
Effects of Metal and Fluoride Powders Deposition on Hot-Cracking Susceptibility of 316L Stainless Steel in TIG Welding

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
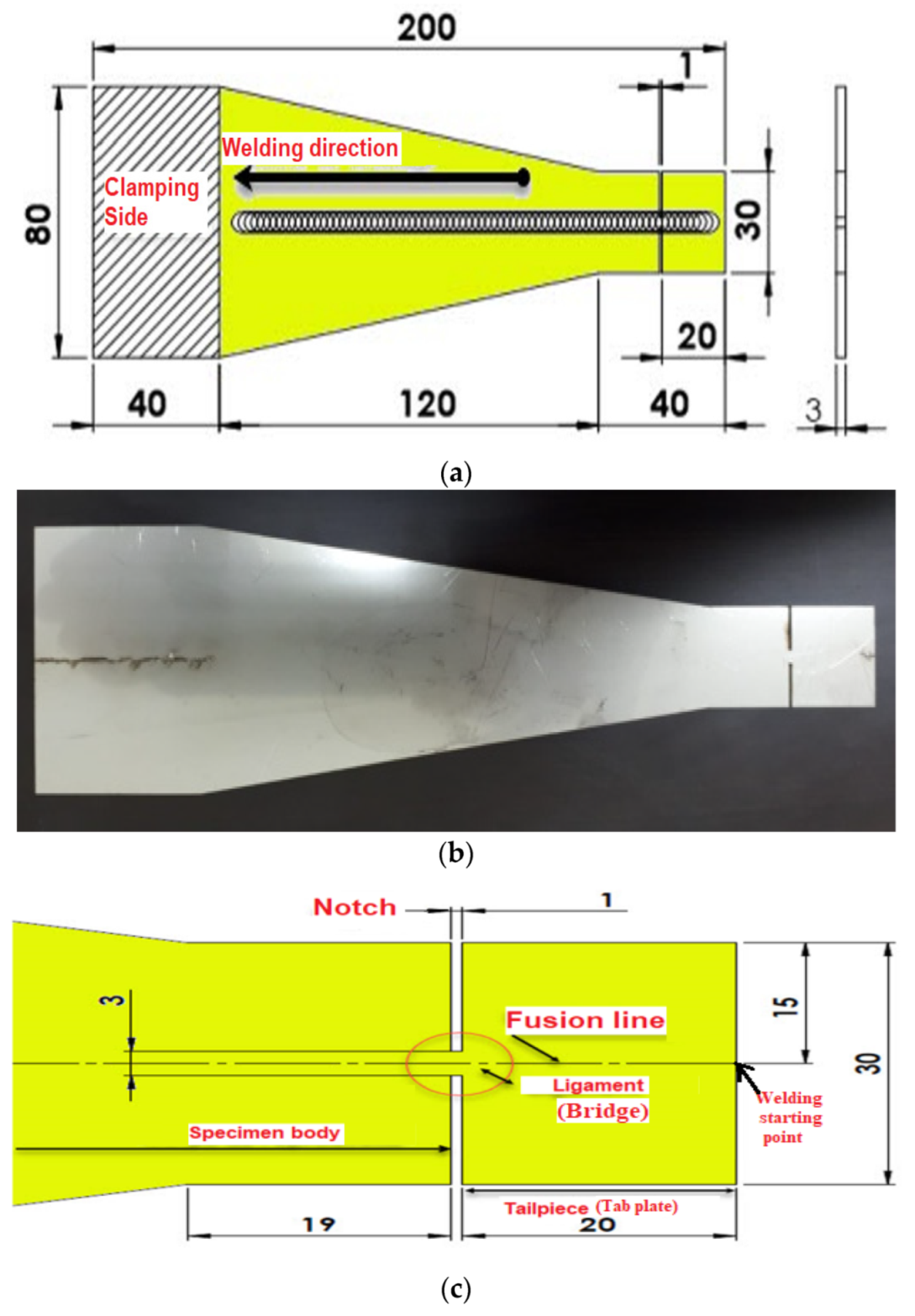
2.2. Welding Procedure
3. Results and Discussions
3.1. Crack Length and Critical Width
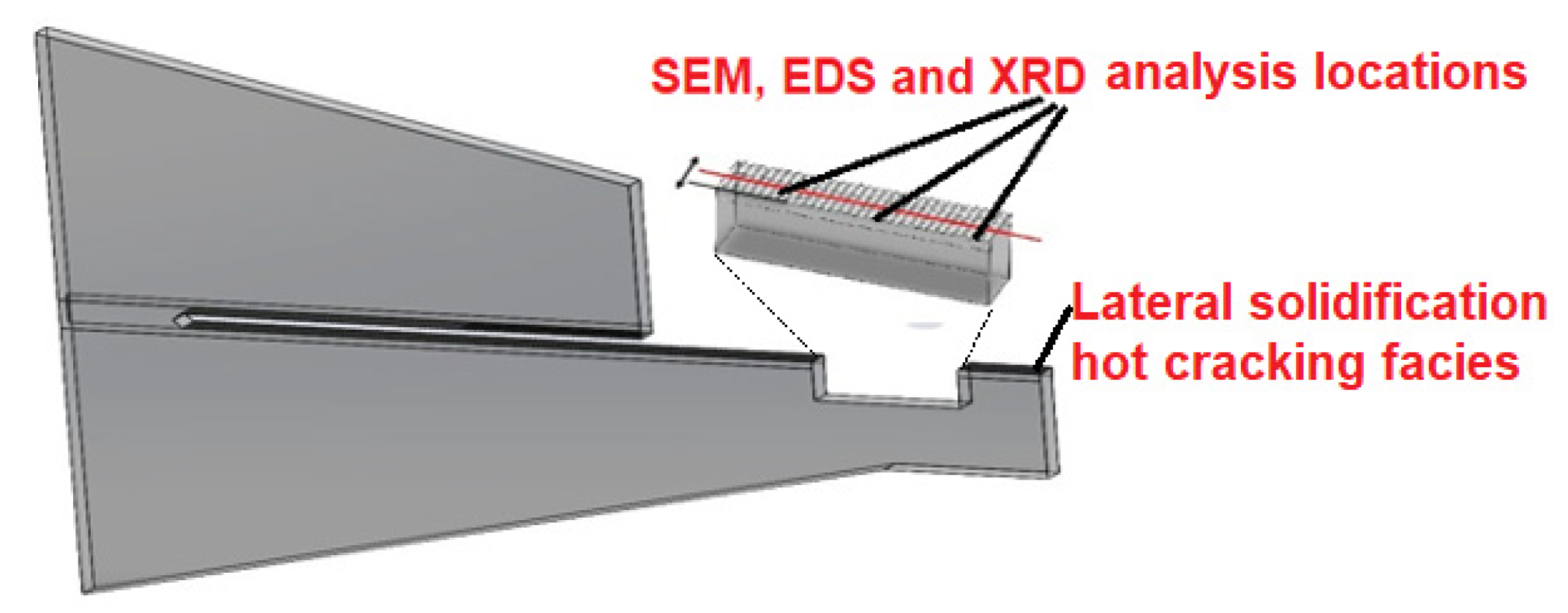
3.2. Microstructure Assessment
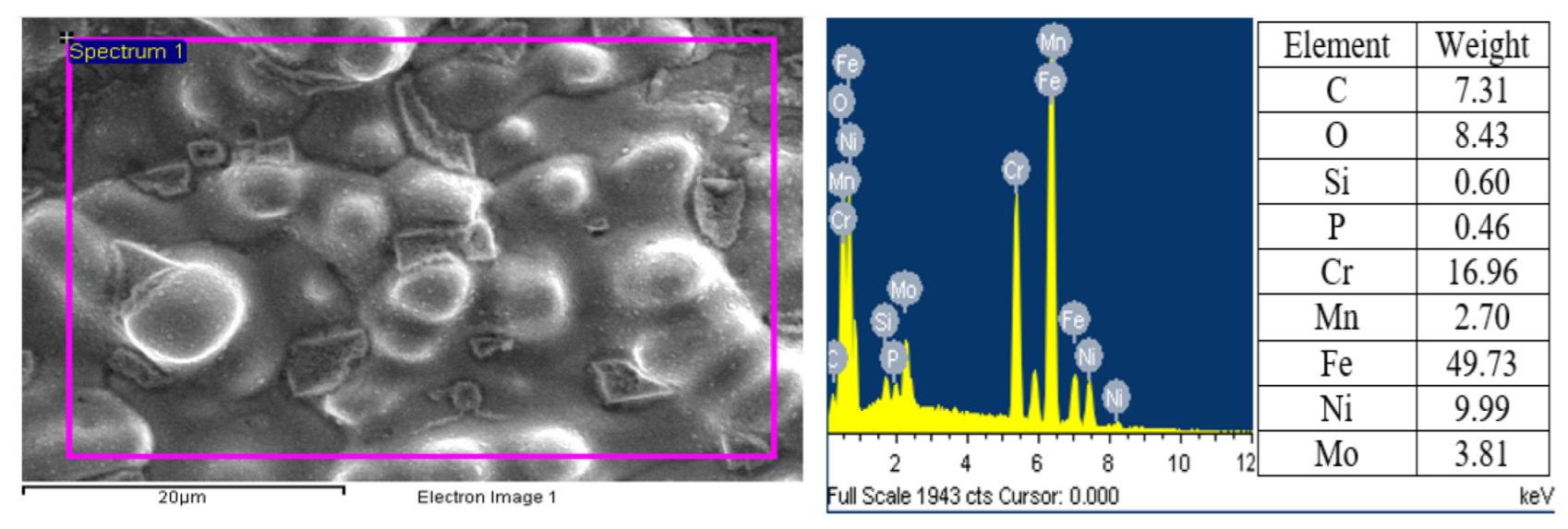
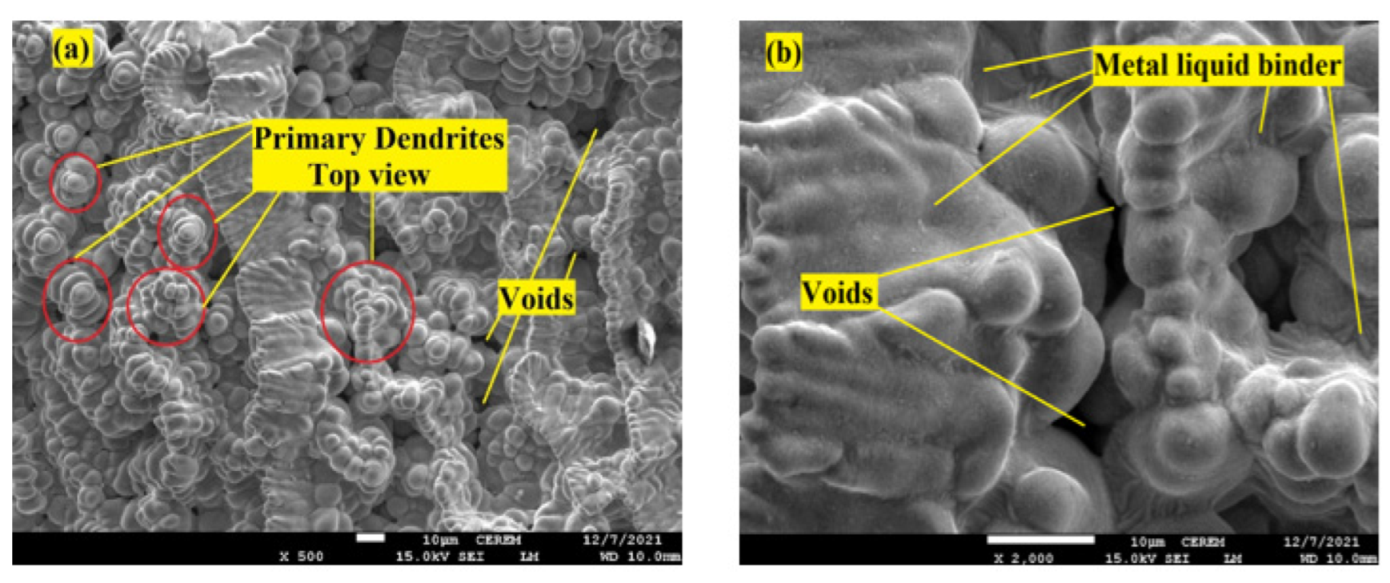
3.2.1. TIG Weld Specimen without Coating Powder
3.2.2. TIG Weld Specimen Coated with Nb Powder
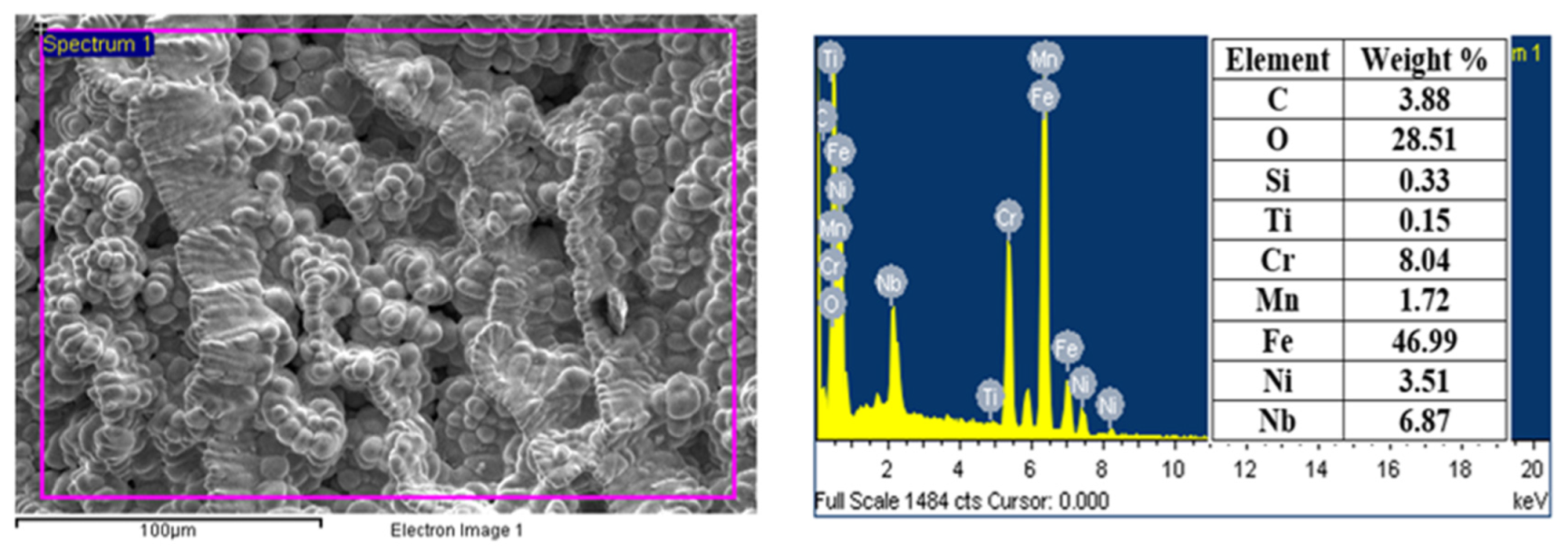
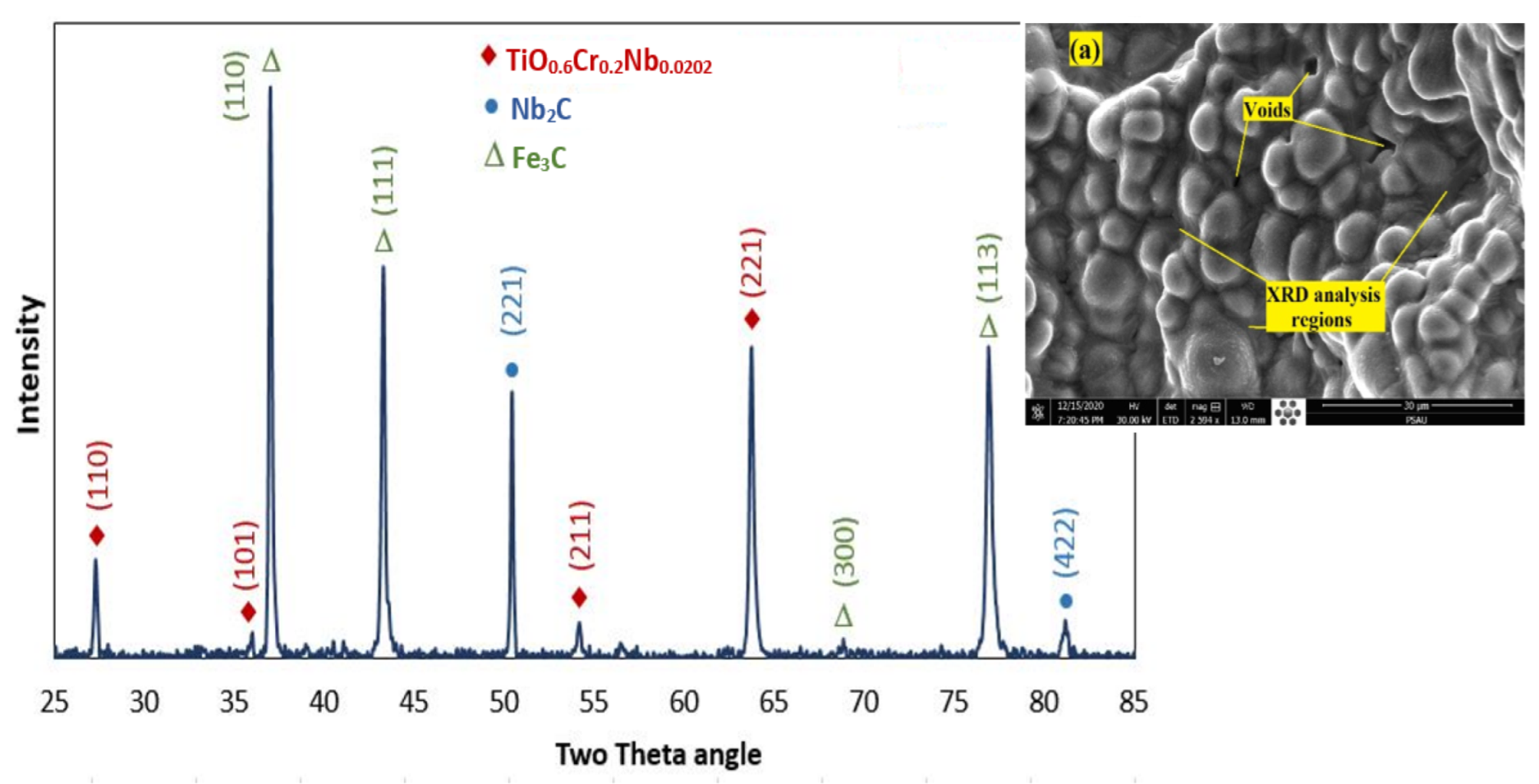
3.2.3. TIG Weld Specimen Coated with the Mixture of Powders (80% Nb + 20% Ti)
4. Conclusions
- (i)
- TIG welded specimens without coating powder had a greater tendency to solidification cracking than those in which the powders had been pre-deposited.
- (ii)
- EDS analyses of specimen without coating powder revealed the presence of phosphorus which can lead to the formation of low melting precipitants such as (Fe, Cr, Ni)3P. The formation of these precipitants increased the gap between solidus and liquidus during weld solidification. The strain developed during the welding operation contributed to increasing the crack length.
- (iii)
- Fluorides and single powders as Mn and Ti had no beneficial contribution in improving the hot cracking resistance.
- (iv)
- As Nb content increased in the weld metals by coating the samples, the total crack length decreased by 2.9 times and, subsequently, the critical width decreased by 1.65 times.
- (v)
- The decrease in solidification cracking susceptibility for specimens coated with Nb or with the mixture of powders (80% Nb + 20% Ti) occurs by adequate backfilling or interdendritic liquid feeding. This compensated both solidification shrinkage and thermal contraction.
- (vi)
- XRD analyses revealed the presence of Niobium carbide (Nb2C), (TiO0.6Cr0.2Nb0.0202) complex phase and cementite (Fe3C) leading to a decreasing in the solidification cracking susceptibility, owing probably to the reduction in the gap between solid and liquid phases during welding operation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suutala, N.; Takalo, T.; Moisio, T. Single-phase ferritic solidification mode in austenitic-ferritic stainless steel welds. Met. Trans. A. 1979, 10, 1183–1190. [Google Scholar] [CrossRef]
- Takalo, T.; Suutala, N.; Moisio, T. Austenitic solidification mode in austenitic stainless steel welds. Met. Trans. A 1979, 10, 1173–1181. [Google Scholar] [CrossRef]
- Saluja, R.; Moeed, K.M. Depiction of detrimental metallurgical effects in grade 304 austenitic stainless steel arc welds. Int. J. Mech. Prod. 2018, 8, 207–218. [Google Scholar]
- Ogawa, T.; Tsunetomi, E. Hot Cracking Susceptibility of Austenitic Stainless Steels. Weld. Res. Suppl. 1982, 3, 82–93. [Google Scholar]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels, 1st ed.; Hoboken, John Wiley & Sons Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
- Makarov, E.L.; Herold, H.; Streitenberger, M.; Pchennikov, A. Preventing hot cracking in end sections of long welds in one-sided, multi-arc, submerged-arc welding. Weld. Int. 2000, 14, 305–309. [Google Scholar] [CrossRef]
- Seung, H.L. A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3. Metals 2019, 9, 533. [Google Scholar]
- Wilken, K.; Kleistner, H. The classification and evaluation of hot cracking tests for weldments. Weld. World 1990, 28, 134–143. [Google Scholar]
- Nelson, T.W.; Lippold, J.C.; Lin, W.; Baeslack, W.A. Evaluation of the circular patch test for assessing weld solidification cracking, part I—Development of a test method. Weld. J. 1997, 76, 110–119. [Google Scholar]
- Matsuda, F.; Nakata, K.; Tsukamoto, K.; Kohzoh, A. Effect of additional alloying element on weld solidification crack susceptibility of Al-Zn-Mg alloy. Trans. JWRI 1983, 12, 93–102. [Google Scholar]
- Matsuda, F.; Nakata, K.A. New test specimen for self-restraint solidification crack susceptibility test of electron-beam welding bead—fan shaped cracking test. Trans. JWRI 1982, 11, 87–94. [Google Scholar]
- Ploshikhin, V.; Prikhodovsky, A.; Makhutin, M.; Ilin, A.; Zoch, H.W. Integrated mechanical-metallurgical approach to modeling of solidification cracking in welds. In Hot Cracking Phenomena in Welds; Böllinghaus, T., Herold, H., Eds.; Springer: Berlin/ Heidelberg, Germany, 2005; pp. 223–244. [Google Scholar]
- Wenbin, W.; Li, X.; Dan, W.; Qin, M.; Yan, H.; Guanzhi, H.; Yucheng, L. A New Test Method for Evaluation of Solidification Cracking Susceptibility of Stainless Steel during Laser Welding. Materials 2020, 13, 3178. [Google Scholar]
- Abu-Aesh, M.; Taha, M.; El–Sabbagh, A.S.; Lutz, D. A Proposed Mechanism of Hot-Cracking Formation During Welding Fan-Shaped Test Specimen Using Pulsed-Current Gas Tungsten Arc Welding Process. Eng. Appl. Sci. 2021, 6, 86–104. [Google Scholar] [CrossRef]
- Dixon, B.F. Control of Magnetic Permeability and Solidification Cracking in Welded Nonmagnetic Steel. Weld. J. 1989, 68, 171–180. [Google Scholar]
- Cross, C.E.; Böllinghaus, T. The effect of restraint on weld solidification cracking in aluminum. Weld. World 2006, 50, 51–54. [Google Scholar] [CrossRef]
- da Silva, C.L.M.; Americo, S. Performance assessment of the (Trans) Varestraint tests for determining solidification cracking susceptibility when using welding processes with filler metal. Meas. Sci. Technol. 2004, 15, 1–9. [Google Scholar] [CrossRef]
- Nam, S.; Jung, I.-H.; Kim, Y.-M. Effect of TiN Spray Coating on Cracking Susceptibility and Energy Absorption in Laser Welding of Aluminum Alloys. Metals 2020, 10, 1657. [Google Scholar] [CrossRef]
- Suutala, N.; Takalo, T. Ferritic-Austenitic Solidification Mode in Austenitic Stainless Steel Welds. Met. Trans. A 1980, 11, 717–725. [Google Scholar] [CrossRef]
- Kotecki, D.J.; Siewert, T.A. WRC-1992 Constitution Diagram for Stainless Steel Weld Metals: A Modification of the WRC-1988 Diagram. Weld. Res. Suppl. 1992, 5, 171–178. [Google Scholar]
- Kerrouault, N. Fissuration à Chaud en Soudage d’un Acier Inoxydable Austénitique. Ph.D. Thesis, Ecole Centrale de Paris, Paris, France, 2000. [Google Scholar]
- Hunziker, O.; Dye, D.; Roberts, S.M.; Reed, R.C. A coupled approach for the prediction of solidification cracking during the welding of superalloys. In Hot Cracking Phenomena in Welds; Springer: Berlin/ Heidelberg, Germany, 2005; pp. 299–319. [Google Scholar]
- Coniglio, N.; Cross, C.E. Towards Establishment of Weldability Testing Standards for Solidification Cracking. In Hot Cracking Phenomena in Welds; Springer: Berlin/ Heidelberg, Germany, 2016; pp. 37–66. [Google Scholar]
- Howse, S.; Lucas, W. Investigation into arc constriction by active fluxes for tungsten inert gas welding. Sci. Technol. Weld. Join. 2000, 5, 189–193. [Google Scholar] [CrossRef]
- Patel, D.; Jani, S. Techniques to weld similar and dissimilar materials by ATIG welding—An overview. Mater. Manuf. Process. 2021, 36, 1–16. [Google Scholar] [CrossRef]
- Touileb, K.; Hedhibi, A.C.; Djoudjou, R.; Ouis, A.; Benselama, A.; Albaijan, I.; Hany, S.A.; Mohamed, M.Z.A. Mechanical, Microstructure, and Corrosion Characterization of Dissimilar Austenitic 316L and Duplex 2205 Stainless-Steel ATIG Welded Joints. Materials 2022, 15, 2470. [Google Scholar] [CrossRef]
- Touileb, K.; Djoudjou, R.; Hedhibi, A.C.; Ouis, A.; Benselama, A.; Albaijan, I.; Hany, S.A.; Ubair, A.S. Comparative Microstructural, Mechanical and Corrosion Study between Dissimilar ATIG and Conventional TIG Weldments of 316L Stainless Steel and Mild Steel. Metals 2022, 12, 635. [Google Scholar] [CrossRef]
- Vishawa, B.; Ankur, G.; Chanda, P. Role of A-TIG process in joining of martensitic and austenitic ateels for ultra-supercritical power plants—A state of the art review. Nucl. Eng. Technol. 2022, 54, 1–16. [Google Scholar]
- Goodwin, G.M. The Effects of Heat Input and Weld Process on Hot Cracking in Stainless Steel. Weld. J. 1988, 64, 88–94. [Google Scholar]
- Huang, H.Y.; Shyu, S.W.; Tseng, K.H.; Chou, C.P. Evaluation of TIG flux welding on the characteristics of stainless steel. Sci. Technol. Weld. Join. 2005, 10, 566–573. [Google Scholar] [CrossRef]
- Arata, Y.; Matsuda, F.; Katayama, S. Solidification Crack Susceptibility in Weld Metals of Fully Austenitic Stainless Steels (Report II): Effect of Ferrite, P, S, C, Si and Mn on Ductility Properties of Solidification Brittleness. Trans. JWRI 1977, 6, 105–116. [Google Scholar]
- Wenlin, M.; Zhung, X.; Shanping, L.; Dianzhong, L.; Yiyi, L. Effect of Nb content on microstructure, welding defects and mechanical properties of NiCrFe-7 weld metal. Acta Metal Sin. 2015, 15, 230–238. [Google Scholar]
- Vallant, R. The Influence of Different Nb-Contents on the Hot Cracking Susceptibility of Ni-Base Weld Metals Type 70/20. In Hot Cracking Phenomena in Welds; Springer: Berlin/ Heidelberg, Germany, 2005; pp. 141–164. [Google Scholar]
- Lee, H.T.; Kuo, T.Y. Effects of niobium on microstructure, mechanical properties, and corrosion behaviour in weldments of alloy 690. Sci. Technol. Weld. Join. 1999, 4, 247–256. [Google Scholar] [CrossRef]
- Dupont, J.N. Microstructural Development and Solidification Cracking Susceptibility of a Stabilized Stainless Steel. Weld. J. Res. Suppl. 1999, 7, 253–263. [Google Scholar]
- Seidai, U.; Kota, K.; Shun, T.; Hiroshige, I. Relationship between Alloy Element and Weld Solidification Cracking Susceptibility of Austenitic Stainless Steel. ISIJ Int. 2019, 59, 1323–1329. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | P | S | Cr | Ni | Mo | N | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight % | 0.026 | 1.47 | 0.42 | 0.034 | 0.0016 | 16.60 | 10.08 | 2.14 | 0.044 | 0.50 | Balance |
| Powders | Melting Temperature (°C) | Evaporation Temperature (°C) |
|---|---|---|
| CaF2 | 1418 | 2533 |
| LiF | 848 | 1673 |
| NaF | 993 | 1700 |
| Mn | 1246 | 2061 |
| Nb | 2477 | 4744 |
| Ti | 1668 | 3287 |
| Parameter | Value |
|---|---|
| Welding current | 150 A |
| Voltage | 11 V |
| Efficiency | 75% |
| Welding speed | 28 cm/min |
| Heat provided | 265 J/mm |
| Shield gas face | Argon 8 L/min |
| Shield gas backside | Argon 6 L/min |
| Electrode diameter | 2.4 mm |
| Electrode type | Tungsten thoriated 2% |
| Electrode tip angle | 45° |
| Arc length | 2 mm |
| Welding mode | Negative direct current electrode |
| TIG Weld | Number of Tests | Mean Face Width Weld Bead (mm) | Mean Back Width Weld Bead (mm) | Mean Crack Length Face Side (mm) | Standard Deviation σ For Crack Length Face Side | Mean Crack Length Back Side (mm) | Mean Critical Crack Width Face Side (mm) | Standard Deviation σ For Critical Crack Width Face Side | Mean Critical Crack Width Back Side (mm) |
|---|---|---|---|---|---|---|---|---|---|
| Without powder | 3 | 8 | 5 | 74 | 0.88 | 76 | 52.5 | 0.78 | 53.3 |
| CaF2 | 3 | 6 | 4 | 49 | 0.79 | 50 | 42.3 | 0.72 | 43.7 |
| LiF | 3 | 6 | 5 | 48 | 0.96 | 49 | 41.7 | 1.03 | 42.1 |
| NaF | 3 | 6 | 4 | 40 | 1.00 | 44 | 38.3 | 1.08 | 40.0 |
| Ti | 3 | 6 | 5 | 56 | 1.07 | 56 | 45.0 | 1.17 | 1.17 |
| Mn | 3 | 6 | 6 | 45 | 0.89 | 49 | 40.4 | 1.11 | 1.11 |
| Nb | 3 | 6 | 6 | 25 | 0.82 | 24 | 32 | 0.84 | 0.84 |
| 80%Nb + 20%Ti | 3 | 7 | 6 | 22 | 0.82 | 22 | 31 | 0.89 | 1.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Touileb, K.; Ouis, A.; Hedhibi, A.C.; Ibrahim, A.; Abdo, H.S. Effects of Metal and Fluoride Powders Deposition on Hot-Cracking Susceptibility of 316L Stainless Steel in TIG Welding. Metals 2022, 12, 1225. https://doi.org/10.3390/met12071225
Touileb K, Ouis A, Hedhibi AC, Ibrahim A, Abdo HS. Effects of Metal and Fluoride Powders Deposition on Hot-Cracking Susceptibility of 316L Stainless Steel in TIG Welding. Metals. 2022; 12(7):1225. https://doi.org/10.3390/met12071225
Chicago/Turabian StyleTouileb, Kamel, Abousoufiane Ouis, Abdeljlil Chihaoui Hedhibi, Albaijan Ibrahim, and Hany S. Abdo. 2022. "Effects of Metal and Fluoride Powders Deposition on Hot-Cracking Susceptibility of 316L Stainless Steel in TIG Welding" Metals 12, no. 7: 1225. https://doi.org/10.3390/met12071225