
Effects of Deep Rolling on the Microstructure Modification and Fatigue Life of 35Cr2Ni4MoA Bolt Threads

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Experimental Methods
2.2.1. Surface Topography Observation
2.2.2. Microstructure Characterization
2.2.3. Microhardness Test
2.2.4. Residual Stress Test
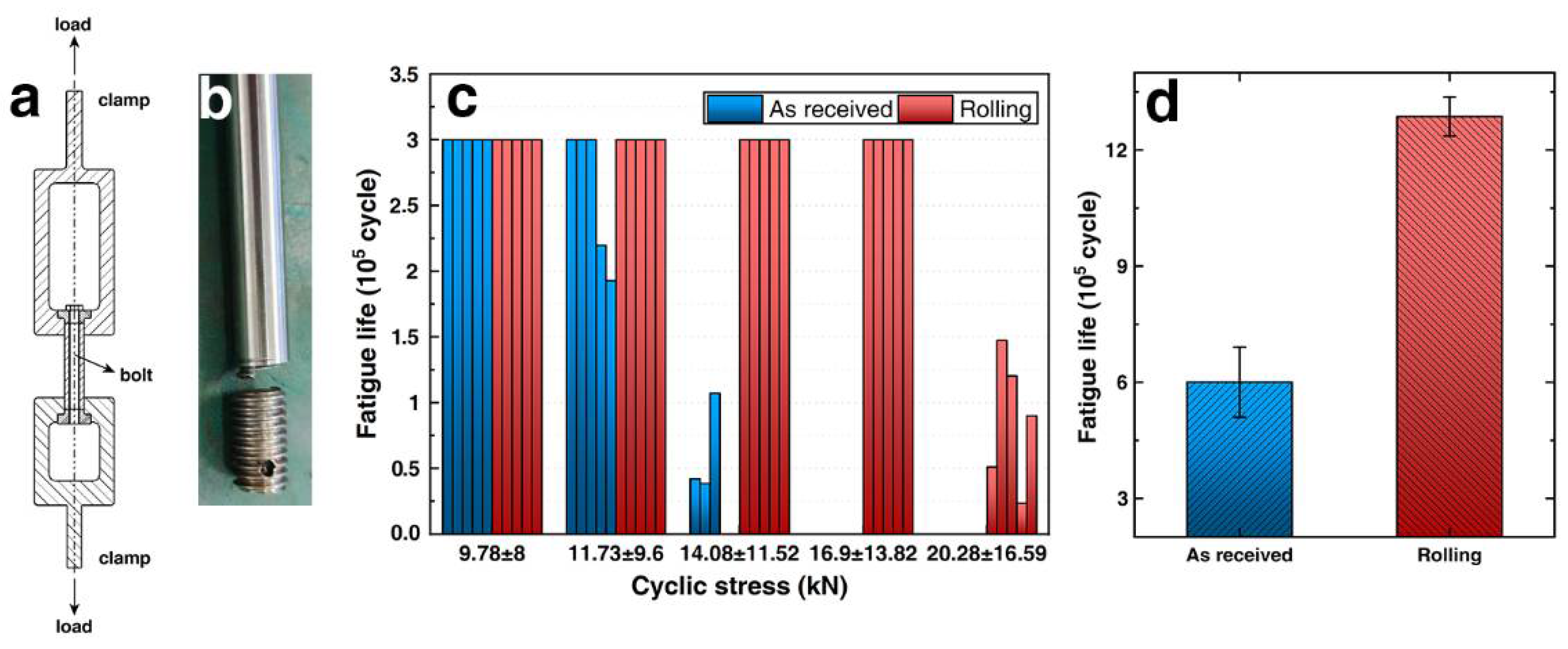
2.2.5. Fatigue Test
3. Results and Discussion
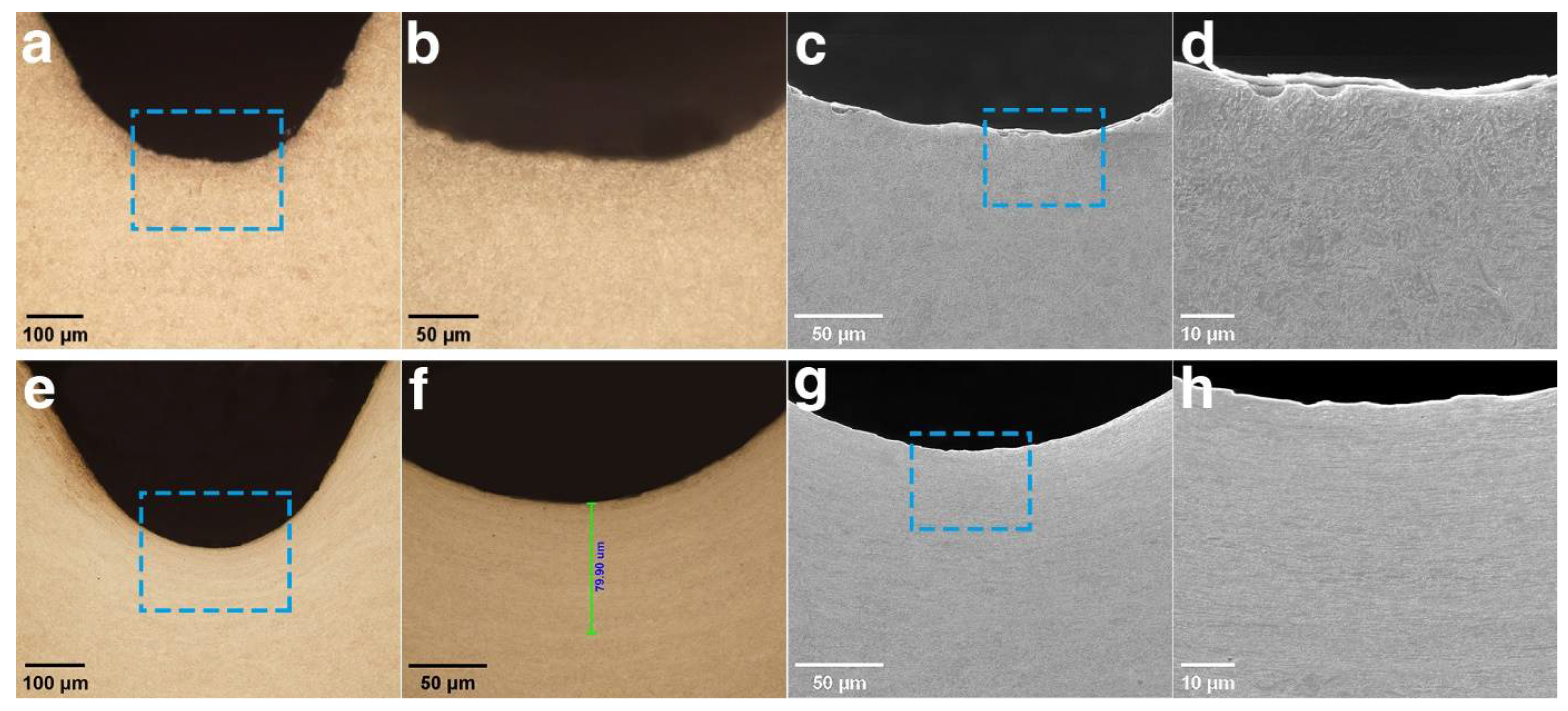
3.1. Surface Topography Observation
3.2. Microstructure Characterization
3.3. Microhardness Test
3.4. Residual Stress Test
3.5. Fatigue Test
4. Conclusions
- (1)
- Under the effect of the plastic deformation induced by rolling, the surface roughness of the bolt thread is reduced, and the microstructure at the surface of the thread is refined and strengthened. Meanwhile, the surface hardness of the thread increases, and the tensile residual stress relaxes.
- (2)
- The fatigue life of the bolts after rolling was increased by 113% compared with the as-received bolts. This is attributed to the beneficial changes in the surface properties of the bolt thread after rolling, which enhanced its resistance to the initiation and propagation of fatigue cracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qin, L.J.; Gu, B.Q. Application of Shot-Peening Strength on Improving Anti-fatigue Property of Bolt. Lubr. Eng. 2013, 38, 86–89. [Google Scholar]
- Symonds, N.; Pitt, C. Military helicopters: Have the seeds of future accidents already been sown. Eng. Fail. Anal. 2006, 13, 493–515. [Google Scholar] [CrossRef] [Green Version]
- Altenberger, I.; Stach, E.A.; Liu, G.; Nalla, R.K.; Ritchie, R.O. An in Situ Transmission Electron Microscope Study of the Thermal Stability of Near-surface Microstructures Induced by Deep Rolling and Laser-shock Peening. Scr. Mater. 2003, 48, 1593–1598. [Google Scholar] [CrossRef]
- Nalla, R.K.; Altenberger, I.; Noster, U.; Liu, G.Y.; Scholtes, B.; Ritchie, R.O. On the Influence of Mechanical Surface Treatments-deep Rolling and Laser Shock Peening on the Fatigue Behavior of Ti-6Al-4V at Ambient and Elevated Temperatures. Mater. Sci. Eng. A 2003, 355, 216–230. [Google Scholar] [CrossRef]
- Li, G.; Qu, S.G.; Xie, M.X.; Ren, Z.J.; Li, X.Q. Effect of Multi-Pass Ultrasonic Surface Rolling on the Mechanical and Fatigue Properties of HIP Ti-6Al-4V Alloy. Materials 2017, 10, 133. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Qu, S.G.; Pan, Y.X.; Li, X.Q. Effects of the different frequencies and loads of ultrasonic surface rolling on surface mechanical properties and fretting wear resistance of HIP Ti–6Al–4V alloy. Appl. Surf. Sci. 2016, 389, 324–334. [Google Scholar] [CrossRef]
- Li, G.; Qu, S.G.; Guan, S.; Wang, F.W. Study on the tensile and fatigue properties of the heat-treated HIP Ti-6Al-4V alloy after ultrasonic surface rolling treatment. Surf. Coat. Technol. 2019, 379, 124971. [Google Scholar] [CrossRef]
- Wang, T.; Wang, D.P.; Liu, G.; Gong, B.M.; Song, N.X. Investigations on the nanocrystallization of 40Cr using ultrasonic surface rolling processing. Appl. Surf. Sci. 2008, 255, 1824–1829. [Google Scholar]
- Oevermann, T.; Wegener, T.; Niendorf, T. On the evolution of residual stresses, microstructure and cyclic performance of high-manganese austenitic TWIP-steel after deep rolling. Metals 2019, 9, 825. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Q.Y.; Cheng, S.R.; Huang, H.; Liu, F.L.; Ren, C.; Dong, L.M. Microstructure of thread rolled strengthening layer and strengthening mechanism for Ti5553 alloy hi-bolt. Heat Treat. Met-UK 2017, 42, 203–208. [Google Scholar]
- Cai, Z.; Zhang, X.C.; Tu, S.D. Effects of Ultrasonic Surface Rolling Process Microstructure and Surface Integrity of Ti-6Al-4V Alloy. Mater. Mech. Eng. 2018, 42, 7–11. [Google Scholar]
- Cheng, M.L.; Zhang, D.Y.; Chen, H.W.; Qin, W. Development of ultrasonic thread root rolling technology for prolonging the fatigue performance of high strength thread. J. Mater. Process. Technol. 2014, 214, 2395–2401. [Google Scholar] [CrossRef]
- Balasubramanian, N.; Dharmesh, K.; Zheng, F.; Sylvie, C. Effect of deep cold rolling on mechanical properties and microstructure of nickel-based superalloys. Mater. Sci. Eng. A 2018, 728, 196–207. [Google Scholar]
- Tsuji, N.; Tanaka, S.; Takasugi, T. Effect of combined plasma-carburizing and deep-rolling on notch fatigue property of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2009, 499, 482–488. [Google Scholar] [CrossRef]
- Knight, M.J.; Brennan, F.P.; Dover, W.D. Controlled failure design of drillstring threaded connections. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 1081–1090. [Google Scholar] [CrossRef]
- Lai, F.Q.; Qu, S.G.; Lewis, R.; Slatter, T.; Fu, W.L.; Li, X.Q. The influence of ultrasonic surface rolling on the fatigue and wear properties of 23-8N engine valve steel. Int. J. Fatigue 2019, 125, 299–313. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Hu, Z.Q.; Su, W.W.; Zhou, H.L.; Liu, C.X.; Yang, Y.L.; Qi, X.W. Microstructure and surface properties of 17-4PH stainless steel by ultrasonic surface rolling technology. Surf. Coat. Technol. 2017, 321, 64–73. [Google Scholar] [CrossRef]
- Liu, Y.C.; Zhang, S.; Tan, J.Z.; Guan, M.; Tao, S.J.; Zhang, C.H. Effect of mechanical rolling of fatigue properties of A473M steel. J. Mater. Eng. 2020, 48, 163–169. [Google Scholar]
- Cao, X.J.; Pyoun, Y.S.; Murakami, R. Fatigue properties of a S45C steel sub-jected to ultrasonic nanocrystal surface modification. Appl. Surf. Sci. 2010, 256, 6297–6303. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Azadikhah, K.; Nemati, J. The effects of deep rolling and shot peening on fretting fatigue resistance of Aluminum-7075-T6. Mater. Sci. Eng. A 2009, 516, 235–247. [Google Scholar] [CrossRef]
- Nagarajan, B.; Castagne, S. Microstructure study of nickel-based superalloys after deep cold rolling. Mater. Sci. Forum 2017, 879, 169–174. [Google Scholar] [CrossRef]
- Trauth, D.; Klocke, F.; Mattfeld, P.; Klink, A. Time-efficient Prediction of the Surface Layer State after Deep Rolling using Similarity Mechanics Approach. Procedia CIRP 2013, 9, 29–34. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.S.; Liu, D.X.; Zhang, X.H.; He, G.Y.; Xu, X.C.; Ao, N.; Ma, A.; Liu, D. On the influence of ultrasonic surface rolling process on surface integrity and fatigue performance of Ti-6Al-4V alloy. Surf. Coat. Technol. 2019, 370, 24–34. [Google Scholar] [CrossRef]
- Liu, D.; Liu, D.X.; Zhang, X.H.; Liu, C.S.; Ao, N. Surface nanocrystallization of 17-4 precipitation-hardening stainless steel subjected to ultrasonic surface rolling process. Mater. Sci. Eng. A 2018, 726, 69–81. [Google Scholar] [CrossRef]
- Dang, J.Q.; An, Q.L.; Lian, G.H.; Zuo, Z.Y.; Li, Y.G.; Wang, H.W.; Chen, M. Surface modification and its effect on the tensile and fatigue properties of 300M steel subjected to ultrasonic surface rolling process. Surf. Coat. Technol. 2021, 422, 127566. [Google Scholar] [CrossRef]
- Wang, X.D.; Chen, L.Q.; Liu, P.; Lin, G.B.; Ren, X.C. Enhancement of Fatigue Endurance Limit through Ultrasonic Surface Rolling Processing in EA4T Axle Steel. Metals 2020, 10, 830. [Google Scholar] [CrossRef]
- Tsuji, N.; Tanaka, S.; Takasugi, T. Evaluation of surface-modified Ti–6Al–4V alloy by combination of plasma-carburizing and deep-rolling. Mater. Sci. Eng. A 2008, 488, 139–145. [Google Scholar] [CrossRef]
- Kamaya, M.; Wilkinson, A.J.; Titchmarsh, J.M. Measurement of plastic strain of polycrystalline material by electron backscatter diffraction. Nucl. Eng. Des. 2005, 235, 713–725. [Google Scholar] [CrossRef]
- Fujiyama, K.; Mori, K.; Kaneko, D.; Kimachi, H.; Saito, T.; Ishii, R.; Hino, T. Creep damage assessment of 10Cr-1Mo-1W-VNbN steel forging through EBSD observation. Int. J. Press. Vessels Pip. 2009, 86, 570–577. [Google Scholar] [CrossRef]
- Wu, X.; Tao, N.; Hong, Y.; Xu, B.; Lu, J.; Lu, K. Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of Al-al-loy subjected to USSP. Acta Mater. 2002, 50, 2075–2084. [Google Scholar] [CrossRef]
- Wen, M.; Liu, G.; Gu, J.F.; Guan, W.M.; Lu, J. Dislocation evolution in titanium during surface severe plastic deformation. Appl. Surf. Sci. 2009, 255, 6097–6102. [Google Scholar] [CrossRef]
- Ye, C.; Telang, A.; Gill, A.S.; Suslov, S.; Idell, Y.; Zweiacker, K.; Wiezorek, J.M.; Zhou, Z.; Qian, D.; Mannava, S.R.; et al. Gradient nanostructure and residual stresses induced by Ultrasonic Nano-crystal Surface Modification in 304 austenitic stainless steel for high strength and high ductility. Mater. Sci. Eng. A 2014, 613, 274–288. [Google Scholar] [CrossRef] [Green Version]
- Jafarian, F.; Amirabadi, H.; Sadri, J. Experimental measurement and optimization of tensile residual stress in turning process of Inconel718 superalloy. Measurement 2015, 63, 1–10. [Google Scholar] [CrossRef]
- Pedersen, N.L. Optimization of bolt thread stress concentrations. Arch. Appl. Mech. 2013, 83, 1–14. [Google Scholar] [CrossRef]
- Zhang, Y.Y.; Jin, C.Z.; Pang, D. Simulation Analysis of Residual Stress of Internal Thread Surface by Milling. Tool Eng. 2020, 8, 62–65. [Google Scholar]
- Wang, M.; Wang, Z.Q. Rolling process parameter and Fatigue Strength of Radius of Fillet under Tc16 bolt Head. J. Guizhou U. Technol. 2008, 37, 108–110. [Google Scholar]
- Pang, J.C.; Li, S.X.; Wang, Z.G.; Zhang, Z.F. General relation between tensile strength and fatigue strength of metallic materials. Mater. Sci. Eng. A 2013, 564, 331–341. [Google Scholar] [CrossRef]
- Wang, M.; Xiao, W.; Gan, P.; Gu, C.; Bao, Y.P. Study on inclusions distribution and cyclic fatigue performance of gear steel 18CrNiMo7-6 forging. Metals 2020, 10, 201. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Pegues, J.W.; Shamsaei, N. Fatigue behavior and modeling for additive manufactured 304L stainless steel: The effect of surface roughness. Int. J. Fatigue 2020, 141, 105856. [Google Scholar] [CrossRef]
- Huang, Y.; Zhou, J.Z.; Li, J.; Tian, X.L.; Meng, X.K.; Huang, S. Effects of Cryogenic Laser Peening on Damping Characteristics and Vibration Fatigue Life of TC6 Titanium Alloy. Chin. J. Lasers 2020, 47, 0402011. [Google Scholar] [CrossRef]
- Tekeli, S. Enhancement of fatigue strength of SAE 9245 steel by shot peening. Mater. Lett. 2002, 57, 604–608. [Google Scholar] [CrossRef]
- Song, D.Y.; Gao, W.; Zhao, Z.Y. The Influence of Screw Rolling Strengthening on 300M Steel Screw Fatigue Strength. J. Mater. Eng. 1993, 2, 17–19. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Roller radius | 0.9 mm |
| Feed rate | 12 mm/min |
| Rolling quantity | 0.1~0.12 mm |
| Rolling speed | 550 r/min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Xiong, X.; Huang, K.; Ying, S.; Tang, M.; Qu, X.; Ji, W.; Qian, C.; Cai, Z. Effects of Deep Rolling on the Microstructure Modification and Fatigue Life of 35Cr2Ni4MoA Bolt Threads. Metals 2022, 12, 1224. https://doi.org/10.3390/met12071224
Wang X, Xiong X, Huang K, Ying S, Tang M, Qu X, Ji W, Qian C, Cai Z. Effects of Deep Rolling on the Microstructure Modification and Fatigue Life of 35Cr2Ni4MoA Bolt Threads. Metals. 2022; 12(7):1224. https://doi.org/10.3390/met12071224
Chicago/Turabian StyleWang, Xianmo, Xiyao Xiong, Kanghua Huang, Shaojun Ying, Mingjun Tang, Xinhe Qu, Wen Ji, Chengkai Qian, and Zhipeng Cai. 2022. "Effects of Deep Rolling on the Microstructure Modification and Fatigue Life of 35Cr2Ni4MoA Bolt Threads" Metals 12, no. 7: 1224. https://doi.org/10.3390/met12071224