguez, Á.; Torres, Y. Electrical Im-pedance of Surface Modified Porous Titanium Implants with Femtosecond Laser. Materials 2022, 15, 461. [Google Scholar] [CrossRef]
- Jamesh, M.; Narayanan, T.S.N.S.; Chu, P.K.; Park, I.S.; Lee, M.H. Effect of surface mechanical attrition treatment of titanium using alumina balls: Surface roughness, contact angle and apatite forming ability. Front. Mater. Sci. 2013, 7, 285–294. [Google Scholar] [CrossRef]
- Chauhan, P.; Shadangi, Y.; Bhatnagar, A.; Singh, V.; Chattopadhyay, K. Influence of Surface Nano-Structuring on Microstructure, Corrosion Behavior and Osteoblast Response of Commercially Pure Titanium Treated Through Ultrasonic Shot Peening. JOM 2022, 74, 584–595. [Google Scholar] [CrossRef]
- Nair, A.M.; Muvvala, G.; Sarkar, S.; Nath, A.K. Real-time detection of cooling rate using pyrometers in tandem in laser material processing and directed energy deposition. Mater. Lett. 2020, 277, 128330. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, F.; Zhang, K.; Nie, P.; Hosseini, S.R.E.; Feng, K.; Li, Z. Dendritic microstructure and hot cracking of laser additive manufactured Inconel 718 under improved base cooling. J. Alloy. Compd. 2016, 670, 312–321. [Google Scholar] [CrossRef]
- Ding, Y.; Du, C.; Wang, X.; Zhang, B. Microstructure and interfacial metallurgical bonding of 1Cr17Ni2/carbon steel extreme high-speed laser cladding coating. Adv. Compos. Hybrid Mater. 2021, 4.1, 205–211. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Manna, I.; Kumar, A.; Bhargava, P.; Nath, A.K. Direct laser cladding of Co on Ti–6Al–4V with a compositionally graded interface. J. Mater. Process. Technol. 2009, 209, 2237–2243. [Google Scholar] [CrossRef]
- Farotade, G.A.; Adesina, O.S.; Popoola AP, I.; Pityana, S.L. Laser Cladding and Characteri-zation of Ni–SiC–ZrB2 Cermet Coatings on Ti–6Al–4V for High-Temperature Applications. Metallogr. Microstruct. Anal. 2019, 8, 349–358. [Google Scholar] [CrossRef]
- Li, J.; Chen, C.; Squartini, T.; He, Q. A study on wear resistance and microcrack of the Ti3Al/TiAl+ TiC ceramic layer deposited by laser cladding on Ti–6Al–4V alloy. Appl. Surf. Sci. 2010, 257, 1550–1555. [Google Scholar] [CrossRef]
- Jiang, T.; Kim, H.S. Simultaneous improvement in the hardness and friction characteristics of Ti-6Al-4V through laser cladding with nanoscale SiC particles in an air environment. Int. J. Adv. Manuf. Technol. 2021, 116, 1041–1051. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Z.; Wang, L.; Su, L.; Carpenter, K.; Wang, J.; Wang, R.; Li, H. In-situ dual wire arc additive manufacturing of NiTi-coating on Ti6Al4V alloys: Microstructure characterization and mechanical properties. Surf. Coat. Technol. 2020, 386, 125439. [Google Scholar] [CrossRef]
- Jia, C.; Xiong, Z.P.; Liu, Z.; Cheng, X. Structural designation and mechanical properties of TiNi/Ti2Ni laminated composites. J. Phys. Conf. Ser. 2020, 1507, 062010. [Google Scholar] [CrossRef]
- Lin, Y.; Lei, Y.; Fu, H.; Lin, J. Mechanical properties and toughening mechanism of TiB2/NiTi reinforced titanium matrix composite coating by laser cladding. Mater. Des. 2015, 80, 82–88. [Google Scholar] [CrossRef]
- Su, W.; Cui, X.; Yang, Y.; Guan, Y.; Zhao, Y.; Wan, S.; Li, J.; Jin, G. Effect of Si content on micro-structure and tribological properties of Ti5Si3/TiC reinforced NiTi laser cladding coatings. Surf. Coat. Technol. 2021, 418, 127281. [Google Scholar] [CrossRef]
- Zhang, X.; Cui, W.; Li, W.; Liou, F. Effects of tool path in remanufacturing cylindrical components by laser metal deposition. Int. J. Adv. Manuf. Technol. 2019, 100, 1607–1617. [Google Scholar] [CrossRef]
- Mokgalaka, M.N.; Pityana, S.L.; Popoola PA, I.; Mathebula, T. NiTi interme-tallic surface coatings by laser metal deposition for improving wear properties of Ti-6Al-4V substrates. Adv. Mater. Sci. Eng. 2014, 2014, 363917. [Google Scholar] [CrossRef] [Green Version]
- Mokgalaka, M.N.; Popoola AP, I.; Pityana, S.L. In situ laser deposition of NiTi intermetallics for corrosion improvement of Ti–6Al–4V alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 3315–3322. [Google Scholar] [CrossRef]
- Liu, F.; Mao, Y.; Lin, X.; Zhou, B.; Qian, T. Microstructure and high temperature oxidation resistance of Ti-Ni gradient coating on TA2 titanium alloy fabricated by laser cladding. Opt. Laser Technol. 2016, 83, 140–147. [Google Scholar] [CrossRef]
- Aich, S.; Chandran, K.S.R. TiB whisker coating on titanium surfaces by solid-state diffusion: Synthesis, microstructure, and mechanical properties. Met. Mater. Trans. A 2002, 33, 3489–3498. [Google Scholar] [CrossRef]
- Song, R.; Li, J.; Shao, J.; Bai, L.; Chen, J.; Qu, C. Microstructural evolution and wear behaviors of laser cladding Ti 2 Ni/α(Ti) dual-phase coating reinforced by TiB and TiC. Appl. Surf. Sci. 2015, 355, 298–309. [Google Scholar] [CrossRef]
- Karnati, S.; Zhang, Y.; Liou, F.F.; Newkirk, J.W. On the Feasibility of Tailoring Copper–Nickel Functionally Graded Materials Fabricated through Laser Metal Deposition. Metals 2019, 9, 287. [Google Scholar] [CrossRef] [Green Version]
- Gorsse, S.; Le Petitcorps, Y.; Matar, S.; Rebillat, F. Investigation of the Young’s modulus of TiB needles in situ produced in titanium matrix composite. Mater. Sci. Eng. A 2003, 340, 80–87. [Google Scholar] [CrossRef]
- Cheng, Y.Y. Synthesis of Metal Boride Nanoparticles by RF Thermal Plasmas. Ph.D. Thesis, Tokyo Institute of Technology, Tokyo, Japan, 2014. [Google Scholar]
- Wang, C.; Tan, X.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.; Tor, S.; Wong, C. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J. Mater. Process. Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Ren, H.S.; Xiong, H.P.; Pang, S.J.; Chen, B.; Wu, X.; Cheng, Y.Y.; Chen, B.Q. Microstructures and Mechanical Properties of Transient Liquid-Phase Diffusion-Bonded Ti3Al/TiAl Joints with TiZrCuNi Interlayer. Met. Mater. Trans. A 2016, 47, 1668–1676. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, X.; Parvez, M.M.; Newkirk, J.W.; Liou, F. Fabricating TiNiCu Ternary Shape Memory Alloy by Directed Energy Deposition via Elemental Metal Powders. Appl. Sci. 2021, 11, 4863. [Google Scholar] [CrossRef]
- Lin, P.-Y.; Shen, F.-C.; Wu, K.-T.; Hwang, S.-J.; Lee, H.-H. Process optimization for directed energy deposition of SS316L components. Int. J. Adv. Manuf. Technol. 2020, 111, 1387–1400. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, L.; Yang, X.; Zhang, T.; Sun, R. Optimization of microstructure and properties of com-posite coatings by laser cladding on titanium alloy. Ceram. Int. 2021, 47, 2230–2243. [Google Scholar] [CrossRef]
- Li, W.; Zhang, J.; Karnati, S.; Zhang, Y.; Liou, F.W.; Newkirk, J.W.; Seufzer, W.L.; Taminger, K.M.B.; Seufzer, W.L. Modeling and Experimental Investigation of Pre-Mixed Multi-Powder Flow in Fabricating Functional Gradient Material by Laser Metal Deposition Process; University of Texas at Austin: Austin, TX, USA, 2016. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Si | B | Fe | C |
|---|---|---|---|---|
| Balance | 2.5 | 1.4 | 1.0 | 0.05 |
| No. of Points/Areas | Ti | Ni | Si | Al | V | Fe | B |
|---|---|---|---|---|---|---|---|
| 1 | 85.23 | 0.14 | 0.05 | 11.15 | 3.28 | 0.15 | - |
| 2 | 61.22 | 28.48 | 0.71 | 7.47 | 1.80 | 0.32 | - |
| 3 | 57.44 | 28.70 | 2.78 | 8.05 | 2.80 | 0.22 | - |
| 4 | 46.60 | 45.76 | 0.56 | 5.85 | 0.83 | 0.40 | - |
| 5 | 44.62 | 3.70 | 0.10 | 0.24 | 4.02 | 0.06 | 47.27 |
| 6 | 46.38 | 37.84 | 8.65 | 4.50 | 2.36 | 0.27 | - |
| 7 | 44.70 | 44.22 | 2.93 | 5.79 | 2.04 | 0.32 | - |
| 8 | 43.33 | 1.61 | 0.25 | 0.11 | 4.77 | 0.06 | 49.86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Newkirk, J.W.; Liou, F. Synthesizing Ti–Ni Alloy Composite Coating on Ti–6Al–4V Surface from Laser Surface Modification. Metals 2023, 13, 243. https://doi.org/10.3390/met13020243
Chen Y, Newkirk JW, Liou F. Synthesizing Ti–Ni Alloy Composite Coating on Ti–6Al–4V Surface from Laser Surface Modification. Metals. 2023; 13(2):243. https://doi.org/10.3390/met13020243
Chicago/Turabian StyleChen, Yitao, Joseph W. Newkirk, and Frank Liou. 2023. "Synthesizing Ti–Ni Alloy Composite Coating on Ti–6Al–4V Surface from Laser Surface Modification" Metals 13, no. 2: 243. https://doi.org/10.3390/met13020243