
Electromagnetic-Shocking-Induced Interface Healing and Mechanical Properties Improvement in Pre-Bonded Stainless Steel

Abstract
:1. Introduction
2. Experiments and Methods
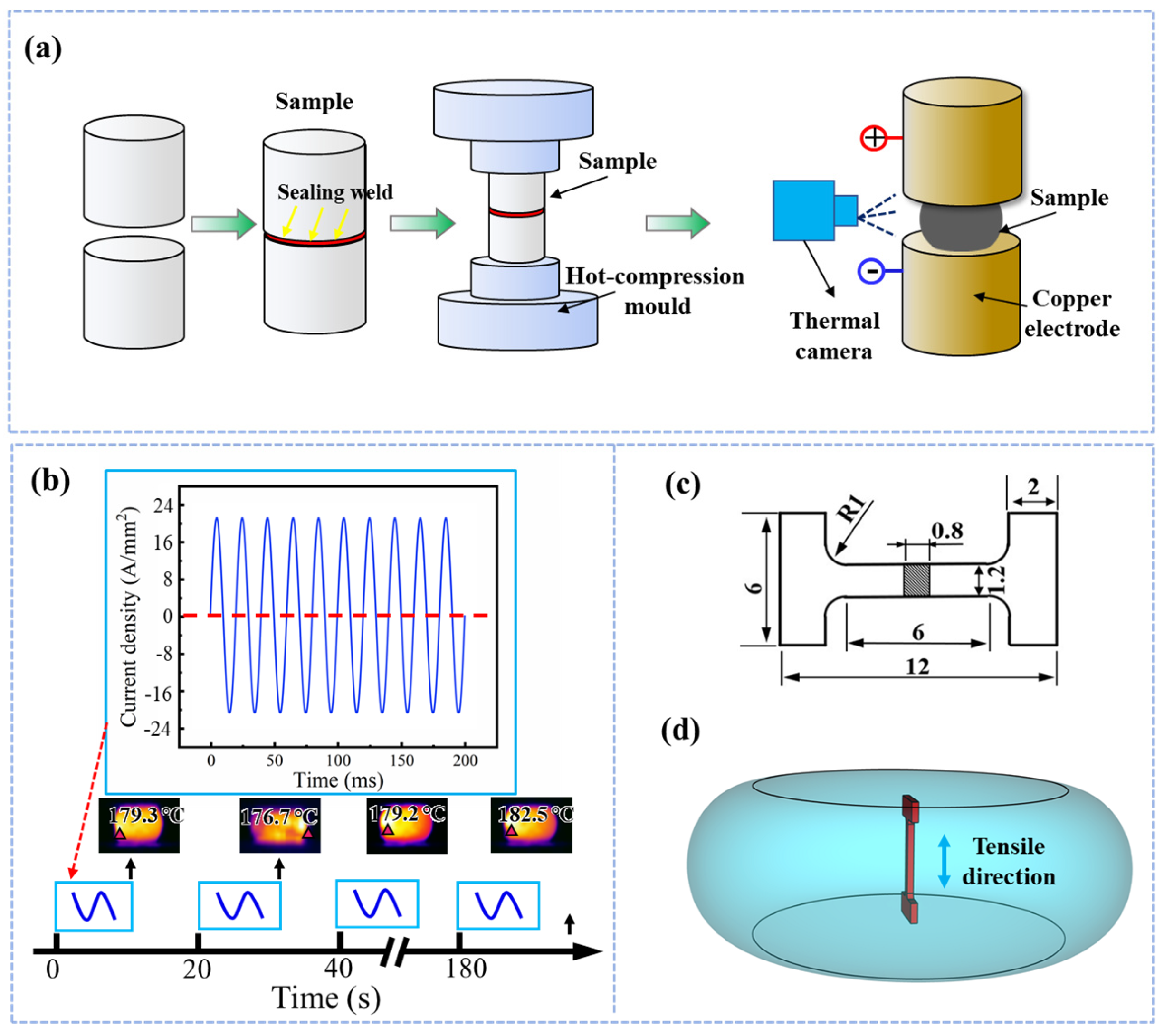
2.1. Materials Processing
2.2. Characterization Methods
3. Results and Discussion
3.1. Characterization of the Bonded Interface
3.2. Bonding Strength Analysis
4. Conclusions
- (1)
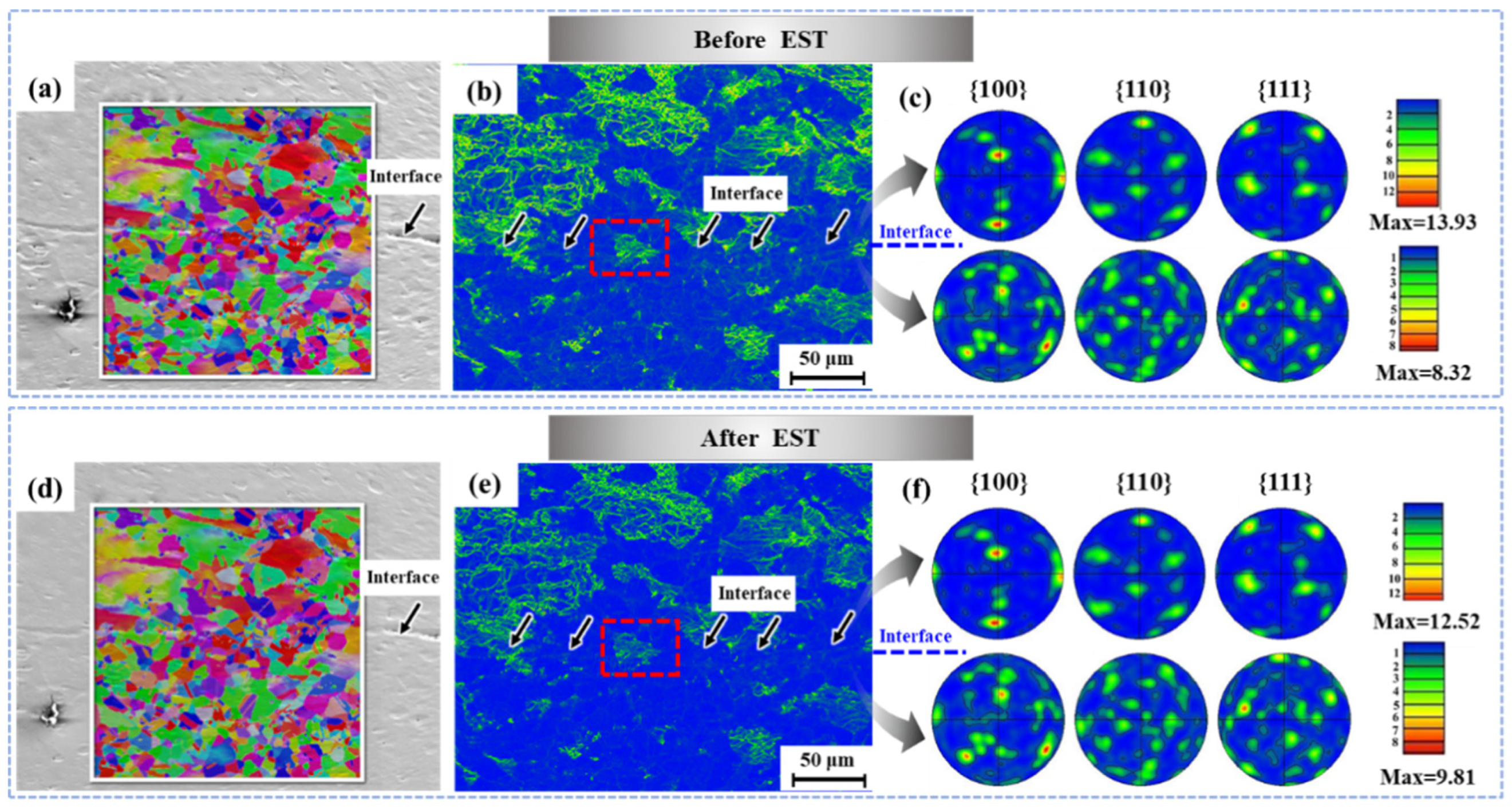
- The microstructure observation indicates that the hot-deformation bonded in interface has been significantly healed, accompanied by the recovery of voids after EST. In addition, the Mn oxide at the interface is decomposed or diffused due to the accelerated thermodynamic dissolution of oxide under EST. The optimization of the interface connection is mainly reflected in the fact that EST can act on the interface locally, leading to the healing of voids at the interface accompanied by a reduction in the residual stress and the decomposition of oxide.
- (2)
- The texture characteristics of the upper and lower parts of the interface tend to be consistent after the EST, indicating that EST plays an important role in adjusting the texture difference at both ends of the interface. This should be closely associated with the movement of atoms promoted by EST, in order to optimize the orientation connection at both sides of the hot-deformation bonded interface.
- (3)
- The mechanical property tests show that the fracture elongation increases without tensile strength loss, demonstrating that the tensile performance has been increased by the interface pre-bonding promoted under EST. The improvement of the tensile properties should be attributed to the void healing, oxide decomposition and texture adjustment at the interface. Conclusively, the results obtained in this work suggest a novel and bright idea for eliminating the smelting defects in the manufacturing of large-scale billets.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, M.; Xu, B.; Xie, B.; Li, D.; Li, Y. Leading manufacture of the large-scale weldless stainless steel forging ring: Innovative approach by the multilayer hot-compression bonding technology. J. Mater. Sci. Technol. 2021, 71, 84–86. [Google Scholar] [CrossRef]
- Flemings, M.C. Our Understanding of Macrosegregation: Past and Present. ISIJ Int. 2000, 40, 833–841. [Google Scholar] [CrossRef]
- Li, D.; Chen, X.-Q.; Fu, P.; Ma, X.; Liu, H.; Chen, Y.; Cao, Y.; Luan, Y.; Li, Y. Inclusion flotation-driven channel segregation in solidifying steels. Nat. Commun. 2014, 5, 5572. [Google Scholar] [CrossRef] [PubMed]
- Sridharan, N.; Gussev, M.; Seibert, R.; Parish, C.; Norfolk, M.; Terrani, K.; Babu, S.S. Rationalization of anisotropic mechanical properties of Al-6061 fabricated using ultrasonic additive manufacturing. Acta Mater. 2016, 117, 228–237. [Google Scholar] [CrossRef]
- Malik, N.; Carvalho, P.A.; Poppe, E.; Finstad, T.G. Interfacial characterization of Al-Al thermocompression bonds. J. Appl. Phys. 2016, 119, 205303. [Google Scholar] [CrossRef]
- Xie, B.; Sun, M.; Xu, B.; Wang, C.; Zhang, J.; Zhao, L.; Li, D.; Li, Y. Evolution of interfacial characteristics and mechanical properties for 316LN stainless steel joints manufactured by hot-compression bonding. J. Mater. Process. Tech. 2020, 283, 116733. [Google Scholar] [CrossRef]
- Xie, B.; Sun, M.; Xu, B.; Wang, C.; Li, D.; Li, Y. Dissolution and evolution of interfacial oxides improving the mechanical properties of solid state bonding joints. Mater. Design 2018, 157, 437–446. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Sun, M.Y.; Xu, B.; Hu, X.; Liu, S.; Xie, B.J.; Li, D.Z. Evolution of the interfacial microstructure during the plastic deformation bonding of copper. Mat. Sci. Eng. A 2019, 746, 1–10. [Google Scholar] [CrossRef]
- Liang, C.L.; Lin, K.L. The microstructure and property variations of metals induced by electric current treatment: A review. Mater. Charact. 2018, 145, 545–555. [Google Scholar] [CrossRef]
- Qian, D.; Wang, R.; Dong, Z.; Wang, F. Microstructure Evolution and Wear Resistance Improvement of Ultrasonic Peened M50 Steel via Electromagnetic Shocking. Steel Res. Int. 2023, 2300067. [Google Scholar] [CrossRef]
- Yue, X.; Hu, S.; Yin, F.; Hua, L. Athermally induced MC carbide decomposition in gradient M50 bearing steels during electric pulse treatments. J. Mater. Sci. 2023, 58, 15251–15263. [Google Scholar] [CrossRef]
- Zhang, D.; Shi, D.; Wang, F.; Qian, D.; Zhou, Y.; Fu, J.; Chen, M.; Qiu, D.; Jiang, S. Electromagnetic Shocking Induced Fatigue Improvement via Tailoring the α-Grain Boundary in Metastable β Titanium Alloy Bolts. J. Alloys Compd. 2023, 966, 171536. [Google Scholar] [CrossRef]
- Yang, C.L.; Yang, H.J.; Zhang, Z.J.; Zhang, Z.F. Recovery of tensile properties of twinning-induced plasticity steel via electropulsing induced void healing. Scr. Mater. 2018, 147, 88–92. [Google Scholar] [CrossRef]
- Xie, L.; Guo, H.; Song, Y.; Hua, L.; Wang, L.; Zhang, L.-C. Novel Approach of Electroshock Treatment for Defect Repair in Near-β Titanium Alloy Manufactured via Directed Energy Deposition. Metall. Mater. Trans. A 2021, 52, 457–461. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.; Hua, L.; Mao, H.; Xie, L. Voids healing and carbide refinement of cold rolled M50 bearing steel by electropulsing treatment. Sci. Rep. 2019, 9, 11315. [Google Scholar] [CrossRef] [PubMed]
- Yu, T.; Deng, D.W.; Wang, G.; Zhang, H.C. Crack healing in SUS304 stainless steel by electropulsing treatment. J. Clean. Prod. 2016, 113, 989–994. [Google Scholar] [CrossRef]
- Hosoi, A.; Nagahama, T.; Ju, Y. Fatigue crack healing by a controlled high density electric current field. Mater. Sci. Eng. A 2012, 533, 38–42. [Google Scholar] [CrossRef]
- Liu, X.; Yang, Y.; Chen, H.; Li, Y.; Xu, S.; Zhang, R. Mesoscopic defect healing and fatigue lifetime improvement of 6061-T6 aluminum alloy by electropulsing treatment. Eng. Fail. Anal. 2023, 146, 107111. [Google Scholar] [CrossRef]
- Rahnama, A.; Qin, R. Room temperature texturing of austenite/ferrite steel by electropulsing. Sci. Rep. 2017, 7, 42732. [Google Scholar] [CrossRef]
- Guo, J.D.; Wang, X.L.; Dai, W.B. Microstructure evolution in metals induced by high density electric current pulses. Mater. Sci. Tech. 2015, 31, 1545–1554. [Google Scholar] [CrossRef]
- Hua, L.; Liu, Y.; Qian, D.; Xie, L.; Wang, F.; Wu, M. Mechanism of void healing in cold rolled aeroengine M50 bearing steel under electroshocking treatment: A combined experimental and simulation study. Mater. Charact. 2022, 185, 111736. [Google Scholar] [CrossRef]
- Liu, C.; Yin, F.; Xie, L.; Qian, D.; Song, Y.; Wu, W.; Wang, L.; Zhang, L.-C.; Hua, L. Evolution of grain boundary and texture in TC11 titanium alloy under electroshock treatment. J. Alloys Compd. 2022, 904, 163969. [Google Scholar] [CrossRef]
- Qin, R.S.; Samuel, E.I.; Bhowmik, A. Electropulse-induced cementite nanoparticle formation in deformed pearlitic steels. J. Mater. Sci. 2011, 46, 2838–2842. [Google Scholar] [CrossRef]
- Qin, R.S.; Rahnama, A.; Lu, W.J.; Zhang, X.F.; Elliott-Bowman, B. Electropulsed steels. Mater. Sci. Tech. 2014, 30, 1040–1044. [Google Scholar] [CrossRef]
- Su, X.; Wang, S.; OuYang, X.; Song, P.; Xu, G.; Jiang, D. Physical and mechanical properties of 7075 sheets produced by EP electro- and electromagnetic cast rolling. Mat. Sci. Eng. A 2014, 607, 10–16. [Google Scholar] [CrossRef]
- Zhang, X.; Qin, R. Electric current-driven migration of electrically neutral particles in liquids. Appl. Phys. Lett. 2014, 104, 114106. [Google Scholar] [CrossRef]
- Wang, X.L.; Guo, J.D.; Wang, Y.M.; Wu, X.Y.; Wang, B.Q. Segregation of lead in Cu–Zn alloy under electric current pulses. Appl. Phys. Lett. 2006, 89, 061910. [Google Scholar] [CrossRef]
- Qin, R.S.; Su, S.X. Thermodynamics of crack healing under electropulsing. J. Mater. Res. 2002, 17, 2048–2052. [Google Scholar] [CrossRef]
- Hans, C. Influence of an electric or magnetic field on the liquid–solid transformation in materials and on the microstructure of the solid. Mater. Sci. Eng A. 2020, 287, 205–212. [Google Scholar]
- Song, X.D.; Wang, F.; Qian, D.S.; Hua, L. Tailoring the residual stress and mechanical properties by electroshocking treatment in cold rolled M50 steel. Mater. Sci. Eng. A 2020, 780, 139171. [Google Scholar] [CrossRef]
- Wu, C.; Zhao, Y.; Xu, X.; Yin, P.; Qiu, X. Electropulse-induced laminated structures in a ferritic-pearlitic 35CrMo steel. Scr. Mater. 2019, 165, 6–9. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Thermodynamics of phase transitions in current-carrying conductors. Phys. Rev. B 1993, 47, 14778–14785. [Google Scholar] [CrossRef] [PubMed]
- Dolinsky, Y.; Elperin, T. Thermodynamics of nucleation in current-carrying conductors. Phys. Rev. B 1994, 50, 52–58. [Google Scholar] [CrossRef] [PubMed]
- Klinger, L.; Levin, L.; Srolovitz, D.J. Interface Diffusion under an Electric Field. Interface Evolution. MSF 1996, 207–209, 109–112. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Mn | Si | S | Fe |
|---|---|---|---|---|---|---|
| 0.023 | 18.532 | 8.323 | 1.180 | 0.510 | 0.002 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, M.; Chen, J.; Deng, J.; Wang, F.; Sun, Q. Electromagnetic-Shocking-Induced Interface Healing and Mechanical Properties Improvement in Pre-Bonded Stainless Steel. Metals 2023, 13, 2004. https://doi.org/10.3390/met13122004
Wu M, Chen J, Deng J, Wang F, Sun Q. Electromagnetic-Shocking-Induced Interface Healing and Mechanical Properties Improvement in Pre-Bonded Stainless Steel. Metals. 2023; 13(12):2004. https://doi.org/10.3390/met13122004
Chicago/Turabian StyleWu, Min, Jiancheng Chen, Jiadong Deng, Feng Wang, and Qian Sun. 2023. "Electromagnetic-Shocking-Induced Interface Healing and Mechanical Properties Improvement in Pre-Bonded Stainless Steel" Metals 13, no. 12: 2004. https://doi.org/10.3390/met13122004