The joining of dissimilar materials is necessary in several situations of industrial applications. Due to the different physical, metallurgical and mechanical properties of parent metals, there are generally more challenges in joining of dissimilar metals than similar ones. Fabrication of high-quality joints can guarantee the applying all of advantages of the properties for different metals in dissimilar joints. RSW is widely employed for joining of similar and dissimilar metals in many industries such as the automobile, aerospace, electronics and many other industries due to its simplicity, low cost and its possibility for automation. In recent years, much research has been performed and reported on the dissimilar RSW process. In order to increasing the weld quality, Taufiqurrahman et al. [
1] used an aluminum layer as interlayer in dissimilar RSW of stainless steel and titanium alloys. They also investigated the effect of holding time on TSS of the joints and concluded the increasing the holding time will increase the TSS of the welds due to removing the voids in the middle of weld nuggets. Chen et al. [
2] studied the mechanical and metallurgical properties of the joints fabricated by dissimilar RSW of cemented carbide (WC–10Co) and high strength steel (RM80). They concluded that the TSS of the welds is firstly increased and then decreased by increasing the welding current. Taufiqurrahman et al. [
3] investigated the effects of welding current and electrode force on the physical, metallurgical, and mechanical properties for dissimilar RSW joints of SS316L and Ti6Al4V alloys with an aluminum interlayer. Their metallurgical investigations revealed no phase transformation on the SS316L interface, but the phase transformation occurred on the Ti6Al4V interface. Jaber and Kovacs [
4] analyzed the metallurgical and mechanical properties, and also failure mode for the joints made by dissimilar RSW of dual phase and low carbon steels. They observed a complex microstructure in the fusion zone includes retained austenite, martensite and bainite. They also concluded that the maximum hardness in the heat affected zone of DP600 steel was greater than the maximum hardness of fusion zone because of higher hardenability of DP600 steel. Bemani and Pouranvari [
5] studied the metallurgical and mechanical properties for dissimilar RSW joints of Nimonic 263 and Hastelloy X nickel-based superalloys. They concluded that the hardness of fusion zone for dissimilar joints had higher values than the based metals. Their results also proved that control of fusion zone size and electrode indentation is the key factor to achieve the joints with adequate strengths. Noh et al. [
6] analyzed the failure behavior for dissimilar RSW joints of mild and advanced high strength steels (AHSS). They concluded that the failure behavior of RSW dissimilar joints was mainly due to the competition between the element with high strength/low ductility and the element with low strength/high ductility. Shi et al. [
7] determined the failure modes in dissimilar RSW joints of aluminum and steel alloys. They observed that in the dissimilar RSW welds of aluminum and steel, an iron-aluminum intermetallic compound layer is formed that affects the strength of the joint and changes the failure mode between interfacial and pullout modes. They also suggested a new formula for TSS of RSW dissimilar joints of aluminum and steel alloys. Rikka et al. [
8] optimized the TSS of welded joints in micro-RSW of nickel tab to inner aluminum casing in a cylindrical lithium-ion cell using the Taguchi design of experiment method. They concluded that adjusting the optimum parameters leads to a joint with a strength of 338.4 MPa. Das et al. [
9] studied the RSW of AISI-1008 steel to aluminum alloy 1100 using a graphene interlayer. The concluded that the joint strength was improved with using the graphene interlayer. It was also observed that the TSS of the welds was increased by increase in welding time and current. Azhari-Saray et al. [
10] investigated the dissimilar RSW of aluminum alloy 6061-T6 to carbon steel St-12 using Al0·5FeCoCrNi high entropy alloy interlayer. Their results showed that the joints with interlayer had more TSS in comparison with joints without interlayer. Essoussi et al. [
11] studied the RSW process of AISI 1000 and AISI 304 stainless steels. They investigated the mechanical properties and microstructure of the joints and concluded that the homogeneous ASS/ASS leads to the best TSS in the spot joints. Neystani et al. [
12] studied the effects of RSW parameters, i.e., cooling time, preheat current, t and preheat time on the mechanical properties of the joints between Fe-Cu-C and low carbon steel using the Taguchi design of experiment method. They concluded that preheat current was the most effective parameter on the RSW followed by cooling time. Valera et al. [
13] optimized the RSW parameters for TRIP and DC05 steel sheets using the Taguchi design of experiment method. They concluded that the welding time and current had the most considerable effects on TSS of dissimilar joints, respectively. Vignesh et al. [
14] determined the effects of heating cycle, electrode tip diameter and welding current on TSS of AISI 316L and 2205 Duplex joints. Using the Taguchi design of experiments and analysis of variance, they concluded that the welding current had the most considerable effect on TSS. Mansor et al. [
15] studied the micro-RSW of stainless steel 316L and Ti-6Al-4V with various process parameters. They designed a special geometry for the electrode in the welding tests. Their results indicated that the welding current had the most considerable effect on the strength of joints but with controlling the metal expulsion from fusion zone. Also, they observed the columnar dendritic in the fusion zone of the welded joints. Anijdan et al. [
16] optimized the parameters in dissimilar RSW of DP600 dual phase and AISI 304 stainless steels and studied the TSS of the joints. Their results demonstrated the current density has the most considerable effect on the strength of the joints followed by holding time after welding. The martensitic structure was observed in the weld nugget and the pullout failure mode was seen after tensile tests. Chen et al. [
17] investigated the multi-objective optimization of TSS and stability for micro-RSW joints of ultra-thin Ti-1Al-1Mn foils. They used hybrid optimization procedure includes gray relational analysis and principal component analysis for data analysis while the back-propagation artificial neural network was employed for prediction a model for micro-RSW. Mirzaei et al. [
18] modeled the nugget geometry and TSS for RSW process of galvanized interstitial free (IF) steel using finite element simulations. They concluded that the welding current had the greatest effect on the nugget size of RSW joints. In addition, their results proved that increase in welding current and time and also decreasing the electrode force led to the highest amounts of nugget size and joint strength. They also concluded that the increase in nugget size resulted in higher amounts of joint strength. Ma et al. [
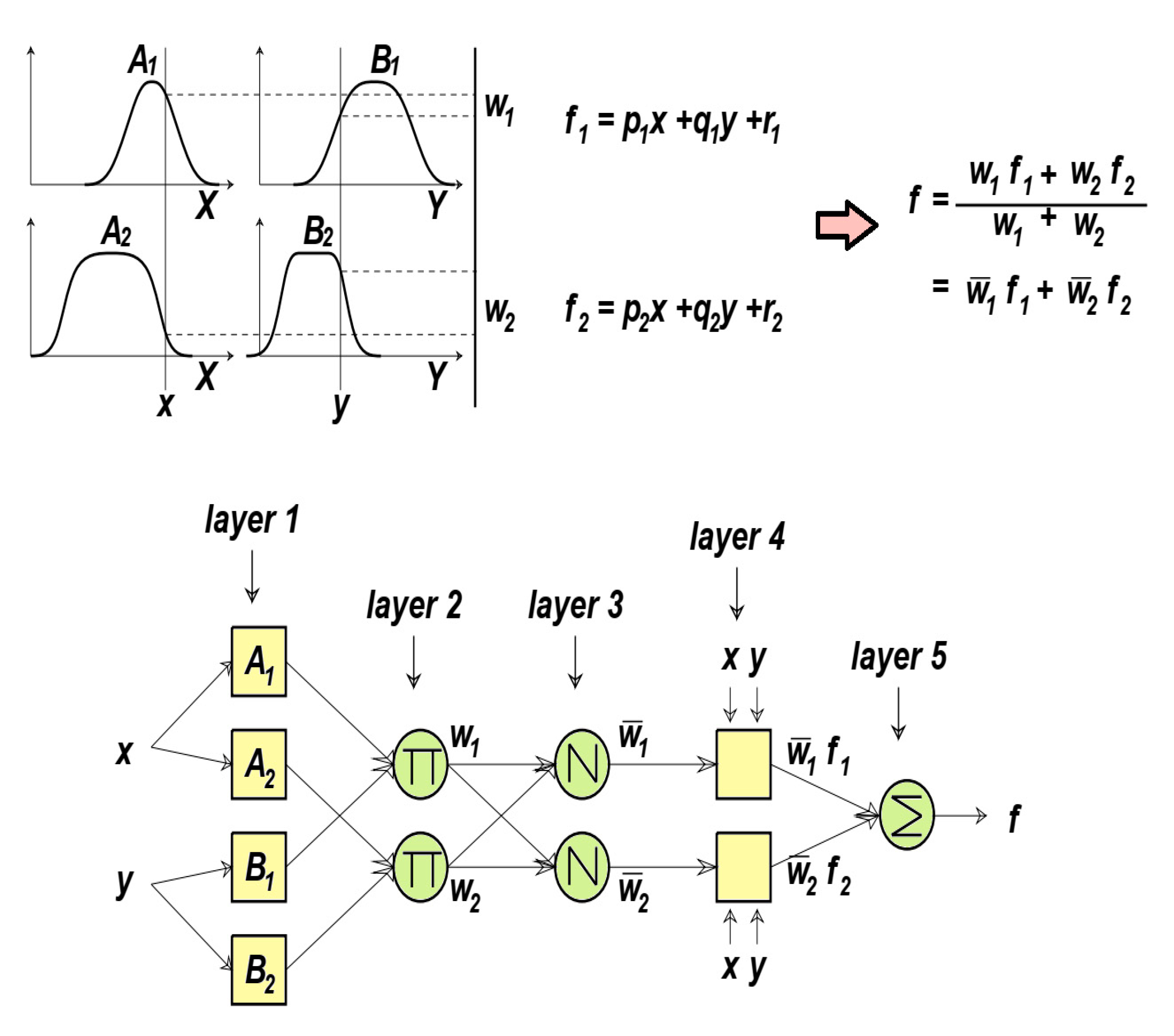
19] studied the deformation and failure behaviors of nugget, heat affected zone (HAZ), and corona bond in the RSW process of JSC980YL steel with the aim of a novel mini-peel test. They employed the Cockcroft-Latham ductile failure criterion for calibrating the fracture constants. Their results showed that TSS of nugget and corona bond were 37.6% higher and 5.8% lower, respectively, than that of the base material. Artificial intelligent approaches, such as fuzzy logic system (FIS) and artificial neural networks (ANN), have been utilized successfully to modelling of numerous process behavior over recent years. Artificial neural networks have attracted the attention of several investigators in numerous fields of industry and engineering [
20,
21]. Simplicity, extensive capacity, and high-speed processing are the main advantages of utilizing neural networks in comparison with conventional approaches. On the other hand, fuzzy logic system (FIS) is an accurate alternative to process modeling, especially for systems where mathematical modeling is very complex or even not possible [
22]. Using fuzzy logic, the relationship between input and output variables can be provided for very complex systems. This method, using a combination of qualitative variables and mathematical operators, provides a more accurate decision-making process. The adaptive fuzzy-neuro inference system takes advantage of both neural network and fuzzy logic computation methods, so that in fuzzy modeling, the variables and parameters of the fuzzy system are computed adaptively by the utilization of artificial neural network. This method has been used successfully to predict the behavior of many complex engineering processes [
23,
24].
In this article, for the first time, ANFIS is used to model the effect of important parameters in the RSW such as welding current, welding cycle, cooling cycle, and electrode force in an attempt to predict the TSS of the welded joints. So far, this method has not been used to study the behavior and predict the output mentioned in RSW. It should be noted that one of the main challenges in the RSW is selecting the input parameters that leads to welded joint with maximum strength. Therefore, a complicated study with considering all the relations between input parameters and output TSS is necessary. To this aim, first using a standard central composite design (based on RSM) and also evaluating the accuracy of the experiments, the results of experiments have been used to train and test the fuzzy inference system. Also, to achieve the optimal structure of the ANFIS system, teaching-learning-based optimization (TLBO) algorithm has been used. Then, using the obtained results from ANFIS modeling as the input data for Sobel statistical sensitivity analysis method, the sensitivity of target response of RSW, i.e., TSS to changes in each of the input parameters is investigated.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}