
Fabrication and Characterization of Porous Copper with Ultrahigh Porosity


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
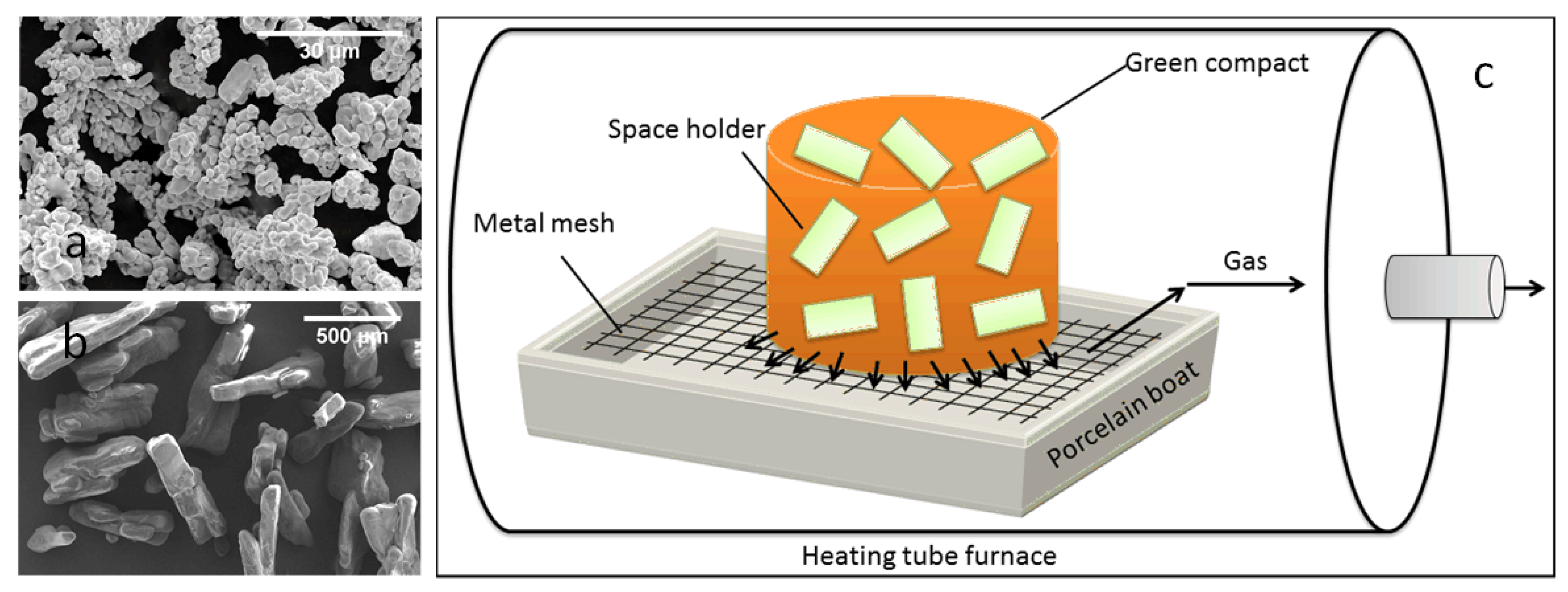
2.2. Methods
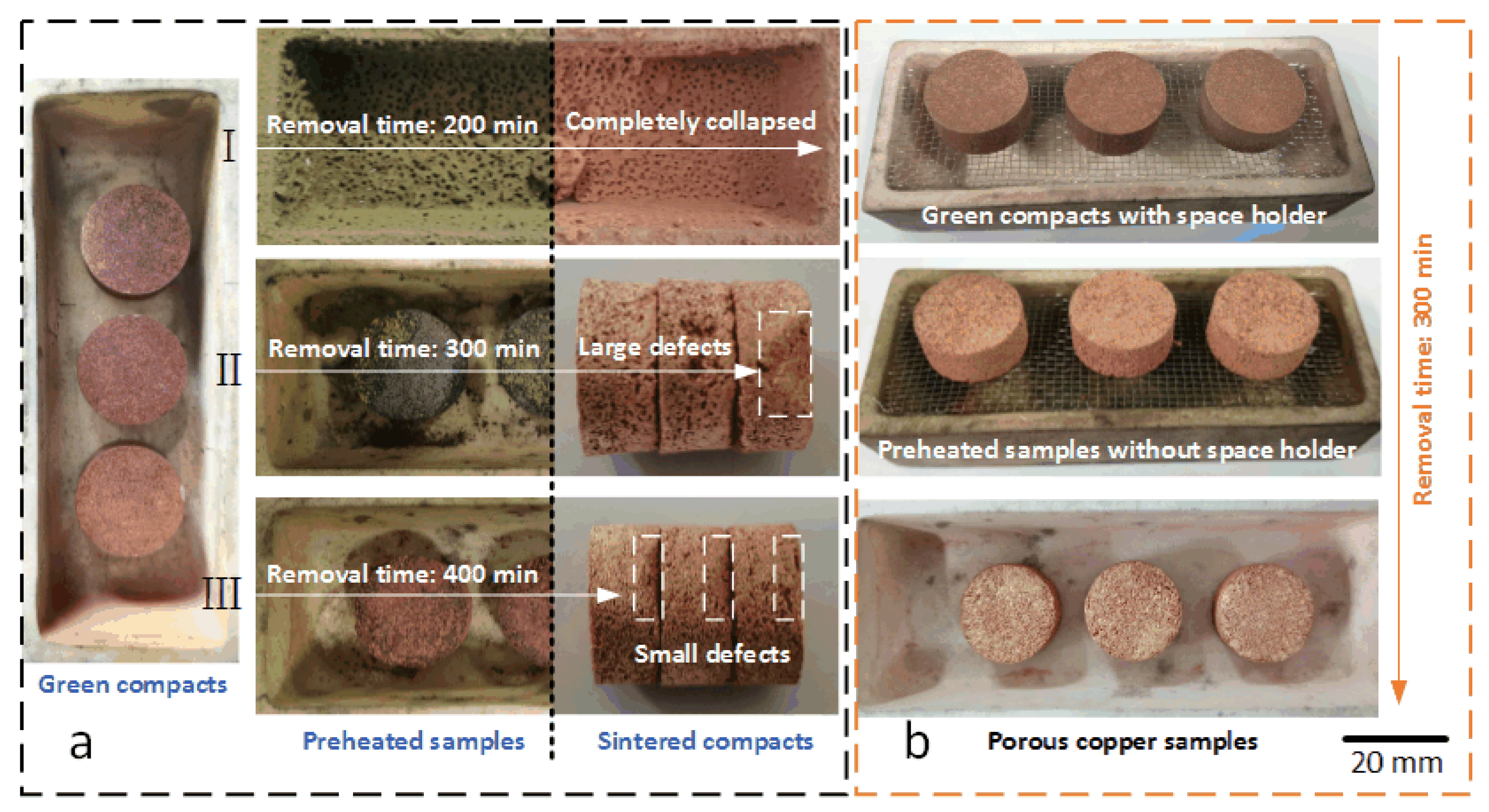
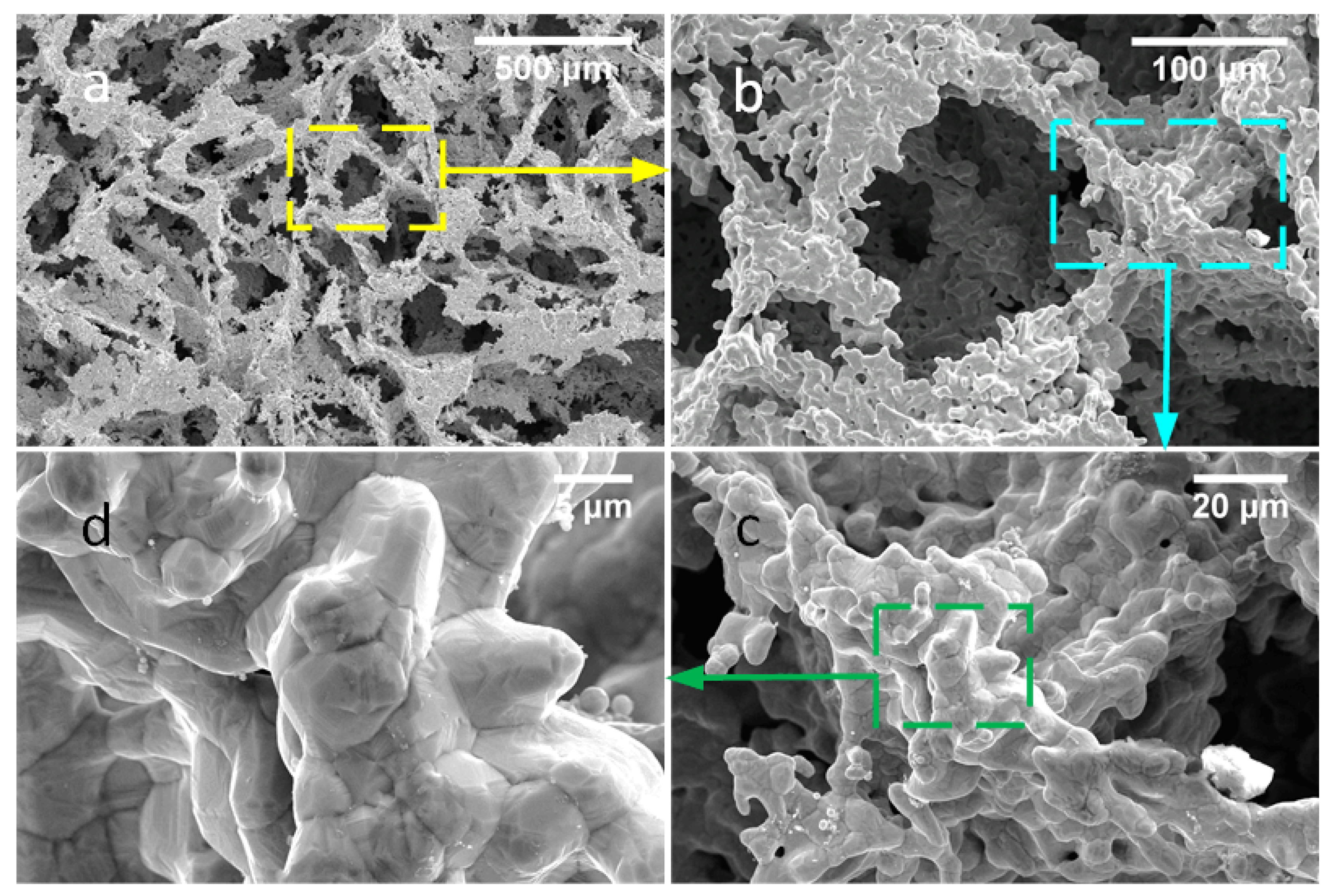
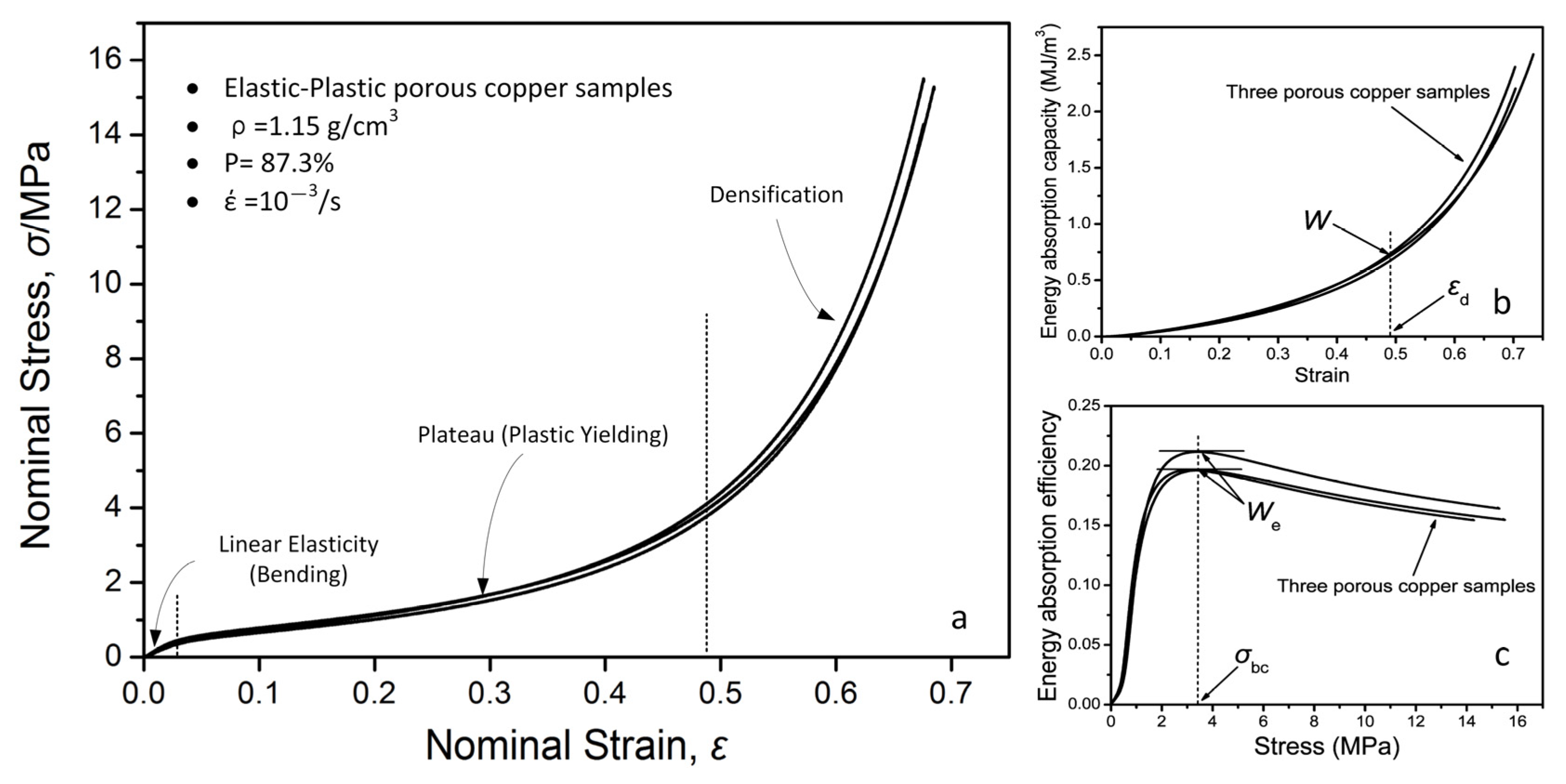
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Z.B.; Wang, J.; Liu, X.J.; Li, R.; Wang, H.; Wu, Y.; Wang, X.Z.; Lu, Z.P. Self-supported NiCoP/nanoporous copper as highly active electrodes for hydrogen evolution reaction. Scr. Mater. 2019, 173, 51–55. [Google Scholar] [CrossRef]
- Xiao, J.; Cui, H.; Qiu, G.B.; Yang, Y.; Lyu, X.W. Investigation on relationship between porosity and spacer content of titanium foams. Mater. Des. 2015, 88, 132–137. [Google Scholar]
- Yang, D.H.; Guo, S.S.; Chen, J.Q.; Lu, J.; Wang, L.; Jiang, J.H.; Ma, A.B. Fabrication of Cu-Mg alloy foam with close pore structure by gas release reaction powder metallurgical approach. J. Alloy. Compd. 2018, 766, 851–858. [Google Scholar] [CrossRef]
- Wang, X.Z.; Meng, Q.X.; Wang, T.Z.; Chu, X.M.; Fan, A.Q.; Wang, H. New Insights into Fabrication of Al-Based Foam with Homogeneous Small Pore-Structure Using MgCO3/Zn Composite Powder as a Foaming Agent. Metals 2022, 12, 786. [Google Scholar] [CrossRef]
- Zhao, Y.Y.; Fung, T.; Zhang, L.P.; Zhang, F.L. Lost carbonate sintering process for manufacturing metal foams. Scr. Mater. 2004, 52, 295–298. [Google Scholar] [CrossRef]
- Wang, Q.Z.; Cui, C.X.; Liu, S.J.; Zhao, L.C. Open-celled porous Cu prepared by replication of NaCl space-holders. Mater. Sci. Eng. A 2010, 527, 1275–1278. [Google Scholar] [CrossRef]
- Stergioudi, F.; Kaprara, E.; Simeonidis, K.; Sagris, D.; Mitrakas, M.; Vourlias, G.; Michailidis, N. Copper foams in water treatment technology: Removal of hexavalent chromium. Mater. Des. 2015, 87, 287–294. [Google Scholar] [CrossRef]
- Zhao, B.; Yu, T.Y.; Ding, W.F.; Li, X.Y.; Su, H.H. BP neural network based flexural strength prediction of open-porous Cu-SnTi composites. Prog. Nat. Sci. Mater. Int. 2018, 28, 315–324. [Google Scholar] [CrossRef]
- Mosalagae, M.; Renteria, C.M.B.; Elbadawi, M.; Shbeh, M.; Goodall, R. Structural characterisation of porous copper sheets fabricated by lost carbonate sintering applied to tape casting. Mater. Charact. 2020, 159, 110009. [Google Scholar] [CrossRef]
- Wang, Q.Z.; Lu, D.M.; Cui, C.X.; Liang, L.M. Compressive behaviors and energy-absorption properties of an open-celled porous Cu fabricated by replication of NaCl space-holders. J. Mater. Process. Technol. 2011, 211, 363–367. [Google Scholar] [CrossRef]
- Zhao, B.; Yu, T.Y.; Ding, W.F.; Zhang, L.C.; Su, H.H.; Chen, Z.Z. Effect of micropores on the microstructure and mechanical properties of porous Cu-Sn-Ti composites. Mater. Sci. Eng. A 2018, 730, 345–354. [Google Scholar] [CrossRef]
- Xie, B.; Zhou, Y.; Guo, K.; Zhong, H.; Zuo, X. Microstructure and Mechanical Properties of Bronze Foams Prepared Using CaCl2 as Space Holder. Rare Met. Mater. Eng. 2018, 47, 279–285. [Google Scholar]
- Agbedor, S.O.; Yang, D.H.; Chen, J.Q.; Wang, L.; Wu, H. Low-Temperature Reactive Sintered Porous Mg-Al-Zn Alloy Foams. Metals 2022, 12, 692. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, Y.N.; Li, Y.; Qiu, G.B.; Liu, J.M. The application of model equation method in preparation of titanium foams. J. Mater. Res. Technol. 2021, 13, 121–127. [Google Scholar]
- Xiao, J.; Qiu, G.B. A novel method to measure the porosity of porous materials. Mater. Sci. Technol. 2020, 36, 127–129. [Google Scholar]
- ISO13314; Mechanical Testing of Metals-Ductility Testing-Compression Test for Porous and Cellular Metals. ISO: Switzerland Geneva, 2011.
- Wang, H.; Li, R.; Wu, Y.; Chu, X.M.; Lu, Z.P. Plasticity improvement in a bulk metallic glass composed of an open-cell Cu foam as the skeleton. Compos. Sci. Technol. 2012, 75, 49–54. [Google Scholar] [CrossRef]
- Movahedi, N.; Linul, E. Radial crushing response of ex-situ foam-filled tubes at elevated temperatures. Compos. Struct. 2021, 277, 634–647. [Google Scholar] [CrossRef]
- Linul, E.; Khezrzadeh, O. Axial crashworthiness performance of foam-based composite structures under extreme temperature conditions. Compos. Struct. 2021, 271, 156–166. [Google Scholar] [CrossRef]
- Orbulov, I.N.; Szlancsik, A.; Kemény, A.; Kincses, D. Compressive mechanical properties of low-cost, aluminium matrix syntactic foams. Compos. Part A 2020, 135, 923–933. [Google Scholar] [CrossRef]
- Epasto, G.; Distefano, F.; Gu, L.; Mozafari, H.; Linul, E. Design and optimization of Metallic Foam Shell protective device against flying ballast impact damage in railway axles. Mater. Des. 2020, 196, 120–135. [Google Scholar] [CrossRef]
- Rajak, D.K.; Linul, E. Crushing Response of Composite Metallic Foams: Density and High Strain Rate Effects. J. Alloy. Compd. 2021, 871, 614–922. [Google Scholar] [CrossRef]
- Khezrzadeh, O.; Mirzaee, O.; Emadoddin, E.; Linul, E. Anisotropic Compressive Behavior of Metallic Foams under Extreme Temperature Conditions. Materials 2020, 13, 2329. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; He, S.Y.; Zhang, C.; Li, Y.X.; Zhang, Y.; Dai, G. Generation of a Strength Gradient in Al-Cu-Ca Alloy Foam via Graded Aging Treatment. Metals 2022, 12, 423. [Google Scholar] [CrossRef]
- Sutygina, A.; Betke, U.; Scheffler, M. Hierarchical-Porous Copper Foams by a Combination of Sponge Replication and Freezing Techniques. Adv. Eng. Mater. 2021, 24, 2001516. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Numbers | E/MPa | σys/MPa | σpl/MPa | σbc/MPa | εd/% | W/MJ·m−3 | We/% |
|---|---|---|---|---|---|---|---|
| 1# | 16.34 | 0.35 | 1.55 | 3.45 | 49 | 0.75 | 21 |
| 2# | 12.86 | 0.30 | 1.76 | 3.07 | 47 | 0.62 | 20 |
| 3# | 12.21 | 0.33 | 1.62 | 3.46 | 48 | 0.70 | 20 |
| Mean values | 13.80 | 0.33 | 1.64 | 3.33 | 48 | 0.69 | 20.33 |
| Standard deviations | 2.22 | 0.03 | 0.11 | 0.22 | 1 | 0.06 | 0.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, J.; Li, Y.; Liu, J.; Zhao, Q. Fabrication and Characterization of Porous Copper with Ultrahigh Porosity. Metals 2022, 12, 1263. https://doi.org/10.3390/met12081263
Xiao J, Li Y, Liu J, Zhao Q. Fabrication and Characterization of Porous Copper with Ultrahigh Porosity. Metals. 2022; 12(8):1263. https://doi.org/10.3390/met12081263
Chicago/Turabian StyleXiao, Jian, Yong Li, Jinming Liu, and Qianlei Zhao. 2022. "Fabrication and Characterization of Porous Copper with Ultrahigh Porosity" Metals 12, no. 8: 1263. https://doi.org/10.3390/met12081263