
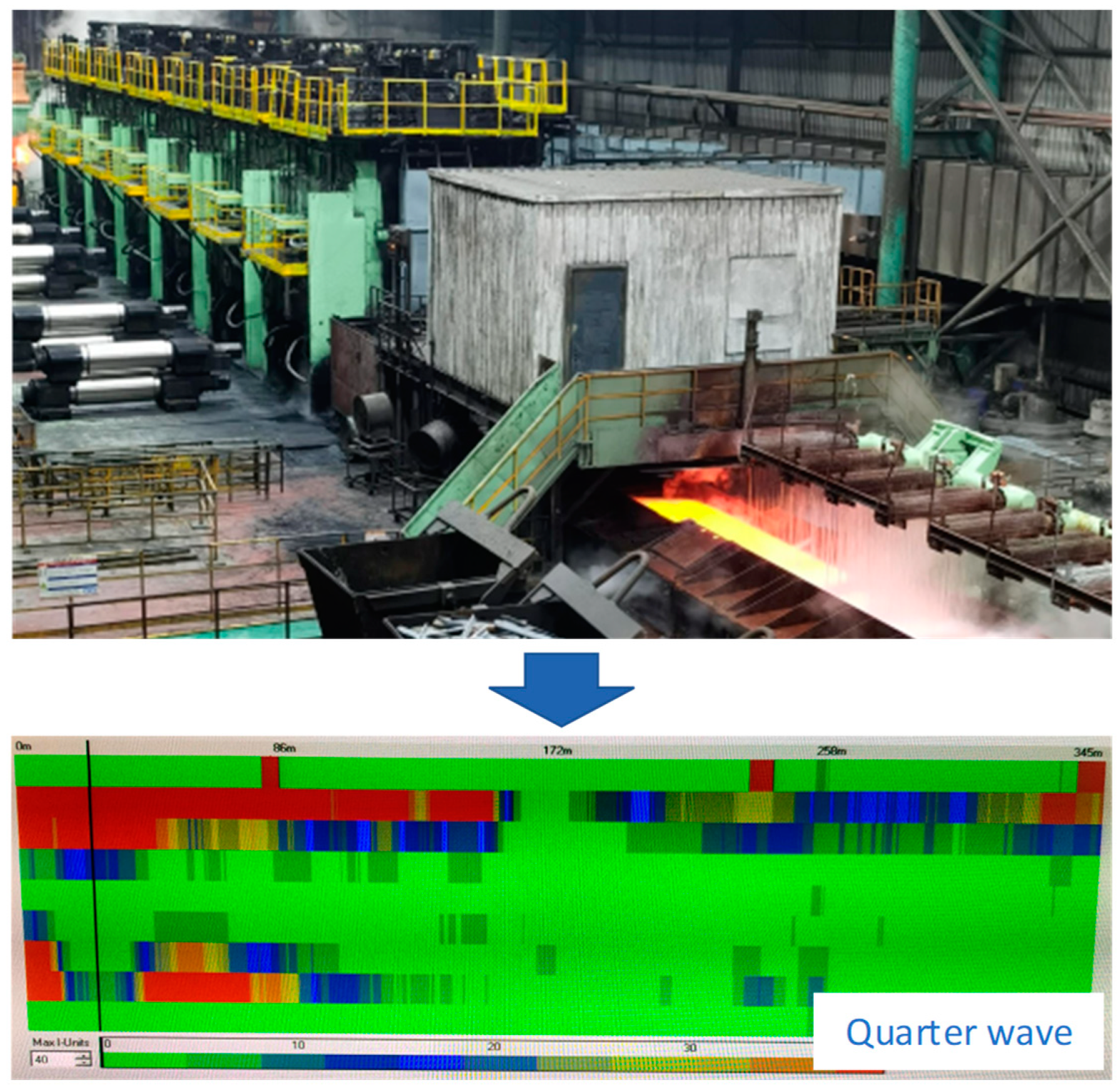
Research on Roll Shape Design for Quarter Wave Control of High-Strength Steel

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Deficiency of CVCplus in Controlling the Quarter Wave
3. MVCplus Roll Shape Design
4. Analysis of Adjusting Characteristics of MVCplus
5. Application Effect
6. Conclusions
- (1)
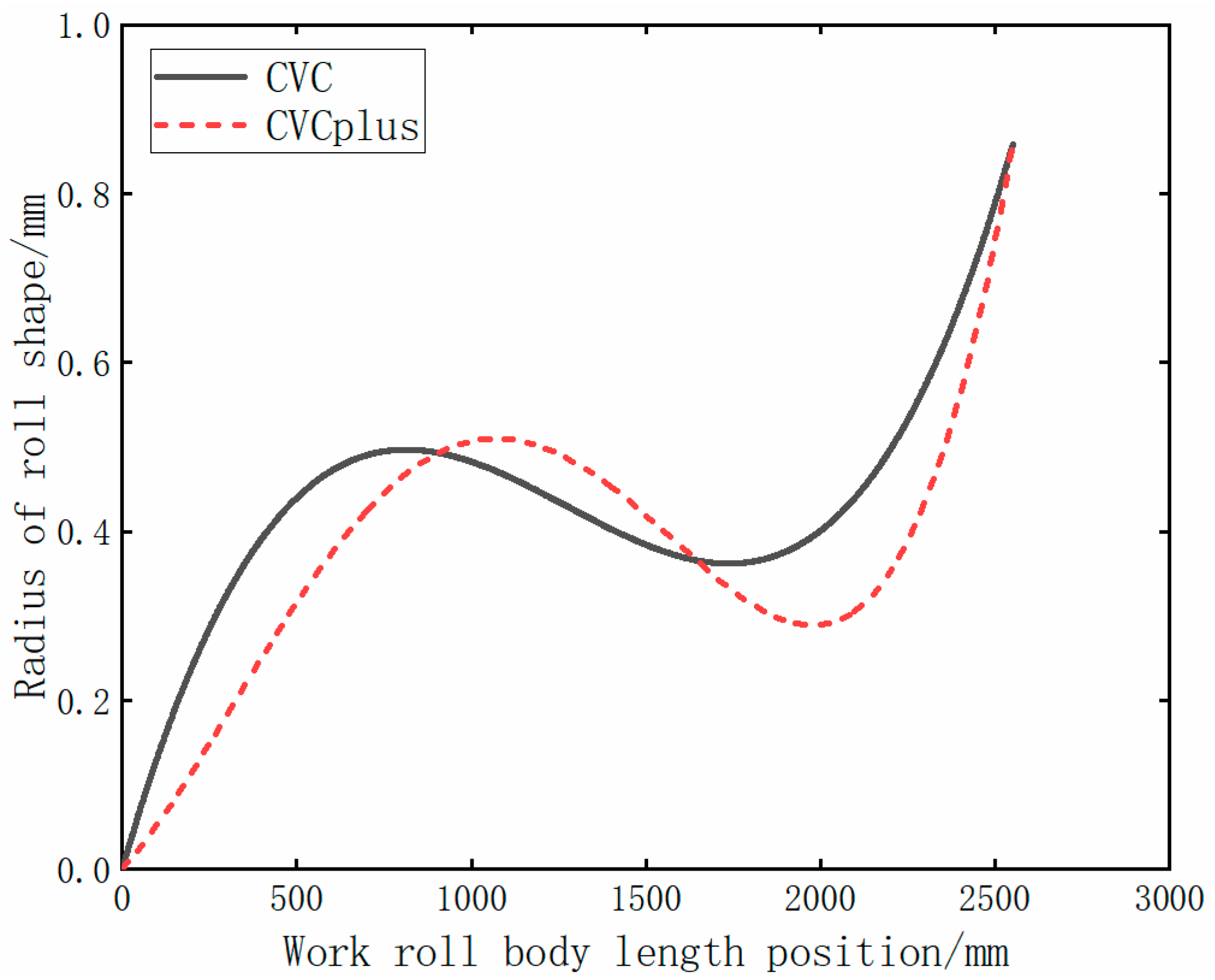
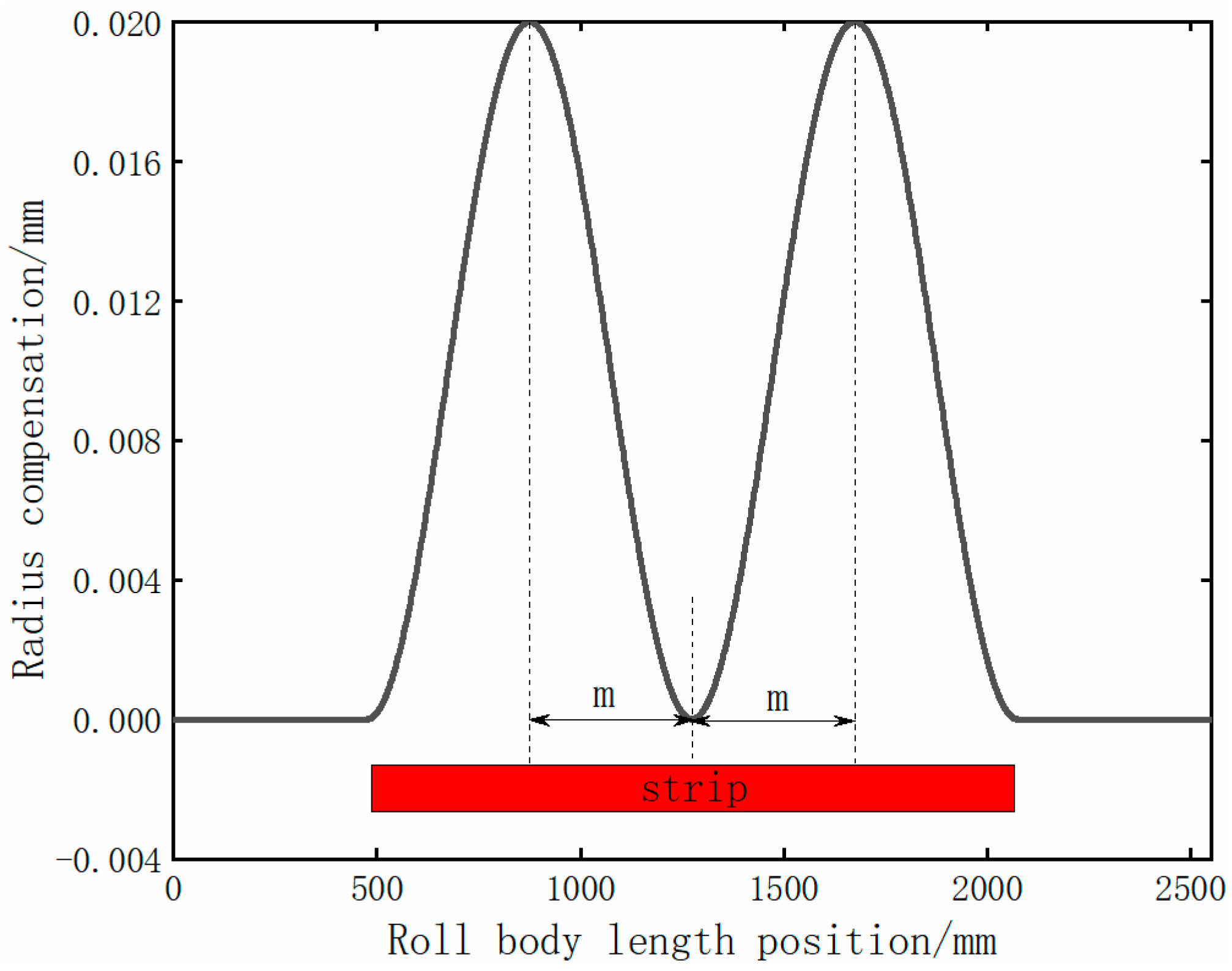
- By analyzing the shortcomings of CVCplus in controlling the quarter wave, the MVCplus roll shape is designed using the superposition principle to superpose the cosine curve on the traditional CVC roll shape.
- (2)
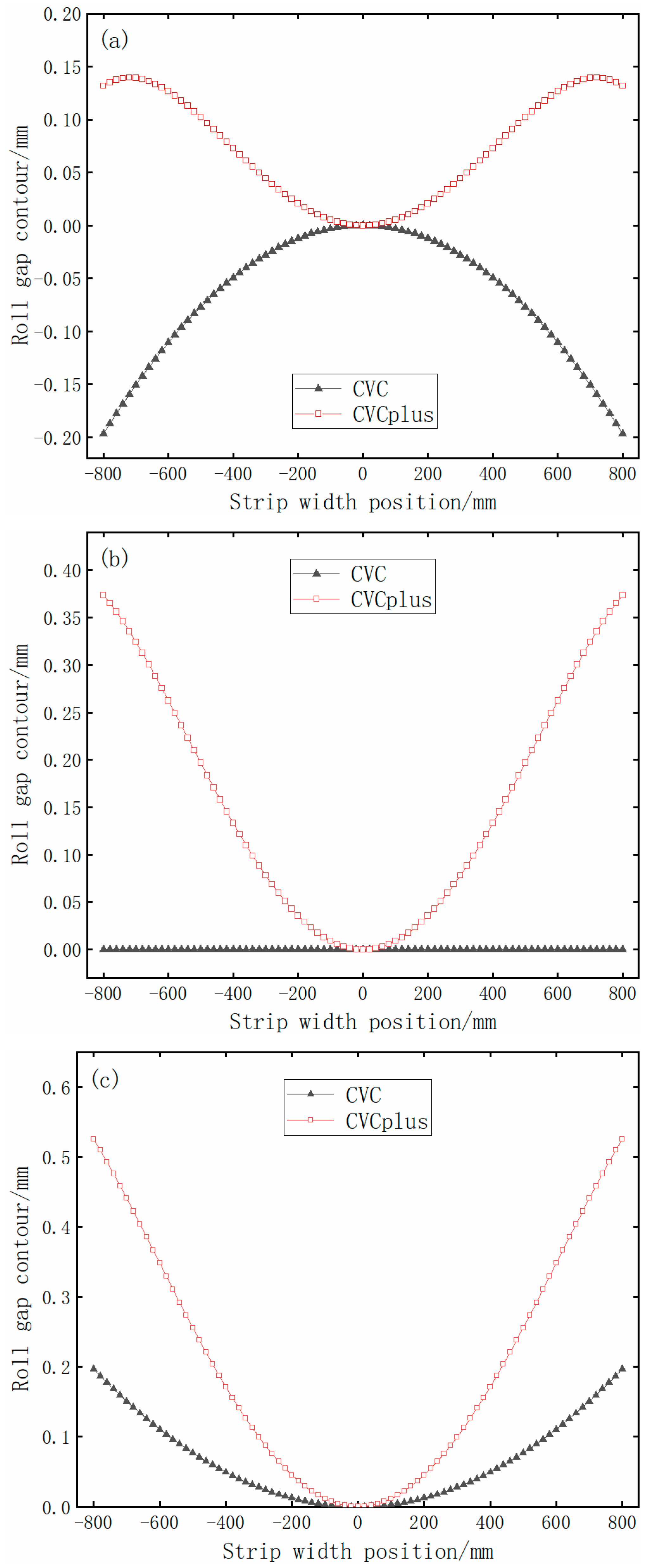
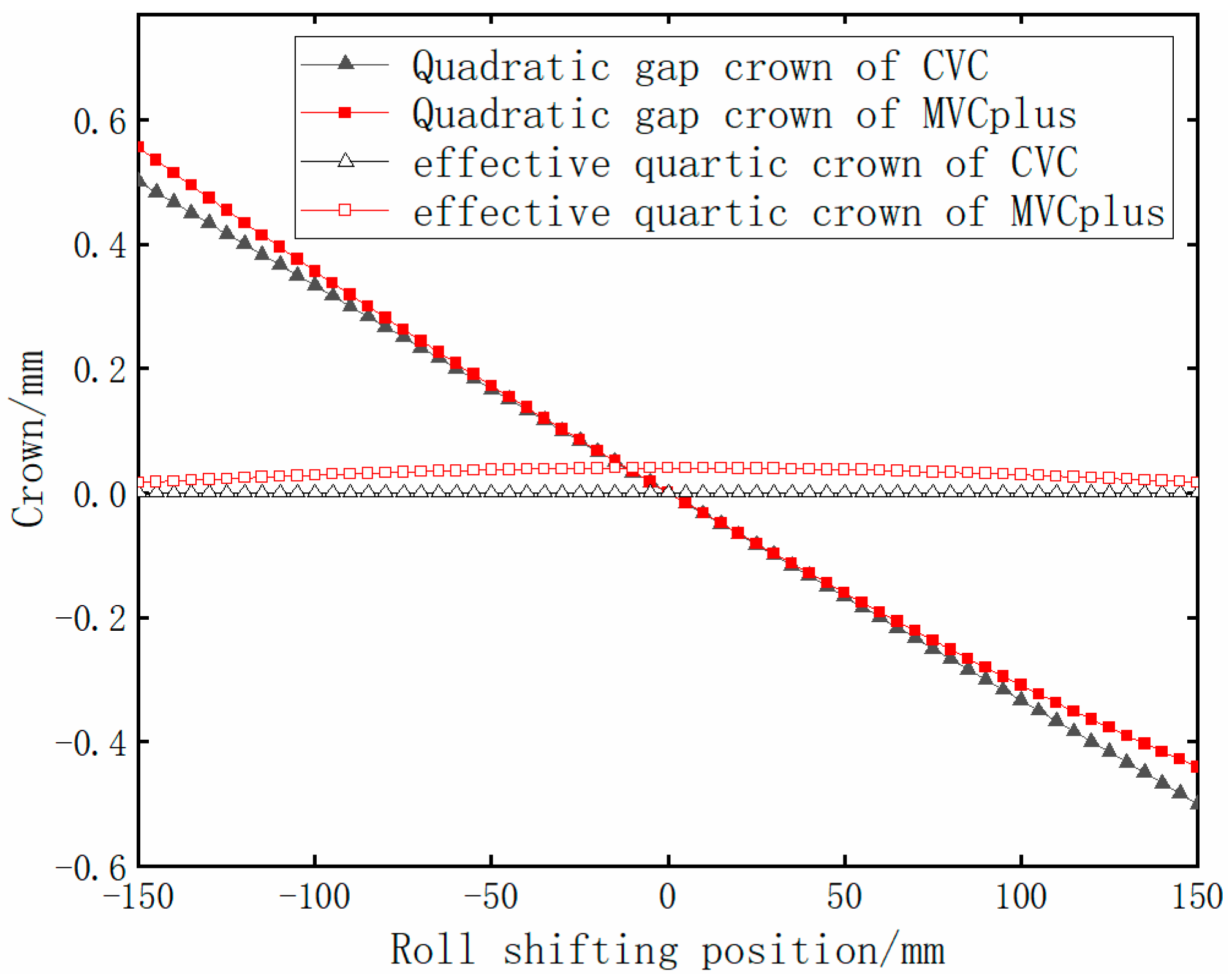
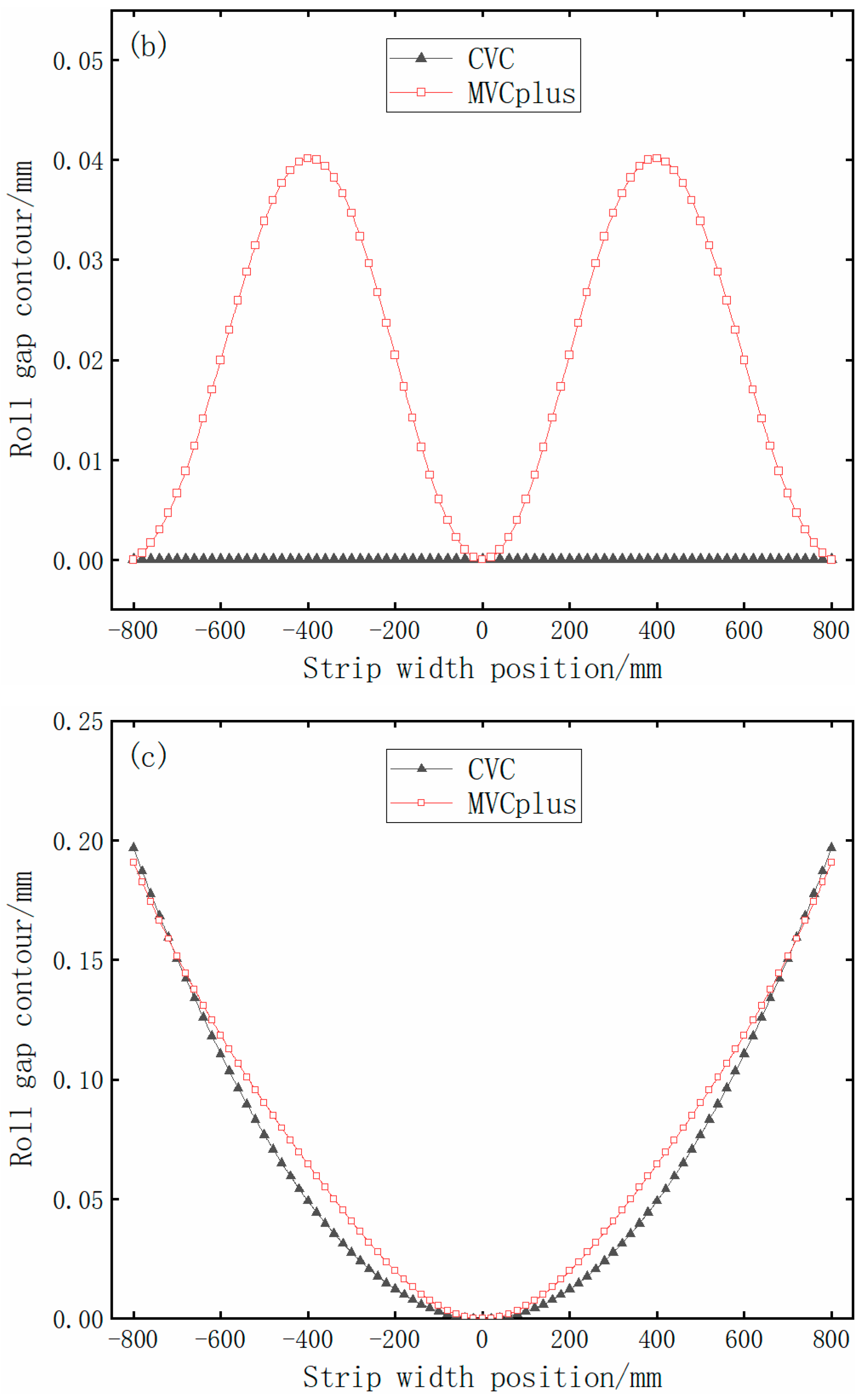
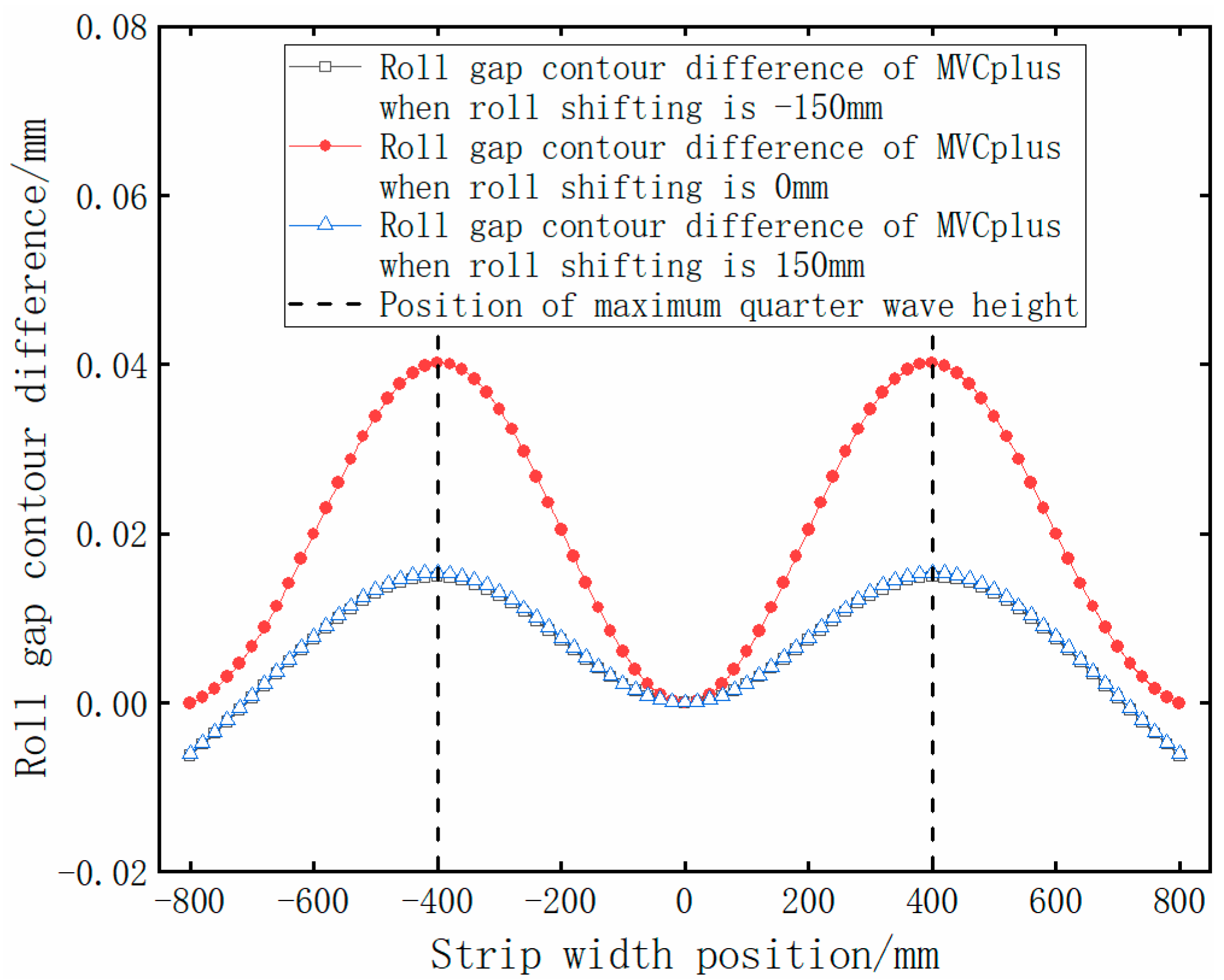
- MVCplus hardly changes the CVC’s adjustment characteristics to the quadratic gap crown and has the additional ability to adjust the effective quartic crown of strips. Compared with CVCplus, MVCplus can accurately and locally decrease the reduction where the quarter wave occurs and has less influence on the middle and edge of the strip.
- (3)
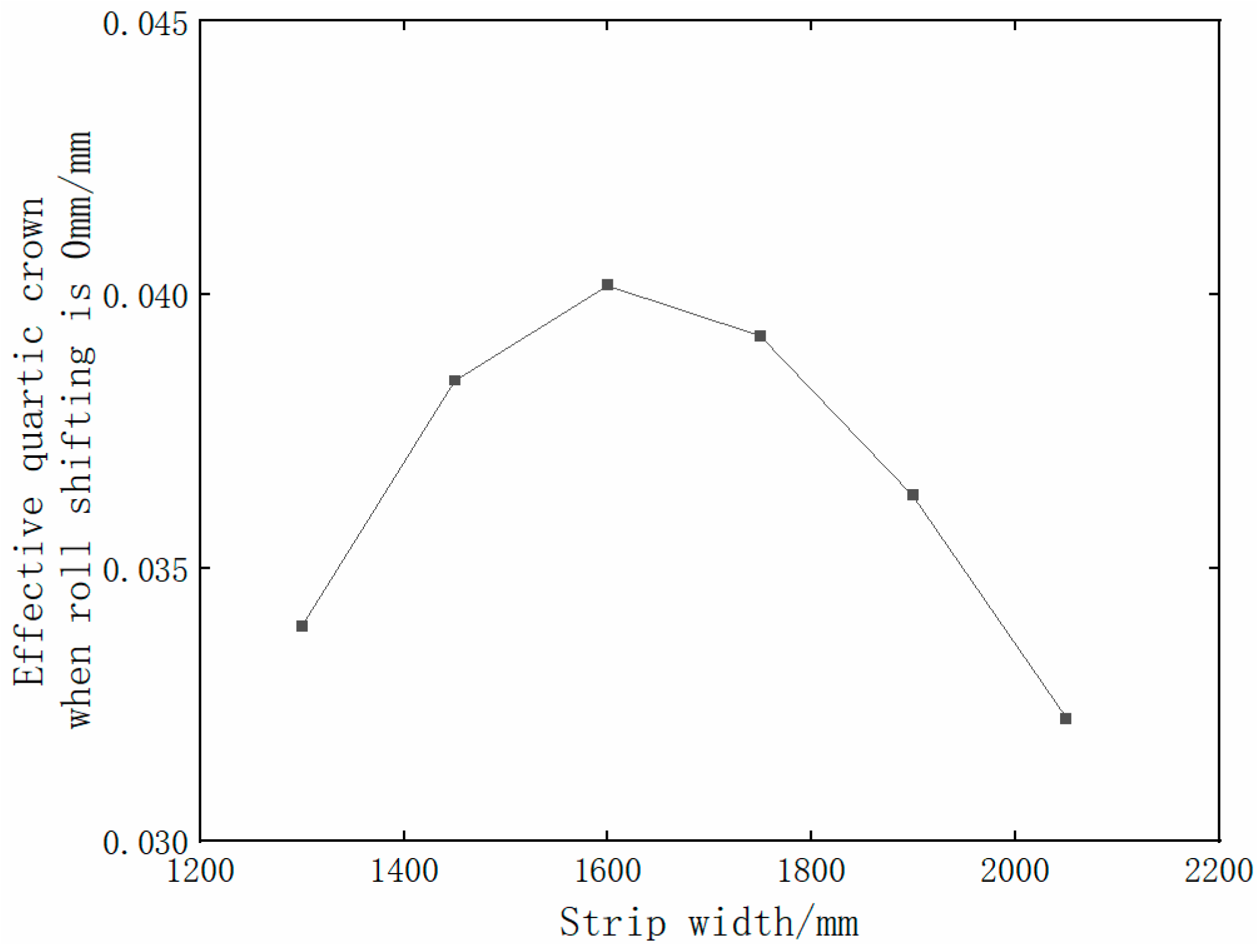
- MVCplus has the adjustment ability of effective quartic crown for strips with different widths. When the roll shifting is zero, the adjustment ability of the effective quartic crown reaches its maximum. The adjustment ability gradually decreases when the work roll moves toward the positive limit or negative limit. Due to the normal distribution of the roll shifting distribution, the use frequency near the zero position of the roll shifting is highest, and the compensation effect is optimal in this position.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, G.F.; Shi, H.Y.; Wang, S.T.; Tang, Y.H.; Zhang, X.Y.; Jing, Q.; Liu, R.P. Ultrahigh strength and high ductility lightweight steel achieved by dual nanoprecipitate strengthening and dynamic slip refinement. Mater. Lett. 2023, 330, 133366. [Google Scholar] [CrossRef]
- Xiang, S.; Liu, X.T.; Xu, R.; Yin, F.; Cheng, G.J. Ultrahigh strength in lightweight steel via avalanche multiplication of intermetallic phases and dislocation. Acta Mater. 2023, 242, 118436. [Google Scholar] [CrossRef]
- Tang, Y.H.; Ji, P.F.; Li, B.; Zhang, G.F.; Ma, W.; Wang, F.; Zhang, X.Y.; Ma, M.Z.; Liu, R.P. Effect of loading on microstructure and friction and wear behavior of an austenite lightweight steel. Tribol. Int. 2023, 177, 108006. [Google Scholar] [CrossRef]
- Shin, J.H.; Song, J.Y.; Kim, S.D.; Park, S.J.; Ma, Y.W.; Lee, J.W. Microstructure, Tensile, and Fatigue Properties of Large-Scale Austenitic Lightweight Steel. Materials 2022, 15, 8909. [Google Scholar] [CrossRef] [PubMed]
- Lu, Y.; Liu, L.; Meng, J.K.; Chen, Z.; Zhen, L. Strong Yet Ductile Medium Mn Steel Developed by Partial Austenitization. Metall. Mater. Trans. A 2022, 53, 4148–4155. [Google Scholar] [CrossRef]
- Schmitt, J.H.; Iung, T. New developments of advanced high-strength steels for automotive applications. Comptes Rendus Phys. 2018, 19, 641–656. [Google Scholar] [CrossRef]
- Zhao, J.W.; Jiang, Z.Y. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T.; Srivastava, A.K. Low and Medium Carbon Advanced High-Strength Forging Steels for Automotive Applications. Metals 2019, 9, 1263. [Google Scholar] [CrossRef] [Green Version]
- Matlock, D.K.; Kang, S.; De Moor, E.; Speer, J.G. Applications of rapid thermal processing to advanced high strength sheet steel developments. Mater. Charact. 2020, 166, 110397. [Google Scholar] [CrossRef]
- Wang, L.; Dong, C.F.; Man, C.; Hu, Y.B.; Yu, Q.; Li, X.G. Effect of microstructure on corrosion behavior of high strength martensite steel-A literature review. Int. J. Min. Met. Mater. 2021, 28, 754–773. [Google Scholar] [CrossRef]
- Li, L.J.; Xie, H.B.; Liu, X.; Liu, T.W.; Wang, E.R.; Jiang, Z.Y. Numerical simulation of strip shape of high-strength steel during hot rolling process. Key Eng. Mater. 2020, 830, 43–51. [Google Scholar] [CrossRef] [Green Version]
- Chai, X.J.; Li, H.B.; Zhang, J.; Zhang, Y.Z.; Ma, H.H.; Zhang, P.W. Flatness analysis and control of strips with different thickness in 2250 mm Hot Tandem Rolling. Steel Res. Int. 2018, 89, 1800404. [Google Scholar] [CrossRef]
- He, H.N.; Wang, X.C.; Yang, Q. High-precision section control technology for high-strength yoke steel strip. Mater. Sci. Forum. 2019, 944, 212–221. [Google Scholar] [CrossRef]
- He, H.N.; Shao, J.; Wang, X.C.; Yang, Q.; Liu, Y.; Xu, D.; Sun, Y.Z. Research and application of approximate rectangular section control technology in hot strip mills. J. Iron Steel Res. Int. 2021, 28, 279–290. [Google Scholar] [CrossRef]
- Sun, J.; Shan, P.F.; Wei, Z.; Hu, Y.H.; Wang, Q.L.; Peng, W.; Zhang, D.H. Data-based flatness prediction and optimization in tandem cold rolling. J. Iron Steel Res. Int. 2021, 28, 563–573. [Google Scholar] [CrossRef]
- Zhao, J.W.; Wang, X.C.; Yang, Q.; Wang, Q.N.; Liu, C.; Song, G.Y. Precision Shape Model and Presetting Strategy for Strip Hot Rolling. J. Mater. Process. Tech. 2019, 20, 99–111. [Google Scholar] [CrossRef]
- Zhao, J.W.; Wang, X.C.; Yang, Q.; Wang, Q.N.; Wang, Y.Y.; Li, W.P. Mechanism of Lateral Metal Flow on Residual Stress Distribution during Hot Rolling. J. Mater Process. Tech. 2020, 288, 116838. [Google Scholar] [CrossRef]
- Chen, L.Z.; Sun, W.Q.; He, A.R.; Liu, C.; Qiang, Y. Study on quarter-wave generation mechanism in DP980 steel during cold rolling. Int. J. Adv. Manuf. Technol. 2022, 120, 313–327. [Google Scholar] [CrossRef]
- Chen, L.Z.; Sun, W.Q.; He, A.R.; Liu, C.; Qiang, Y.; Zhao, J.W.; Zhou, G.Y.; Yuan, T.H. Research on quarter-wave control in DP980 steel during cold rolling based on multi-pass simulation. Int. J. Adv. Manuf. Technol. 2022, 123, 83–98. [Google Scholar] [CrossRef]
- Li, Z.Q.; Liu, Y.M.; Wang, T.; Huang, Q.X. An analytical prediction model of strip crown based on multi-factor interaction mechanism. Int. J. Adv. Manuf. Technol. 2022, 121, 5943–5955. [Google Scholar] [CrossRef]
- Sun, J.L.; Peng, Y.; Liu, H.M. Coupled Dynamic Modeling of Rolls Model and Metal Model for Four High Mill Based on Strip Crown Control. Chin. J. Mech. Eng. 2013, 26, 144–150. [Google Scholar] [CrossRef]
- Li, G.T.; Gong, D.Y.; Lu, X.; Zhang, D.H. Ensemble Learning Based Methods for Crown Prediction of Hot-Rolled Strip. ISIJ Int. 2021, 61, 1603–1613. [Google Scholar] [CrossRef]
- Li, G.T.; Gong, D.Y.; Lu, X.; Wang, Z.H.; Zhang, D.H. Design of a kind of backup roll contour used in four-high CVC hot strip mill. ISIJ Int. 2019, 59, 504–513. [Google Scholar] [CrossRef]
- Wang, C.; Wang, D.; Wang, L.P.; Jiang, S.; Li, H.Y.; Li, X.K. The development of time-dependent compensation model for roller CVC profile generation in precision grinding. Int. J. Adv. Manuf. Technol. 2021, 114, 1671–1684. [Google Scholar] [CrossRef]
- Liu, G.M.; Li, Y.G.; Huang, Q.X.; Yang, X. Axial force analysis and roll contour configuration of four-high CVC mill. Math. Probl. Eng. 2018, 2018, 7527402. [Google Scholar] [CrossRef] [Green Version]
- Li, G.T.; Gong, D.Y.; Xing, J.F.; Zhang, D.H. Optimization of CVC shifting mode for hot strip mill based on the proposed LightGBM prediction model of roll shifting. Int. J. Adv. Manuf. Technol. 2021, 116, 1491–1506. [Google Scholar] [CrossRef]
- Shang, F.; Li, H.B.; Kong, N.; Zhang, J.; Hu, C.; Zhang, C.; Cheng, J.F.; Mitchell, D.R.G. Improvement in continuously variable crown work roll contour under CVC cyclical shifting mode. Int. J. Adv. Manuf. Technol. 2017, 90, 2723–2731. [Google Scholar] [CrossRef]
- Shang, F.; Li, H.B.; Kong, N.; Zhang, J.; Hu, C.; Chen, L.; Zhang, C.; Chen, J.F. CVC cyclical shifting mode and its working characteristics for the mills of CSP. Int. J. Adv. Manuf. Technol. 2016, 87, 1907–1916. [Google Scholar] [CrossRef]
- Li, H.B.; Zhang, J.; Cao, J.G.; Cheng, F.W.; Hu, W.D.; Zhang, Y. Roll Contour and Strip Profile Control Characteristics for Quintic CVC Work Roll. J. Mech. Eng. 2012, 48, 24–30. [Google Scholar] [CrossRef]
- Ding, J.G.; He, Y.H.C.; Song, M.X.; Jiao, Z.J.; Peng, W. Roll crown control capacity of sextic CVC work roll curves in plate rolling process. Int. J. Adv. Manuf. Technol. 2021, 113, 87–97. [Google Scholar] [CrossRef]
- Berger, S.; Hoen, K.; Hof, H.; Kramer, S.; Seidel, J.; Sudau, P. Evolution of CVC plus (R) technology in hot rolling mills. Metall. Res. Technol. 2008, 105, 44–49. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Wu, H.; He, A.; Wang, F.; Sun, W.; Shao, J.; Miao, R.; Zhou, X.; Ma, B. Research on Roll Shape Design for Quarter Wave Control of High-Strength Steel. Metals 2023, 13, 161. https://doi.org/10.3390/met13010161
Liu C, Wu H, He A, Wang F, Sun W, Shao J, Miao R, Zhou X, Ma B. Research on Roll Shape Design for Quarter Wave Control of High-Strength Steel. Metals. 2023; 13(1):161. https://doi.org/10.3390/met13010161
Chicago/Turabian StyleLiu, Chao, Hairui Wu, Anrui He, Fenjia Wang, Wenquan Sun, Jian Shao, Ruilin Miao, Xuegang Zhou, and Bo Ma. 2023. "Research on Roll Shape Design for Quarter Wave Control of High-Strength Steel" Metals 13, no. 1: 161. https://doi.org/10.3390/met13010161