


Prediction of Mechanical Properties in the Sub-Critical Heat Affected Zone of AHSS Spot Welds Using Gleeble Thermal Simulator and Hollomon-Jaffe Model
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material and Welding Process
2.2. Gleeble Thermal Simulation Procedure
2.3. Infrared Thermography
2.4. Temperature Measurements during Gleeble Thermal Simulation
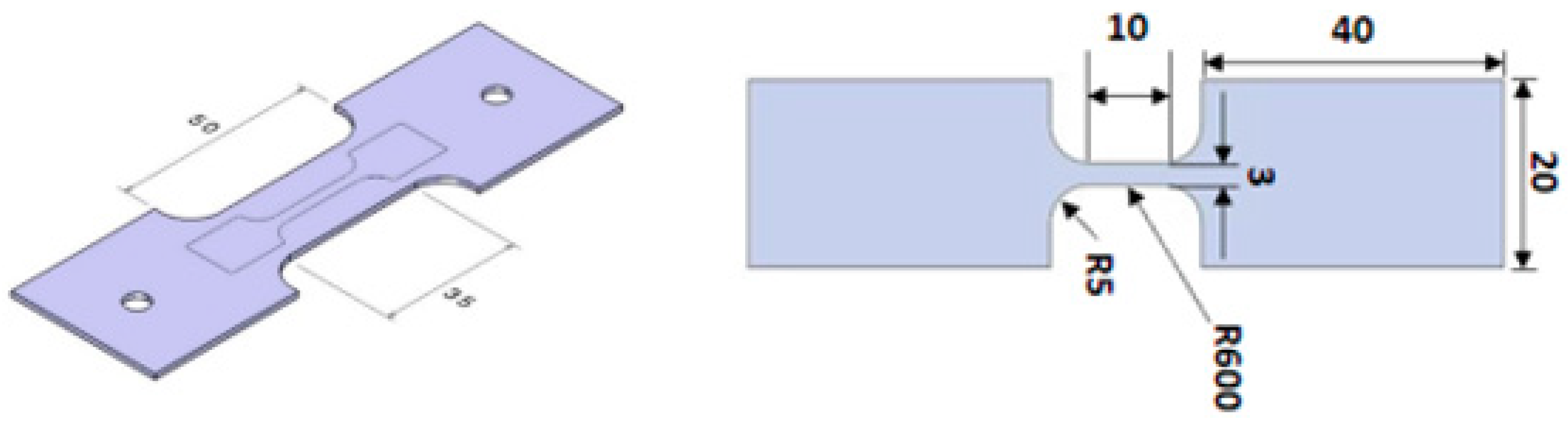
2.5. Sample Preparation and Mechanical Tests
3. Results and Discussion
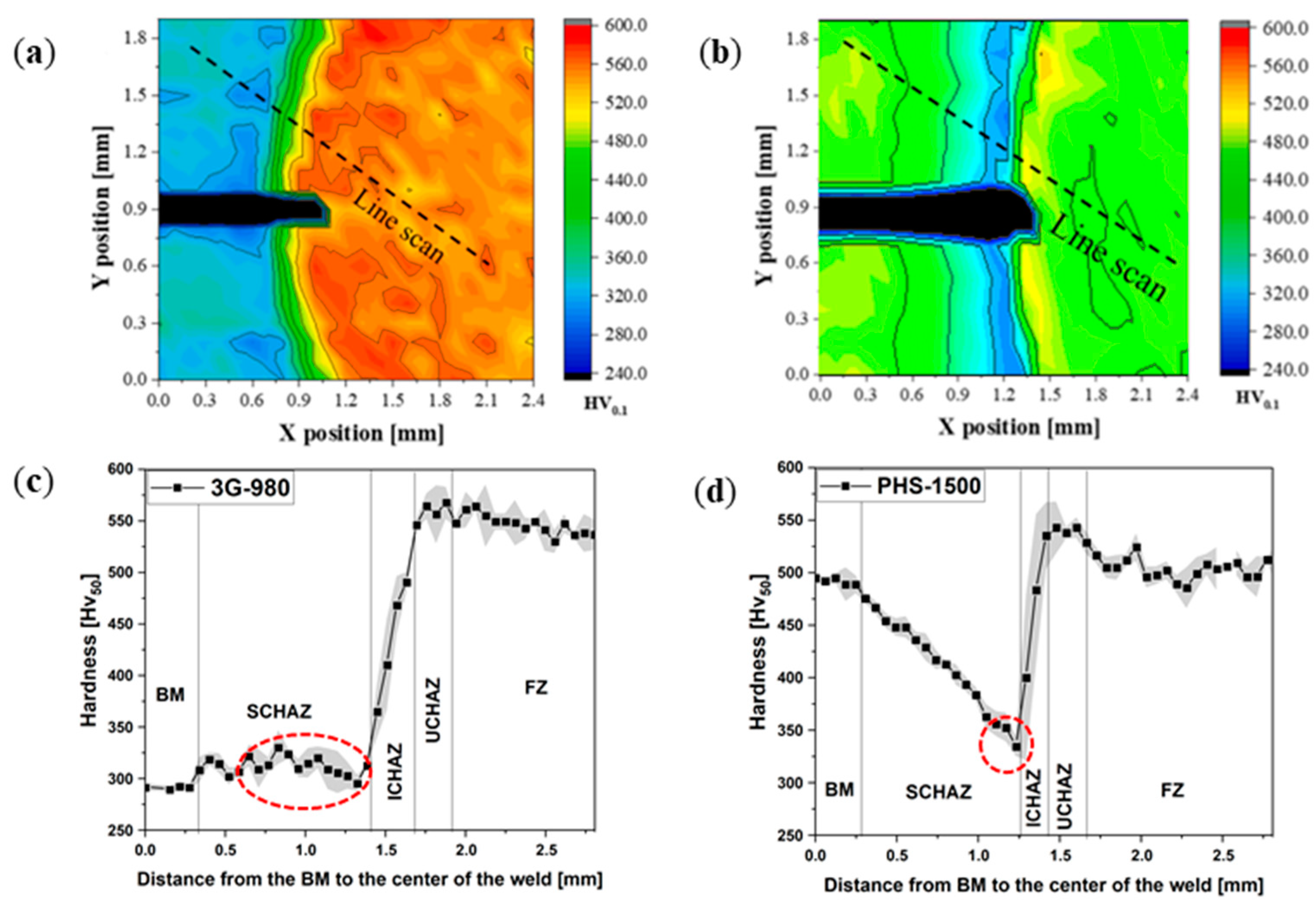
3.1. The Spot Weld Microhardness
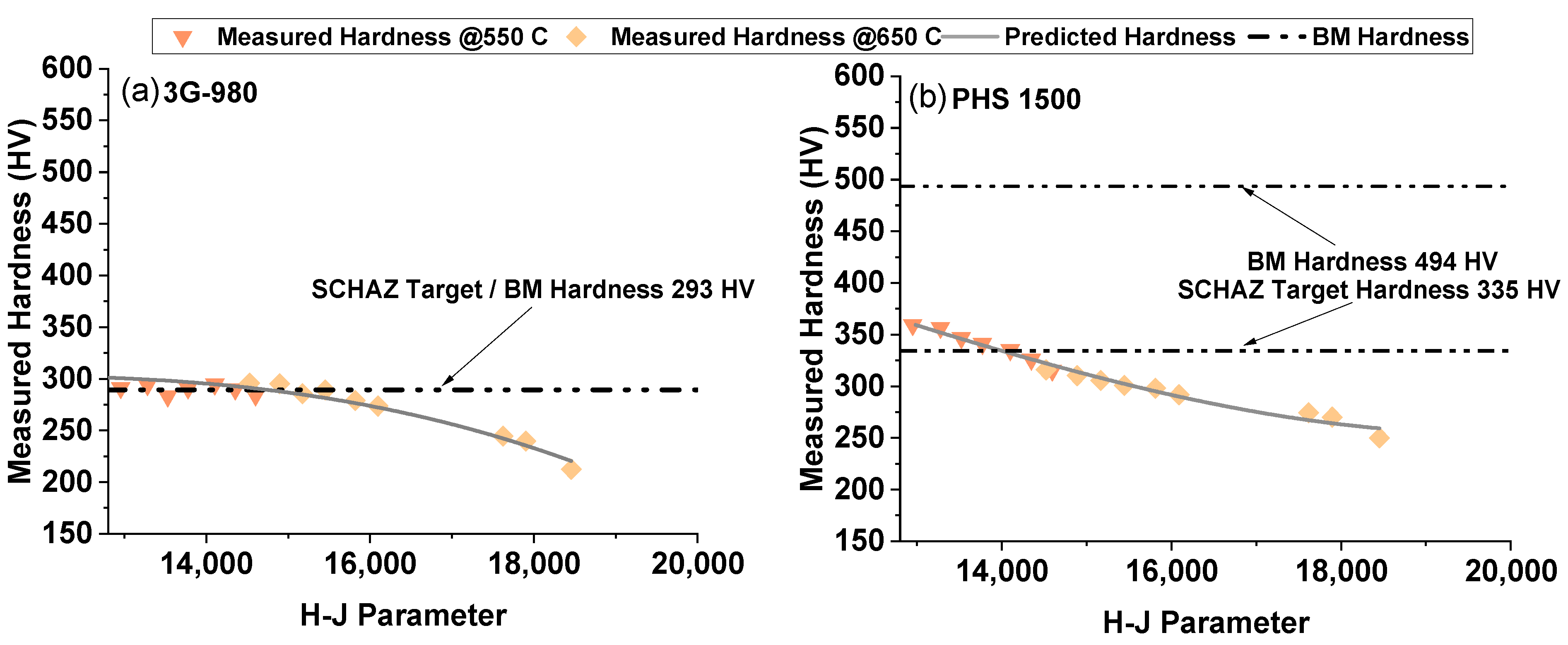
3.2. Gleeble Simulation and Hardness Prediction Using the Hollomon-Jaffe Model
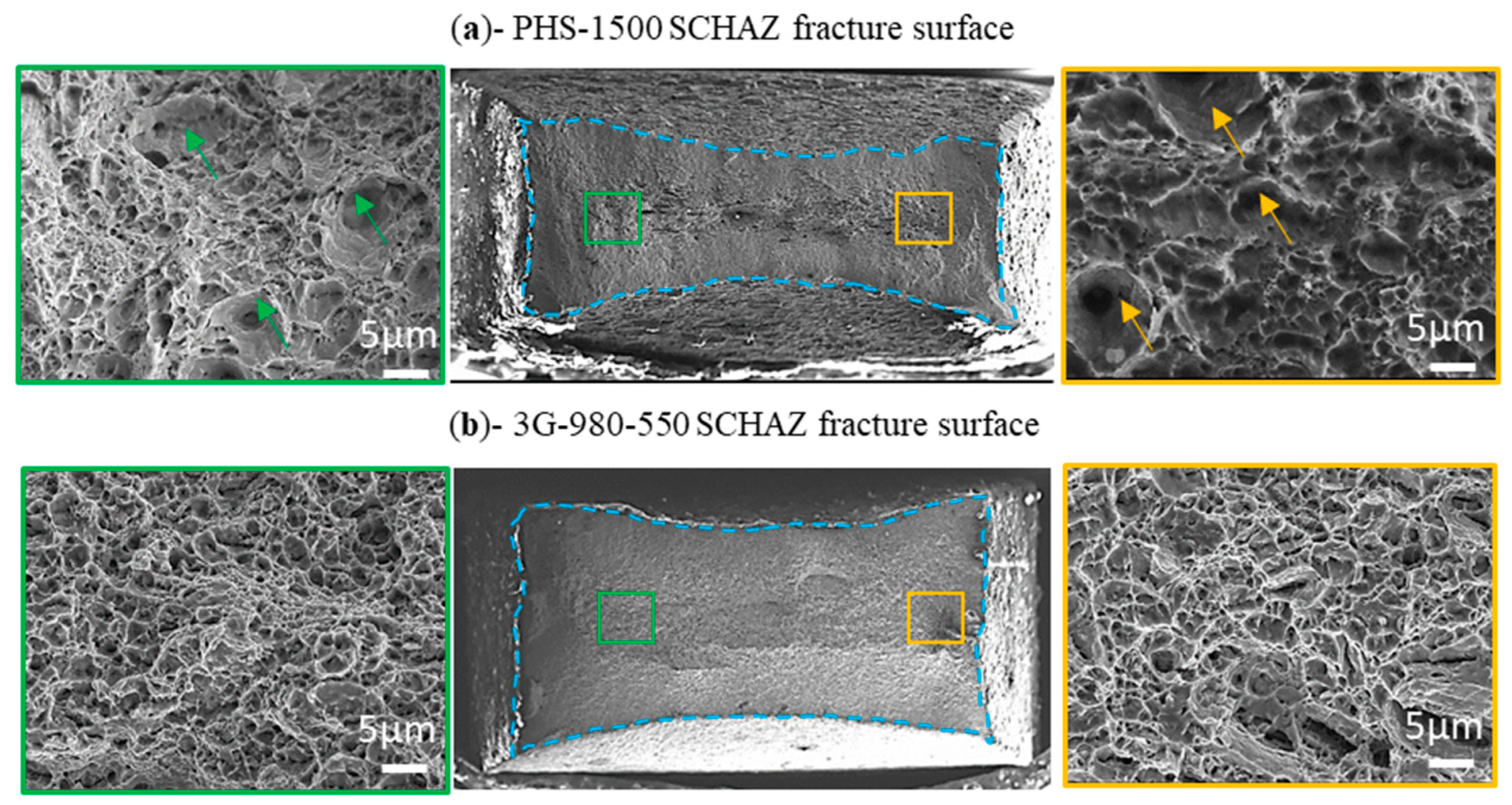
3.3. Microstructure Analysis
3.4. Tensile Test Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gan, Y.; Weng, Y.; Dong, H. Advanced Steels: The Recent Scenario in Steel Sceince and Techonlogy; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Nanda, T.; Singh, V.; Singh, V.; Chakraborty, A.; Sharma, S. Third generation of advanced high-strength steels: Processing routes and properties. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 233, 209–238. [Google Scholar] [CrossRef]
- Lebesi, D.M.; Tzia, C. The evolving use of advanced high-strength steel for automotive applications. Steel Mark. Dev. Inst. 2011, 42, 710–722. [Google Scholar] [CrossRef]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-induced plasticity (TRIP) in advanced steels: A review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar] [CrossRef]
- Zhang, H.; Senkara, J. Resistance Welding: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Kimchi, D.H. Menachem and Phillips, Resistance Spot Welding Fundametals and Applications for the Automotive Industry, 1st ed.; Morgan & Claypool Publishers: San Rafael, CA, USA, 2018. [Google Scholar] [CrossRef]
- Badkoobeh, F.; Nouri, A.; Hassannejad, H.; Mostaan, H. Microstructure and mechanical properties of resistance spot welded dual-phase steels with various silicon contents. Mater. Sci. Eng. A 2020, 790, 139703. [Google Scholar] [CrossRef]
- Razmpoosh, M.; DiGiovanni, C.; Zhou, Y.; Biro, E. Pathway to understand liquid metal embrittlement (LME) in Fe-Zn couple: From fundamentals toward application. Prog. Mater. Sci. 2021, 121, 100798. [Google Scholar] [CrossRef]
- Lu, Y.; Peer, A.; Abke, T.; Kimchi, M.; Zhang, W. Heat-affected Zone Softening of Resistance Spot-welded 3T Stack-ups of AHSS. In Proceedings of the Sheet Metal Welding Conference XVIII, Livonia, MI, USA, 17–18 October 2018; pp. 1–12. [Google Scholar]
- Pawar, S.; Singh, A.K.; Park, K.-S.; Choi, S.-H. Effect of welding current on the microstructural evolution and lap-shear performance of resistance spot-welded 340BH steel. Mater. Charact. 2023, 203, 113126. [Google Scholar] [CrossRef]
- Xia, M.; Biro, E.; Tian, Z.; Zhou, Y.N. Effects of heat input and martensite on HAZ softening in laser welding of dual phase steels. ISIJ Int. 2008, 48, 809–814. [Google Scholar] [CrossRef]
- Pouranvari, M. Effect of resistance spot welding parameters on the HAZ softening of DP980 ferrite-martensite dual phase steel welds. World Appl. Sci. J. 2011, 15, 1454–1458. [Google Scholar]
- Vignier, S.; Biro, E.; Hervé, M. Predicting the hardness profile across resistance spot welds in martensitic steels. Weld. World 2014, 58, 297–305. [Google Scholar] [CrossRef]
- Janardhan, G.; Dutta, K.; Mukhopadhyay, G. Influence of Work Hardening on Tensile and Fatigue Behavior of Resistance Spot-Welded Dual-Phase Steel. J. Mater. Eng. Perform. 2022, 32, 624–637. [Google Scholar] [CrossRef]
- Tamizi, M.; Pouranvari, M.; Movahedi, M. Welding metallurgy of martensitic advanced high strength steels during resistance spot welding. Sci. Technol. Weld. Join. 2016, 22, 327–335. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, W.; Zhang, G.; Tao, W.; Yang, S. Mechanical Behavior and Failure Mechanism of Q&P980 Steel During In Situ Post-Weld Heat Treatment (PWHT) Resistance Spot Welding. Met. Mater. Trans. A 2022, 53, 794–809. [Google Scholar] [CrossRef]
- Pawar, S.; Singh, A.K.; Kaushik, L.; Park, K.-S.; Shim, J.; Choi, S.-H. Characterizing local distribution of microstructural features and its correlation with microhardness in resistance spot welded ultra-low-carbon steel: Experimental and finite element characterization. Mater. Charact. 2022, 194, 112382. [Google Scholar] [CrossRef]
- Nayak, S.S.; Zhou, Y.; Hernandez, V.H.B.; Biro, E. Resistance spot welding of dual-phase steels: Heat affected zone softening and tensile properties. In Proceedings of the ASM Proceedings of the International Conference: Trends in Welding Research, Novelty, OH, USA, 4–8 June 2013; pp. 641–649. [Google Scholar]
- Jing, Y.; Xu, Y.; Wang, D.; Li, J.; Yu, Y.; Lu, L. Microstructural characterization and mechanical properties in resistance spot welding of Q&P980 steel involving “effective softening” at the fusion boundary. Mater. Charact. 2023, 202, 113041. [Google Scholar] [CrossRef]
- Hernandez, V.H.B.; Nayak, S.S.; Zhou, Y. Tempering of martensite in dual-phase steels and its effects on softening behavior. Met. Mater. Trans. A 2011, 42, 3115–3129. [Google Scholar] [CrossRef]
- Pouranvari, M.; Sobhani, S.; Goodarzi, F. Resistance spot welding of MS1200 martensitic advanced high strength steel: Microstructure-properties relationship. J. Manuf. Process 2018, 31, 867–874. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Join. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Hiroki, F.; Kouichi, H.; Toru, O.; Hidetoshi, F. Effects of HAZ softening on the strength and elongation of resistance spot-welded joints in high-strength steel sheet in an in-plane tensile test. Weld. Int. 2018, 32, 513–525. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.; Safanama, D. Failure mode transition in AHSS resistance spot welds. Part II: Experimental investigation and model validation. Mater. Sci. Eng. A 2011, 528, 8344–8352. [Google Scholar] [CrossRef]
- Bharaj, A.S.; Kewati, A.; Shukla, S.; Gedam, S.; Kukde, R.; Verulkar, S. Study of resistant spot welding and its effect on the metallurgical and mechanical properties—A review. Mater. Today Proc. 2023. Available online: https://www.sciencedirect.com/science/article/pii/S2214785323025841?via%3Dihub (accessed on 16 October 2023).
- Jeon, W.-S.; Sharma, A.; Jung, J.P. Liquid Metal Embrittlement of Galvanized TRIP Steels in Resistance Spot Welding. Metals 2020, 10, 787. [Google Scholar] [CrossRef]
- Biro, E. Heat-Affected Zone Softening Kinetics in Dual-Phase and Martensitic Steels; McMaster University: Hamilton, ON, Canada, 2013. [Google Scholar]
- Hernandez, V.H.B. Effects of Martensite Tempering on HAZ-Softening and Tensile Properties of Resistance Spot Welded Dual-Phase Steels by. Ph.D. Thesis, University of Waterloo, Waterloo, Canada, 2010. Available online: https://uwspace.uwaterloo.ca/handle/10012/5565 (accessed on 16 October 2023).
- Eftekharimilani, P.; van der Aa, E.M.; Hermans, M.J.M.; Richardson, I.M. The microstructural evolution and elemental distribution of a 3rd generation 1 GPa advanced high strength steel during double pulse resistance spot welding. Weld. World 2017, 61, 691–701. [Google Scholar] [CrossRef]
- Biro, E.; Vignier, S.; Kaczynski, C.; Mcdermid, J.R.; Lucas, E.; Embury, J.D.; Zhou, Y.N. Predicting transient softening in the sub-critical heat-affected zone of dual-phase and martensitic steel welds. ISIJ Int. 2013, 53, 110–118. [Google Scholar] [CrossRef]
- Rezayat, H.; Ghassemi-Armaki, H.; Bhat, S.P.; Sriram, S.; Babu, S.S. Constitutive properties and plastic instabilities in the heat-affected zones of advanced high-strength steel spot welds. J. Mater. Sci. 2019, 54, 5825–5843. [Google Scholar] [CrossRef]
- Nadimi, N.; Yadegari, R.; Pouranvari, M. Resistance Spot Welding of Quenching and Partitioning (Q&P) Third-Generation Advanced High-Strength Steel: Process–Microstructure–Performance. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2022, 54, 577–589. [Google Scholar] [CrossRef]
- Luo, C.; Zhang, Y. Failure Mode Prediction of Resistance Spot Welded Quenching and Partitioning Steel. MATEC Web Conf. 2019, 269, 03002. [Google Scholar] [CrossRef]
- Lei, M.; Pan, H. Comparative study of resistance spot welding performance between cold-rolled DP980 and Q&P980 steels. Baosteel Tech. Res. 2012, 6, 2–5. [Google Scholar]
- Ramachandran, D.C.; Midawi, A.R.; Shojaee, M.; Sherepenko, O.; Ghassemi-Armaki, H.; Biro, E. A comprehensive evaluation of tempering kinetics on 3rd generation advanced high strength steels. Materialia 2022, 26, 101644. [Google Scholar] [CrossRef]
- Pan, B.; Sun, H.; Shang, S.-L.; Banu, M.; Wang, P.-C.; Carlson, B.E.; Liu, Z.-K.; Li, J. Understanding formation mechanisms of intermetallic compounds in dissimilar Al/steel joint processed by resistance spot welding. J. Manuf. Process 2022, 83, 212–222. [Google Scholar] [CrossRef]
- Karim, A.; Manladan, S.M.; Afroz, H.M.; Jin, W.; Krishna, T.; Ji, C.; Kim, D.B.; Park, Y.-D. Critical effect of heat input on joint quality in resistance element welding of Al and steel. J. Manuf. Process 2023, 95, 91–104. [Google Scholar] [CrossRef]
- Figueredo, B.; Ramachandran, D.C.; Macwan, A.; Biro, E. Failure behavior and mechanical properties in the resistance spot welding of quenched and partitioned (Q&P) steels. Weld. World 2021, 65, 2359–2369. [Google Scholar] [CrossRef]
- Biro, E.; McDermid, J.R.; Vignier, S.; Zhou, Y.N. Decoupling of the softening processes during rapid tempering of a martensitic steel. Mater. Sci. Eng. A 2014, 615, 395–404. [Google Scholar] [CrossRef]
- Tong, W.; Tao, H.; Zhang, N.; Jiang, X.; Marya, M.P.; Hector, L.G.; Gayden, X.Q. Deformation and fracture of miniature tensile bars with resistance-spot-weld microstructures. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2005, 36, 2651–2669. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Biro, E.; Sadagopan, S. Advanced characterization of HAZ softening of AHSS for crash modeling. ISIJ Int. 2017, 57, 1451–1460. [Google Scholar] [CrossRef]
- Xue, J.; Guo, W.; Zhang, Y.; Xia, M.; Jia, Q.; Chi, J.; Shi, J.; Wu, Y.; Zhang, H. Local microstructure and mechanical characteristics of HAZ and tensile behavior of laser welded QP980 joints. Mater. Sci. Eng. A 2022, 854, 143862. [Google Scholar] [CrossRef]
- Wei, C.; Zhang, J.; Yang, S.; Tao, W.; Wu, F.; Xia, W. Experiment-based regional characterization of HAZ mechanical properties for laser welding. Int. J. Adv. Manuf. Technol. 2015, 78, 1629–1640. [Google Scholar] [CrossRef]
- Biro, E.; Ghassemi-Armaki, H. Transformations in the HAZ of Martensitic AHSS—Part 1: Physical Simulation of the Sub-Critical HAZ. In Proceedings of the Sheet Metal Welding Conference XVII, Livonia, MI, USA, 19–20 October 2016; pp. 1–14. [Google Scholar]
- Ma, Y.; Yu, Y.; Geng, P.; Ihara, R.; Maeda, K.; Suzuki, R.; Suga, T.; Ma, N. Fracture modeling of resistance spot welded ultra-high-strength steel considering the effect of liquid metal embrittlement crack. Mater. Des. 2021, 210, 110075. [Google Scholar] [CrossRef]
- Ma, Y.; Takikawa, A.; Nakanishi, J.; Doira, K.; Shimizu, T.; Lu, Y.; Ma, N. Measurement of local material properties and failure analysis of resistance spot welds of advanced high-strength steel sheets. Mater. Des. 2021, 201, 109505. [Google Scholar] [CrossRef]
- Ank, S.W.; Shiryayev, A.N. (Eds.) Probability Theory and Mathematical Statistics; Kluwer Academic Publishers: Alphen am Rhein, The Netherland, 1992. [Google Scholar]
- Publication, T.; Corporation, M. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Metall. Soc. AIME 1939, 135, 1089. [Google Scholar]
- Avrami, M. Kinetics of Phase Change. II Transformation-Time Relations for Random Distribution of Nuclei. J. Chem. Phys. 1940, 8, 212–224. [Google Scholar] [CrossRef]
- Eftekharimilani, P.; Van Der Aa, E.M.; Hermans, M.J.M.; Richardson, I.M. Microstructural characterisation of double pulse resistance spot welded advanced high strength steel. Sci. Technol. Weld. Join. 2017, 22, 545–554. [Google Scholar] [CrossRef]
- Hollomon, J.H.; Jaffe, L.D. Hollomon Jaffe-Time-Temp Relations in Tempering Steel. Trans. Am. Inst. Miner. Met. Eng. 1945, 162, 223–249. [Google Scholar]
- Shojaee, M.; Midawi, A.; Barber, B.; Ghassemi-Armaki, H.; Worswick, M.; Biro, E. Mechanical properties and failure behavior of resistance spot welded third-generation advanced high strength steels. J. Manuf. Process 2021, 65, 364–372. [Google Scholar] [CrossRef]
- AWS: An American National Standard, Test Methods for Evaluting the Resistance Spot Welding Behavior of Automotive Sheet Steel Materials. 2012. Available online: https://pubs.aws.org/p/1067/d89m2012-test-methods-for-evaluating-the-resistance-spot-welding-behavior-of-automotive-sheet-steel-materials (accessed on 16 October 2023).
- ASTM, E3-11; Standard Guide for Preparation of Metallographic Specimens 1. ASTM: West Conshohocken, PA, USA, 2011. [CrossRef]
- ASTM International. E384 Standard Test Method for Microindentation Hardness of Materials; ASTM International: Materials Park, OH, USA, 2017; pp. 1–40. [Google Scholar]
- Midawi, A.R.H.; Tolton, C.; George, R.; Subramanian, M.; Skszek, T.; Butcher, C.; Worswick, M. Hot-forming of a 980 MPa third generation advanced high strength steel. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1284, 012028. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of Lath Martensite in Low and Medium Carbon Steels: Assessment and Challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Hou, J.S. Resistance Spot Welding and In-Process Heat Treatment of Hot Stamped Boron Steel; University of Waterloo: Waterloo, ON, USA, 2016. [Google Scholar]
- Rezayat, H.; Ghassemi-Armaki, H.; Bhat, S.P.; Sriram, S.; Babu, S.S. Uncertainties in Finite Element Analysis of Yield Point Phenomena in Advanced High-Strength Steel Spot Welds. J. Mater. Eng. Perform. 2020, 29, 1272–1281. [Google Scholar] [CrossRef]
- Scales, M.; Kornuta, J.; Switzner, N.; Veloo, P. Automated Calculation of Strain Hardening Parameters from Tensile Stress vs. Strain Data for Low Carbon Steel Exhibiting Yield Point Elongation. Exp. Tech. 2023. Available online: https://link.springer.com/article/10.1007/s40799-023-00626-4#citeas (accessed on 16 October 2023). [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Mn | Si | Cr | B | Fe | Ceq |
|---|---|---|---|---|---|---|---|
| 3G-980 | 0.218 | 2.11 | 1.50 | 0.019 | 0.0006 | Bal. | 0.64 |
| PHS-1500 | 0.219 | 1.15 | 0.268 | 0.18 | 0.00292 | Bal. | 0.47 |
| Material | Polynomial Coefficients | Adjusted R2 | |||
|---|---|---|---|---|---|
| a | b | c | d | ||
| 3G-980 | −9.43626 × 10−11 | 2.1303 × 10−6 | −1.095 × 10−2 | 290 | 0.99947 |
| PHS-1500 | 1.33115 × 10−10 | −4.6159 × 10−6 | 2.715 × 10−2 | 493.58 | 0.99976 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Midawi, A.R.H.; Sherepenko, O.; Ramachandran, D.C.; Akbarian, S.; Shojaee, M.; Zhang, T.; Ghassemi-Armaki, H.; Worswick, M.; Biro, E. Prediction of Mechanical Properties in the Sub-Critical Heat Affected Zone of AHSS Spot Welds Using Gleeble Thermal Simulator and Hollomon-Jaffe Model. Metals 2023, 13, 1822. https://doi.org/10.3390/met13111822
Midawi ARH, Sherepenko O, Ramachandran DC, Akbarian S, Shojaee M, Zhang T, Ghassemi-Armaki H, Worswick M, Biro E. Prediction of Mechanical Properties in the Sub-Critical Heat Affected Zone of AHSS Spot Welds Using Gleeble Thermal Simulator and Hollomon-Jaffe Model. Metals. 2023; 13(11):1822. https://doi.org/10.3390/met13111822
Chicago/Turabian StyleMidawi, Abdelbaset R. H., Oleksii Sherepenko, Dileep Chandran Ramachandran, Shima Akbarian, Mohammad Shojaee, Tingting Zhang, Hassan Ghassemi-Armaki, Michael Worswick, and Elliot Biro. 2023. "Prediction of Mechanical Properties in the Sub-Critical Heat Affected Zone of AHSS Spot Welds Using Gleeble Thermal Simulator and Hollomon-Jaffe Model" Metals 13, no. 11: 1822. https://doi.org/10.3390/met13111822