
Effect of Solidification Variables on the Tensile Property of 2.8 wt% C–26 wt% Cr White Iron

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Specimen Preparation
2.2. Microstructural Observation and Mechanical Tests
3. Results and Discussions
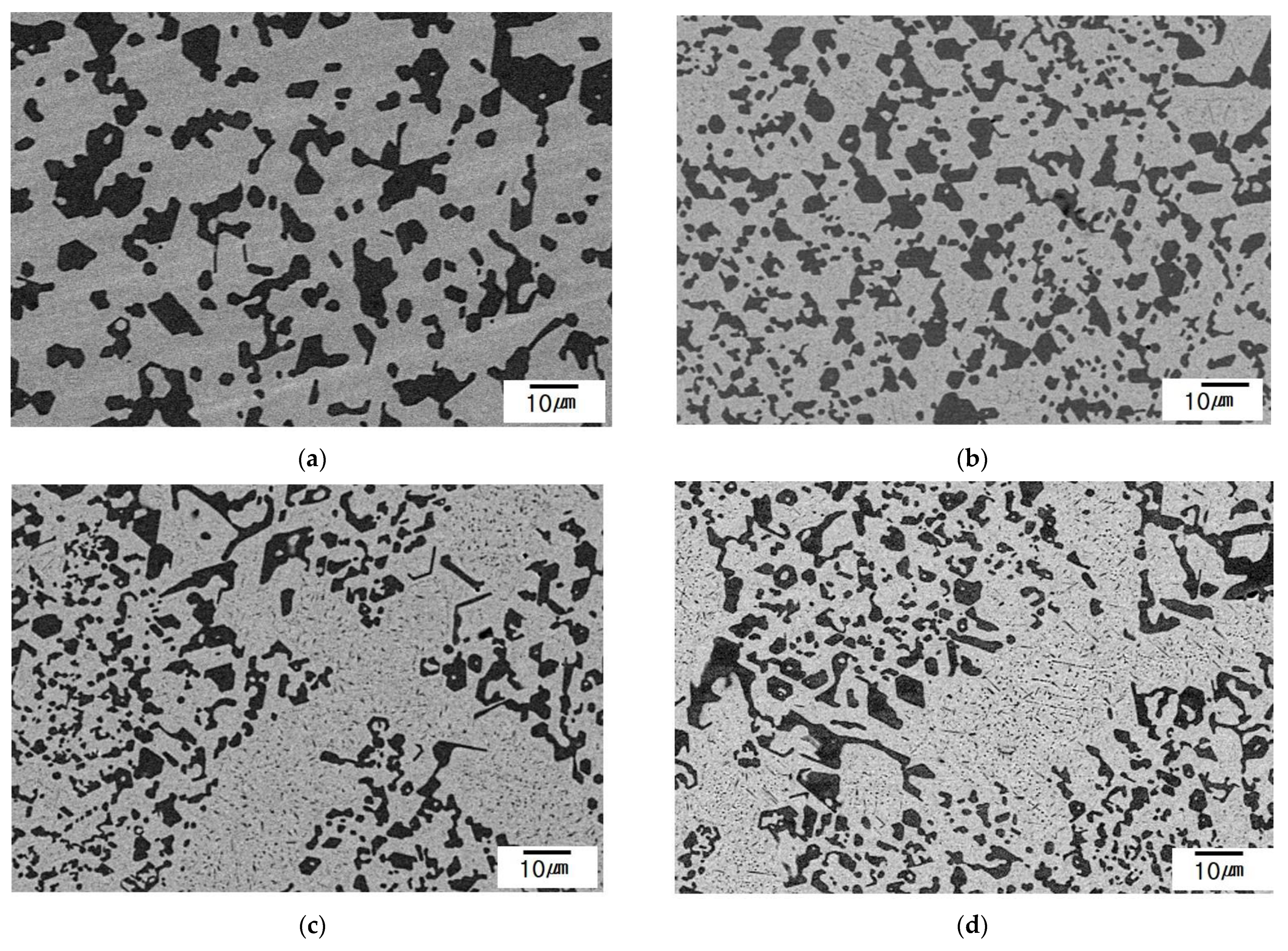
3.1. As-Cast Microstructure
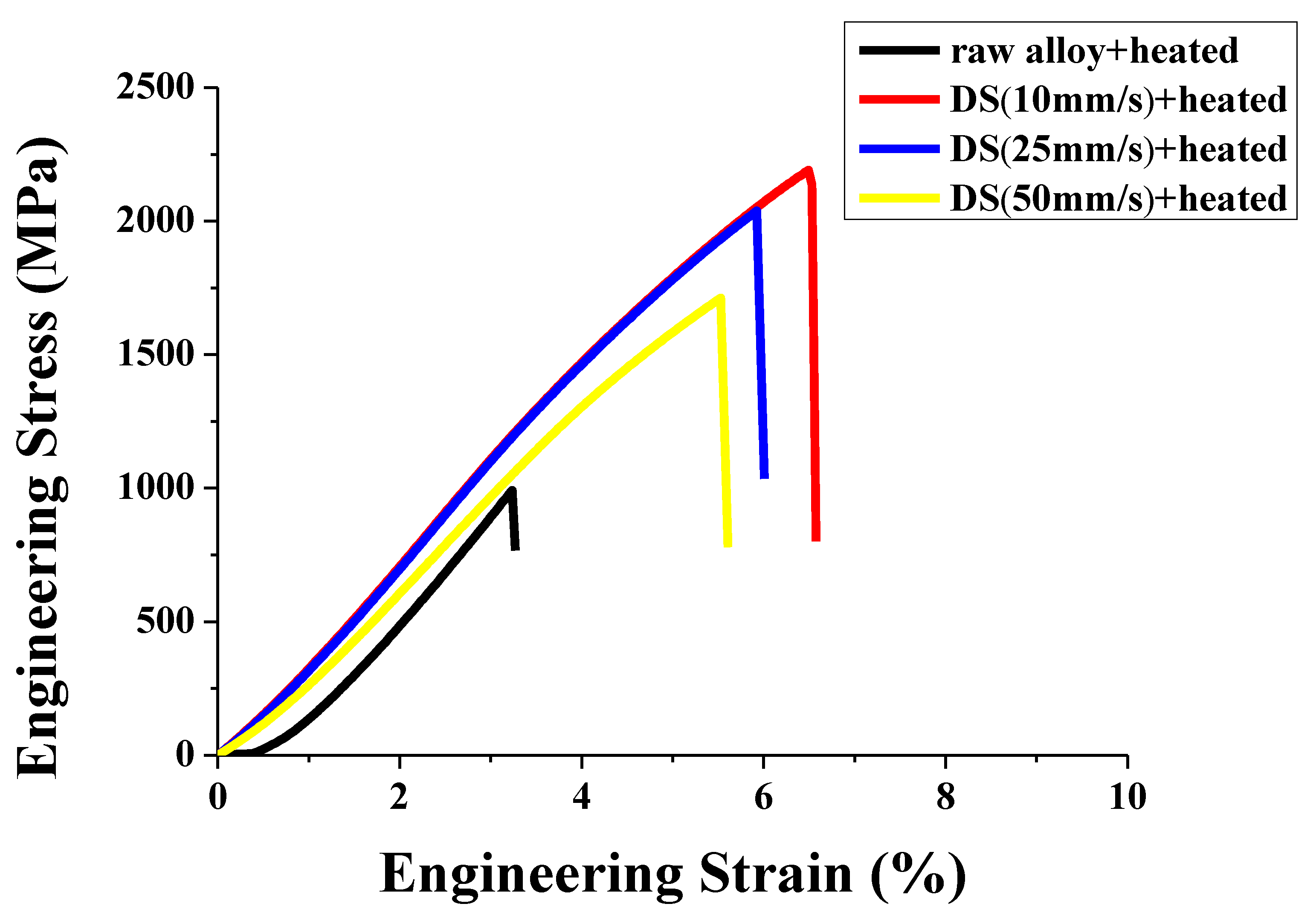
3.2. Tensile Properties
- (1)
- if σmVm > σfVf: matrix carries most of the stress, thus fibre failure does not influence neighbouring fibres;
- (2)
- if σmVm < σfVf: when fibre breaks, the crack rapidly propagates through the matrix to fracture neighbouring fibres;
4. Conclusions
- Primary austenite dendrite (~25 vol%) existed in the mother alloy; however, it did not develop primary austenite dendrite with slow solidification at and lower 10 µm/s. However, primary austenite dendrite increased with increasing solidification rate at and higher 25 µm/s.
- In situ composite structure of M7C3/austenite eutectic formed with slow solidification at and lower 10 µm/s. The fraction of in situ composites decreased with increasing solidification rate. The orientation and shape of the M7C3/austenite eutectic phase among secondary dendrite became irregular in the solidified regions.
- In situ composite structure has higher tensile strength than partial in situ composite or equiaxed material. Crack initiation in the fibre occurred because the fibre could not accommodate the deformation of the matrix under tensile stress.
- Tensile fracture was caused by both crack initiations in the M7C3 fibre or randomly oriented particles and crack propagation to the matrix.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. Metallurgy and Properties of High-Alloy White Irons. In ASM Specialty Handbook Cast Irons, 1st ed.; ASM International: Novelty, Oh, USA, 1996; pp. 111–122. [Google Scholar]
- Oh, J.S.; Song, Y.G.; Choi, B.G.; Bhamonsut, C.; Nakkuntod, R.; Jo, C.Y.; Lee, J.H. Effect of dendrite fraction on the M23C6 precipitation behavior and the mechanical properties of high Cr white irons. Metals 2021, 11, 1576. [Google Scholar] [CrossRef]
- Song, Y.G.; Oh, J.S.; Choi, B.G.; Jo, C.Y.; Lee, J.H. Effects of primarily solidified dendrite and thermal treatments on the M23C6 precipitation behavior of high Cr white iron. Metals 2021, 11, 1690. [Google Scholar] [CrossRef]
- Pearce, J.T.H. High chromium cast irons to resist abrasive wear. Foundryman 2002, 95, 156. [Google Scholar]
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationship in high chromium white iron alloys. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- McLean, M. Directionally solidified materials for high temperature service. Met. Soc. 1983, 19, 207–256. [Google Scholar]
- Yardley, V.A.; Payton, E.J. Austenite-martensite/bainite orientation relationship: Characterization parameters and their application. Mater. Sci. Technol. 2012, 30, 1125–1130. [Google Scholar] [CrossRef]
- Ma, S.; Xing, J.; He, Y.; Li, Y.; Huang, Z.; Liu, G.; Geng, Q. Microstructure and crystallography of M7C3 carbide in chrome cast iron. Mater. Chem. Phys. 2015, 161, 65–73. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | Si | Mn | Ni | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|
| ASTM A532 Class III Type A | 2.0~3.3 | 1.5 max | 2.0 max | 2.5 max | 23.0~30.0 | 3.0 max | bal. |
| Specimen | 2.81 | 0.6 | 0.64 | 0.16 | 26.0 | - | bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, D.-W.; Shin, J.-H.; Kim, I.-S.; Jung, I.-Y.; Jo, C.-Y.; Lee, J.-H. Effect of Solidification Variables on the Tensile Property of 2.8 wt% C–26 wt% Cr White Iron. Metals 2022, 12, 1416. https://doi.org/10.3390/met12091416
Jang D-W, Shin J-H, Kim I-S, Jung I-Y, Jo C-Y, Lee J-H. Effect of Solidification Variables on the Tensile Property of 2.8 wt% C–26 wt% Cr White Iron. Metals. 2022; 12(9):1416. https://doi.org/10.3390/met12091416
Chicago/Turabian StyleJang, Deuk-Won, Jong-Ho Shin, In-Soo Kim, In-Yong Jung, Chang-Yong Jo, and Je-Hyun Lee. 2022. "Effect of Solidification Variables on the Tensile Property of 2.8 wt% C–26 wt% Cr White Iron" Metals 12, no. 9: 1416. https://doi.org/10.3390/met12091416