
Research on Arc Morphology and Keyhole Behavior of Molten Pool in Magnetically Controlled Plasma-GMAW Welding


Abstract
:1. Introduction
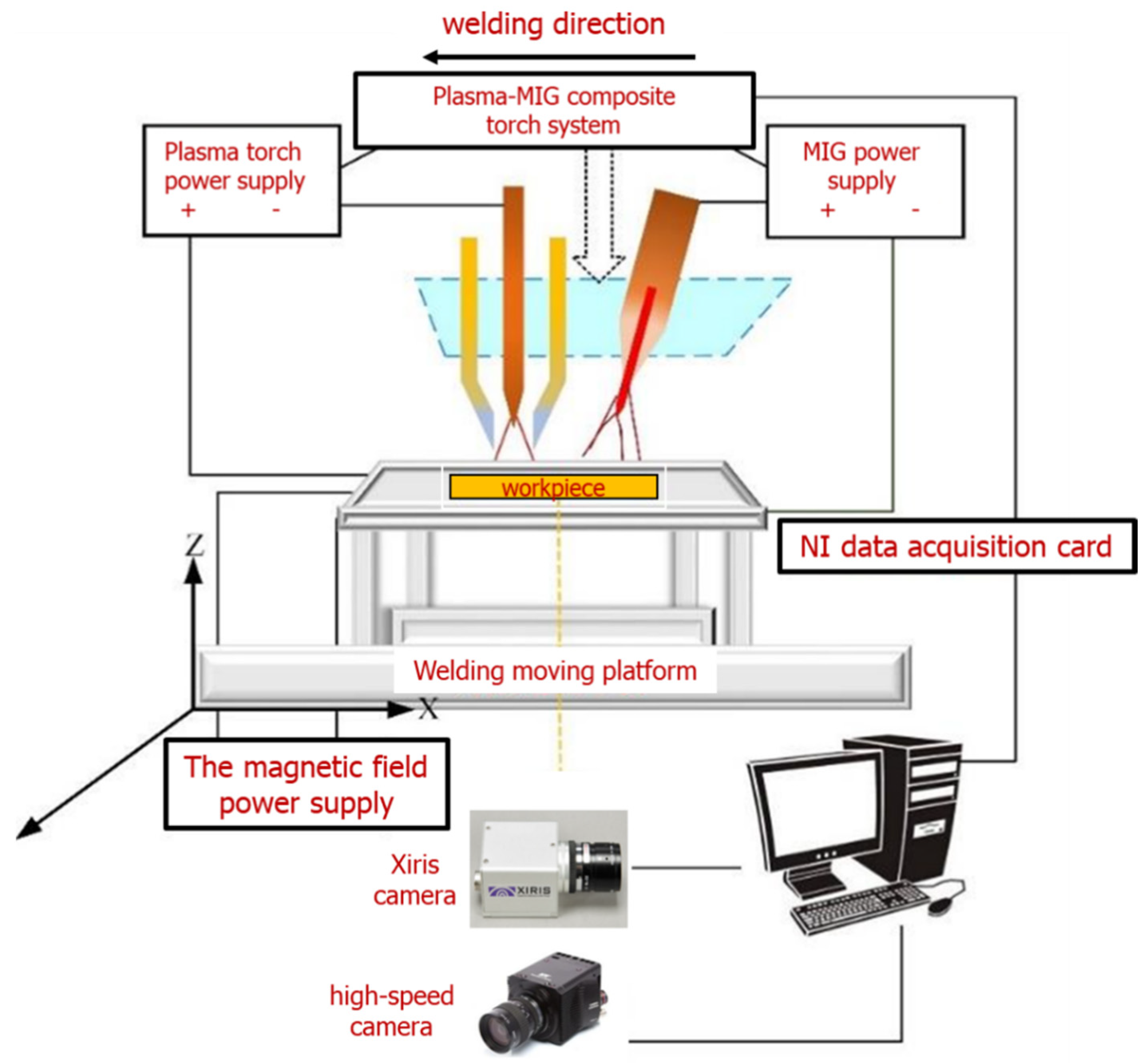
2. Materials and Methods
3. Results and Discussion
3.1. Physical Properties of Plasma-GMAW Composite Arc Morphology
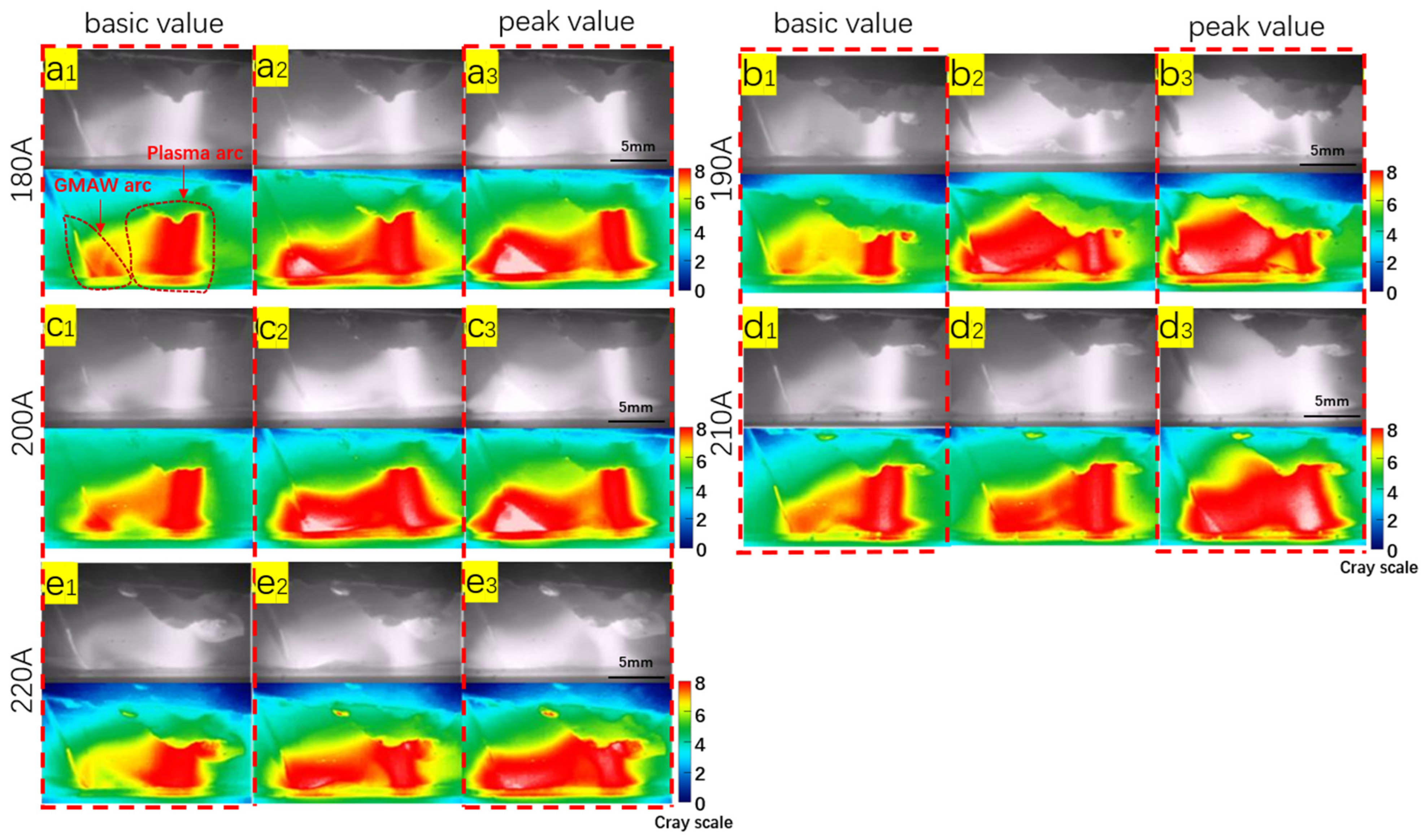
3.1.1. Effect of Plasma Current on Arc Morphology
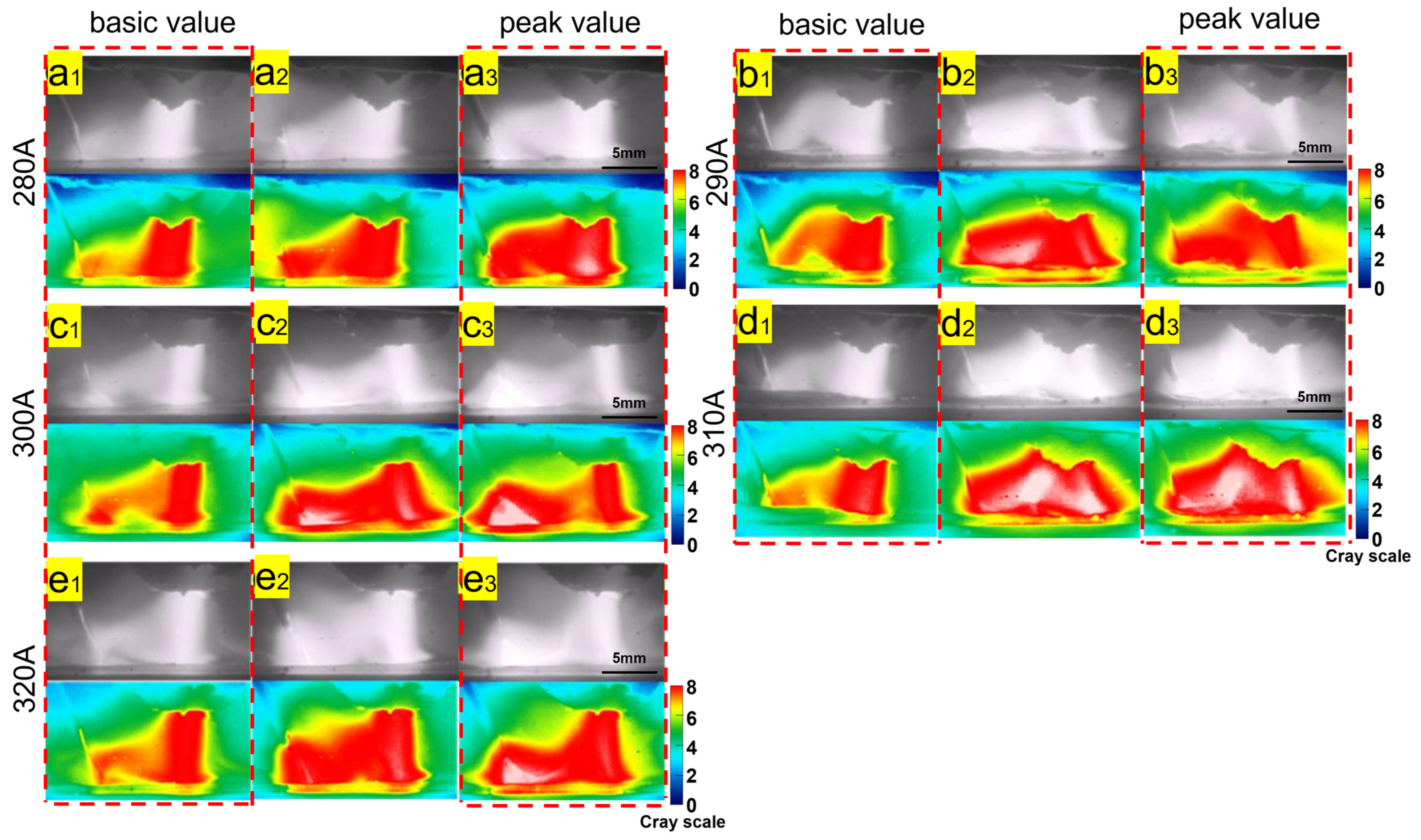
3.1.2. Effect of GMAW Current on Arc Morphology
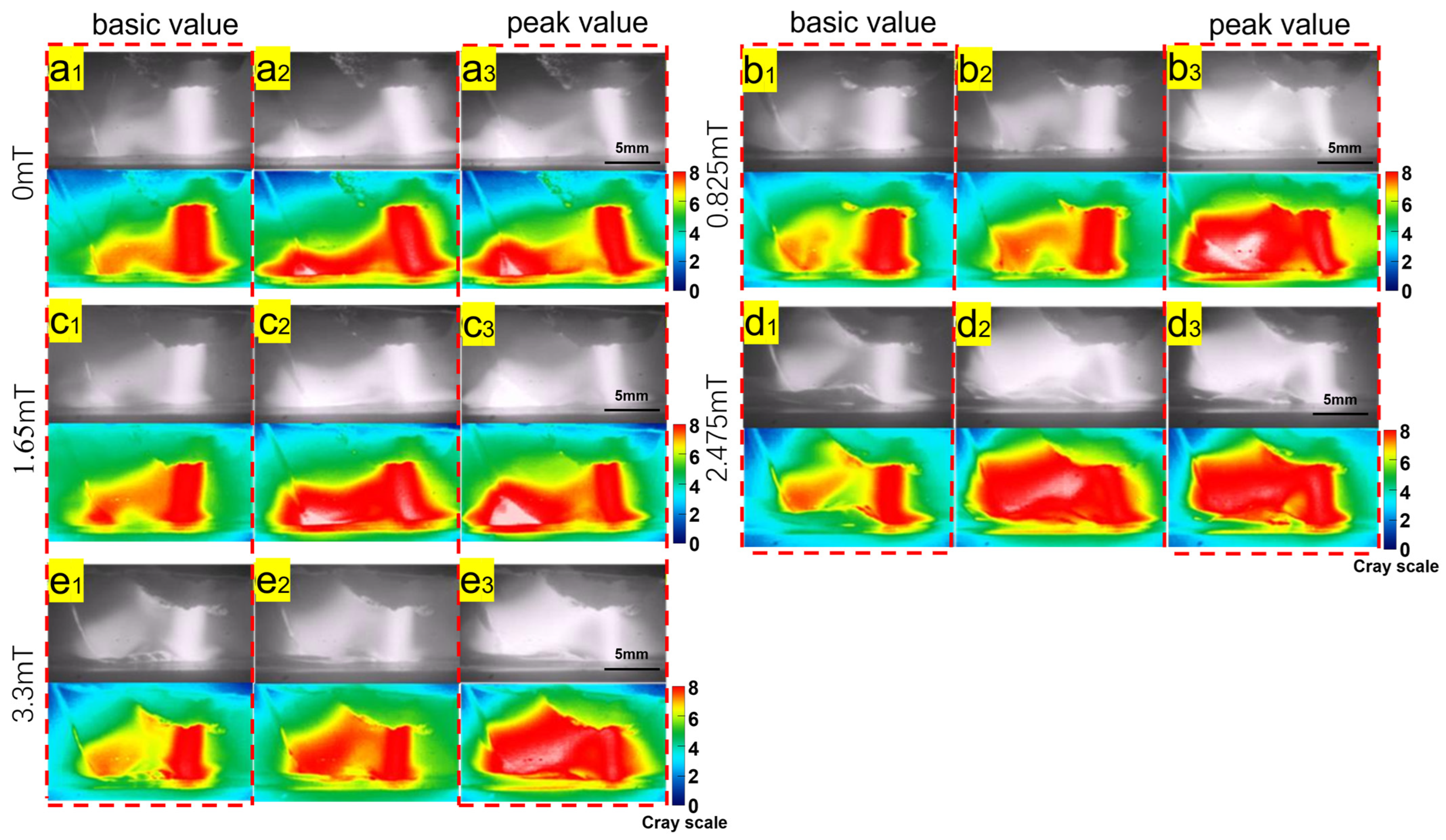
3.1.3. Effect of Magnetic Field Strength on Arc Morphology
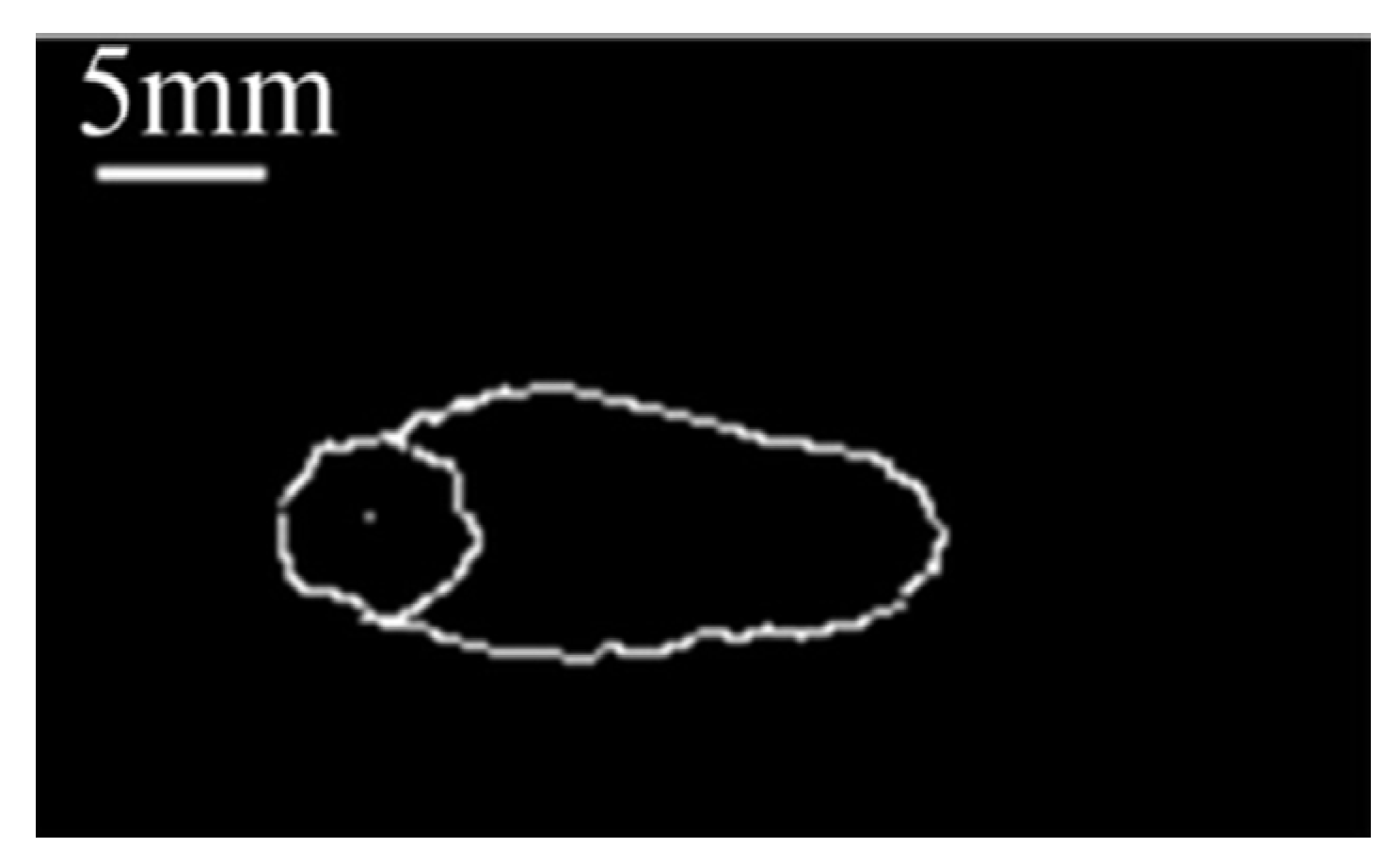
3.2. Influence of Process Parameters on Keyhole Entrance Morphology and Molten Pool Boundary
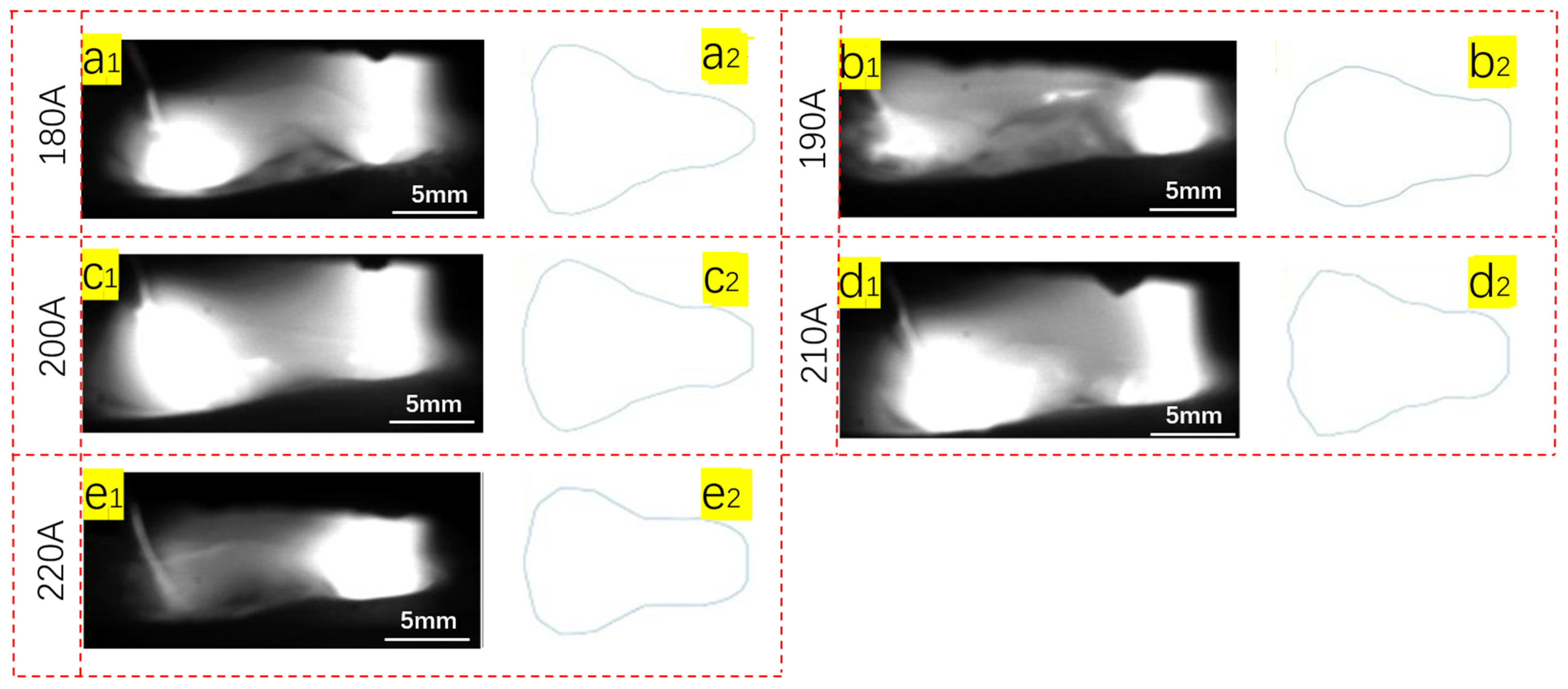
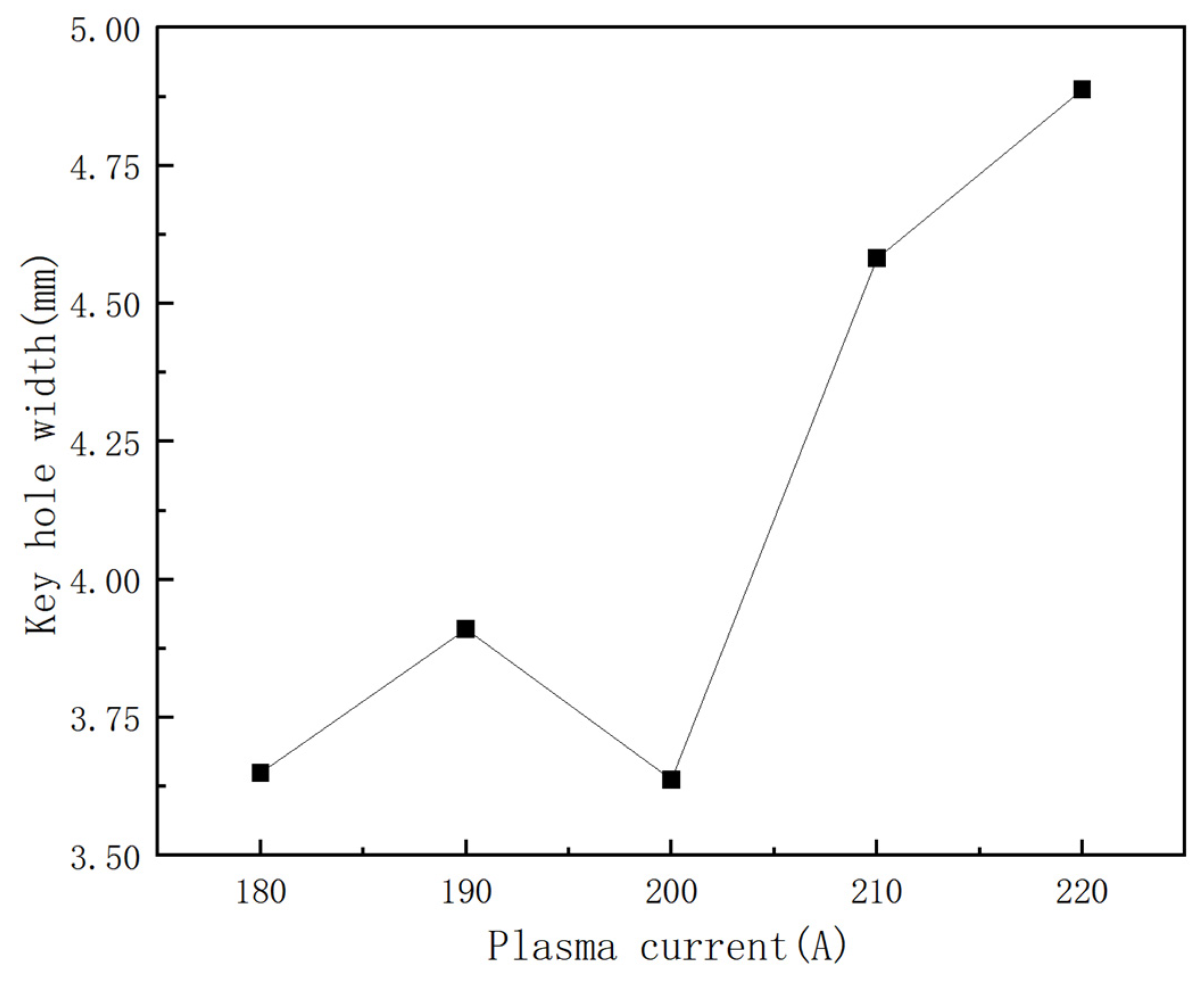
3.2.1. Influence of Plasma Current on Keyhole Entrance Morphology and Weld Pool Boundary
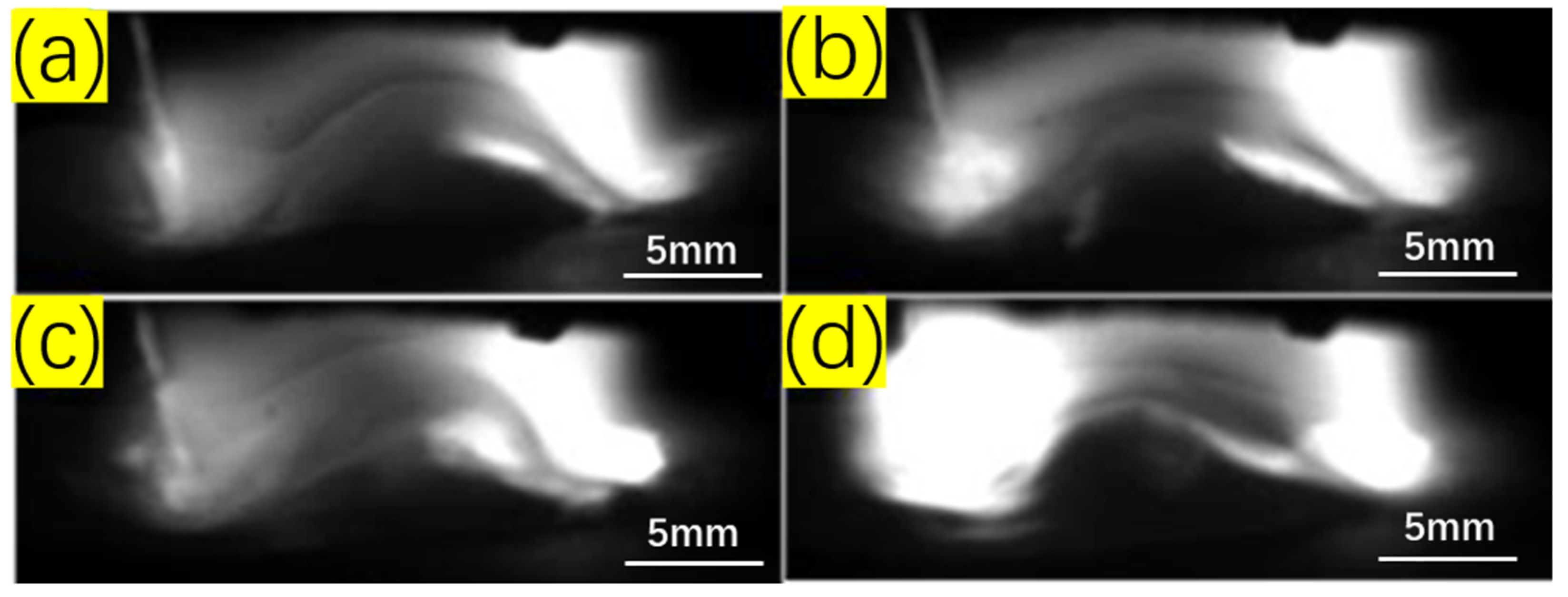
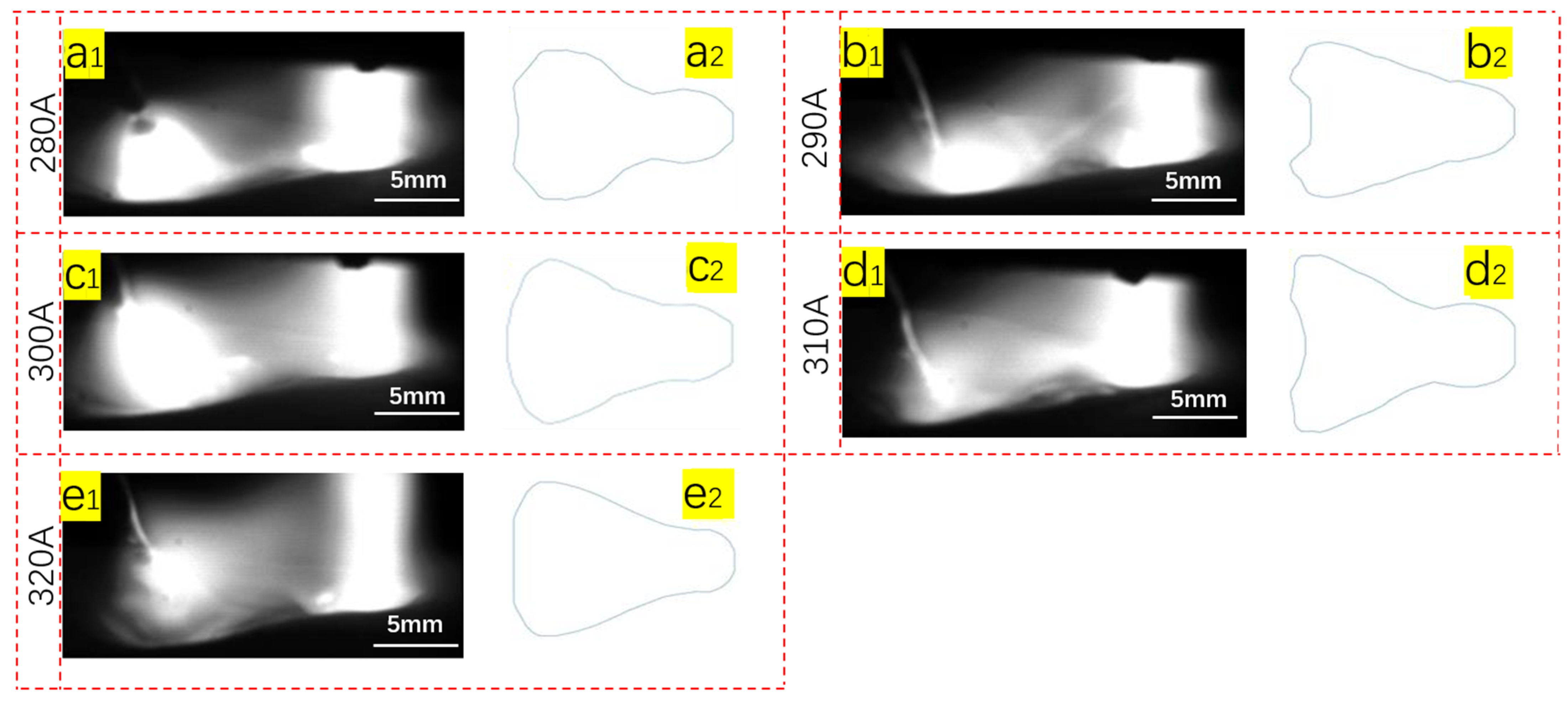
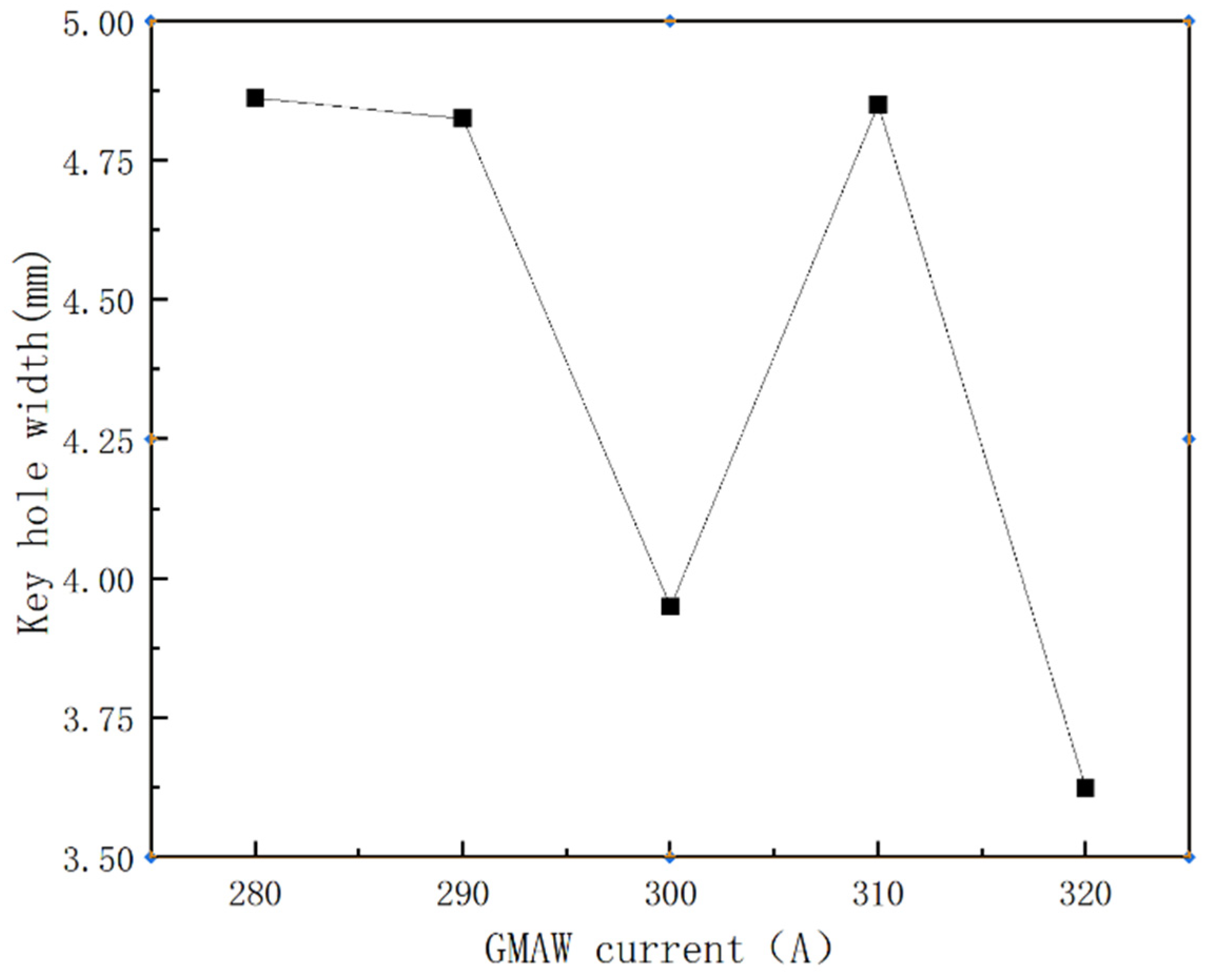
3.2.2. Influence of GMAW Current on Keyhole Entrance Morphology and Weld Pool Boundary
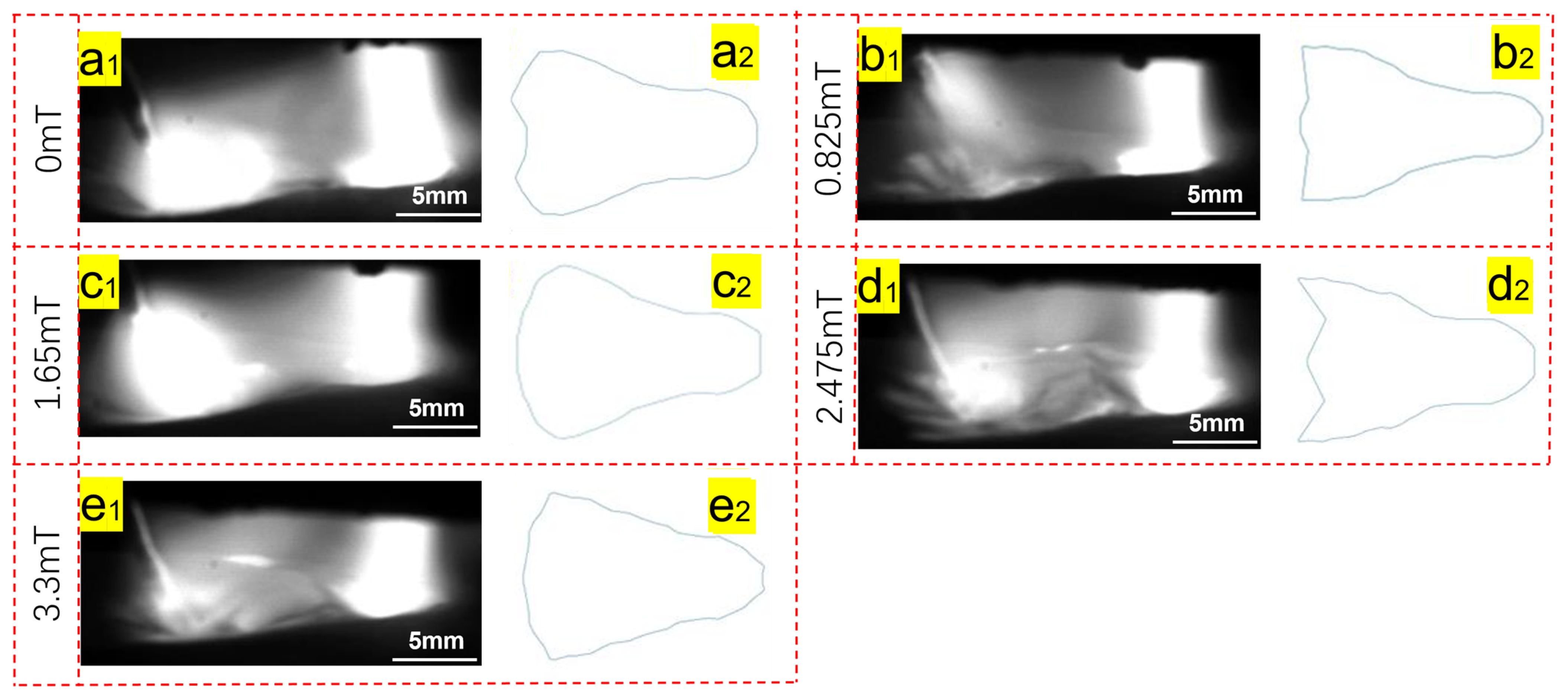
3.2.3. Influence of Magnetic Field Strength on Keyhole Entrance Morphology and Weld Pool Boundary
4. Conclusions
- (1)
- With the increase in plasma current, the coupling degree of the two arcs increases, and the best are 210 A and 220 A. The deviation degree of plasma arc column increases first and then decreases with the increase in plasma current. With the increase in plasma current, the arc coupling period becomes longer. With the increase in GMAW current, the arc coupling degree increases, and when the current value is greater than 300 A, the change of current coupling degree is not obvious. The coupling period of welding arc increases with the increase in GMAW current. As the magnetic field intensity increases, the arc coupling degree increases.
- (2)
- A molten pool wave crest is created between the two welding arcs. During the welding process, the wave crest oscillates back and forth between the two arcs. The wave crest of GMAW is the largest when the arc starts, and then gradually decreases. With the increase in plasma current, the size of the keyhole entrance shows an overall upward trend, and the position of the maximum pool width moves backward. The increase in GMAW current results in a decrease in the area of the plasma arc column, resulting in a decrease in the keyhole inlet size. The peak height of the molten pool crest between two arcs increases with the increase of the GMAW current. All the molten pool boundaries are gourd-like, but there is an obvious “neck contraction” between the two arcs. The peak height of molten metal between the two arcs increases slightly with the increase of magnetic field intensity, and the intensity of molten pool metal oscillation between the two arcs also increases with the increase in magnetic field intensity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rodrigues, T.A.; Duarte, V.R.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Ultracold-Wire and Arc Additive Manufacturing (UC-WAAM). J. Mater. Process. Technol. 2021, 296, 117196. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and Mechanical Properties of Gas Metal Arc Welded CoCrFeMnNi Joints Using a 410 Stainless Steel Filler Metal. Mater. Sci. Eng. A 2022, 857, 144025. [Google Scholar] [CrossRef]
- Shen, J.; Gonçalves, R.; Choi, Y.T.; Lopes, J.G.; Yang, J.; Schell, N.; Kim, H.S.; Oliveira, J.P. Microstructure and Mechanical Properties of Gas Metal Arc Welded CoCrFeMnNi Joints Using a 308 Stainless Steel Filler Metal. Scr. Mater. 2023, 222, 115053. [Google Scholar] [CrossRef]
- Bai, Y.; Gao, H.M.; Qiu, L. Droplet Transition for Plasma-MIG Welding on Aluminium Alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 2234–2239. [Google Scholar] [CrossRef]
- Tao, Y.; Hongming, G.; Shenghu, Z.; Jingwei, S.; Lin, W. The Study on Plasma-Mig Hybrid Arc Behaviour and Droplet Transfer for Mild Steel Welding. Rev. Adv. Mater. Sci. 2013, 33, 459–464. [Google Scholar]
- Kim, C.H.; Ahn, Y.N.; Lee, K.B. Droplet Transfer during Conventional Gas Metal Arc and Plasma-Gas Metal Arc Hybrid Welding with Al 5183 Filler Metal. Curr. Appl. Phys. 2012, 12, S178–S183. [Google Scholar] [CrossRef]
- Jia, C.; Wu, C.; Zhang, Y. Sensing Controlled Pulse Key-Holing Condition in Plasma Arc Welding. Trans. Nonferrous Met. Soc. China 2009, 19, 341–346. [Google Scholar] [CrossRef]
- Sun, J.; Wu, C.S.; Feng, Y. Modeling the Transient Heat Transfer for the Controlled Pulse Key-Holing Process in Plasma Arc Welding. Int. J. Therm. Sci. 2011, 50, 1664–1671. [Google Scholar] [CrossRef]
- Skowronska, B.; Chmielewski, T.; Golanski, D.; Szulc, J. Weldability of S700MC Steel Welded with the Hybrid Plasma + MAG Method. Manuf. Rev. 2020, 7, 4. [Google Scholar] [CrossRef] [Green Version]
- Çağırıcı, M. Investigation of Key-Hole Weldability of Line Pipe Steel Rrade x70m in Terms of Fracture Toughness. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2017. Available online: https://hdl.handle.net/11511/26806 (accessed on 3 January 2023).
- Yurtisik, K.; Tirkes, S.; Dykhno, I.; Gur, C.H.; Gurbuz, R. Characterization of Duplex Stainless Steel Weld Metals Obtained by Hybrid Plasma-Gas Metal Arc Welding. Soldag. Insp. 2013, 18, 207–216. [Google Scholar] [CrossRef] [Green Version]
- Ishida, K.; Tashiro, S.; Mizutani, M.; Tanaka, M. Study on the Weld Bead Formation on Square-Groove Butt Joint Using Plasma-MIG Hybrid Welding Process. Yosetsu Gakkai Ronbunshu/Quarterly J. Jpn. Weld. Soc. 2021, 38, 135S–138S. [Google Scholar] [CrossRef]
- Yu, J.; Wang, B.; Zhang, H.; Wang, Q.; Wei, L.; Chen, P.; He, P.; Feng, J. Characteristics of Magnetic Field Assisting Plasma GMAW-P the Effect of the Magnetic Field Intensity on Droplet Transition in Plasma-GMAW-P Hybrid Welding Was Studied. Weld. J. 2020, 99, 25S–38S. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, H.; He, P.; Yang, X.; Teng, Y.; Wang, Q.; Wei, L.; Zhang, W. Arc Characteristics and Welding Process of Magnetic Field Assisting Plasma-GMAW-P. Weld. J. 2021, 100, 1–12. [Google Scholar] [CrossRef]
- Sun, Z.; Han, Y.; Du, M.; Hong, H.; Tong, J. Numerical Simulation of VPPA-GMAW Hybrid Welding of Thick Aluminum Alloy Plates Considering Variable Heat Input and Droplet Kinetic Energy. J. Manuf. Process. 2018, 34, 688–696. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, C.S.; Liu, X. Single Vision System for Simultaneous Observation of Keyhole and Weld Pool in Plasma Arc Welding. J. Mater. Process. Technol. 2015, 215, 71–78. [Google Scholar] [CrossRef]
- Zhang, B.; Shi, Y.; Cui, Y.; Wang, Z.; Hong, X. Prediction of Keyhole TIG Weld Penetration Based on High-Dynamic Range Imaging. J. Manuf. Process. 2021, 63, 179–190. [Google Scholar] [CrossRef]
- Li, Y.; Tian, S.; Wu, C.S.; Tanaka, M. Experimental Sensing of Molten Flow Velocity, Weld Pool and Keyhole Geometries in Ultrasonic-Assisted Plasma Arc Welding. J. Manuf. Process. 2021, 64, 1412–1419. [Google Scholar] [CrossRef]
- Liu, X.F.; Jia, C.B.; Wu, C.S.; Zhang, G.K.; Gao, J.Q. Measurement of the Keyhole Entrance and Topside Weld Pool Geometries in Keyhole Plasma Arc Welding with Dual CCD Cameras. J. Mater. Process. Technol. 2017, 248, 39–48. [Google Scholar] [CrossRef]
- Liu, Z.M.; Wu, C.S.; Liu, Y.K.; Luo, Z. Keyhole Behaviors Influence Weld Defects in Plasma Arc Welding Process. Weld. J. 2015, 94, 281s–290s. [Google Scholar]
- Li, S.; Chen, G.; Zhang, M.; Zhou, Y.; Zhang, Y. Dynamic Keyhole Profile during High-Power Deep-Penetration Laser Welding. J. Mater. Process. Technol. 2014, 214, 565–570. [Google Scholar] [CrossRef]
- Saeed, G.; Zhang, Y.M. Weld Pool Surface Depth Measurement Using a Calibrated Camera and Structured Light. Meas. Sci. Technol. 2007, 18, 2570–2578. [Google Scholar] [CrossRef]
- Van Nguyen, A.; Tashiro, S.; Ngo, M.H.; Van Bui, H.; Tanaka, M. Effect of the Eddies Formed inside a Weld Pool on Welding Defects during Plasma Keyhole Arc Welding. J. Manuf. Process. 2020, 59, 649–657. [Google Scholar] [CrossRef]
- Cho, M.H.; Farson, D.; Zoofan, B.; Lee, J.Y.; Yoo, C.D. Laser Weld Keyhole Dynamics. ASM Proc. Int. Conf. Trends Weld. Res. 2002, 925, 112–117. [Google Scholar] [CrossRef]
- Saad, E.; Wang, H.; Kovacevic, R. Classification of Molten Pool Modes in Variable Polarity Plasma Arc Welding Based on Acoustic Signature. J. Mater. Process. Technol. 2006, 174, 127–136. [Google Scholar] [CrossRef]
- Wang, H.; Kovacevic, R. Feasibility Study of Acoustic Sensing for the Welding Pool Mode in Variable-Polarity Plasma Arc Welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 1355–1366. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Zhang, S.B.; Liu, Y.C. A Plasma Cloud Charge Sensor for Pulse Keyhole Process Control. Meas. Sci. Technol. 2001, 12, 1365–1370. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni |
|---|---|---|---|---|---|---|
| 0.07 | 1.00–2.50 | 0.45 | 0.03 | 0.75 | 17.5–19.5 | 8–10.5 |
| C | Mn | P | S | Si | Cr | Ni |
|---|---|---|---|---|---|---|
| ≤0.080 | 1.40–1.85 | 0.30–0.65 | ≤0.030 | ≤0.030 | 17.0–19.0 | 8.00–10.0 |
| Serial Number | Ip/A | IM/A | B/mT | v/mm·s−1 |
|---|---|---|---|---|
| 1 | 200 | 300 | 1.65 | 7.5 |
| 2 | 180 | 300 | 1.65 | 7.5 |
| 3 | 190 | 300 | 1.65 | 7.5 |
| 4 | 210 | 300 | 1.65 | 7.5 |
| 5 | 220 | 300 | 1.65 | 7.5 |
| 6 | 200 | 280 | 1.65 | 7.5 |
| 7 | 200 | 290 | 1.65 | 7.5 |
| 8 | 200 | 310 | 1.65 | 7.5 |
| 9 | 200 | 320 | 1.65 | 7.5 |
| 10 | 200 | 300 | 0 | 7.5 |
| 11 | 200 | 300 | 0.825 | 7.5 |
| 12 | 200 | 300 | 2.475 | 7.5 |
| 13 | 200 | 300 | 3.3 | 7.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miao, X.; Zhang, H.; Ge, F.; He, Z.; Gao, J.; Su, Z. Research on Arc Morphology and Keyhole Behavior of Molten Pool in Magnetically Controlled Plasma-GMAW Welding. Metals 2023, 13, 148. https://doi.org/10.3390/met13010148
Miao X, Zhang H, Ge F, He Z, Gao J, Su Z. Research on Arc Morphology and Keyhole Behavior of Molten Pool in Magnetically Controlled Plasma-GMAW Welding. Metals. 2023; 13(1):148. https://doi.org/10.3390/met13010148
Chicago/Turabian StyleMiao, Xinglin, Hongtao Zhang, Fuchen Ge, Zhenyu He, Jianguo Gao, and Zhaofang Su. 2023. "Research on Arc Morphology and Keyhole Behavior of Molten Pool in Magnetically Controlled Plasma-GMAW Welding" Metals 13, no. 1: 148. https://doi.org/10.3390/met13010148