
Global Droplet Heat Transfer in Oxygen Steelmaking Process

 ,
,  ,
,  , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (a)
- How does the global droplet heat transfer affect the temperature of the participating medium (slag/emulsion zone)?
- (b)
- What mode of heat transfer is dominant as the droplet interacts with the slag/emulsion zone?
- (c)
- The influence of droplet heat transfer on the chemical refining of the process.
- (d)
- The effect of parameters such as droplet size, residence time, porosity(foaming) of surrounding medium on droplet heat transfer.
2. Methodology
2.1. Assumptions
- 1.
- The geometry of the droplets is assumed to be spherical.
- 2.
- As the droplets are generated from the hot spot, the droplet initial temperature is the same as the hotspot temperature and is assumed to be uniform.
- 3.
- The internal CO formation results in bloating. During the residence time, CO gas escape from the droplet and has negligible contact time with the surface of the metal droplet. Hence, the presence of gaseous layer surrounding the droplet is neglected.
- 4.
- No incubation period for droplets is considered. In the present model, droplets undergo bloating instantaneously as it goes through the slag-emulsion medium. It must be acknowledged that there is experimental evidence for an incubation period for droplets by Chen et al. [11] but in this study, we are ignoring this aspect to simplify the problem. Future work may incorporate this aspect.
- 5.
- A previous study by Dogan et al. has predicted the flux dissolution (CaO and MgO dissolved) profile for Ciccutti [23] plant data, taking into account the charge addition rate and geometry of particles. This predicted profile is used in the present model for slag temperature calculation.
- 6.
- Scrap melting at the initial phase of the blow affects hot metal temperature. To simplify the complexity, the linear scrap melting profile (where scrap melts and dissolves linearly before 7 min of oxygen blow) predicted by Dogan et al. [14] is assumed for the present calculation.
- 7.
- In Cicuttis’s [23] plant data, sampling data are available from 2 min. Therefore, the present model uses values from 2 min onwards.
- 8.
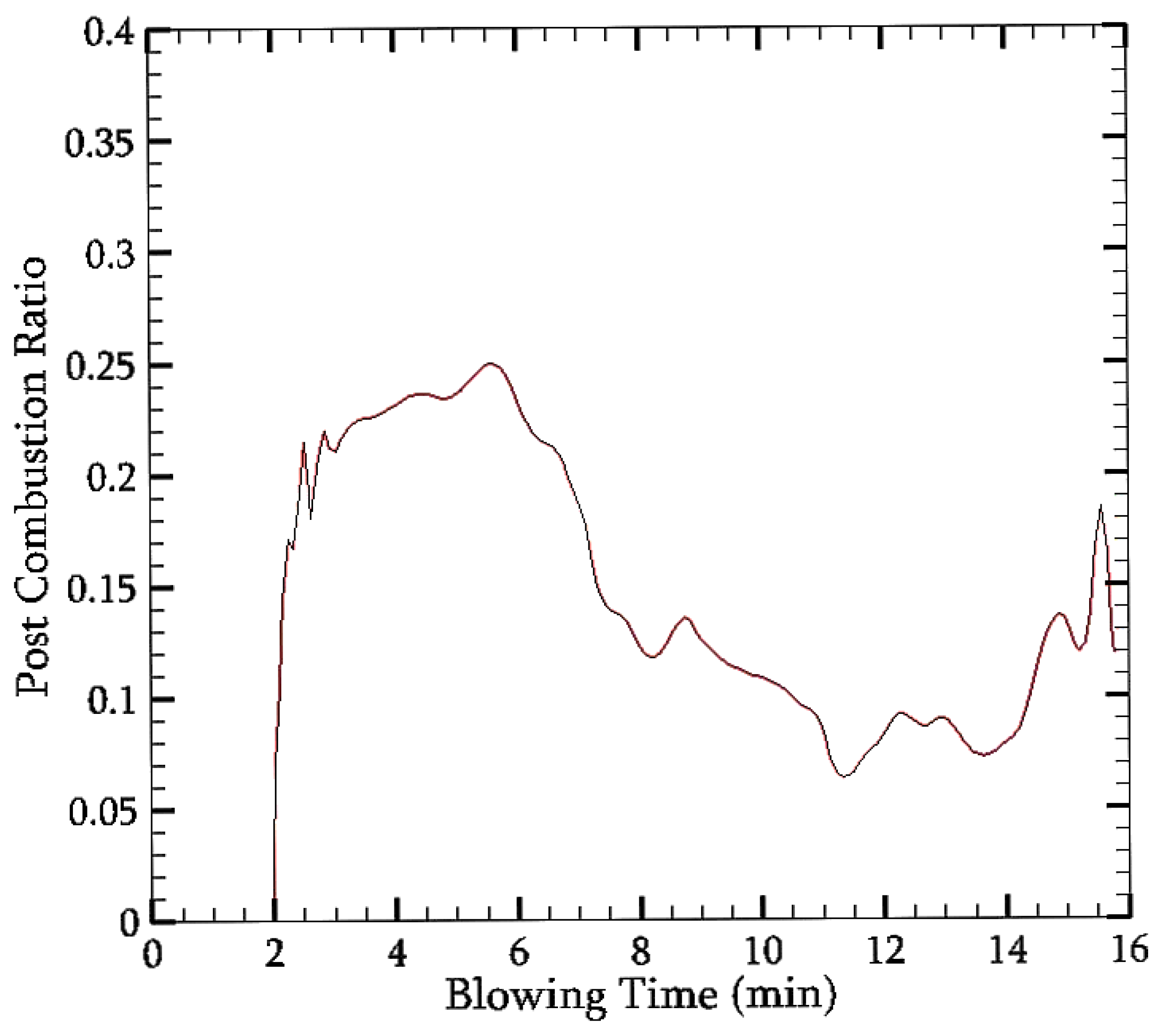
- To compute the heat of post-combustion, the PCR profile (post-combustion ratio, defined as the ratio of CO2/(CO + CO2)) is required, which is not recorded in Cicuttis’s [23] plant trial. In the present study, the post combustion profile recorded at Tata steel, the Netherlands is used (given in Appendix A, Figure A1). It is assumed that the post combustion heat will heat up the slag. However, in the actual scenario, there is a possibility that a lot of post combustion heat can escape through the gas stream.
- 9.
- From a heat balance study [32] by the current authors, it was observed that the overall heat loss percentage varies from 2% to 6%. Since heat loss affects the temperature, it is assumed that the an average heat loss value is 3% throughout the blowing period and it happens from the slag zone.
- 10.
- To carry out heat balance at different zones (hotspot, slag, and hot metal), mass evolution and refining profiles are required. For Cicuttis’s [23] plant data, Rout et al. [1], Kadrolkar et al. [33] and Dogan et al. [14] have predicted the hot metal mass, slag mass, and refining profiles. The present model uses these refining profiles for predicting the temperature of respective zones.
- 11.
- To reduce the complexity, the predicted temperature of the slag zone, hot spot zone, and hot metal zone at different stages of blowing are assumed to be uniform.
2.2. Jet Velocity Module
2.3. Jet Temperature Module
2.4. Hot Spot Temperature Module
2.5. Droplet Generation Module
2.6. Droplet Size Distribution Module
2.7. Droplet Velocity Module
Initial Velocity
2.8. Instantaneous Velocity
2.9. Bloating and Diameter Change Module
2.10. Droplet Trajectory and Residence Time Module
2.11. Instantaneous Droplet Heat Transfer Coefficient Module
2.12. Single Droplet Heat Balance Module
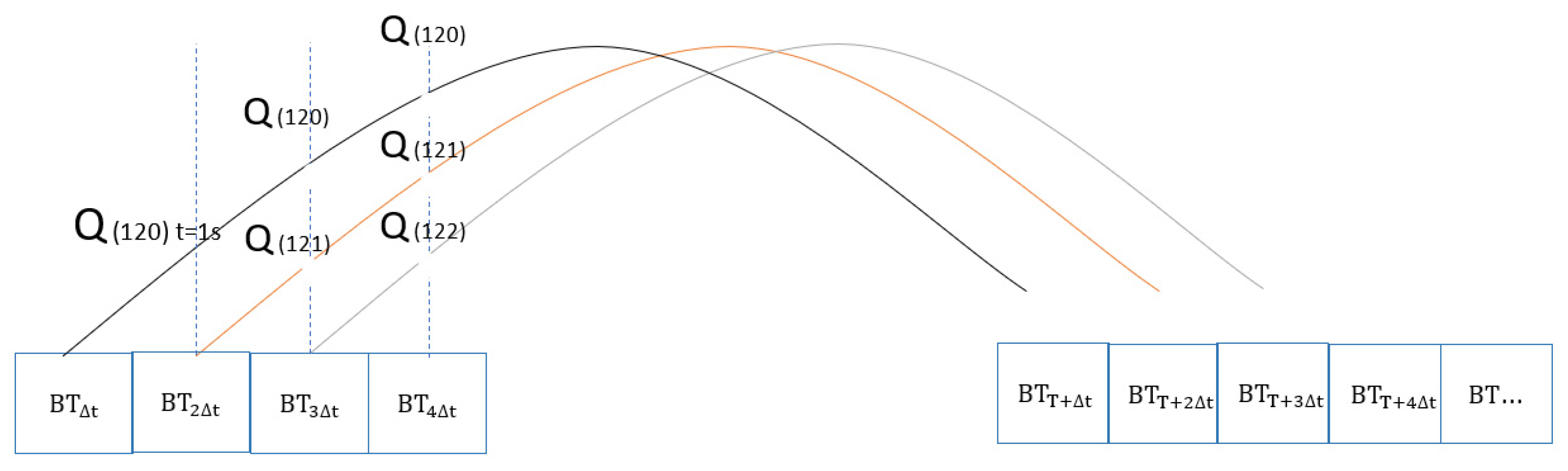
2.13. Overall Droplet Heat Transfer Module
3. Slag Temperature Module
- 1.
- Heat associated with the oxidation of components in the slag emulsion ;
- 2.
- Heat contributed by droplets generated from the hotspot ();
- 3.
- Heat for flux dissolution ();
- 4.
- Heat transfer between slag and bath ();
- 4.
- Heat of post-combustion ();
- 5.
- Heat loss ().
4. Hot Metal Temperature Module
5. Algorithm
6. Result and Discussion
6.1. Hot Spot Temperature
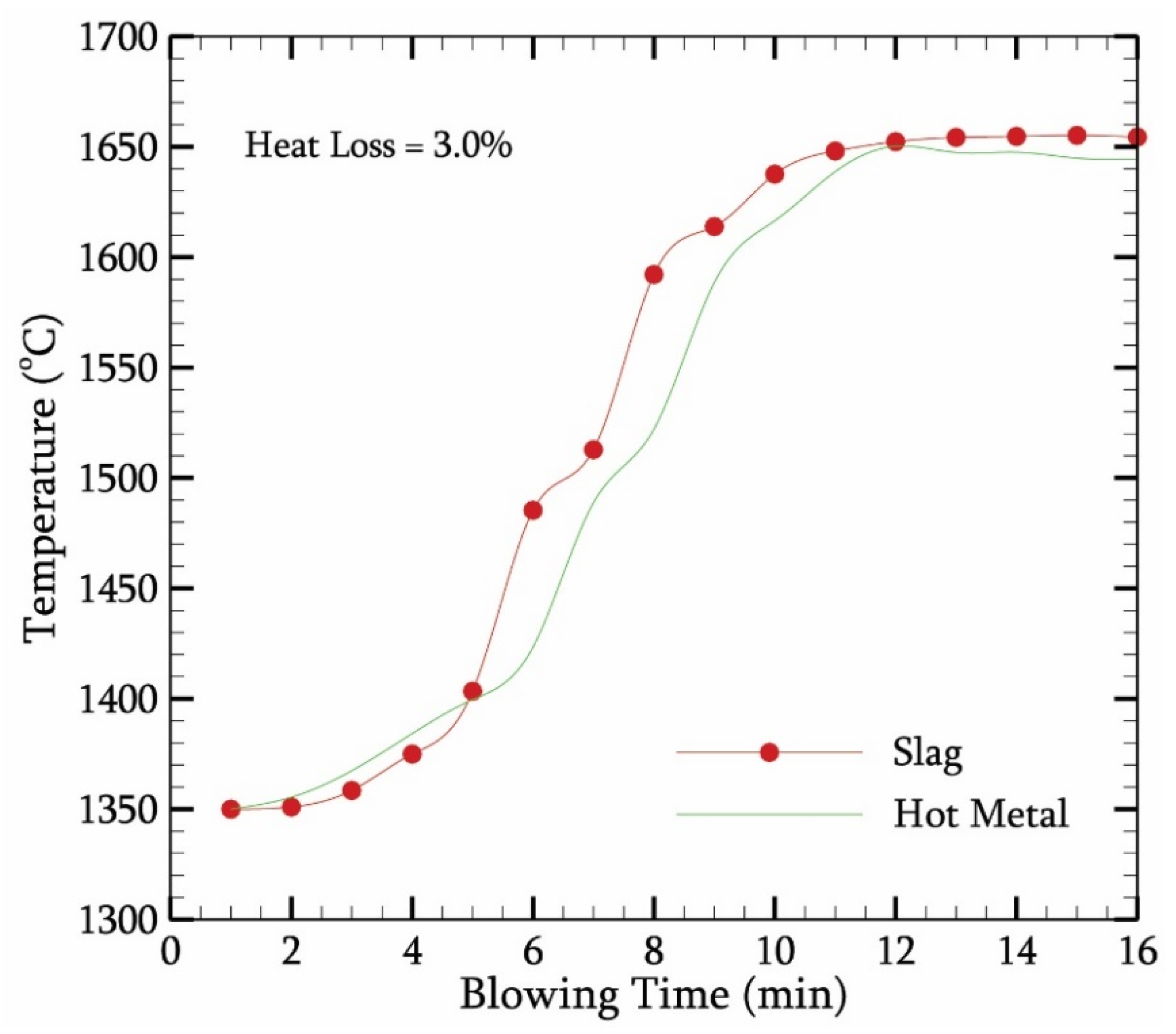
6.2. Slag and Hot Metal Temperature
6.3. Effect of Individual Heat Components on Slag Temperature
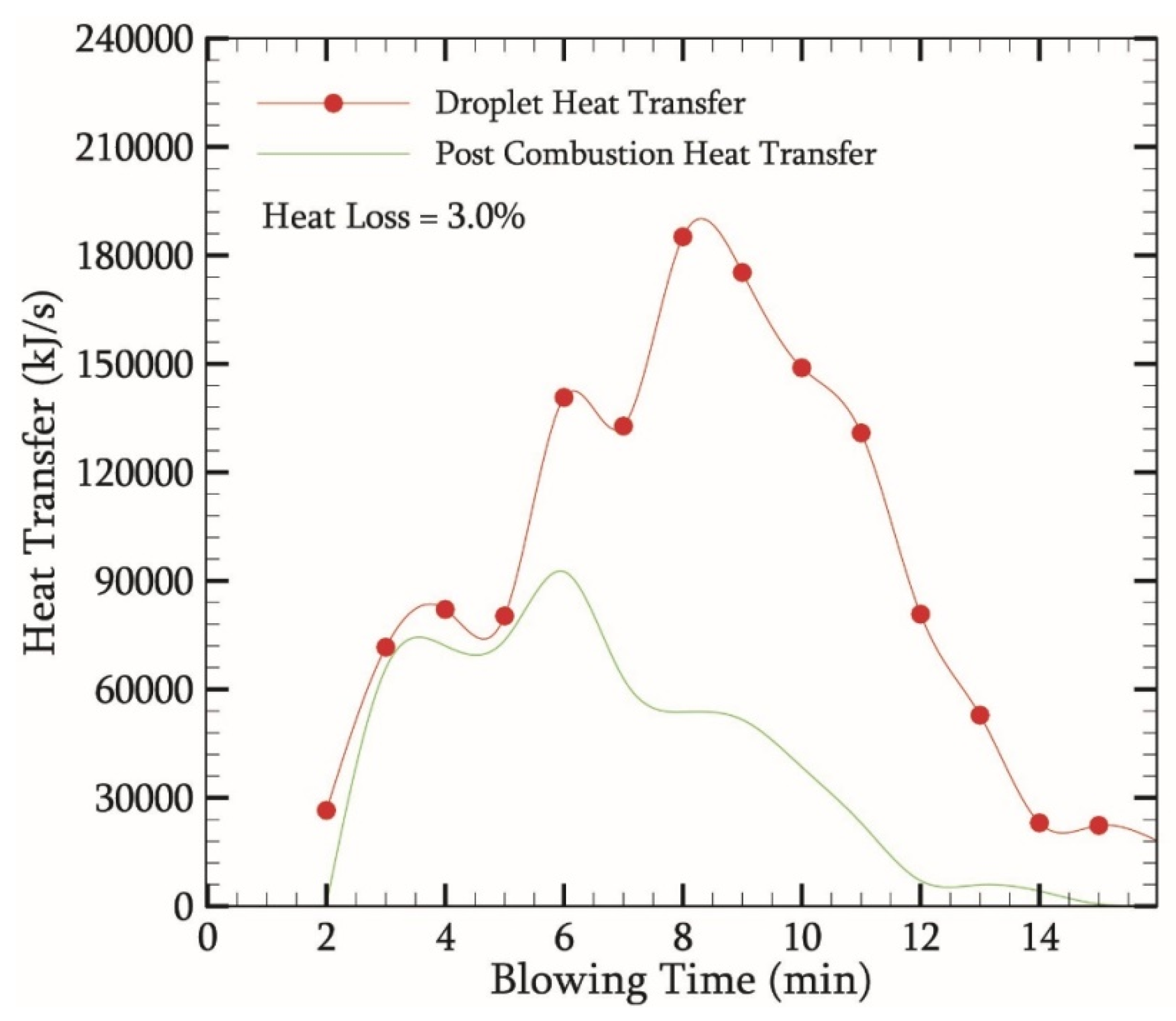
6.4. Heat Transfer Rate via Droplets and Post-Combustion
6.5. Droplet Diameter on Slag Temperature
6.6. Droplet Heat Transfer Efficiency
- (a)
- How does the assumption of all generated droplets of the same size will significantly affect the slag temperature and hot metal temperature?
- (b)
- Are there better ways to calculate the different heat transfer coefficient values considering the BOF operating condition?
- (c)
- From a refining perspective, is it beneficial or not to increase the post-combustion ratio (because higher PCR increases the slag temperature that favours P reversion)?
- (d)
- How reliable is the assumption from the previous study [26] that FeO is formed only in the hot spot zone? How does it affect heat transfer between different zones?
- (e)
- The industrial measurements of slag and hot metal temperature evolution profiles are not available in the open literature. So, what are the possibilities of validating the slag and hot metal temperature profiles from the heat transfer model?
7. Conclusions
- The predicted hot spot temperature profile shows a similar trend to that of the industrial measured values and a bath heat transfer coefficient value of 33,400 W/m2 K.
- The slag temperature was predicted to be lower than the hot metal temperature at the initial phase of the blow and thereafter, the slag temperature becomes greater than the hot metal temperature.
- The modelling work predicts that the effect of droplets heating up the slag is prominent compared to the exothermic heat and post-combustion heat components.
- Droplets with smaller diameters were predicted to be more effective in heating the slag compared to those with large diameters, as the smaller diameter droplets offer a larger surface area.
- The calculated droplet heat transfer efficiency shows that until 10 min of the blow, the droplets transfer 90% of the heat of droplets to the slag, and then this declines towards the end of the blow.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Rout, B.K. Modelling of Dephosphorization in Oxygen Steelmaking Dephosphorization. Ph.D. Thesis, Swinburne University of Technology, Melbourne, Australia, 2018; pp. 6–8. [Google Scholar]
- Standish, N. Drop Generation due to an Impinging Jet and the Effect of Bottom Blowing in the Steelmaking Vessel. ISIJ Int. 1989, 29, 455–461. [Google Scholar] [CrossRef] [Green Version]
- He, Q.L.; Standish, N. A Model Study of Residence Time of Metal Droplets in the Slag in BOF Steelmaking. ISIJ Int. 1990, 30, 356–361. [Google Scholar] [CrossRef] [Green Version]
- Subagyo; Brooks, G.A.; Coley, K.S.; Irons, G.A. Generation of droplets in slag-metal emulsions through top gas blowing. ISIJ Int. 2003, 43, 983–989. [Google Scholar] [CrossRef] [Green Version]
- Harris., R.L. Interaction of gas jets with model process liquids. In Proceedings of the Copper 95—Cobre 95 International Conference, Santiago, Chile, 26–29 November 1995; pp. 107–124. [Google Scholar]
- Rout, B.K.; Brooks, G.; Subagyo; Rhamdhani, M.A.; Li, Z. Modeling of Droplet Generation in a Top Blowing Steelmaking Process. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2016, 47, 3350–3361. [Google Scholar] [CrossRef] [Green Version]
- Mulholland, E.W.; Hazeldean, G.S.F.; Davies, M.W. Visualization of Slag--Metal Reactions by X-Ray Fluoroscopy- Decarburization in Basic Oxygen Steelmaking. J. Iron Steel Inst. 1973, 211, 632–639. [Google Scholar]
- Gare, T.; Hazeldean, G.S.F. Basic oxygen steelmaking: Decarburization of binary fe-c droplets and ternary fe-c-x droplets in ferruginous slags. Ironmak. Steelmak. 1981, 8, 169–181. [Google Scholar]
- Riboud, H.G. Oxidation kinetics of iron alloy drops in oxidizing slags. Metall. Trans. B 1977, 8, 409–415. [Google Scholar]
- Min, D.J.; Fruehan, R.J. Rate of reduction of FeO in slag by Fe-C drops. Metall. Trans. B 1992, 23, 29–37. [Google Scholar] [CrossRef]
- Chen, E. Kinetic study of droplet swelling in BOF steelmaking. In Proceedings of the 6th European Oxygen Steelmaking Conference, Stockholm, Sweden, 7–9 September 2011; pp. 141–151. [Google Scholar]
- Spooner, S.; Li, Z.; Sridhar, S. Hidden Phenomena During Transient Reaction Trajectories in Liquid Metals Processing. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2020, 51, 1301–1314. [Google Scholar] [CrossRef]
- Brooks, G.; Pan, Y.; Subagyo; Coley, K. Modeling of trajectory and residence time of metal droplets in slag-metal-gas emulsions in oxygen steelmaking. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2005, 36, 525–535. [Google Scholar] [CrossRef]
- Dogan, N. Mathematical Modelling of Oxygen Steelmaking. Ph.D. Thesis, Swinburne University of Technology, Hawthorn, VIC, Australia, 2011. [Google Scholar]
- Schoop, J.; Resch, W.; Mahn, G. Reactions occurring during the oxygen top blown process and calculation of metallurgical control parameters. Ironmak. Steelmak. 1978, 2, 72–79. [Google Scholar]
- Price, D.J. LD steelmaking: Significance of the emulsion in carbon removal. In Proceedings of the Process Engineering of Pyrometallurgy Symposium, London, UK, 1 June 1974; pp. 8–15. [Google Scholar]
- Kozakevitch, P. Foams and emulsions in steelmaking. J. Miner. Met. Metarials Soc. 1969, 22, 57–58. [Google Scholar] [CrossRef]
- Urquhart, R.C.; Davenport, W.G. Foams and emulsions in oxygen steelmaking. Can. Metall. Q. 1973, 12, 507–516. [Google Scholar] [CrossRef]
- Chao, B.T. Transient heat and mass transfer to a translating droplet. J. Heat Transfer 1969, 91, 273–280. [Google Scholar] [CrossRef]
- Panjkovic, V.; Truelove, J.S.; Ostrovski, O. Numerical Modelling of Gas-Phase Phenomena and Fuel Efficiency in Iron-bath Reactors; University of New South Wales: Sydney, NSW, Australia, 1999. [Google Scholar]
- Meyer, H.W.; Porter, W.F.; Smith, G.C.; Szekely, J. Slag-metal emulsions and their importance in bof steelmaking. J. Met. 1968, 20, 35–42. [Google Scholar] [CrossRef]
- Millman, M.S.; Kapilashrami, K.; Bramming, M.; Malmberg, D. Imphos: Improving Phosphorus Refining; Technical Report; European Union: Luxembourg, Germany, 2011. [Google Scholar]
- Cicutti, C.; Valdez, M.; Pérez, T.; Petroni, J.; Gómez, A.; Donayo, R.; Ferro, L. Study of Slag-Metal Reactions in an LD-LBE Converter. In Proceedings of the Sixth International Conference Molten Slags, Fluxes Salts, ISS, Stockholm, Sweden, 12–17 June 2000. [Google Scholar]
- Molloseau, C.L.; Fruehan, R.J. The reaction behavior of Fe-C-S droplets in CaO-SiO2-MgO-FeO slags. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2002, 33, 335–344. [Google Scholar] [CrossRef]
- De Vos, L.; Bellemans, I.; Vercruyssen, C.; Verbeken, K. Basic Oxygen Furnace: Assessment of Recent Physicochemical Models. Metall. Mater. Trans. B 2019, 50, 2647–2666. [Google Scholar] [CrossRef]
- Kadrolkar, A.; Dogan, N. The Decarburization Kinetics of Metal Droplets in Emulsion Zone. Metall. Mater. Trans. B 2019, 50, 2912–2929. [Google Scholar] [CrossRef]
- Koria, S.C.; Lange, K.W. A new approach to investigate the drop size distribution in basic oxygen steelmaking. Metall. Trans. B 1984, 15, 109–116. [Google Scholar] [CrossRef]
- Snigdha, G.; Bharath, B.N.; Viswanathan, N.N. BOF process dynamics. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. 2019, 128, 17–33. [Google Scholar] [CrossRef]
- Jalkanen, H.; Holappa, L. Converter Steelmaking. In Treatise on Process Metallurgy; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; Volume 3, pp. 223–270. ISBN 9780080969886. [Google Scholar]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A.; Gu, K.; Kadrolkar, A.; Dogan, N. Droplet Heat Transfer in Oxygen Steelmaking. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2021, 52, 1279–1293. [Google Scholar] [CrossRef]
- Gu, K.; Dogan, N.; Coley, K.S. Dephosphorization Kinetics between Bloated Metal Droplets and Slag Containing FeO: The Influence of CO Bubbles on the Mass Transfer of Phosphorus in the Metal. Metall. Mater. Trans. B 2017, 48, 2984–3001. [Google Scholar] [CrossRef]
- Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A. General Heat Balance for Oxygen Steelmaking. J. Iron Steel Res. Int. 2021, 28, 538–551. [Google Scholar] [CrossRef]
- Kadrolkar, A. Comprehensive Mathematical Model Comprehensive Mathematical Model. Ph.D. Thesis, McMaster University, Hamilton, ON, Canada, 2020. [Google Scholar]
- Sumi, I.; Kishimoto, Y.; Kikuchi, Y.; Igarashi, H. Effect of high-temperature field on supersonic oxygen jet behavior. ISIJ Int. 2006, 46, 1312–1317. [Google Scholar] [CrossRef] [Green Version]
- Ito, S.; Muchi, I. Transport phenomena of supersonic jet in oxygen top blowing converter. J Iron Steel Inst. Japan Tetsu To Hagane 1969, 55, 1152–1163. [Google Scholar] [CrossRef] [Green Version]
- Matsui, A.; Nabeshima, S.; Matsuno, H.; Kishimoto, Y. Kinetics of Iron Oxide Formation under the Condition of Oxygen Top Blowing for Dephosphorization of Hot Metal in the Basic Oxygen Furnace. ISIJ 2007, 95, 136. [Google Scholar]
- He, Q. Fluid Dynamics and Droplet Generation in the BOF Steelmaking Process. Ph.D. Thesis, University of Wollongong, Wollongong, NSW, Australia, 1991. [Google Scholar]
- Koch, K.; Fix, W.; Valentin, P. Investigation of the Decarburization of Fe-C Melts in a 50 KG Top-Blown Converter. Arch. Eisenhuttenwes 1976, 47, 659–663. [Google Scholar]
- Nakamura, M.; Tate, M. Study of Decarburization Process of Inductively Stirred Fe-C Melts. ISIJ Int. 1977, 63, 236–245. [Google Scholar]
- Asai, S.; Muchi, I. Theoritical analysis by use of mathematical model in LD converter operation. J. Iron Steel Inst. Jpn. 1969, 55, 250–262. [Google Scholar]
- Urquhart, R.C. The Importance of Metal-Slag Emulsions in Oxygen Steelmaking (Microfilm); National Library of Canada: Ottawa, ON, Canada, 1970. [Google Scholar]
- Koria, S.C.; Lange, K.W. Penetrability of impinging gas jets in molten steel bath. Steel Res. 1987, 58, 421–426. [Google Scholar] [CrossRef]
- Subagyo, G.; Brooks, A.; Coley, K. Interfacial area in top blown oxygen steelmaking. In Proceedings of the Ironmaking Conference, Nashville, TN, USA, 10–13 March 2002; pp. 837–850. [Google Scholar]
- Zhang, L.; Oeters, F. Model of post-combustion in iron-bath reactors, part 1: Theoretical basis. Steel Res. 1991, 62, 95–106. [Google Scholar] [CrossRef]
- Ranz, W. Evaporation from drops 1. Chem. Eng. Prog. 1952, 48, 173–180. [Google Scholar]
- Whitaker, S. Forced Convection Heat Transfer Correlations for Flow In Pipes, Past Flat Plates, Single. AIChE J. 1972, 18, 361–371. [Google Scholar] [CrossRef]
- Duan, Z.; He, B.; Duan, Y. Sphere Drag and Heat Transfer. Sci. Rep. 2015, 5, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Dering, D.; Swartz, C.; Dogan, N. Dynamic modeling and simulation of basic oxygen furnace (BOF) operation. Processes 2020, 8, 483. [Google Scholar] [CrossRef] [Green Version]
- Mills, K.C. Slag Properties Calculator-KenMills. Available online: https://www.pyrometallurgy.co.za/KenMills/ (accessed on 10 June 2020).
- Chiba, K.; Ono, A.; Saeki, M.; Yamauchi, M.; Kanamoto, M.; Ohno, T. Development of direct analysis method for molten iron in converter-hotspot radiation spectometry. Ironmak. Steelmak. 1993, 20, 216–220. [Google Scholar]
- Huber, J.C.; Lehmann, J.; Cadet, R. Comprehensive dynamic model for BOF process: A glimpse into thermal efficiency mechanisms. Rev. Metall. Cah. Inf. Tech. 2008, 105, 121–126. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madhavan, N.; Brooks, G.A.; Rhamdhani, M.A.; Rout, B.K.; Overbosch, A. Global Droplet Heat Transfer in Oxygen Steelmaking Process. Metals 2022, 12, 992. https://doi.org/10.3390/met12060992
Madhavan N, Brooks GA, Rhamdhani MA, Rout BK, Overbosch A. Global Droplet Heat Transfer in Oxygen Steelmaking Process. Metals. 2022; 12(6):992. https://doi.org/10.3390/met12060992
Chicago/Turabian StyleMadhavan, Nirmal, Geoffrey A. Brooks, M. Akbar Rhamdhani, Bapin K. Rout, and Aart Overbosch. 2022. "Global Droplet Heat Transfer in Oxygen Steelmaking Process" Metals 12, no. 6: 992. https://doi.org/10.3390/met12060992