
Effect of Replacing Coke with Biomass Fuel on Sinter Properties and Pollutant Emissions

Abstract
:1. Introduction
2. Materials and Methods
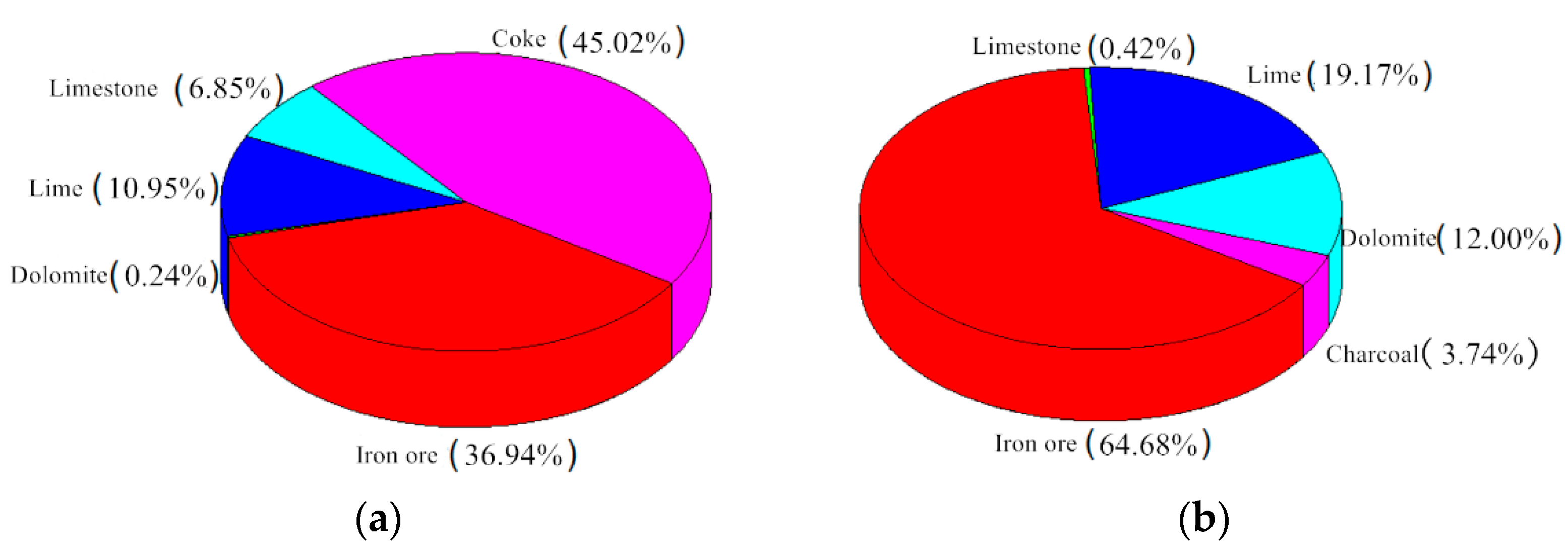
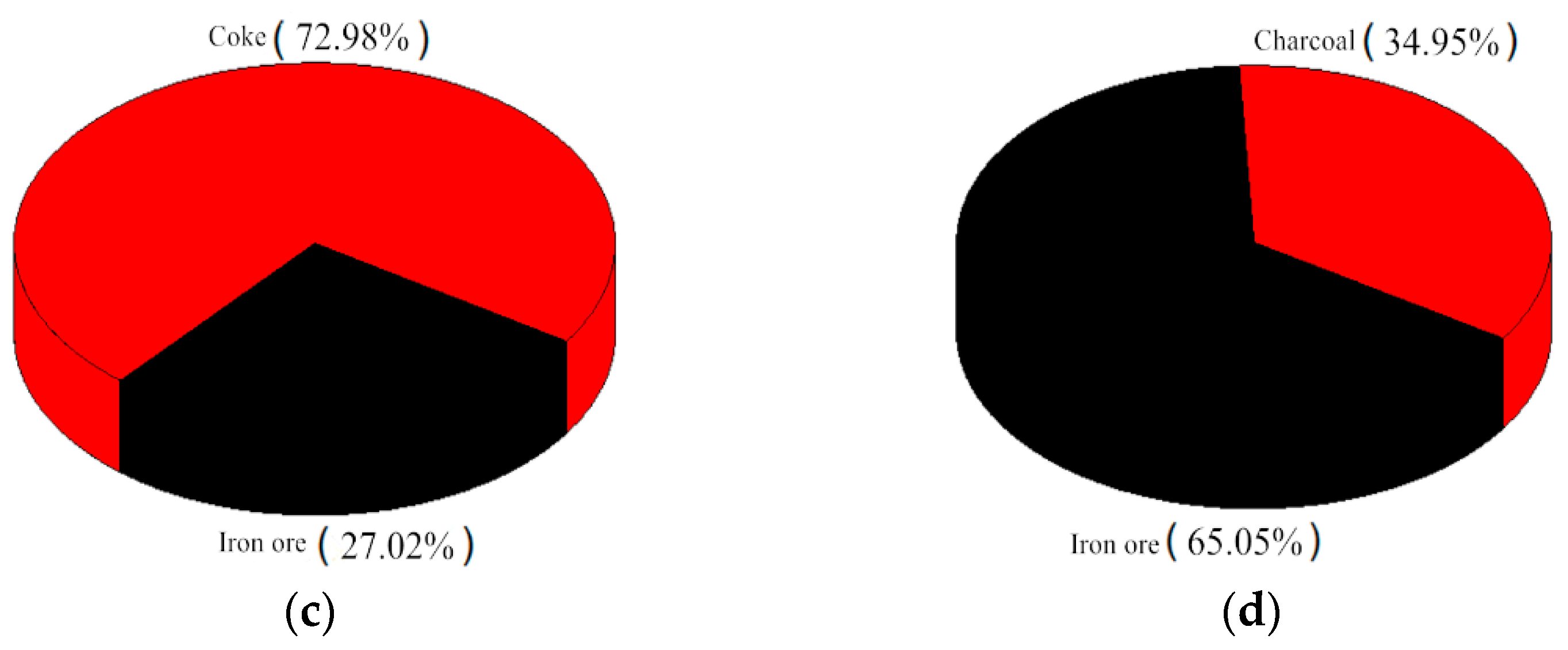
2.1. Raw Materials
2.2. Sintering Cup and Metallurgical Properties Experiments
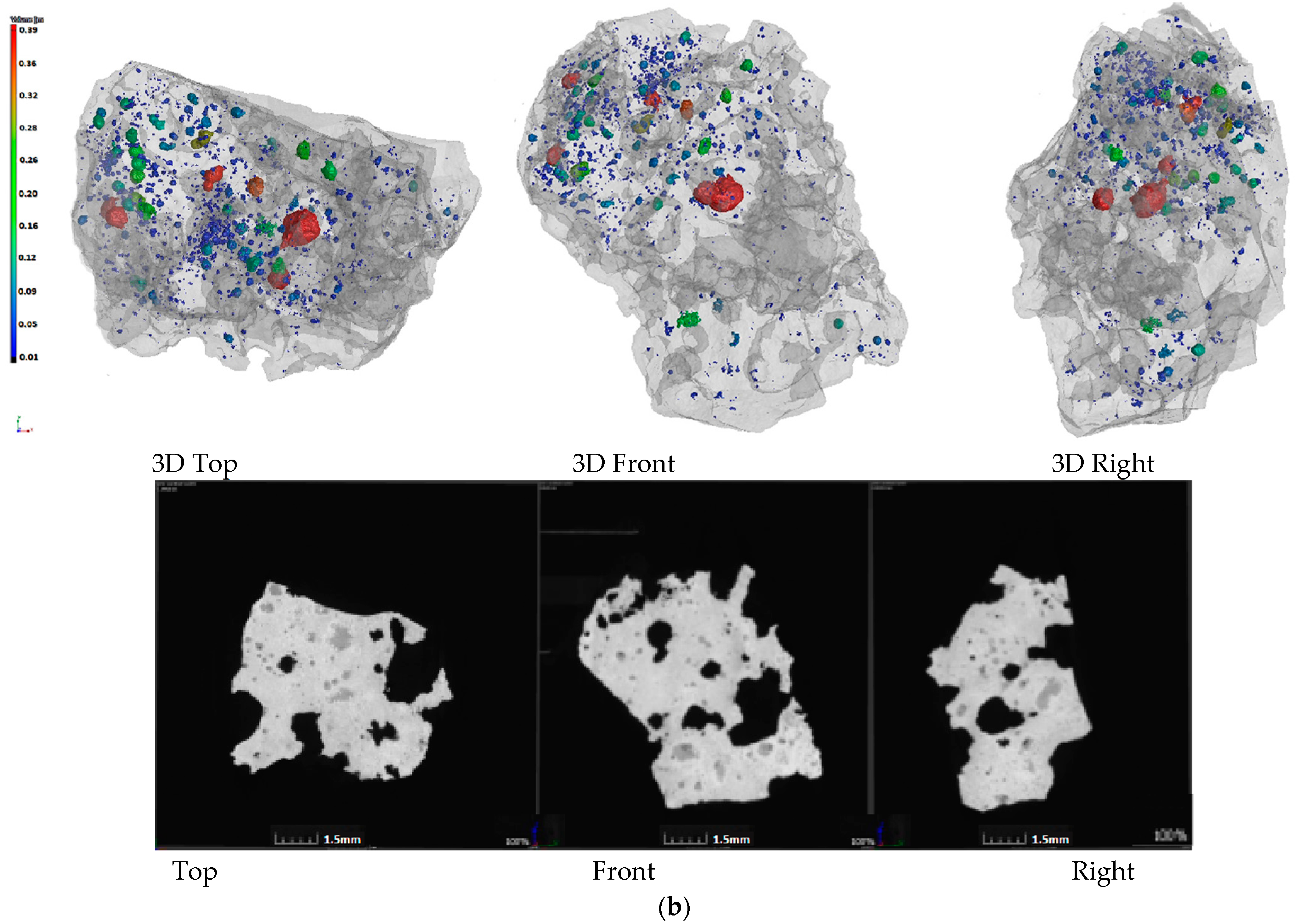
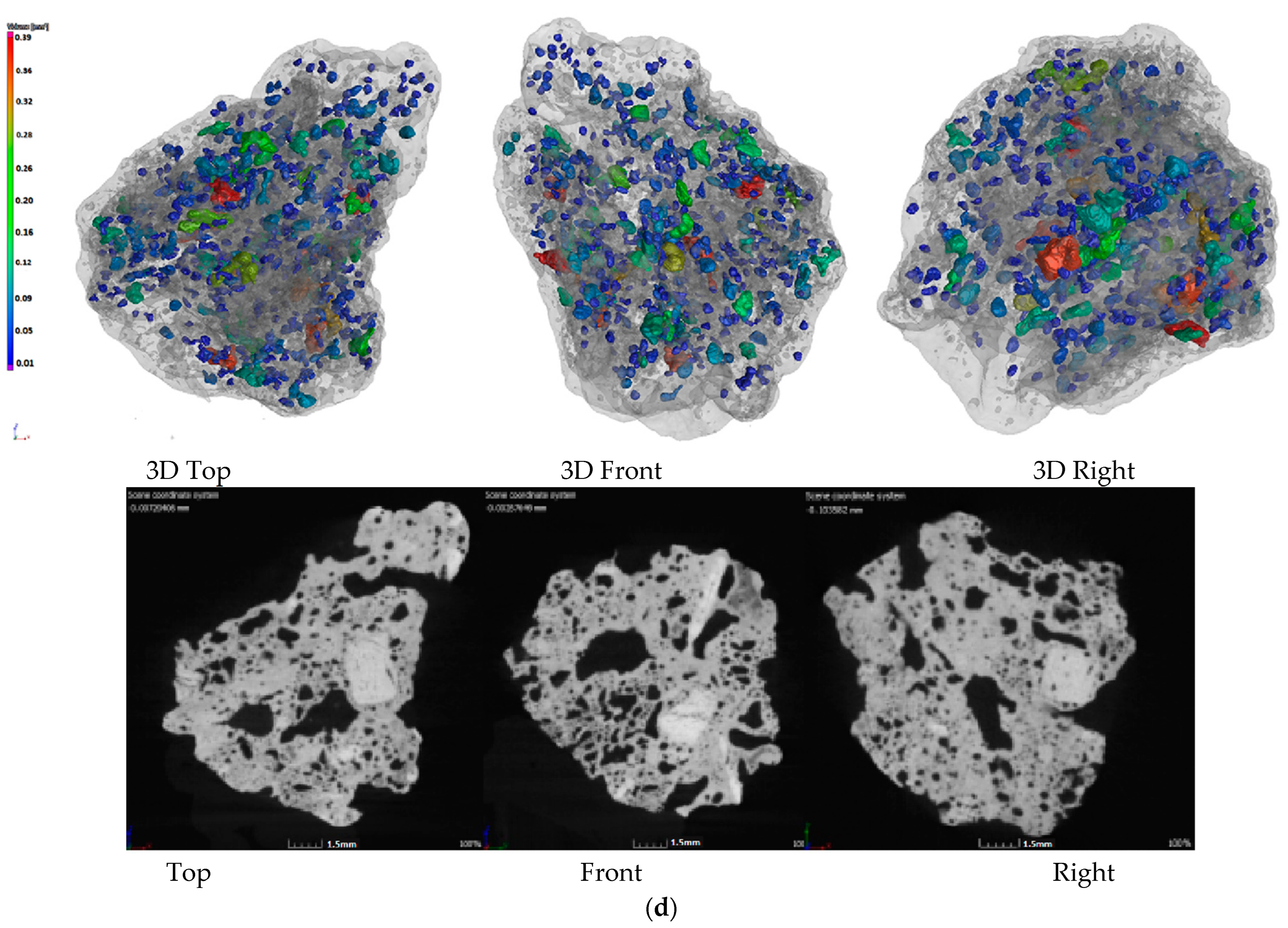
2.3. X-ray Computed Tomography Experiments
3. Results and Discussion
3.1. Effect of Biomass Charcoal Content on Sintering Technical Indexes
3.2. Effect of Biomass Charcoal Content on Sinter Metallurgical Properties
3.3. Effect of Biomass Charcoal Content on the Sinter Pore Structure
3.4. Effect of Biomass Charcoal Content on Sinter Phase Composition
3.5. The Effect of Biomass Charcoal Content on the Emission of SO2 and NOx in Flue Gas
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, X.; Zhao, L.; Zhang, Y.; Zheng, C.; Gao, X.; Cen, K. Primary air pollutant emissions and future prediction of iron and steel industry in China. Aerosol Air Qual. Res. 2015, 15, 11. [Google Scholar] [CrossRef]
- Zhu, T.Y.; Liu, Q.; Li, Y.R.; Yan, X.M.; Qi, F.; Ye, M. Emission Characteristics of multiple pollutants from Iron- steel sintering flue gas and review of control technologies. Sci. Technol. Rev. 2014, 32, 51–56. [Google Scholar]
- Hu, H.; Huang, H.; Zeng, Z.W.; Zhang, J.L.; Annanurov, S.; Zhao, Q.Z. The formation of NOx during sintering. Energy Sources Part A Recovery Util. Environ. Eff. 2017, 39, 1228–1234. [Google Scholar] [CrossRef]
- Pan, J.; Zhu, D.; Xue, Z.; Chun, T.; Ruan, Z. Mechanism of SO2 adsorption on mixture bed layer during iron ores sintering. Environ. Chem. 2013, 32, 1660–1667. [Google Scholar]
- Lovel, R.; Vining, K.; Amico, M. Iron ore sintering with charcoal. Miner. Process. Extr. Metall. 2007, 116, 85–92. [Google Scholar] [CrossRef]
- Gan, M.; Ji, Z.; Fan, X.; Zhao, Y.; Chen, X.; Fan, Y. Insight into the high proportion application of biomass fuel in iron ore sintering through CO-containing flue gas recirculation. J. Clean. Prod. 2019, 232, 1335–1347. [Google Scholar] [CrossRef]
- Niesler, M.; Stecko, J.; Stelmach, S.; Kwiecińska-Mydlak, A. Biochars in Iron Ores Sintering Process: Effect on Sinter Quality and Emission. Energies 2021, 13, 3749. [Google Scholar] [CrossRef]
- Chao, L.; Yu-Zhu, Z.; Yan, S.; Hong-Wei, X.; Yue, K.; Jie, L. Numerical simulation of sintering based on biomass fuel. Ironmak. Steelmak. 2018, 45, 700–707. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.; Zhao, K.; Xing, H.; Kang, Y. Effect of biomass on reaction performance of sintering fuel. J. Mater. Sci. 2019, 54, 3262–3272. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.Z.; Xing, H.W.; Kang, Y. Research on reactive optimization of biomass fuel based on sintering. J. Northeast. Univ. 2018, 39, 654–657. [Google Scholar]
- Liu, C.; Zhang, Y.Z.; Zhao, K.; Xing, H.W.; Kang, Y. Modified biomass fuel instead of coke for iron ore sintering. Ironmak. Steelmak. 2020, 47, 188–194. [Google Scholar] [CrossRef]
- Zhao, J.; Loo, C.E.; Yuan, J.; Wang, F.; Wang, J.; Zhang, H.; Miao, H. A Fundamental Study of the Co-Combustion of Coke and Charcoal during Iron Ore Sintering. Energy Fuel 2018, 32, 8743–8759. [Google Scholar] [CrossRef]
- Abreu, G.C.; de Carvalho, J.A., Jr.; da Silva, B.E.C.; Pedrini, R.H. Operational and environmental assessment on the use of charcoal in iron ore sinter production. J. Clean. Prod. 2015, 101, 387–394. [Google Scholar] [CrossRef]
- Cheng, Z.; Wang, J.; Wei, S.; Guo, Z.; Yang, J.; Wang, Q. Optimization of gaseous fuel injection for saving energy consumption and improving imbalance of heat distribution in iron ore sintering. Appl. Energy 2017, 207, 230–242. [Google Scholar] [CrossRef]
- Cheng, Z.L.; Yang, J.; Zhou, L.; Liu, Y.; Wang, Q.W. Study the replacement of coke with charcoal and methane in iron-ore sintering. J. Eng. Thermophys. 2017, 38, 188–192. [Google Scholar]
- Yang, C.; Zhu, D.; Pan, J.; Guo, Z.-Q. Overseas research advances in evaluation methods of high-temperature fundamental sintering characteristics of iron ores. Iron Steel 2022, 57, 11. [Google Scholar]
- Yufeng, G. Effect of MgO on Mineralization Mechanism of Sinter for Inhibiting the Low-Temperature Reduction Degradation. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2018. [Google Scholar]
- Liu, L.; Liang, B.; Liu, J.; Zhang, J.; Guan, Z. The Study on Influencing factors of low temperature reduction degradation index of sinter ore. Metall. Inf. Rev. 2021, 58, 22. [Google Scholar]
- Li, Z.; Zhang, J.; Liu, Z.; Wang, Y.; Niu, L. Prediction research on basic properties of sintering based on chemical composition of iron ore powder. Sinter. Pelletizing 2022, 47, 8. [Google Scholar]
- Gan, M.; Fan, X.; Ji, Z.; Jiang, T.; Chen, X.; Yu, Z.; Li, G.; Yin, L. Application of biomass fuel in iron ore sintering: Influencing mechanism and emission reduction. Ironmak. Steelmak. 2014, 42, 27–33. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | TFe | FeO | SiO2 | CaO | MgO | Al2O3 | S | N | LOI |
|---|---|---|---|---|---|---|---|---|---|
| Iron ore | 60.65 | 5.08 | 4.26 | 2.62 | 0.75 | 1.74 | 0.028 | 0.016 | −2.29 |
| Limestone | 0.12 | 0.12 | 2.72 | 47.56 | 3.77 | 0.72 | 0.005 | - | 40.76 |
| Lime | 0.26 | 0.18 | 3.52 | 72.33 | 4.52 | 1.00 | 0.180 | - | 20.97 |
| Dolomite | 0.31 | 0.20 | 1.38 | 29.61 | 21.85 | 0.18 | 0.090 | - | 45.54 |
| Fuels | Fixed Carbon | Ash | Volatiles | Moisture | Calorific Values |
|---|---|---|---|---|---|
| Coke | 85.21% | 11.8% | 1.62% | 0.37% | 29.32 MJ/kg |
| Charcoal | 87.60% | 5.02% | 6.88% | 1.83% | 30.15 MJ/kg |
| Groups | Iron Ore | Limestone | Lime | Dolomite | Coke | Charcoal | Percentage of Charcoal |
|---|---|---|---|---|---|---|---|
| 1 | 83.20 | 3.43 | 4.07 | 4.71 | 4.50 | 0.00 | 0 |
| 2 | 3.60 | 0.90 | 20 | ||||
| 3 | 2.70 | 1.80 | 40 | ||||
| 4 | 1.80 | 2.70 | 60 |
| NO. | TFe | FeO | CaO | SiO2 | MgO | Al2O3 |
|---|---|---|---|---|---|---|
| 1 | 55.13 | 9.75 | 9.79 | 5.45 | 1.62 | 1.83 |
| 2 | 55.69 | 9.48 | 10.08 | 5.32 | 1.65 | 1.85 |
| 3 | 56.03 | 9.21 | 10.17 | 5.25 | 1.71 | 1.90 |
| 4 | 56.22 | 8.35 | 10.32 | 5.15 | 1.70 | 1.92 |
| NO. | Vertical Sintering Rate/mm·min−1 | Drum Strength/% | Yield/% |
|---|---|---|---|
| 1 | 23.15 | 65.12 | 73.16 |
| 2 | 24.62 | 64.52 | 73.20 |
| 3 | 25.35 | 65.88 | 73.15 |
| 4 | 28.23 | 56.26 | 66.82 |
| NO. | Load-Softening Properties | Low-Temperature-Breakdown Properties | RI | |||
|---|---|---|---|---|---|---|
| T10%/℃ | T40%/℃ | ΔT/℃ | RDI−0.5 | RDI+3.15 | ||
| 1 | 1232 | 1333 | 101 | 8.23 | 69.32 | 77.32 |
| 2 | 1230 | 1328 | 98 | 8.18 | 70.25 | 79.76 |
| 3 | 1228 | 1319 | 91 | 8.63 | 68.82 | 82.39 |
| 4 | 1228 | 1297 | 79 | 11.52 | 59.58 | 83.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Kang, Y.; Zhang, Y.; Xing, H.; Xue, G. Effect of Replacing Coke with Biomass Fuel on Sinter Properties and Pollutant Emissions. Metals 2022, 12, 1483. https://doi.org/10.3390/met12091483
Liu C, Kang Y, Zhang Y, Xing H, Xue G. Effect of Replacing Coke with Biomass Fuel on Sinter Properties and Pollutant Emissions. Metals. 2022; 12(9):1483. https://doi.org/10.3390/met12091483
Chicago/Turabian StyleLiu, Chao, Yue Kang, Yuzhu Zhang, Hongwei Xing, and Guijun Xue. 2022. "Effect of Replacing Coke with Biomass Fuel on Sinter Properties and Pollutant Emissions" Metals 12, no. 9: 1483. https://doi.org/10.3390/met12091483