
Dynamic Prediction Model of Silicon Content in Molten Iron Based on Comprehensive Characterization of Furnace Temperature

Abstract
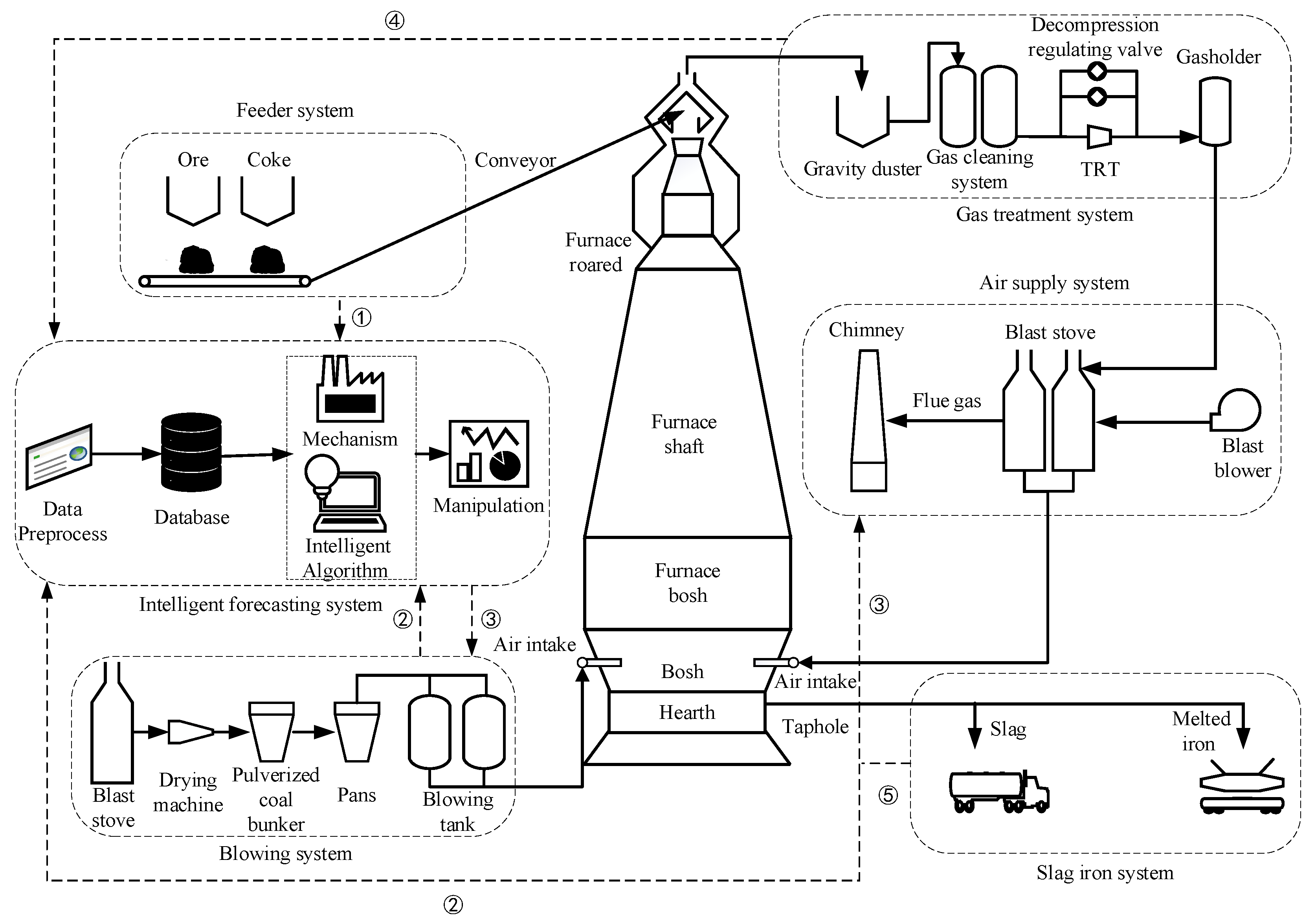
:1. Introduction
2. Mechanistic Research
2.1. Relevant Response Studies
2.1.1. Silicon Content of Iron
2.1.2. Theoretical Combustion Temperature
2.1.3. Breathability Index
2.1.4. The Reduction Behavior of H2
2.2. Classification of the Furnace Parameters
2.3. Coupling of Furnace Temperature Parameters
2.4. Parameter Regulation
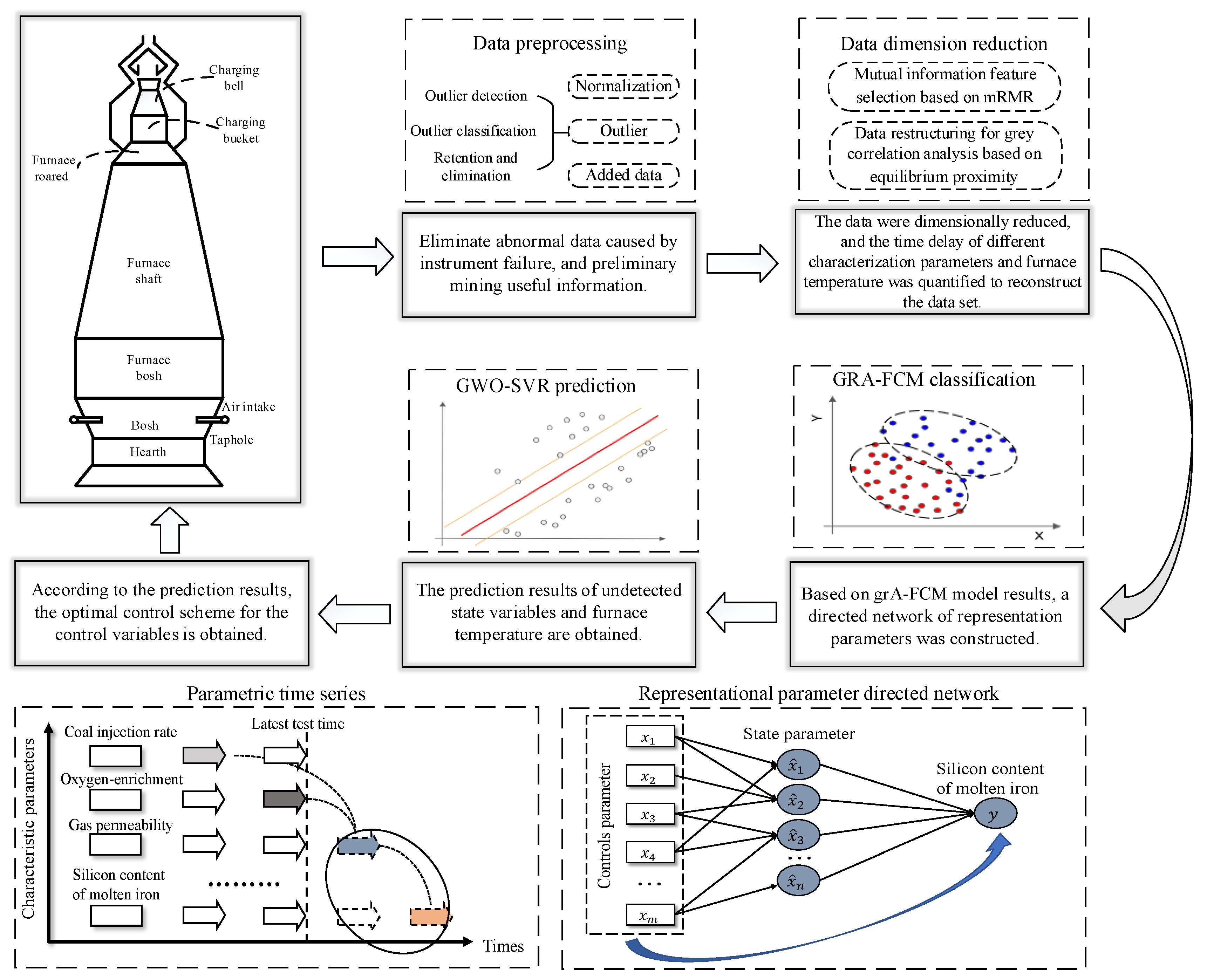
3. Model Building
3.1. Data Pre-Processing
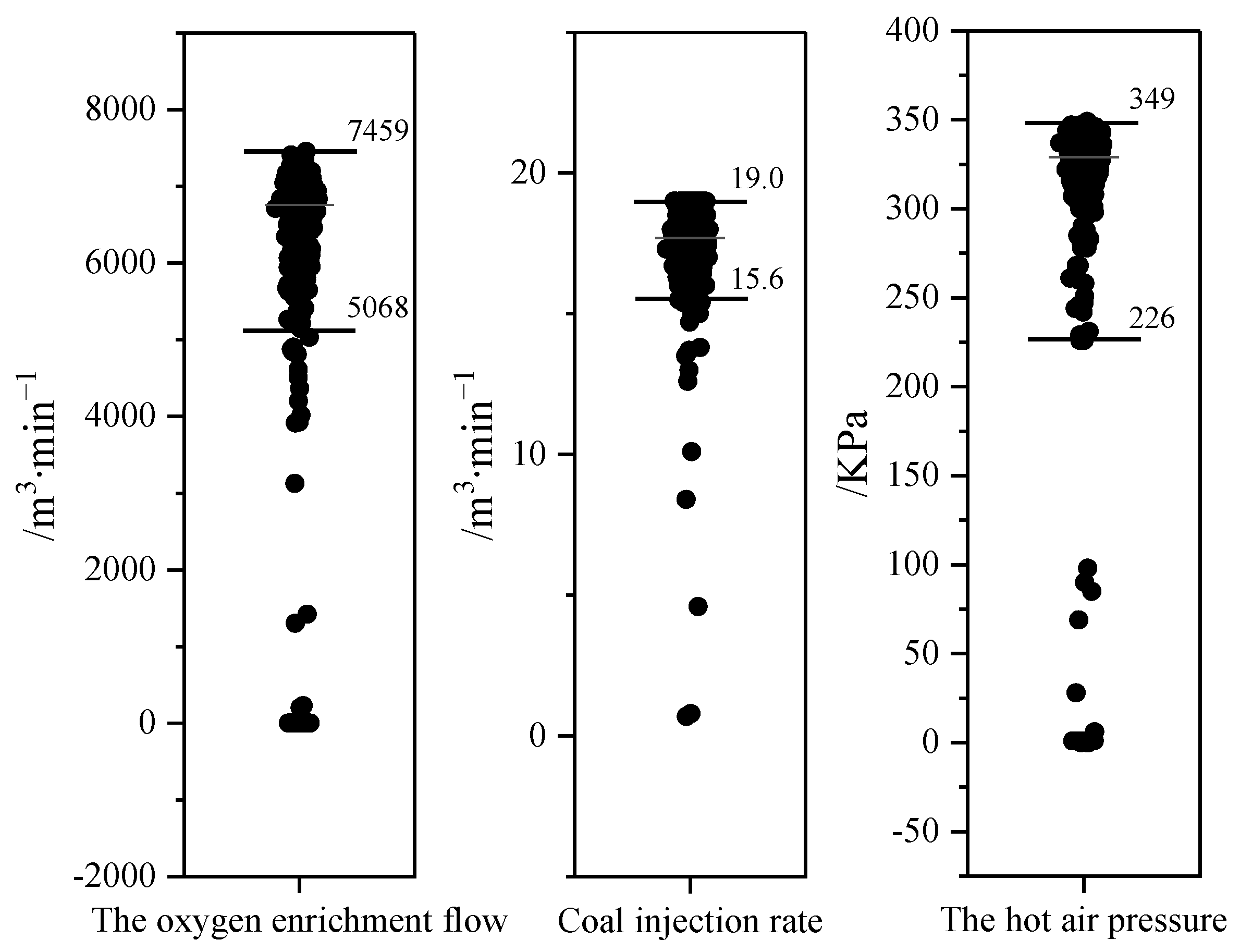
3.1.1. Data Deletion
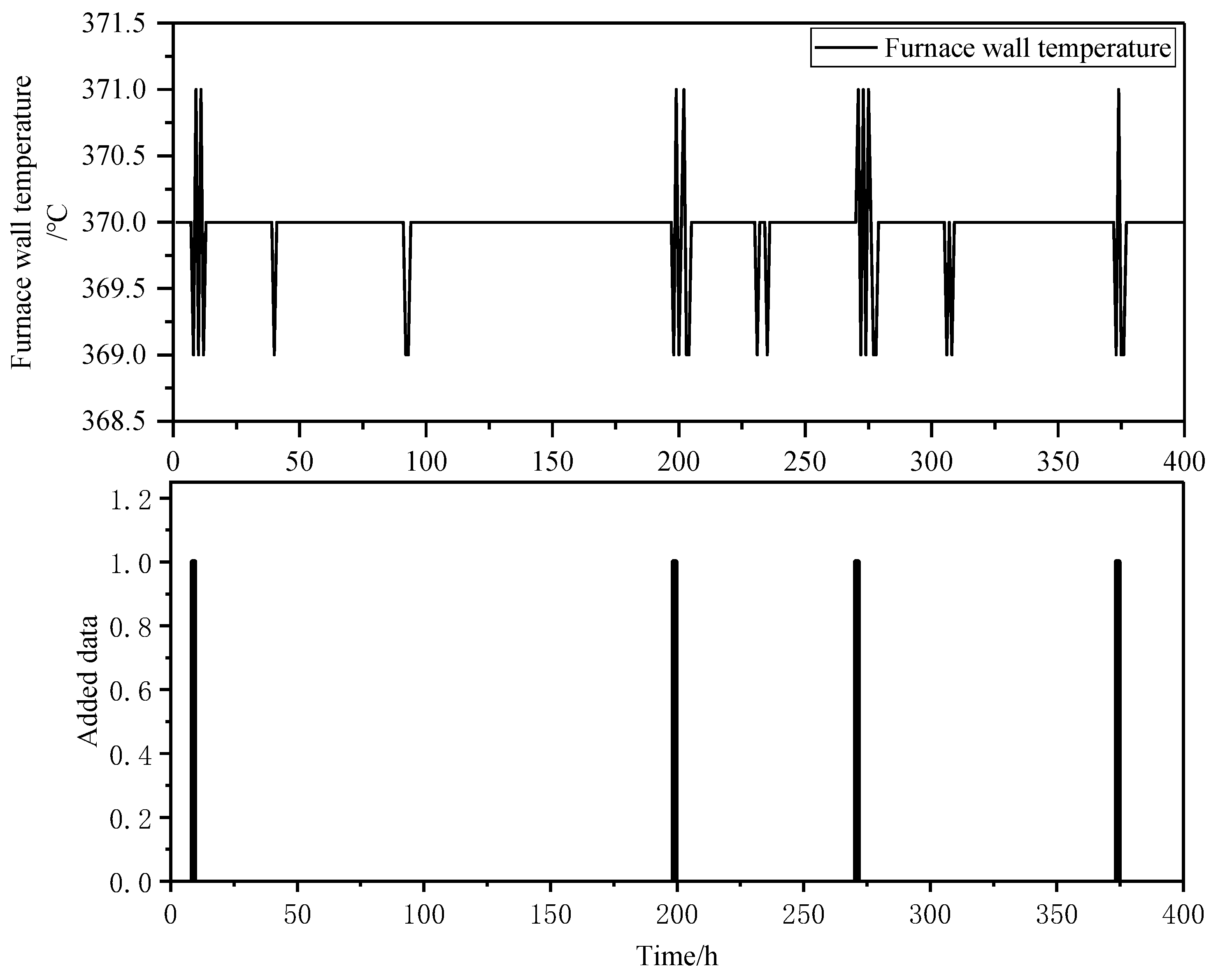
3.1.2. Data Addition
3.2. Data Reduction and Restructuring
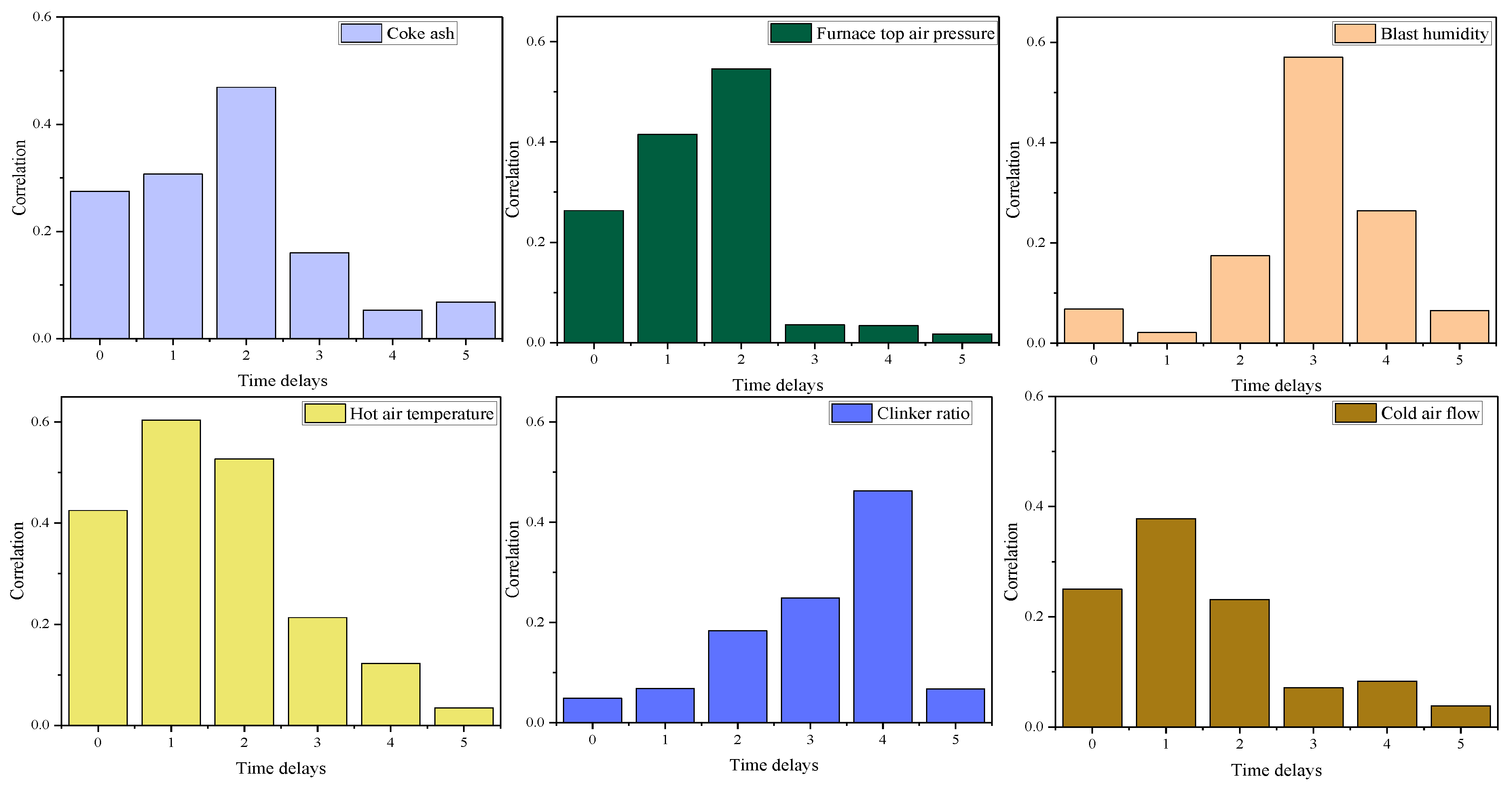
3.2.1. Mutual Information Feature Selection Based on Maximum Correlation-Minimum Redundancy
3.2.2. Data Restructuring for Grey Correlation Analysis Based on Equilibrium Proximity
3.3. Representation Parameter Network Construction
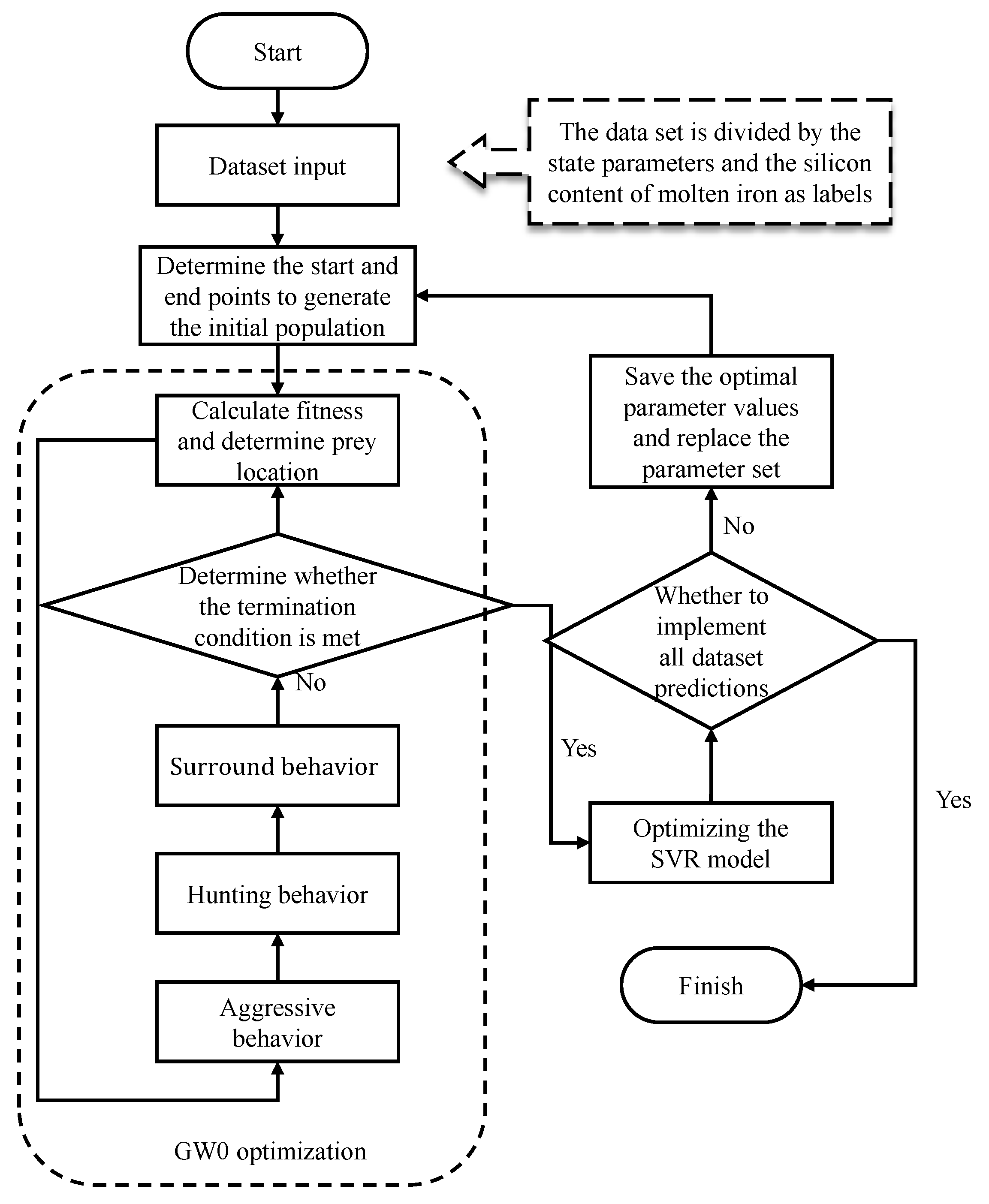
3.4. Dynamic Furnace Temperature Prediction
3.5. Real-Time Regulation of Control Parameters
4. Analysis of Results
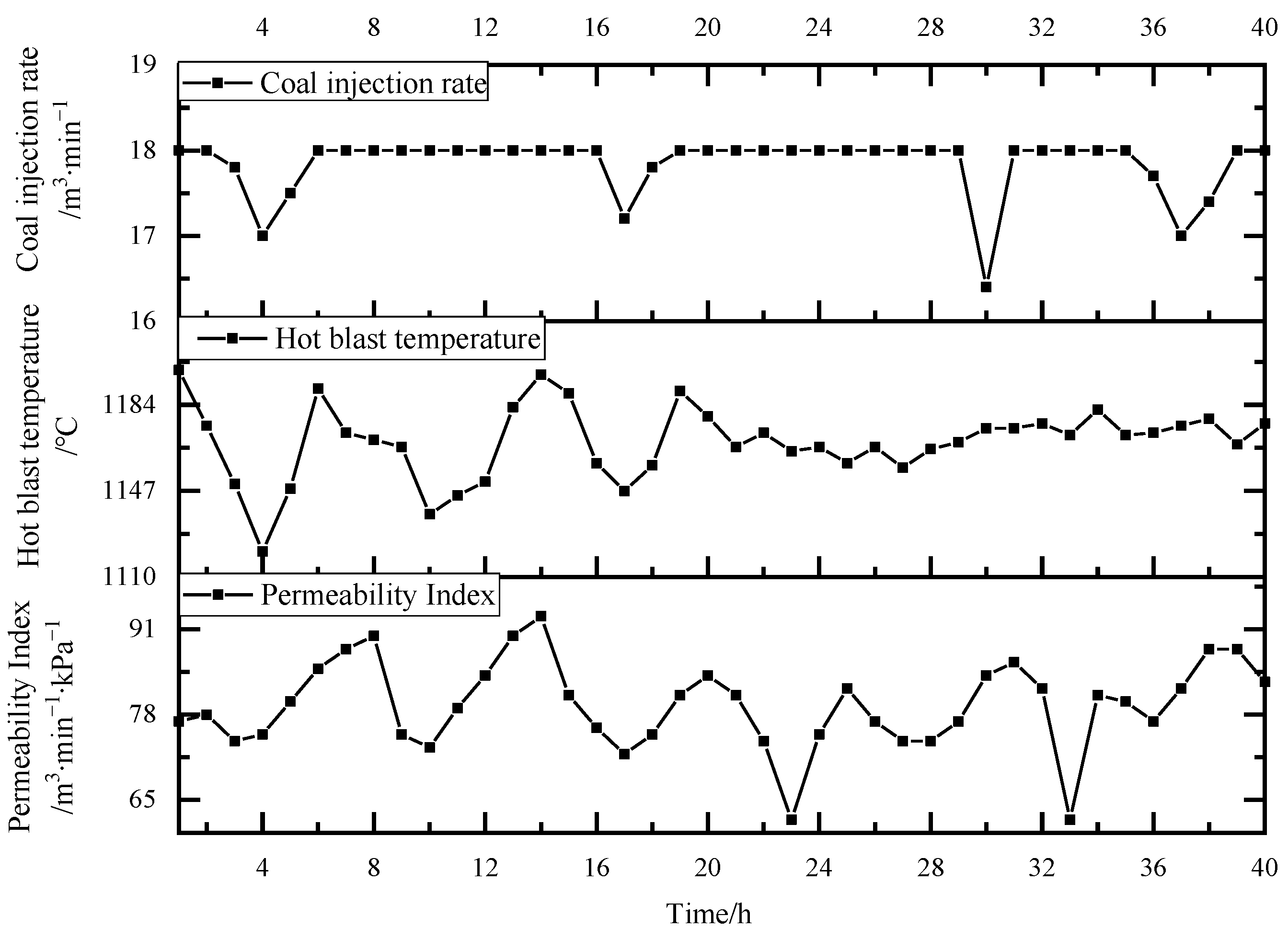
4.1. Data Processing
4.2. Parameter Set Division
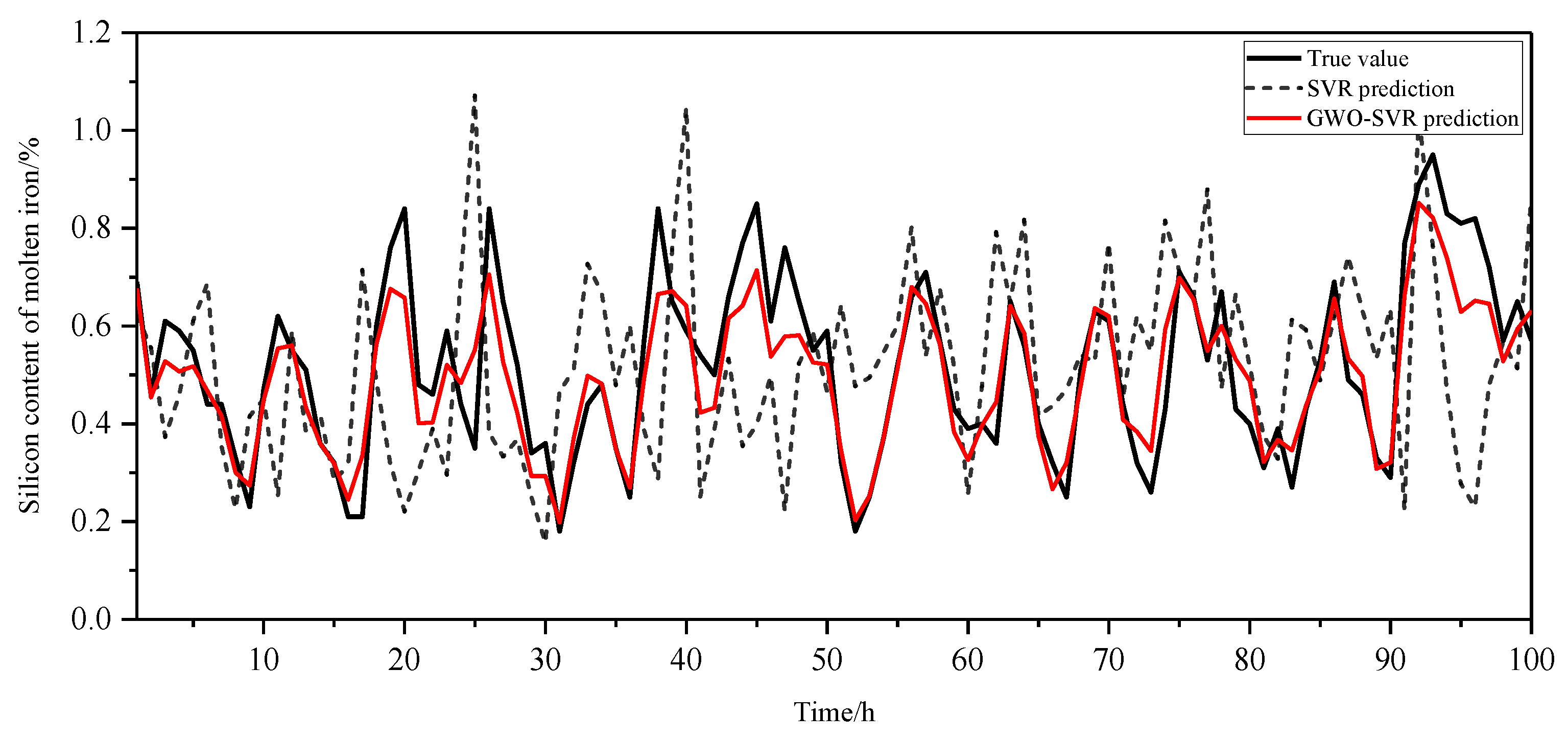
4.3. Dynamic Prediction of Silicon Content in Iron
4.4. Real-Time Regulation of Control Parameters
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dai, Y.; Li, J.; Shi, C.; Yan, W. Dephosphorization of high silicon hot metal based on double slag converter steelmaking technology. Ironmak. Steelmak. 2021, 48, 447–456. [Google Scholar] [CrossRef]
- Liu, J.Y.; Zhang, W. Blast furnace temperature prediction based on RBF neural network and genetic algorithm. Electron. Meas. Technol. 2018, 41, 42–45. [Google Scholar]
- Zhu, X.Z.; Zhang, H.W.; Yang, C.J. MWPCA blast furnace anomaly monitoring algorithm based on Gaussian mixture model. CIESC J. 2021, 72, 1539–1548. [Google Scholar]
- Li, J.; Wei, X.; Hua, C.; Yang, Y.; Zhang, L. Double-hyperplane fuzzy classifier design for tendency prediction of silicon content in molten iron. Fuzzy Sets Syst. 2022, 426, 163–175. [Google Scholar] [CrossRef]
- Song, J.H.; Yang, C.J.; Zhou, Z. Application of improved EMD-EIman neural network to predict silicon content in hot metal. CIESC J. 2016, 67, 729–735. [Google Scholar]
- Chen, W.; Kong, F.; Wang, B.; Li, Y. Application of grey relational analysis and extreme learning machine method for predicting silicon content of molten iron in blast furnace. Ironmak. Steelmak. 2019, 46, 974–979. [Google Scholar] [CrossRef]
- Su, X.; Sun, S.; Zhang, S.; Yin, Y.; Xiao, W. Improved multi-layer online sequential extreme learning machine and its application for hot metal silicon content. J. Frankl. Inst. 2020, 357, 12588–12608. [Google Scholar] [CrossRef]
- Chen, J.H.; Zhou, P. Operational Optimization Control of Molten lron Quality in Blast Furnace lronmaking Process. Control. Eng. China 2020, 27, 1136–1141. [Google Scholar]
- Jiang, Z.H.; Xu, C.; Gui, W.H.; Jiang, K. Prediction Method of Hot Metal Silicon Content in Blast Furnace Based on Optimal Smelting Condition Migration. Acta Autom. Sin. 2022, 48, 194–206. [Google Scholar]
- Yin, L.Z.; Guan, Y.Y.; Jiang, Z.H.; Xu, X.M. Optimal method of selecting silicon content data in blast furnace hot metal based on k-meanS++. CIESC J. 2020, 71, 3661–3670. [Google Scholar]
- Sun, J.; Cui, T.T.; Liu, X.Y.; Xu, B. Prediction of Silicon Content in Blast Furnace Hot Metal by PSO-GA Optimized ELM. Mach. Des. Manuf. 2022, 03, 228–232. [Google Scholar]
- Cui, B.; Chen, W.; Wang, B.X.; Wu, P.F.; Chen, Y. Prediction of silicon content in hot metal of blast furnace based on grey correlation analysis and extreme learning machine. Metall. Ind. Autom. 2022, 46, 54–62. [Google Scholar]
- Zhang, X.S.; Xu, X.Y.; Pan, F. Application of ET-BAS algorithm in furnace temperature predictive control. Transducer Microsyst. Technol. 2021, 40, 157–160. [Google Scholar]
- Zhai, N.J.; Zhou, X.F.; Li, S.; Shi, H.B. Prediction method of furnace temperature based on transfer learning and knowledge distillation. Comput. Integr. Manuf. Syst. 2022, 28, 1860–1869. [Google Scholar]
- Huang, C.L.; Tang, Y.L.; Zhang, X.F.; Chu, Y.Z. Prediction and Simulation of Silicon Content in Blast Furnace for PCA and PSO-ELM. Comput. Simul. 2020, 37, 398–402. [Google Scholar]
- Cui, T.T. Research on Prediction Model of Silicon Content in Blast Frnace Hot Metal; North China University of Science and Technology: Qinhuangdao, China, 2020. [Google Scholar]
- Han, Y.; Li, J.; Yang, X.L.; Liu, W.X.; Zhang, Y.Z. Dynamic Prediction Research of Silicon Content in Hot Metal Driven by Big Data in Blast Furnace Smelting Process under Hadoop Cloud Platform. Complexity 2018, 2018, 8079697. [Google Scholar] [CrossRef]
- Wang, X.D.; Hao, L.Y. Analysis of modern ironmaking technology and low-carbon development direction. China Metall. 2021, 31, 1–5. [Google Scholar]
- Zhou, P.; Liu, J.J. Prediction of blast furnace hot metal quality interval based on stacking. Control. Decis. 2021, 36, 335–344. [Google Scholar]
- Yin, L.Z.; Li, L.; Jiang, Z.H. Prediction of silicon content in hot metal using neural network and rough set theory. J. Iron Steel Res. 2019, 31, 689–695. [Google Scholar]
- Li, L.Y. Research on Hydrogen Utilization in Dr Shaft Furnace and Temperature Field; Yanshan University: Qinhuangdao, China, 2016. [Google Scholar]
- Jiang, Z.H.; Dong, M.L.; Gui, W.H.; Yang, C.H.; Xie, Y.F. Two-dimensional Prediction for Silicon Content of Hot Metal of Blast Furnace Based on Bootstrap. Acta Autom. Sin. 2016, 42, 715–723. [Google Scholar]
- Fang, Y.; Zhao, X.; Zhang, P.; Liu, L.; Wang, S.Y. Prediction modeling of silicon content in liquid iron based on multiple kernel extreme learning machineand improved grey wolf optimizer. Control. Theory Appl. 2020, 37, 1644–1654. [Google Scholar]
- Zhou, P.; Liu, J.P.; Liang, M.Y.; Zhang, R.Y. KPLS Robust Reconstruction Error Based Monitoring and Anomaly Identification of Fuel Ratio in Blast Furnace Ironmaking. Acta Autom. Sin. 2021, 47, 1661–1671. [Google Scholar]
- Zhao, N.; Wang, Y.Y.; Yang, F.; Yang, W.X. Application of principal component analysis and least squares support vector machine model inprediction of sulfur and silicon content in molten iron. Metall. Anal. 2020, 40, 1–6. [Google Scholar]
- Liu, X.; Zhang, W.J.; Shi, Q.; Zhou, L. Operation Parameters Optimization of Blast Furnaces Based on Data Mining and Cleaning. J. Northeast. Univ. (Nat. Sci.) 2020, 41, 1153–1160. [Google Scholar]
- Liu, S.; Liu, F.L.; Liu, E.H.; Lv, Q.; Shi, Q. Optimization of blast furnace parameters based on big data technology and process experience. Iron Steel 2019, 54, 16–26. [Google Scholar]
- Li, Z.N.; Chu, M.S.; Liu, Z.G.; Ruan, G.J.; Li, B.F. Effect of the large blast furnace charging parameters on gas flow. J. Mater. Metall. 2019, 18, 7–13. [Google Scholar]
- Liu, J.J.; Zhou, P.; Wen, L. Root mean square error probability weighted integrated learning based modeling for molten ironquality in blast furnace ironmaking. Control. Theory Appl. 2020, 37, 987–998. [Google Scholar]
- Wen, B.; Wu, S.; Zhou, H.; Gu, K. A BP neural network based mathematical model for predicting Si content in hot metal from COREXprocess. J. Iron Steel Res. 2018, 30, 776–781. [Google Scholar]
- Zhuang, T.; Yang, C.J. Silicon content forecasting method for hot metal based on Elman-Adaboost strong predictor. Metall. Ind. Autom. 2017, 41, 1–6. [Google Scholar]
- Yang, K. Modeling Silicon Content Inmolten Iron of Blast Furnace Based on Neural Network; Yanshan University: Qinhuangdao, China, 2016. [Google Scholar]
- Diniz, A.P.M.; Côco, K.F.; Gomes, F.S.V.; Salles, J.L.F. Forecasting Model of Silicon Content in Molten Iron Using Wavelet Decomposition and Artificial Neural Networks. Metals 2021, 11, 1001. [Google Scholar] [CrossRef]
- Roe, D.R.; Brooks, B.R. Improving the speed of volumetric density map generation via cubic spline interpolation. J. Mol. Graph. Model. 2021, 104, 107832. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Y.; Zhou, P.; Yu, G. Multivariate Molten Iron Quality Modeling Based on Improved Incremental Random Vector Functional-link Networks. IFAC Pap. 2018, 51, 290–294. [Google Scholar] [CrossRef]
- Guan, X. Prediction of hot metal silicon content in blast furnace based on extreme learning machine andflower pollinate algorithm. Electron. Meas. Technol. 2020, 43, 77–80. [Google Scholar]
- Xu, D.; Lu, Y.X.; Xiao, Y.; Zhao, Y.; Cai, X.W.; Ding, L. Identification of abnormal line loss for a distribution power network based on an isolation forest algorithm. Power Syst. Prot. Control. 2021, 49, 12–18. [Google Scholar]
- Zhao, Y.N.; Ye, L. A Numerical Weather Prediction Feature Selection Approach Based on Minimal-redundancy-maximal-relevance Strategy for Short-term Regional Wind Power Prediction. Proc. CSEE 2015, 35, 5985–5994. [Google Scholar]
- Chen, M.J.; Zhang, W.D. Point-of-interest recommendation algorithm based on grey relational analysis and temporalspatial preference feature. Syst. Eng. Electron. 2022, 44, 1934–1941. [Google Scholar]
- Pan, Y.H.; Zhou, P.; Yan, Y.; Agrawal, A.; Wang, Y.H. New insights into the methods for predicting ground surface roughness in the age of digitalisation. Precis. Eng. 2021, 67, 393–418. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | FeO | MgO | CaO | SiO2 | TFe |
|---|---|---|---|---|---|
| Sinter | 9.65 | 4.21 | 5.78 | 4.96 | 56.23 |
| pellets | 2.33 | 1.35 | 2.45 | 9.65 | 57.26 |
| Ingredient | MgO | CaO | SiO2 | AL2O3 |
|---|---|---|---|---|
| coke | 0.41 | 5.36 | 29.15 | 39.62 |
| Parameters | Furnace Belly Gas Volume | Breathability Index | Furnace Top Pressure | Theoretical Combustion Temperature | Oxygen Enrichment Rate |
|---|---|---|---|---|---|
| Coal injection volume | 0.6432 | 0.3687 | 0.2659 | 0.4215 | 0.4184 |
| Hot blast temperature | 0.5370 | 0.2875 | 0.1040 | 0.6321 | 0.2521 |
| Oxygen-enriched flow | 0.4248 | 0.4769 | 0.2350 | 0.2742 | 0.5387 |
| Clinker ratio | 0.1753 | 0.1855 | 0.1258 | 0.0952 | 0.0561 |
| Coke sulphur content | 0.0470 | 0.1332 | 0.1270 | 0.2064 | 0.2107 |
| Coke ash | 0.4985 | 0.2623 | 0.0421 | 0.3168 | 0.3270 |
| Nitrogen flow | 0.2158 | 0.2954 | 0.2693 | 0.1683 | 0.1646 |
| Cold air flow | 0.3965 | 0.4637 | 0.3216 | 0.0264 | 0.1196 |
| Hot air flow | 0.4125 | 0.5367 | 0.4270 | 0.4321 | 0.2942 |
| Blast humidity | 0.4727 | 0.2689 | 0.1695 | 0.5637 | 0.1855 |
| Blast temperature | 0.3352 | 0.2262 | 0.2064 | 0.6341 | 0.2320 |
| Coke load | 0.3277 | 0.1373 | 0.1242 | 0.4074 | 0.3211 |
| RMSE | MAE | MAPE | |
|---|---|---|---|
| SVR model | 0.1859 | 0.1473 | 0.2636 |
| GWO-SVR model | 0.0994 | 0.0747 | 0.1252 |
| Control Parameters | Parameter Variations | Molten Iron [Si] | Control Parameters | Parameter Variations | Molten Iron [Si] |
|---|---|---|---|---|---|
| Coal injection volume | Nitrogen flow | ||||
| Hot blast temperature | 50 °C | Cold air flow | |||
| Oxygen-enriched flow | Hot air flow | ||||
| Clinker ratio | Blast humidity | ||||
| Coke sulphur content | Blast temperature | 50 °C | |||
| Coke ash | Coke load |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Z.; Yang, A.; Wang, L.; Han, Y. Dynamic Prediction Model of Silicon Content in Molten Iron Based on Comprehensive Characterization of Furnace Temperature. Metals 2022, 12, 1403. https://doi.org/10.3390/met12091403
Cui Z, Yang A, Wang L, Han Y. Dynamic Prediction Model of Silicon Content in Molten Iron Based on Comprehensive Characterization of Furnace Temperature. Metals. 2022; 12(9):1403. https://doi.org/10.3390/met12091403
Chicago/Turabian StyleCui, Zeqian, Aimin Yang, Lijing Wang, and Yang Han. 2022. "Dynamic Prediction Model of Silicon Content in Molten Iron Based on Comprehensive Characterization of Furnace Temperature" Metals 12, no. 9: 1403. https://doi.org/10.3390/met12091403