
Dynamic Ferrite Formation and Evolution above the Ae3 Temperature during Plate Rolling Simulation of an API X80 Steel

 ,
,  ,
,  ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
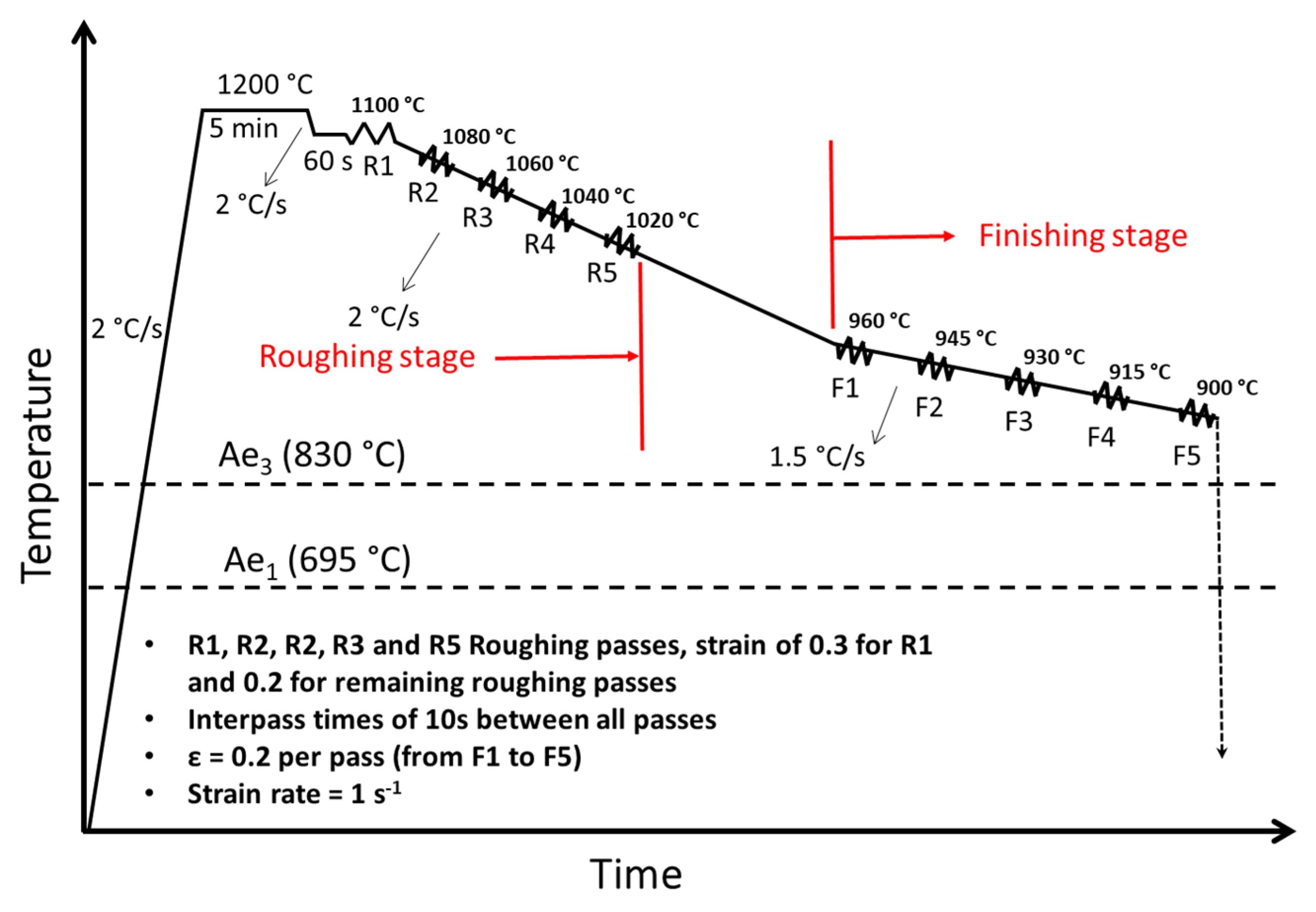
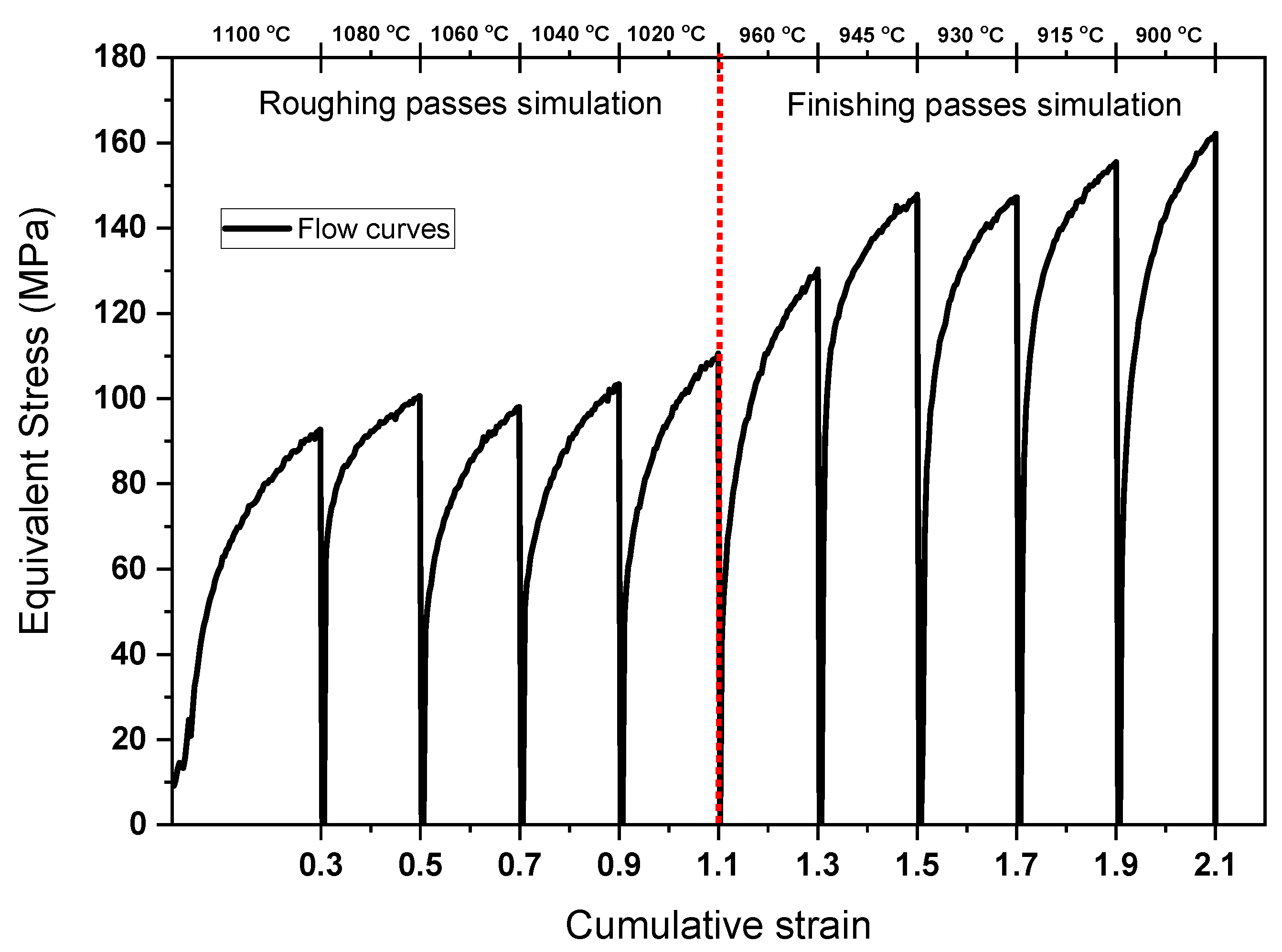
3.1. Flow Curves from the Plate Rolling Simulation
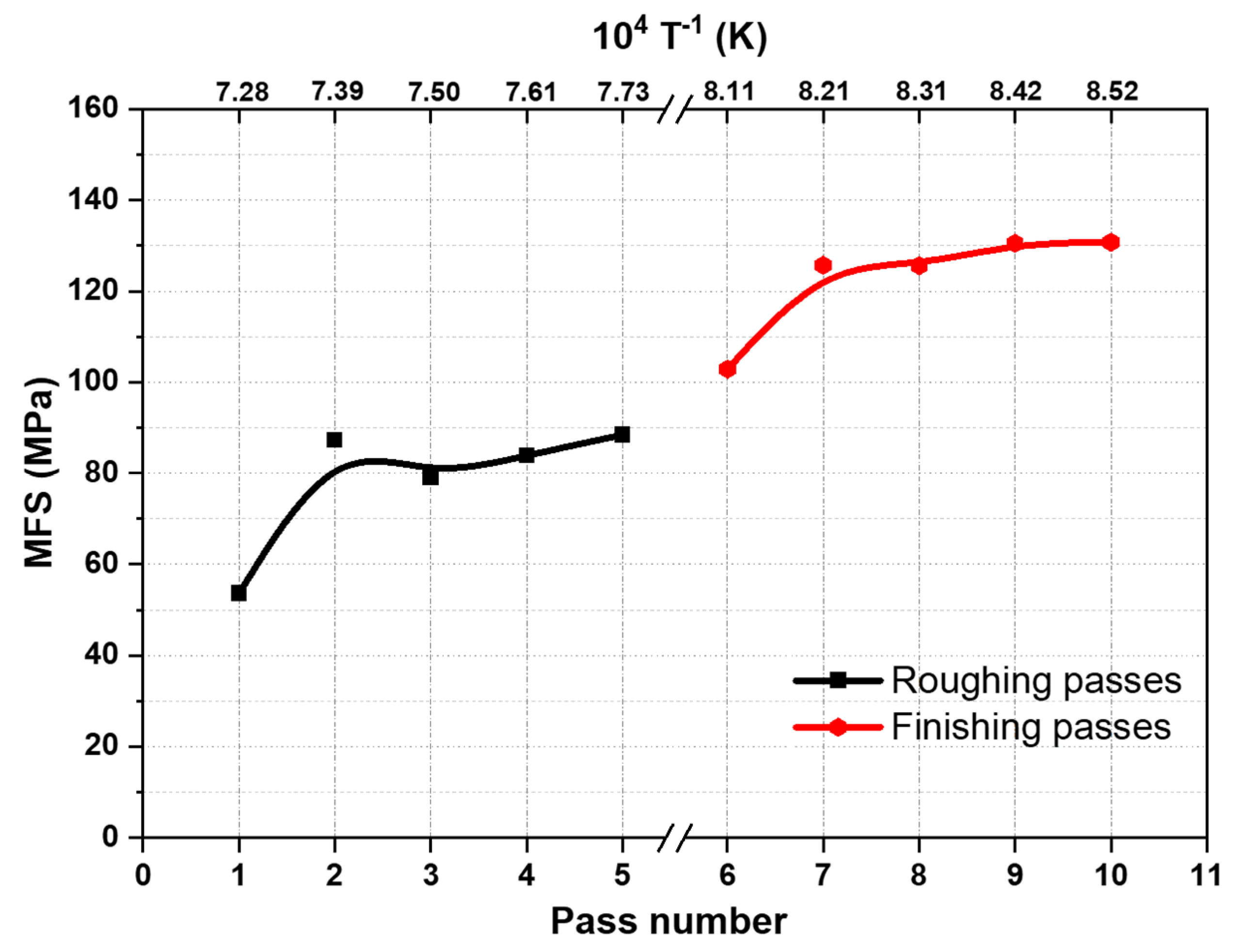
3.2. Mean Flow Stresses in the Thermomechanical Simulation
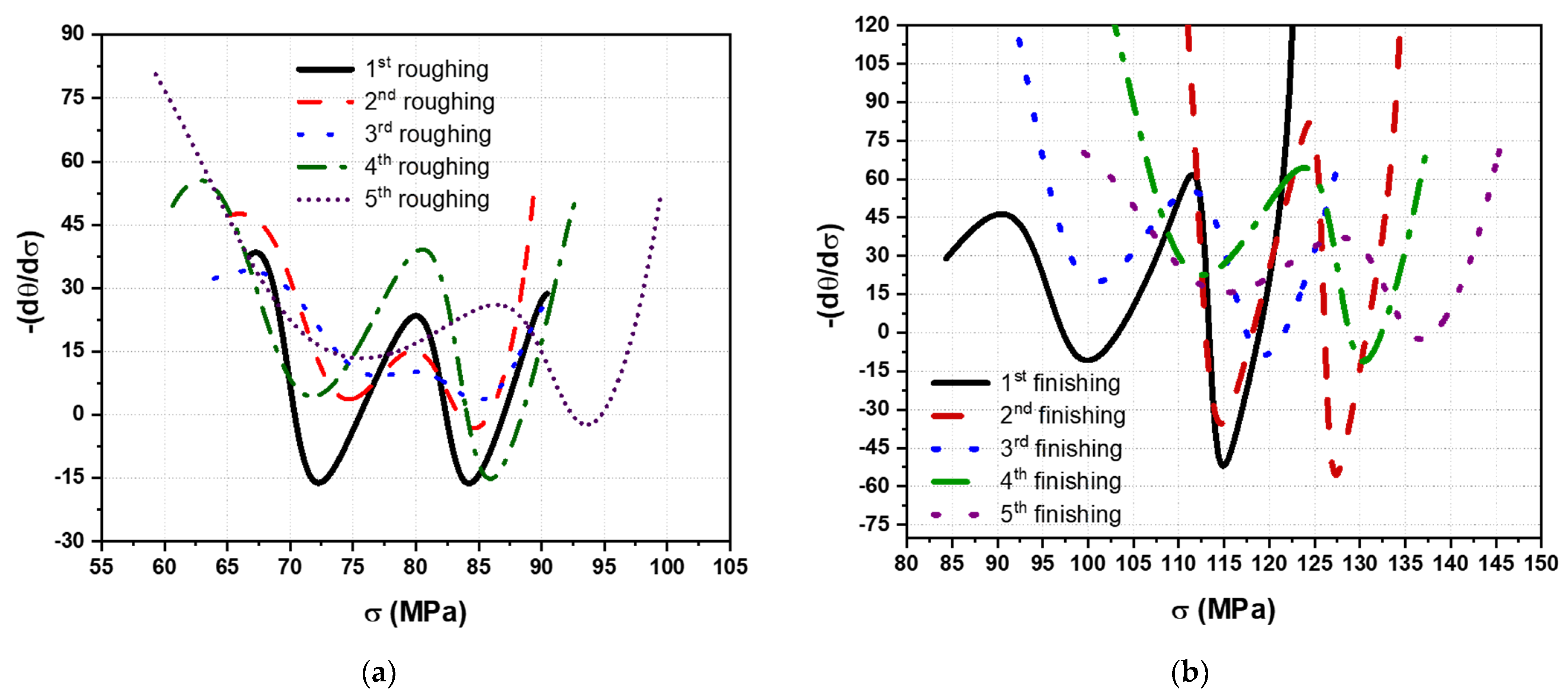
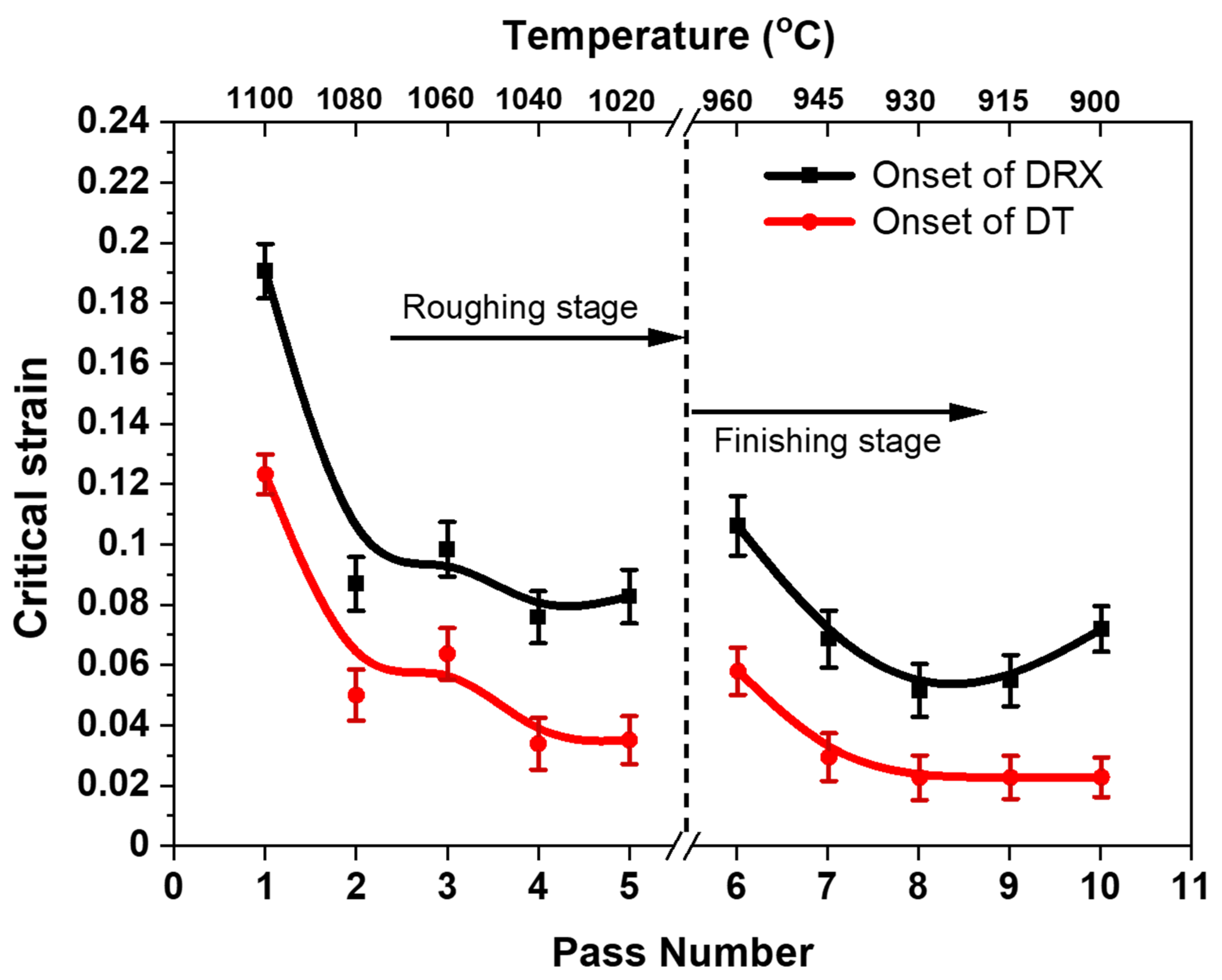
3.3. Determination of the Critical Strains for the Initiation of DT and DRX
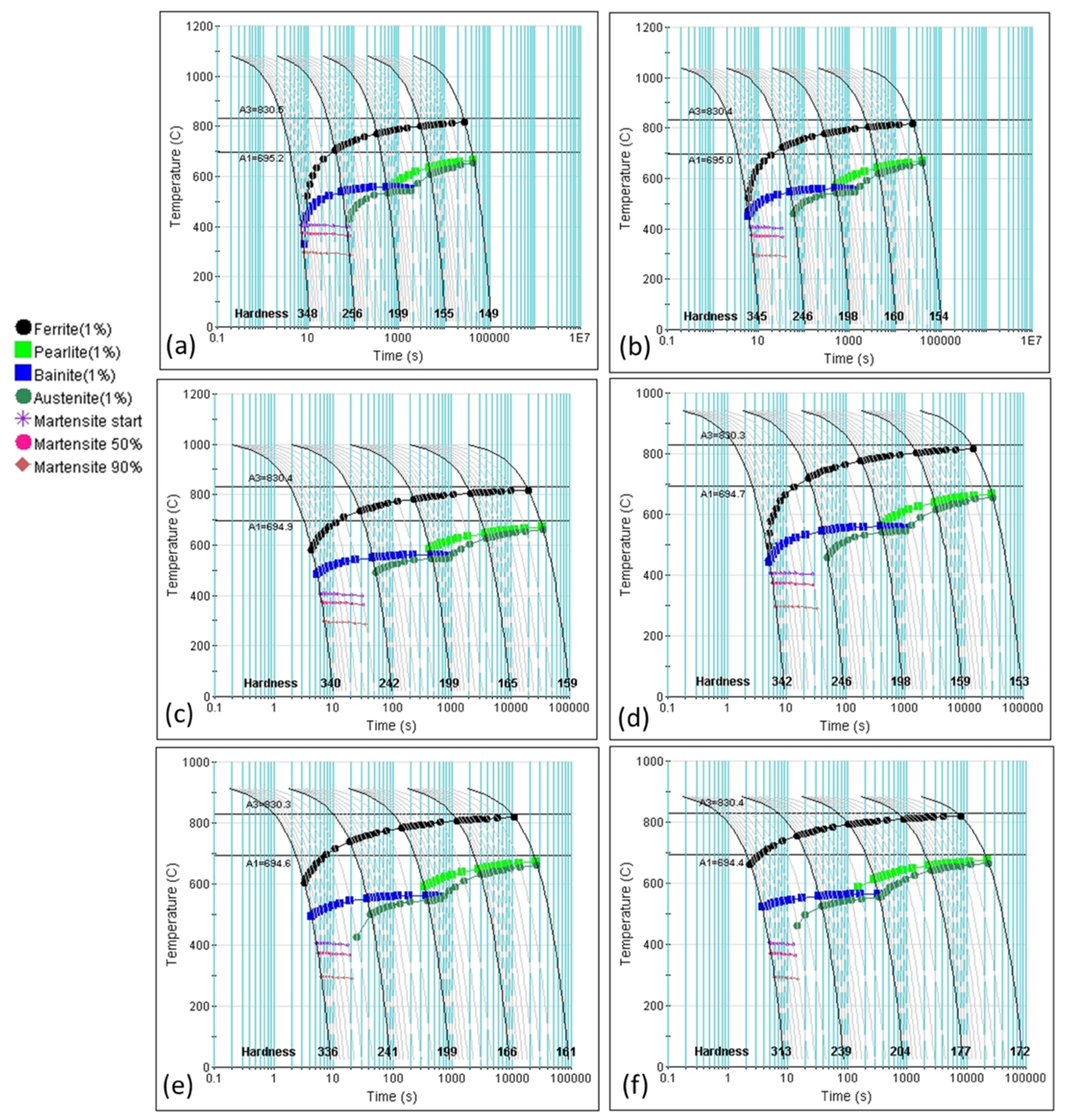
3.4. Continuous Cooling Transformation Curves Related to Some Roughing and Finishing Passes
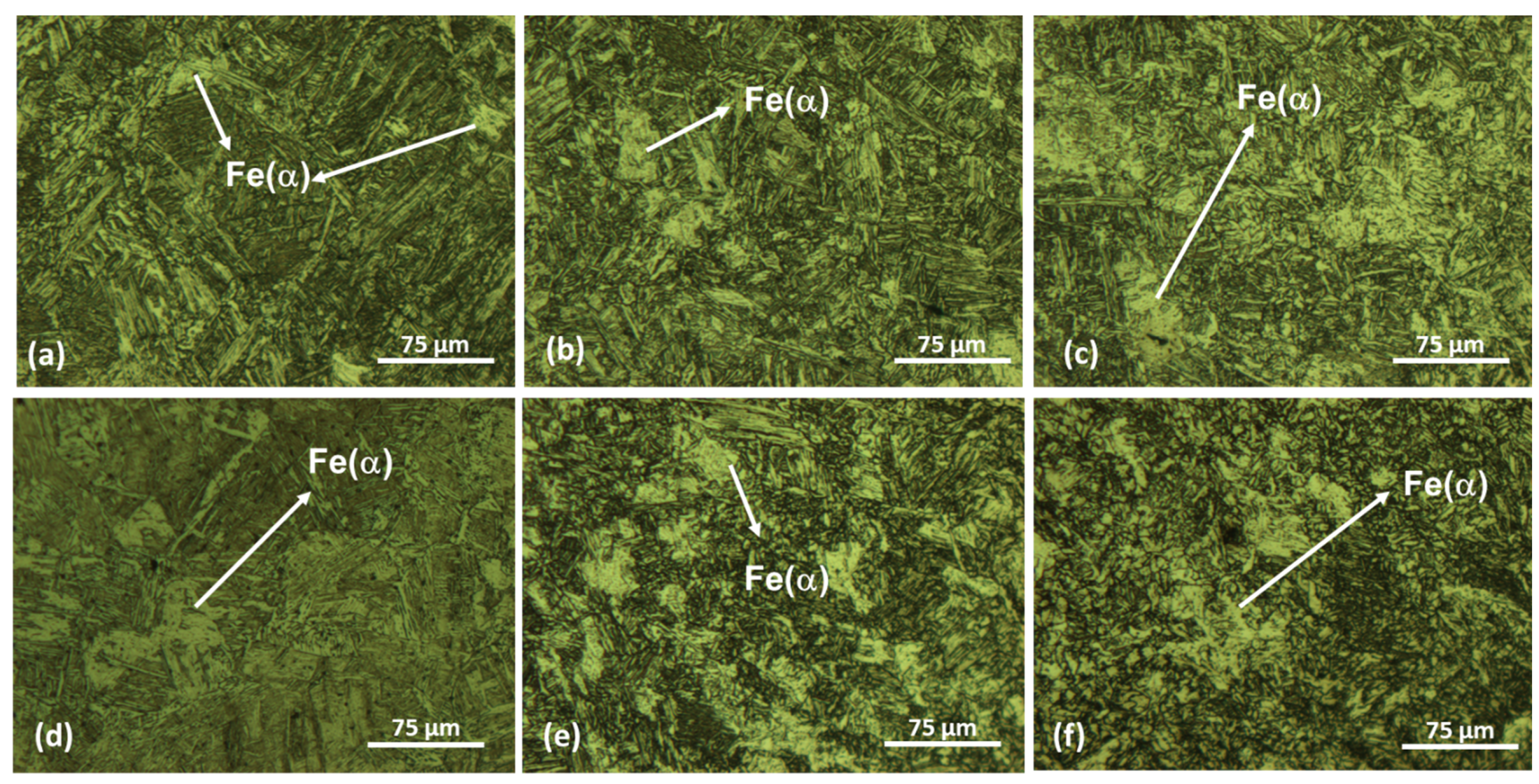
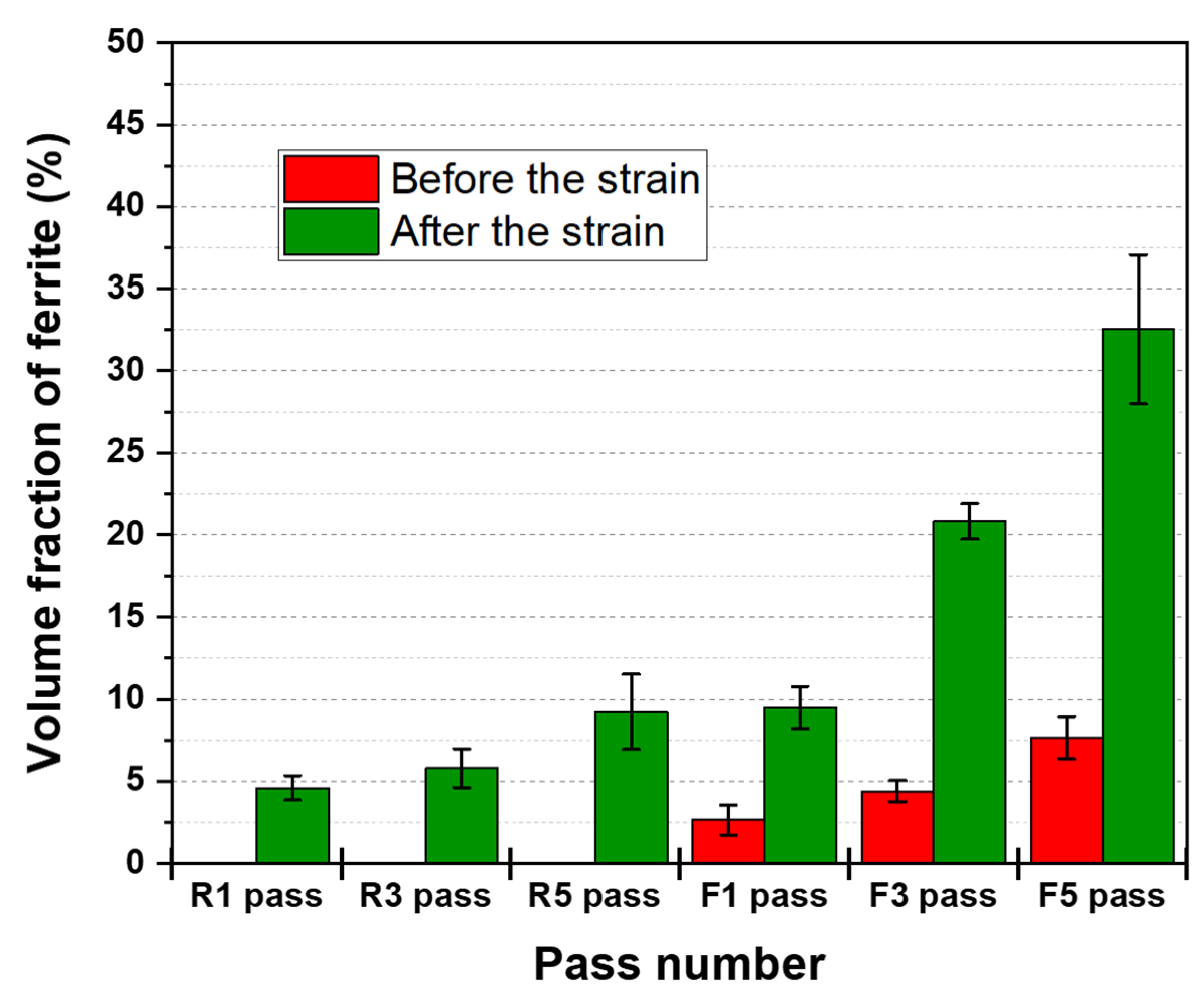
3.5. Microstructural Analysis and Calculated Volume Fraction of Ferrite
3.6. Electron Backscatter Diffraction (EBSD) Characterization
3.7. Orientation Image Maps (OIM) and Orientation Distribution Function (ODF) Analyses
4. Conclusions
- The plastic flow curve and MFS revealed the occurrence of dynamic softening during the thermomechanical processing of the studied material. This softening was noticed by the reduction in the peaks of the stresses as the strain accumulation increased, favoring the DT of ferrite from the work hardened austenite plus dynamic recovery and recrystallization.
- The critical strains for the onset of dynamic transformation showed a decrease in the values as the pass number increased for both the roughing and finishing stages. This reduction was associated with the work hardening of the deformed austenite which increased the driving force of the phase transformation, leading to lower strains initiating the DT.
- The calculated CCT diagrams constitute an excellent tool to confirm that the employed quenching in this simulation was fast enough to avoid the formation of ferrite by cooling and, therefore, the ferritic phase present in the microstructure of the samples was generated by DT during strain above the Ae3 temperature.
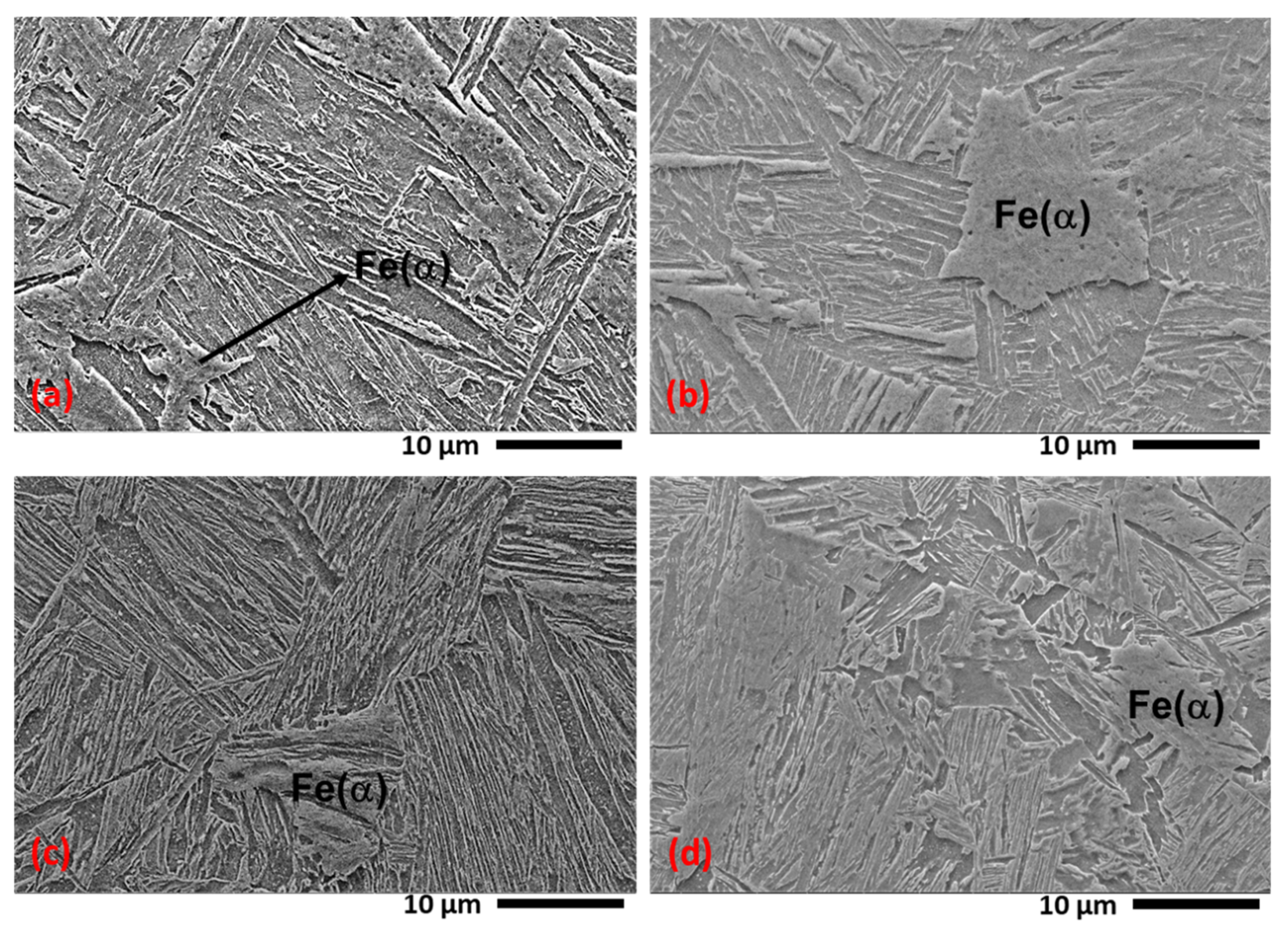
- The microstructural analysis confirmed that DT ferrite was formed in a lower volume fraction from the first roughing pass and increased as the pass number increased. The SEM analysis confirmed the presence of coalesced polygonal structures of ferrite in the roughing and finishing stages of the thermomechanical process.
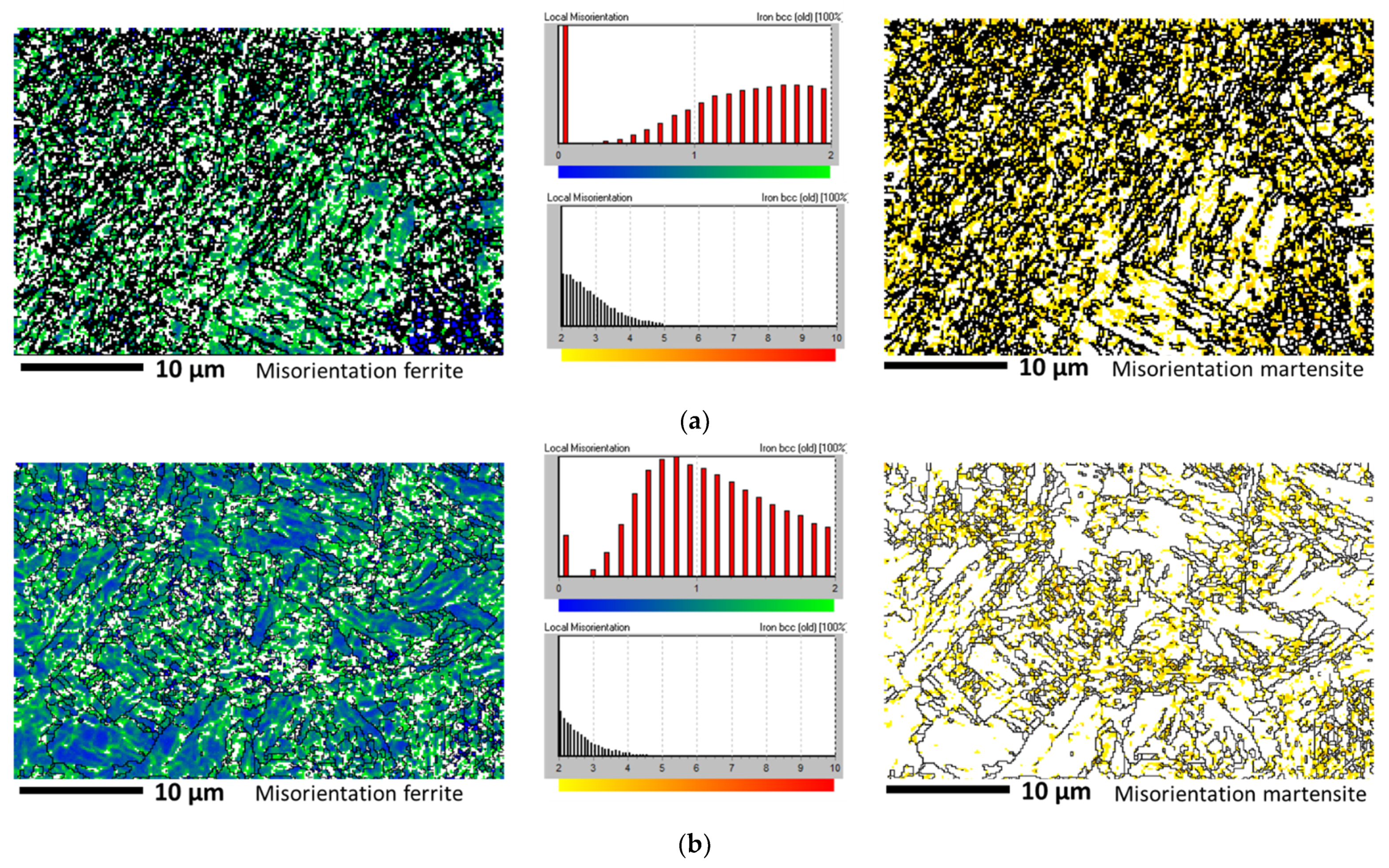
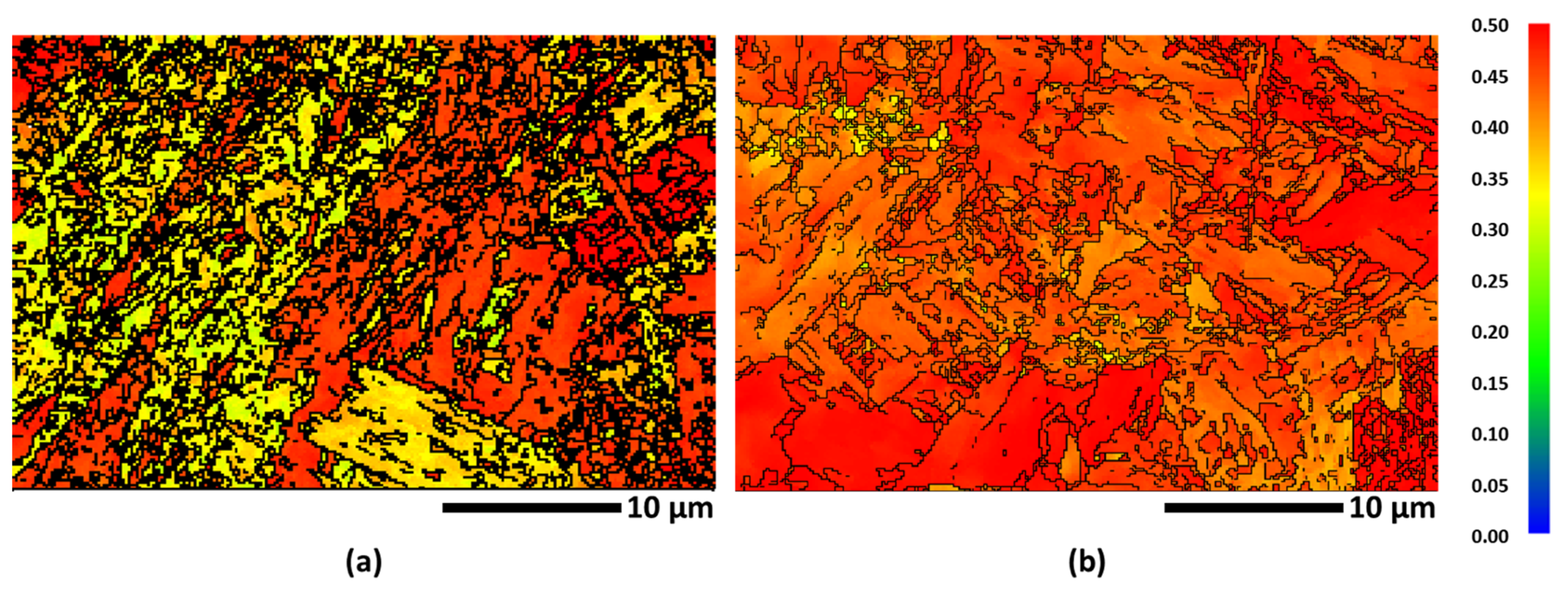
- The EBSD results confirmed, by means of KAM analyses, that volume fraction of low angle misorientation related to ferrite increased from the roughing to the finishing passes. Schmid factor maps revealed that the after the last pass of the simulation, the grains were better oriented due to DT.
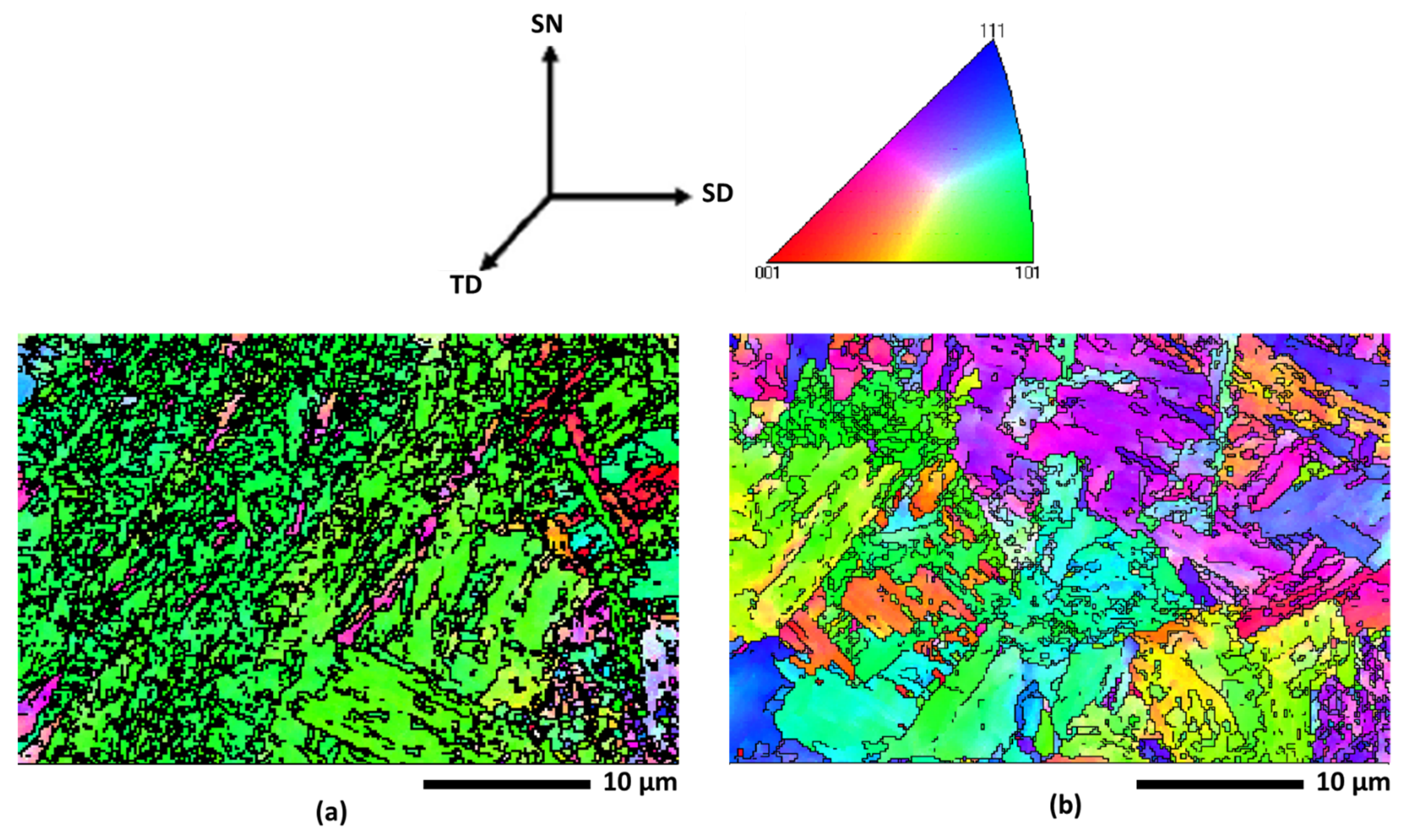
- OIM and ODF showed that the predominant morphology was that of polygonal ferrite and small packages of martensite (untransformed austenite), and the final texture of the API X80 steel after the simulation was the result of shear from the torsional deformation, which is considered adequate for the final properties of the metal.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grewal, R.; Aranas, C.; Chadha, K.; Shahriari, D.; Jahazi, M.; Jonas, J.J. Formation of Widmastatten ferrite at very high temperatures in the austenite phase field. Acta Mater. 2016, 109, 23–31. [Google Scholar] [CrossRef]
- Aranas, C.; Jung, I.H.; Yue, S.; Rodrigues, S.F.; Jonas, J.J. A metastable phase diagram for the dynamic transformation of austenite at temperatures above the Ae3. Int. J. Mater. Res. 2016, 107, 881–886. [Google Scholar] [CrossRef]
- Rodrigues, S.F.; Siciliano, F.; Aranas, C.; Silva, E.S.; Reis, G.S.; Jahazi, M.; Jonas, J.J. Dynamic phase transformation behavior of a Nb-microalloyed steel during roughing passes at temperatures above the Ae3. Metals 2019, 9, 334. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, C.; Basabe, V.V.; Jonas, J.J.; Kim, Y.; Jung, I.; Yue, S. The dynamic transformation of deformed austenite at temperatures above the Ae3. Acta Mater. 2013, 61, 2348–2362. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, C.; Aranas, C.; Jonas, J.J. Dynamic transformation of deformed austenite at temperatures above the Ae3. Prog. Mater. Sci. 2016, 82, 151–233. [Google Scholar] [CrossRef] [Green Version]
- Palhano, H.B.; Aranas, C.; Rodrigues, S.F.; Silva, E.S.; Reis, G.S.; Miranda, E.J.P., Jr.; Siciliano, F.; Jonas, J.J. Strain-induced ferrite formation during Steckel mill simulations with varying roughing pass schedules. Metals 2019, 9, 814. [Google Scholar] [CrossRef] [Green Version]
- Matsumura, Y.; Yada, H. Evolution deformation of ultrafine-grained ferrite in hot successive deformation. Trans. Iron Steel Inst. Jpn. 1987, 27, 492–498. [Google Scholar] [CrossRef]
- Yada, H.; Matsumura, Y.; Senuma, T. International conference on physical metallurgy of thermomechanical processing of steels and other metals Thermec ’88. In Proceedings of the 1st Conference Physical Metallurgy of Thermomechanical Processing of Steels and Other Metals, Tokyo, Japan, 6–10 June 1988; Volume 2, pp. 200–207. [Google Scholar]
- Yada, H.; Li, C.M.; Yamagata, H. Dynamic γ→α transformation during hot deformation in Iron-Nickel-Carbon alloys. ISIJ Int. 2000, 40, 200–206. [Google Scholar] [CrossRef] [Green Version]
- Basabe, V.V.; Jonas, J.J. The ferrite transformation in hot deformed 0.036% Nb austenite at temperature above the Ae3. ISIJ Int. 2010, 50, 1185–1192. [Google Scholar] [CrossRef] [Green Version]
- Basabe, V.V.; Jonas, J.J.; Ghosh, C. Formation of Widmastätten ferrite in a 0.036% Nb low carbon steel at temperatures above the Ae3. Steel Res. Int. 2013, 85, 8–15. [Google Scholar] [CrossRef]
- Aranas, C.; Rodrigues, S.F.; Fall, A.; Jahazi, M.; Jonas, J. Determination of the critical stress associated with dynamic phase transformation in steels by means of free energy method. Metals 2018, 8, 360. [Google Scholar] [CrossRef] [Green Version]
- Aranas, C.; Siciliano, F.; Rodrigues, S.F.; Pasco, J.; Miranda, E.J.P.; Jonas, J.J. Thermomechanical and thermodynamic behavior of deformed austenite in four different steel grades. J. Mater. Res. Technol. 2021, 11, 1911–1916. [Google Scholar] [CrossRef]
- Rodrigues, S.F.; Siciliano, F.; Aranas, C., Jr.; Silva, E.S.; Reis, G.S.; Jonas, J.J. High-temperature deformation behavior of high-Nb microalloyed steel during plate rolling simulation. Tecnol. Metal. Mater. Min. 2020, 17, 105–111. [Google Scholar] [CrossRef]
- Siciliano, F.; Rodrigues, S.F.; Aranas, C., Jr.; Jonas, J.J. The dynamic transformation of ferrite above the Ae3 and the consequences on hot rolling of steels. Tecnol. Metal. Mater. Min. 2020, 17, 90–95. [Google Scholar] [CrossRef]
- Ferreira, J.C.; Machado, F.R.S.; Aranas, C.; Siciliano, F.; Pasco, J.; Reis, G.S.; Miranda, E.J.P.; Paiva, A.E.M.; Rodrigues, S.F.R. Physical simulation based on dynamic transformation under hot plate rolling of a Nb-microalloyed steel. Front. Mater. 2021, 8, 319. [Google Scholar] [CrossRef]
- Carneiro, T.B.; Rodrigues, S.F.; Aranas, C., Jr.; Siciliano, F.; Silva, E.S.; Reis, G.S.; Miranda, E.J.P., Jr.; Leal, V.S.; Jahazi, M.; Jonas, J.J. Retransformation of dynamically induced ferrite during physical simulation of Steckel mill hot rolling. J. Mater. Res. Tech. 2020, 9, 10254–10264. [Google Scholar] [CrossRef]
- Medes-Fonseca, N.; Rodrigues, S.F.; Guo, B.; Jonas, J.J. Dynamic transformation during the simulated hot rolling of an API-X80 steel. Steel Res. Int. 2019, 90, 1900091. [Google Scholar] [CrossRef]
- Rodrigues, S.F.; Aranas, C.; Jonas, J.J. Retransformation behavior of dynamically transformed ferrite during the simulated plate rolling of a low C and an X70 Nb steel. ISIJ Int. 2017, 57, 929–936. [Google Scholar] [CrossRef] [Green Version]
- Aranas, C.; Wang, T.; Jonas, J.J. Effect of interpass time on the dynamic transformation of a plain C-Mn and Nb-microalloyed steel. ISIJ Int. 2015, 55, 647–654. [Google Scholar] [CrossRef] [Green Version]
- Aranas, C.; Rodrigues, S.F.; Siciliano, F.; Jonas, J. In-situ X-ray diffraction evidence of dynamic transformation of austenite to ferrite during hot compression test in the single austenite phase field. Scr. Mater. 2020, 177, 86–90. [Google Scholar] [CrossRef]
- Rodrigues, S.F.; Aranas, C.; Wang, T.; Jonas, J.J. Dynamic transformation of an X70 steel under plate rolling conditions. ISIJ Int. 2017, 57, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Beausir, B.; Fundenberger, J.-J. Analysis Tools for Electron and X-ray Diffraction. 2017. Available online: www.atex-software.eu (accessed on 20 June 2022).
- Rodrigues, S.F.; Aranas, C.; Sun, B.; Siciliano, F.; Yue, S.; Jonas, J.J. Effect of grain size and residual strain on the dynamic transformation of austenite under plate rolling conditions. Steel Res. Int. 2018, 89, 1700547. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Prediction of the critical conditions for initiation of dynamic recrystallization. Mater. Des. 2010, 31, 1174–1179. [Google Scholar] [CrossRef]
- Zhao, L.; Park, N.; Tian, Y.; Shibata, A.; Tsuji, N. Combination of dynamic transformation and dynamic recrystallization for realizing ultrafine-grained steels with superior mechanical properties. Sci. Rep. 2016, 6, 39127. [Google Scholar] [CrossRef] [Green Version]
- Park, N.; Shibata, A.; Terada, D.; Tsuji, N. Flow stress analysis for determining the critical condition of dynamic ferrite transformation in 6Ni-0.1C steel. Acta Mater. 2013, 61, 163–173. [Google Scholar] [CrossRef]
- Xiong, Z.P.; Saleh, A.A.; Kostryzhev, A.G.; Pereloma, E.V. Strain-induced ferrite formation and its effect on mechanical properties of a dual phase steel produced using laboratory simulated strip casting. J. Alloys Compd. 2017, 721, 291–306. [Google Scholar] [CrossRef] [Green Version]
- Beladi, H.; Kelly, G.L.; Shokouchi, A.; Hodgson, P.D. The evolution of ultrafine ferrite formation through dynamic strain-induced transformation. Mater. Sci. Eng. A 2004, 371, 343–352. [Google Scholar] [CrossRef]
- Momeni, A.; Dehghani, K.; Ebrahimi, G.R. Modeling the initiation of dynamic recrystallization using a dynamic recovery model. J. Alloys Compd. 2011, 509, 9387–9393. [Google Scholar] [CrossRef]
- Aranas, C.; Jonas, J.J. Effect of Mn and Si on dynamic transformation of austenite above the Ae3 temperature. Acta Mater. 2015, 82, 1–10. [Google Scholar] [CrossRef]
- Rodrigues, S.F.; Aranas, C.; Jonas, J.J. Dynamic transformation during the simulated plate rolling of a 0.09% Nb steel. ISIJ Int. 2017, 57, 1102–1111. [Google Scholar] [CrossRef] [Green Version]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Chadha, K.; Aranas, C., Jr.; Shahriari, D.; Jahazi, M.; Spray, J.G. The effect of retained work hardening on the driving force for dynamic transformation. Metal. Mater. Trans. A 2020, 51, 5617–5622. [Google Scholar] [CrossRef]
- Chadha, K.; Ahmed, Z.; Aranas, C., Jr.; Shahriari, D.; Jahazi, M. Influence of strain rate on dynamic transformation of austenite in an as-cast medium-carbon low-alloy steel. Materialia 2018, 1, 155–167. [Google Scholar] [CrossRef]
- Echeverri, E.A.A.; Nishikawa, A.S.; Masoumi, M.; Pereira, H.B.; Marulanda, N.G.; Rossy, A.M.; Goldenstein, H.; Tschiptschin, A.P. In Situ synchrotron X-ray diffraction and microstructural studies on cold and hot stamping combined with quenching & partitioning processing for development of third-generation advanced high strength steels. Metals 2022, 12, 174. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Bourke, M.A.M. Texture formation during equal channel angular extrusion of fcc and bcc materials: Comparison with simple shear. Mater. Sci. Eng. A 2005, 394, 66–77. [Google Scholar] [CrossRef]
- Baczynski, J.; Jonas, J.J. Texture development during the torsion testing of α-iron and two IF steels. Acta Mater. 1996, 44, 4273–4288. [Google Scholar] [CrossRef]
- Bacroix, B.; Hu, Z. Texture evolution induced by strain path changes in low carbon steel sheets. Metal. Mater. Trans. A 1995, 26, 601–613. [Google Scholar] [CrossRef]
- Duan, J.; Wen, H.; Zhou, C.; Islamgaliev, R.; Li, X. Evolution of microstructure and texture during annealing in a high-pressure torsion processed Fe-9Cr alloy. Materialia 2019, 6, 100349. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Ni | V | Mo + Nb + Ti + Al | P | S | Ae3 |
|---|---|---|---|---|---|---|---|---|---|
| 0.112 | 1.73 | 0.30 | 0.15 | 0.023 | 0.032 | 0.111 | 0.0084 | 0.004 | 830 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Machado, F.R.d.S.; Ferreira, J.C.; Rodrigues, M.V.G.; Lima, M.N.d.S.; Loureiro, R.d.C.P.; Siciliano, F.; Silva, E.S.; Reis, G.S.; Sousa, R.C.d.; Aranas, C., Jr.; et al. Dynamic Ferrite Formation and Evolution above the Ae3 Temperature during Plate Rolling Simulation of an API X80 Steel. Metals 2022, 12, 1239. https://doi.org/10.3390/met12081239
Machado FRdS, Ferreira JC, Rodrigues MVG, Lima MNdS, Loureiro RdCP, Siciliano F, Silva ES, Reis GS, Sousa RCd, Aranas C Jr., et al. Dynamic Ferrite Formation and Evolution above the Ae3 Temperature during Plate Rolling Simulation of an API X80 Steel. Metals. 2022; 12(8):1239. https://doi.org/10.3390/met12081239
Chicago/Turabian StyleMachado, Francisco Romário de S., João C. Ferreira, Maria Veronica G. Rodrigues, Marcos Natan da S. Lima, Rodrigo de C. Paes Loureiro, Fulvio Siciliano, Eden S. Silva, Gedeon S. Reis, Regina C. de Sousa, Clodualdo Aranas, Jr., and et al. 2022. "Dynamic Ferrite Formation and Evolution above the Ae3 Temperature during Plate Rolling Simulation of an API X80 Steel" Metals 12, no. 8: 1239. https://doi.org/10.3390/met12081239