1. Introduction
In the 1970s, due to the few types of iron ore used in sintering, a simple theoretical method was generally used to realize sintering batching in iron and steel production. Since the 1980s, researchers have applied the linear programming method to sintering batching. At first, the optimization object was limited to the chemical composition of sinter. With the deepening of research content, the physical and metallurgical properties of sintering have also become the optimization objectives of the model.
The linear programming method requires that the objective function and constraints of the problem to be solved are linear. Although there are many successful examples of applying the linear programming method, the linear programming method still has some shortcomings: with the increase in the number of constraints and the increase of the optimization model, there will be no solution. At this time, it is necessary to repeatedly adjust the constraints or even delete the constraints to obtain the solution, which leads to a reduction in the ease of use of the method.
Based on the above analysis, it can be seen that the traditional batching method heavily depends on the operator’s experience and there are many problems faced in multi-objective methods, multimineral types, nonlinear optimization, and so on. Therefore, with the development of artificial intelligence technology, foreign countries began to apply artificial intelligence to the field of batching in the 1980s [
1] and conducted in-depth research on this basis. In recent years, the application of the artificial intelligence algorithm in sintering automatic batching optimization has achieved remarkable results. The algorithms applied to batching include the genetic algorithm, the particle swarm optimization algorithm, the ant colony algorithm, and a mixture of some algorithms (also known as a hybrid algorithm) [
2,
3,
4,
5,
6].
Using the computer to realize automatic batching has the advantages of making the process fast, stable, and labor saving. Therefore, automatic batching is also widely used in the chemical industry, the agricultural food industry, and other fields. Wang et al. [
7] designed and developed a set of automatic real-time batching systems for raw coal and coal gangue to realize the automatic, accurate, and stable proportioning of coal gangue in coal chemical enterprises and applied it to actual production. The results show that the automatic real-time batching system can effectively solve the problem of control accuracy of dynamic metering. It can effectively improve the batching quality, reduce the labor intensity of workers, and improve the production efficiency. To stabilize the quality of cement production and increase the economic benefits of enterprise production, Li [
8] tested the application of the cement raw meal batching system for automatic raw meal batching. A long-term application test shows that the cement raw material batching system has a good effect on the control of raw material batching in a cement plant. It can ensure the qualified rate of raw materials and reduce production costs, which has been highly recognized by enterprises. Li et al. [
9], combined with the guide to the construction of core competitiveness of feed enterprises, deeply analyzed the automatic batching system applied to feed enterprises. Three key settings that need special attention in the automatic batching system are summarized, the formula operating system, system configuration, and batching control. It is concluded that the reliability and safety of the feed processing and production can be greatly improved by using computer automatic batching. Liu et al. [
10] designed an automatic batching system with a high degree of automation in view of the shortcomings of manual batching and tested its accuracy, efficiency, and reliability. It is concluded that the automatic batching system has higher efficiency, lower error, and more stable batching than manual batching. The application of automatic batching system can also improve the working environment, reduce costs, and improve benefits for enterprises.
For the research of automatic batching in the sintering process, many researchers optimize the automatic batching system by upgrading hardware and improving the algorithm. To optimize sintering batching to make it better and faster on site, Li et al. [
11] studied the sintering characteristics of four kinds of iron concentrate powders at room temperature and high temperatures, including the balling index, the assimilation temperature, liquid phase fluidity, bonding phase strength, and the calcium ferrite generation capacity, and conducted a sintering batching test on these characteristics to obtain the optimal sintering batching according to the high and low matching of various properties of iron concentrate powder. It can not only effectively reduce the sintering batching cost and process energy consumption but also significantly improve the air permeability in the sintering process and improve the calcium ferrite formation capacity and strength of the sinter. It provides a reference for further optimizing sintering batching and improving sinter quality. Gan et al. [
12] realized the detection of the chemical composition of the mixture and timely automatic batching by introducing the online composition detection system. To some extent, it alleviates the problem of lag in the adjustment of sinter chemical composition and promotes the optimization of sinter quality. Li et al. [
13] established the corresponding mathematical model by investigating the relationship between iron ore grade, output, and waste emission in the stages of mining, preselection, beneficiation, and smelting pellets; carried out marginal analysis on this basis to obtain the grade link cost relationship model in each stage; and proposed the grade cost marginal cost index considering the waste treatment cost to evaluate the grade index. The integrated optimization method of key grade indexes is put forward. Gu et al. [
14] considered that the influencing factors of beneficiation are not fully considered in the polymetallic sintering batching model, resulting in the lack of refinement. A multi-objective sintering batching optimization mathematical model based on the mining and beneficiation process is established with the optimization objectives of grade deviation, percentage deviation of ore lithology, total output deviation, and mining and transportation cost. Based on the standard genetic algorithm, the mutation process and the comparison selection process of the algorithm are improved and an adaptive genetic algorithm is designed to solve the model. Through research and analysis, the model can ensure the balance of ore grade and ore washability, increase the applicability of the sintering batching optimization model, and bring the sintering batching optimization model more in line with production practice. Feng et al. [
6] proposed a constrained multi-objective particle swarm optimization algorithm based on region division to optimize sintering proportioning in view of the impact of large changes in iron ore price, ore grade fluctuation, complex sintering raw material information, and various sintering proportioning constraints on sintering proportioning cost in the sintering proportioning process of iron and steel production. To coordinate the relationship between global exploration and local search, the adaptive angle division strategy is integrated into the constraint evaluation criteria, the local optimal solution information is extracted combined with the regional distribution, and the dual external save set mechanism is introduced to maintain the population diversity. The effectiveness of the proposed algorithm is verified by the test of the standard function set. When the algorithm is applied to the sintering batching process, it can take into account the cost and the total iron content and effectively reduce the cost of sintering proportioning. It is of great significance to the comprehensive utilization of sintered iron ore resources and quality assurance. To reduce the raw material cost of the blast furnace ironmaking system and realize the collaborative optimization of the whole process from iron ore procurement to blast furnace ironmaking, He et al. [
15] developed a whole system and whole process optimized sintering batching platform for blast furnace ironmaking. Taking iron ore as the starting point, based on the calculation of blast furnace ironmaking process and material balance, the data analysis and calculation model is established by using the algorithms of planning solution, linear regression, multiple nonlinear regression, and neural network and the optimal sintering batching decision is formed through the statistical analysis of the data.
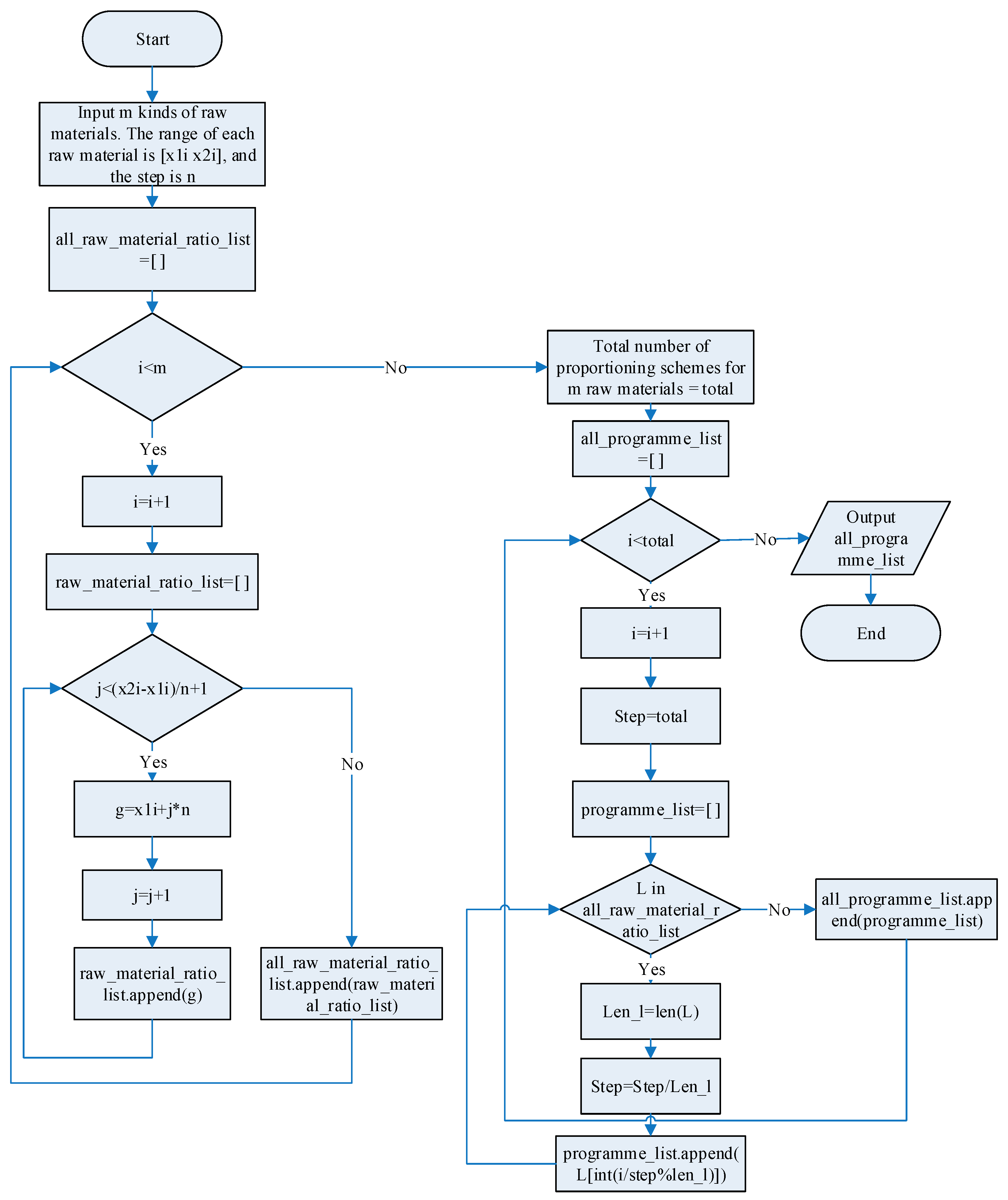
Most of the existing sintering ore blending optimization research is improved on the basis of the linear programming algorithm or through experimental comparison, the introduction of real-time hardware detection, and so on. The disadvantage is that for the nonlinear sintering batching calculation process, the sintering batching results cannot be obtained. Moreover, it cannot provide multiple sintering batching optimization schemes for users to make the comparison and decision and the program has strong initiative. This paper starts with the raw material proportioning mechanism of sintering automatic batching, develops an automatic batching algorithm based on a Cartesian product, and builds a sintering automatic batching model. In view of the nonlinear sintering batching calculation in the sintering batching process of current enterprises, the sintering batching optimization scheme is recommended and the requirements for the comparison of sinter quality under different raw material ratios are met. Compared with other batching algorithms, the Cartesian product batching model can reduce the calculation times of automatic batching to a certain extent and obtain the batching scheme faster.


 ,
, 



{kind=link}
{kind=link}
{kind=link}