1. Introduction
Powder metallurgy (PM)-based extrusion technique is an industrial forming process to produce fully dense or porous metallic alloys and ceramic materials with improved performance [
1,
2].
Compared with other processes, the shear stresses involved in powder extrusion make it an ideal process to produce bulk Al alloys and composites, due to the rupture of the nanometric oxide layer covering the powder particles, activating densification mechanisms, and interparticle welding [
3]. Some extrusion processes do not need powder compaction to obtain the extruded product, such as the Conform
TM method, used since the 1970s for copper and aluminium rod feedstocks [
4]. Using this technique, it is possible to obtain cold drawn wire <5 mm diameter, using 100% of the loose starting powders. Recent studies have shown that it is possible to obtain a fully consolidated product of aluminium alloys with a uniform and refined grain structure that could exhibit good superplastic properties [
5,
6]. Jabbari, M.A. et al. [
3] demonstrated that it is necessary to start from a suitable premix of powders and to design an appropriate processing route based on the thermal, microstructural and mechanical characterization of the alloys under study at different stages of the consolidation process, to avoid non-homogeneous microstructures obtained through the extrusion process. Accordingly, the main advantage of PM routes is that as they start from powders as feedstock. The chemical composition can be tailored by a simple change in the percentages added to the mixture, resulting in a wide range of chemical composition possibilities.
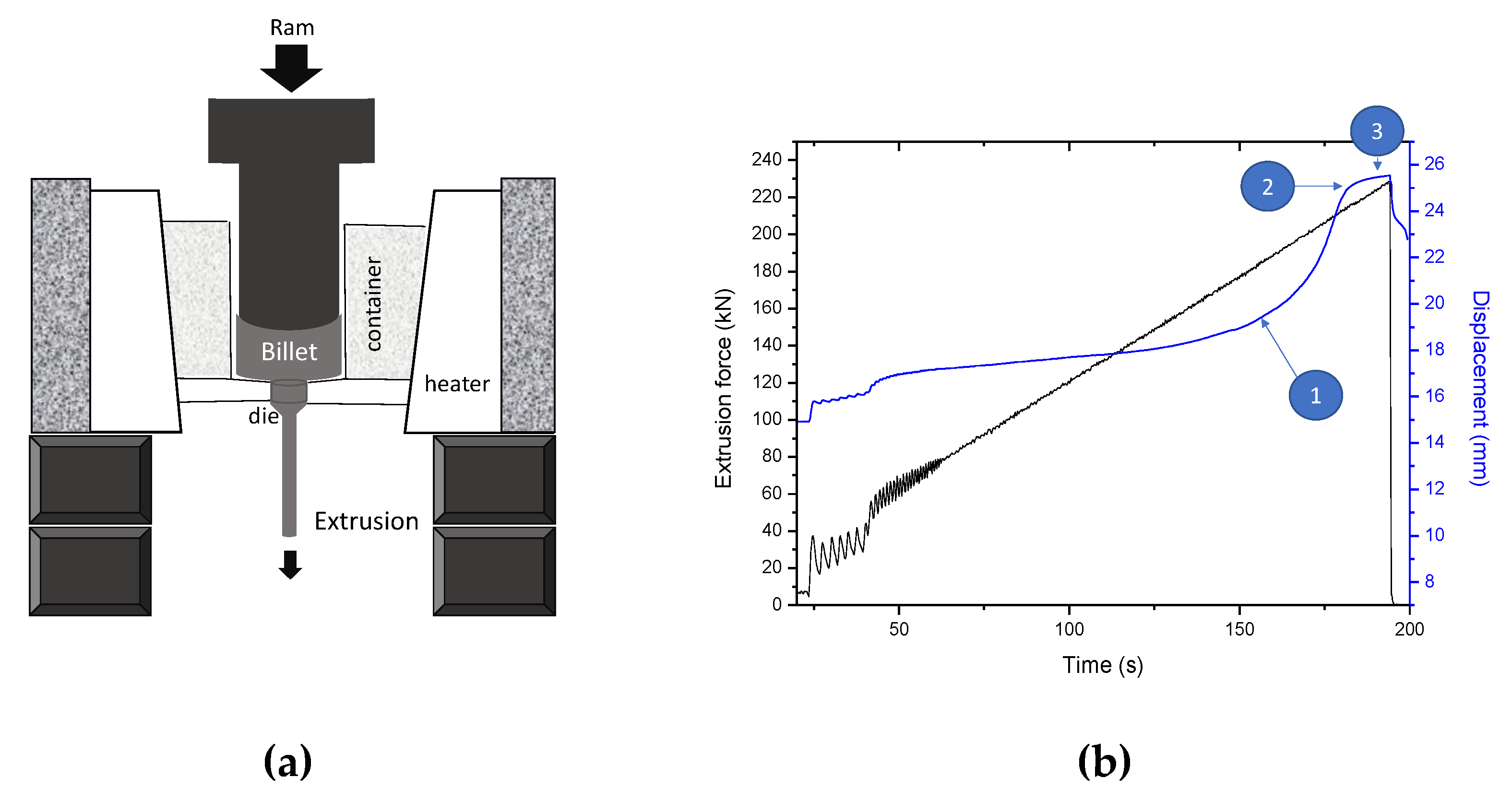
In hot extrusion, the billet is preheated below the melting point to facilitate plastic deformation. For aluminium, hot extrusion temperature is usually between 400 and 500 °C [
7,
8]. The extrusion pressure is a function of the temperature, deformation and material flow stress, friction, and extrusion ratio. The process parameters greatly influence the quality of the extruded product. The extrusion curve most commonly obtained presents the shape shown in
Figure 1b.
The black line represents the extrusion force versus time. The initial oscillations indicate the friction forces inside the equipment as the material is expelled. The extrusion force increases with time until the end of the test. For typical curves of direct extrusion, the evolution of the displacement with time (
Figure 1b Blue line) presents different stages: (1) the force increases in a non-linear way, (2) full densification is achieved, and (3) the force reaches a stationary value or decreases slightly [
9]. From these curves, two important parameters of the extrusion process are obtained: (1) the time from the beginning of the applied force to the final extrusion process, and (2) the maximum applied force needed when the displacement reaches a stationary value. Other information, such as friction force, can be obtained from these curves, in case sticking occurs at the container wall. The extrusion ratio (R) is a fixed parameter of the extrusion process. It can be defined as R = A
0/A
f, where A
o is the cross-sectional area of the initial billet, and A
f is the cross-sectional area of the final product.
Conversely, A. S. Chahare and K. H. Inamdar [
10], using the Taguchi Method in ANOVA analysis, studied the weight of different process parameters (billet pre-heating temperature, container temperature and ram speed) for a 6063 aluminium alloy. They observed that ram speed has the maximum contribution with 59.83%, followed by the container temperature and billet pre-heating temperature, which have the least impact with a contribution of 7.75%. Therefore, pre-heating is less influential than ram speed in comparison.
Thus, homogenisation of the alloying elements is necessary for the proper design of the alloy. Furthermore, the phase diagram in the sintering process should be consulted, since it takes into account the solubility of the alloying elements, melting points, eutectics, and nature of the liquid phase in the sintering process. The aim of this study is to consider the feasibility of applying a heat treatment before extrusion in the processing of an Al–Cu–Li alloy for the final wire in additive manufacturing. For this purpose, the green compacts were heat treated in different conditions before extrusion, and the results were assessed by evaluating not only the properties obtained in the extruded bars but the influence on extrusion parameters as well. A preliminary study was made to optimise the extrusion conditions.
2. Materials and Methods
A 2xxx series alloy (AA2060) with chemical composition Al–4Cu–0.85Mg–0.3Mn-0.4Zn-0.75Li (wt.%) was produced using the blending of elemental powders and master alloys (
Table 1). The main component is an elemental powder (Al), whereas Mg and Li were added as master alloys with compositions Al
92.1/Mg
7.9 and Al
80/Li
20, respectively (wt.%). The rest of the alloying elements were introduced as elemental powders. The main characteristics of the powders used are summarised in
Table 1.
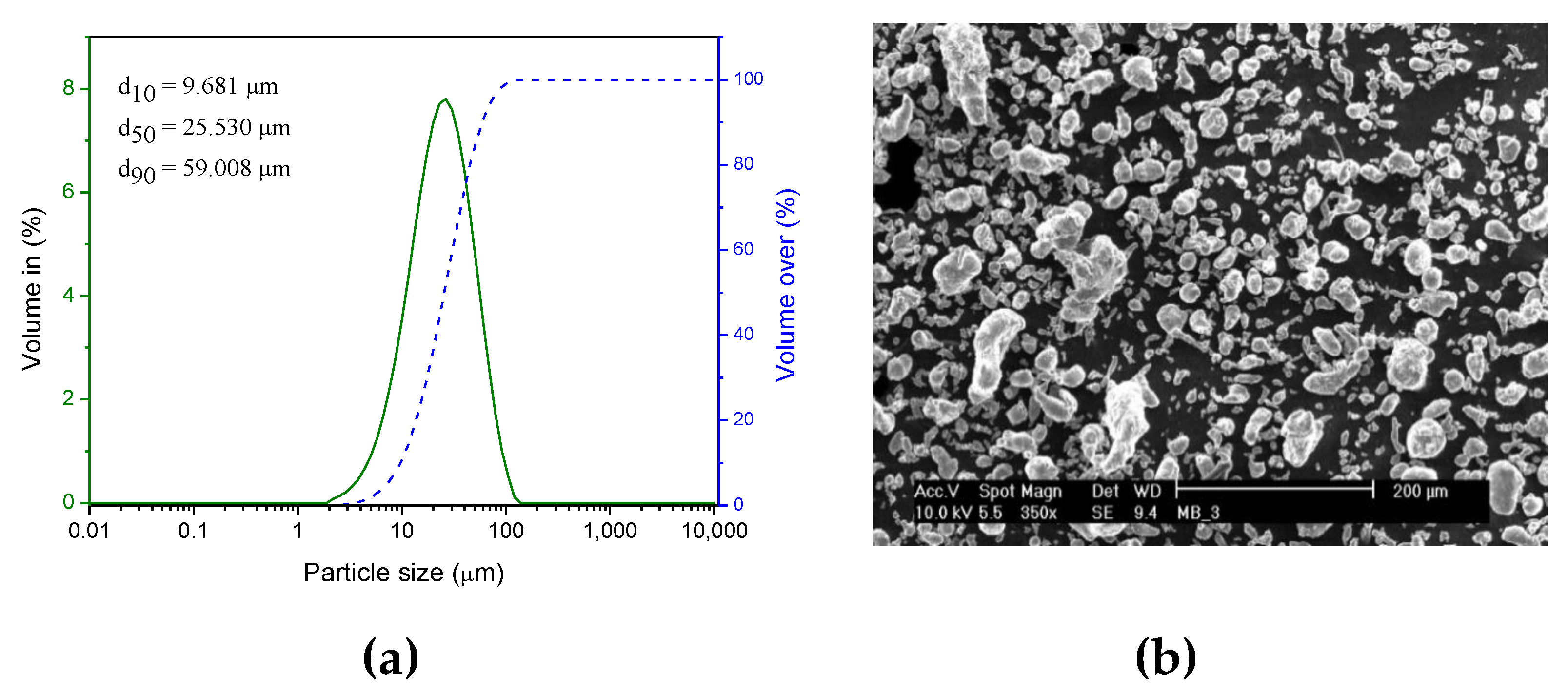
The pure aluminium powder used for the preliminary study was characterised in particle size and morphology, with the results shown in
Figure 2. The particle size was measured by the laser diffraction technique with a Master Sizer 2000, Malvern Instruments, Malvern, UK using distilled water as a dispersant. In addition, a microstructure and morphology analysis of the powder was carried out using a Scanning Electron Microscope (SEM, Philips XL-30, USA).
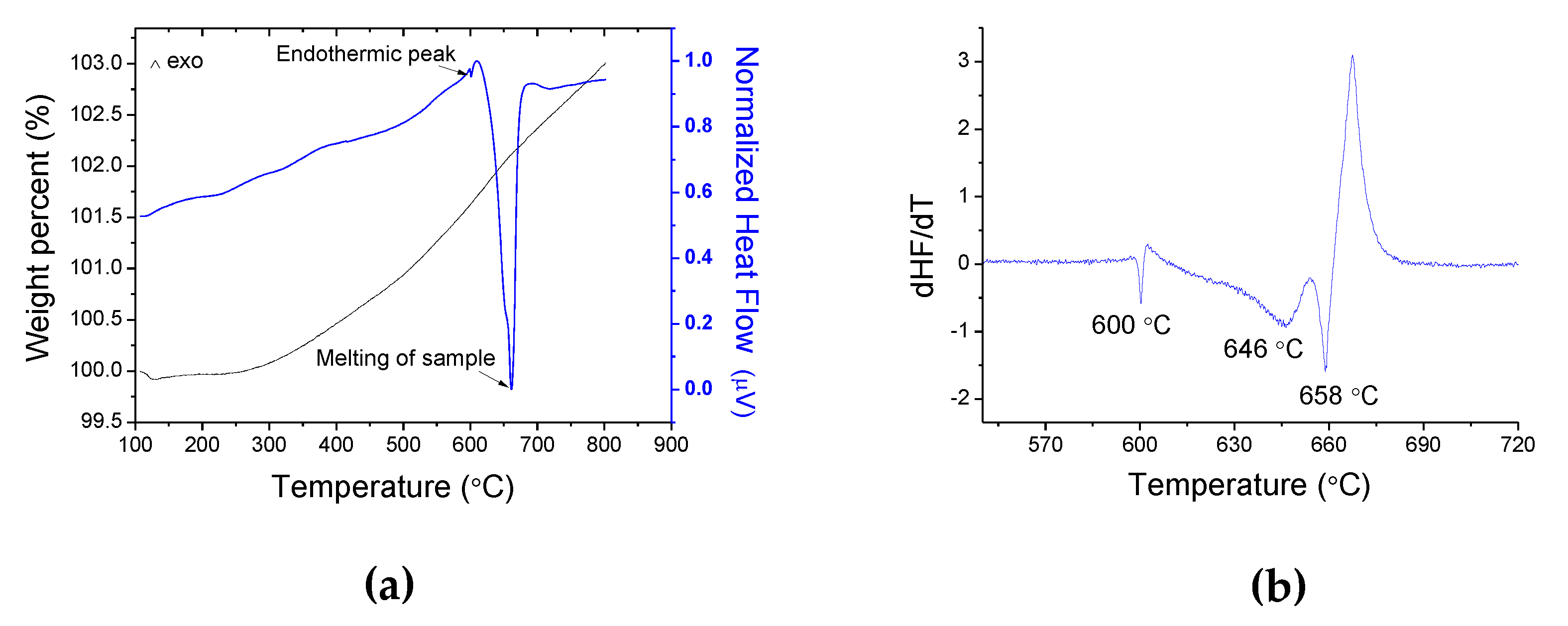
Powders were blended in a Tubula Mixer (Turbula®, WAB, CH) for 60 min. Powder blends were submitted to differential scanning calorimetry (DSC) and thermal gravimetric analysis (TGA): tests of both techniques were carried out at the same time using a Simultaneous Thermal Analyser (STA) 6000 from PerkinElmer. STA analysis was performed under a high-purity nitrogen atmosphere (flow rate 20 mL/min) with temperatures ranging from 100 to 800 °C and 5 °C/min of heating rate.
To study the compressibility of the alloy, blended powders were uniaxially cold-pressed into cylindrical billets with diameters of 16 mm using compaction pressures ranging from 100 to 700 MPa. The green density was calculated by measuring the dimensions and mass of pressed samples using a precision electronic balance (±0.0001 g) and micrometre (±0.01 mm). Optimum compaction pressure was determined at 600 MPa, selecting this value for the following steps.
Cylinders of 25 mm diameter and 15 mm height, with the proper composition and 99% theoretical density, were produced for the extrusion process. Before heating to the extrusion temperature, the green compacts were coated with a suspension of graphite and oil to prevent oxidation and to provide lubrication during the extrusion process [
3,
11,
12].
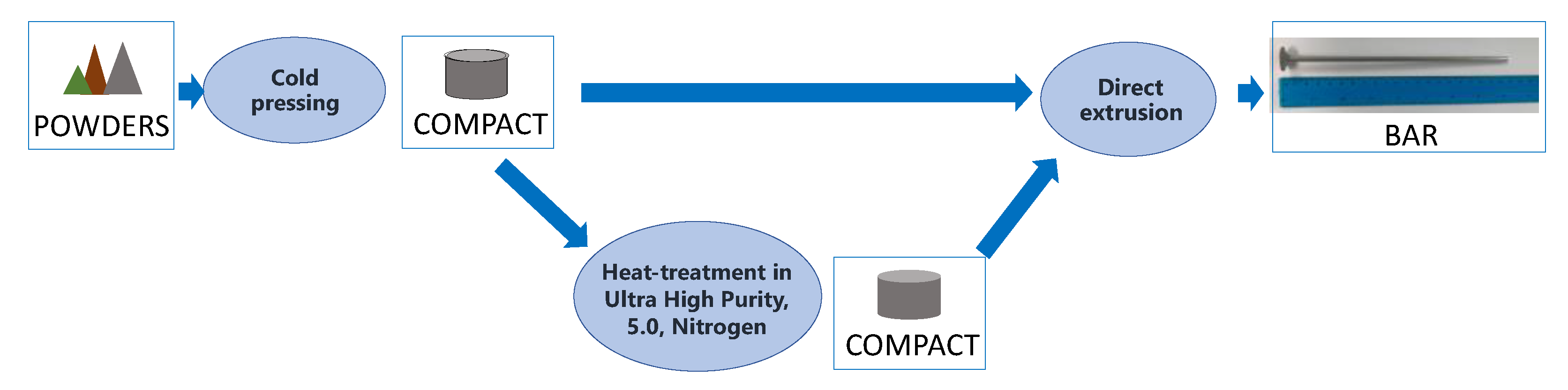
Some of the green compacts were directly extruded (from now on, DE materials). Others were submitted to a heat treatment (HT) under ultra-high purity nitrogen (>99.999%) atmosphere in a tubular furnace (STF-15/757450, Carbolite, UK),) (
Figure 3). LECO analysis was used to determine oxygen content during the processing to ensure non-oxidation of the sample. The heat treatment conditions were heating at 5 °C/min up to 450, 500 and 525 °C for 1 h, and temperatures of 500 and 525 °C for 2 h. The temperatures were selected below the melting point, which was determined by differential thermal analysis (DTA), and the results obtained by Thermo-Calc.
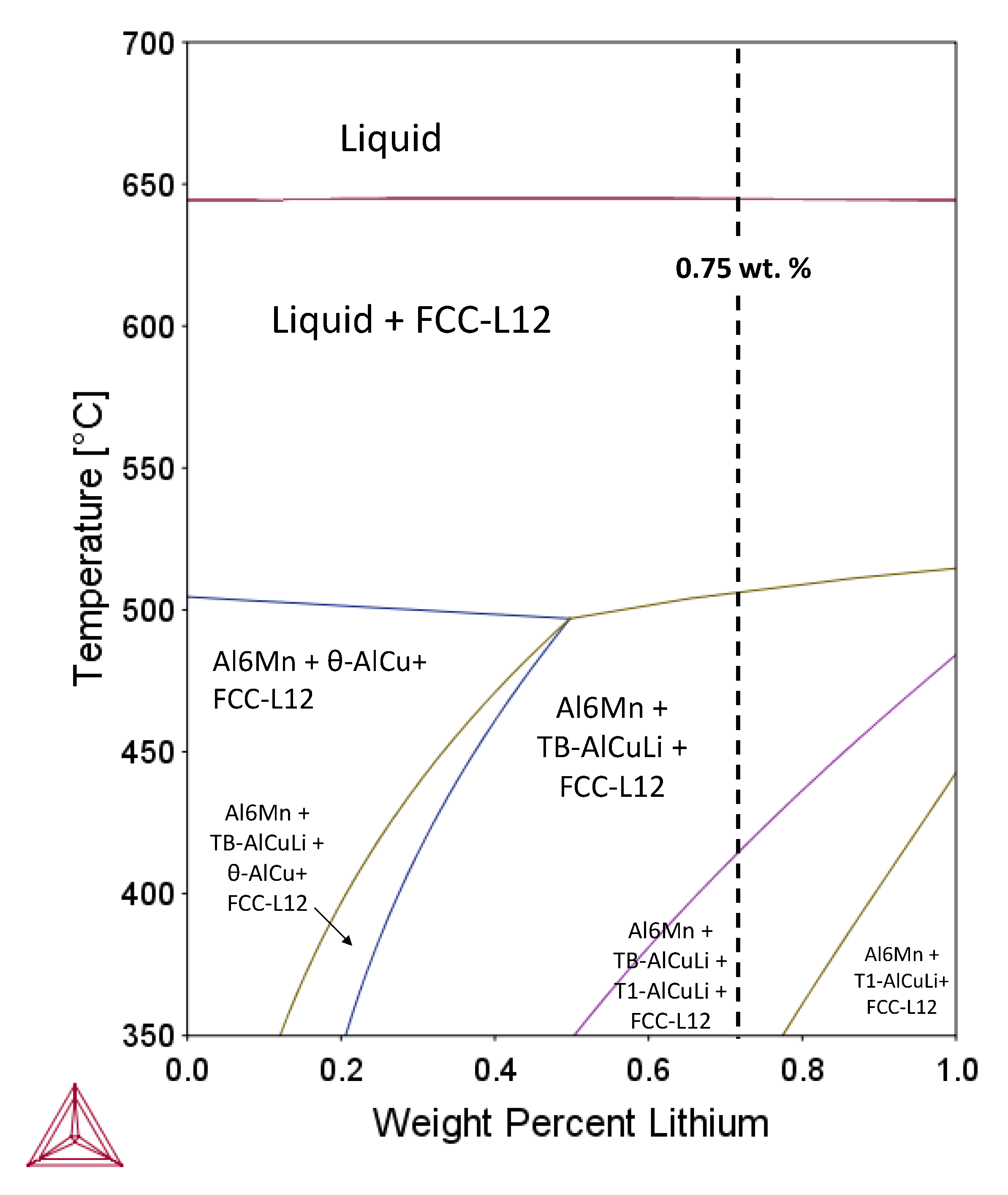
Thermo-Calc 2017a Software has been used to calculate the phase diagram of the alloy under study. The program allows the phase diagram to be obtained according to the composition of alloying elements, and it predicts phase formation at different extrusion temperatures. The database used was SSOL5: SGTE, General Alloy Solutions Database, version 5.0. The satisfactory results obtained as a reference for the systems Al–Cu, Al–Mn and Al–Li validate the implementation of the approach for this work [
13,
14].
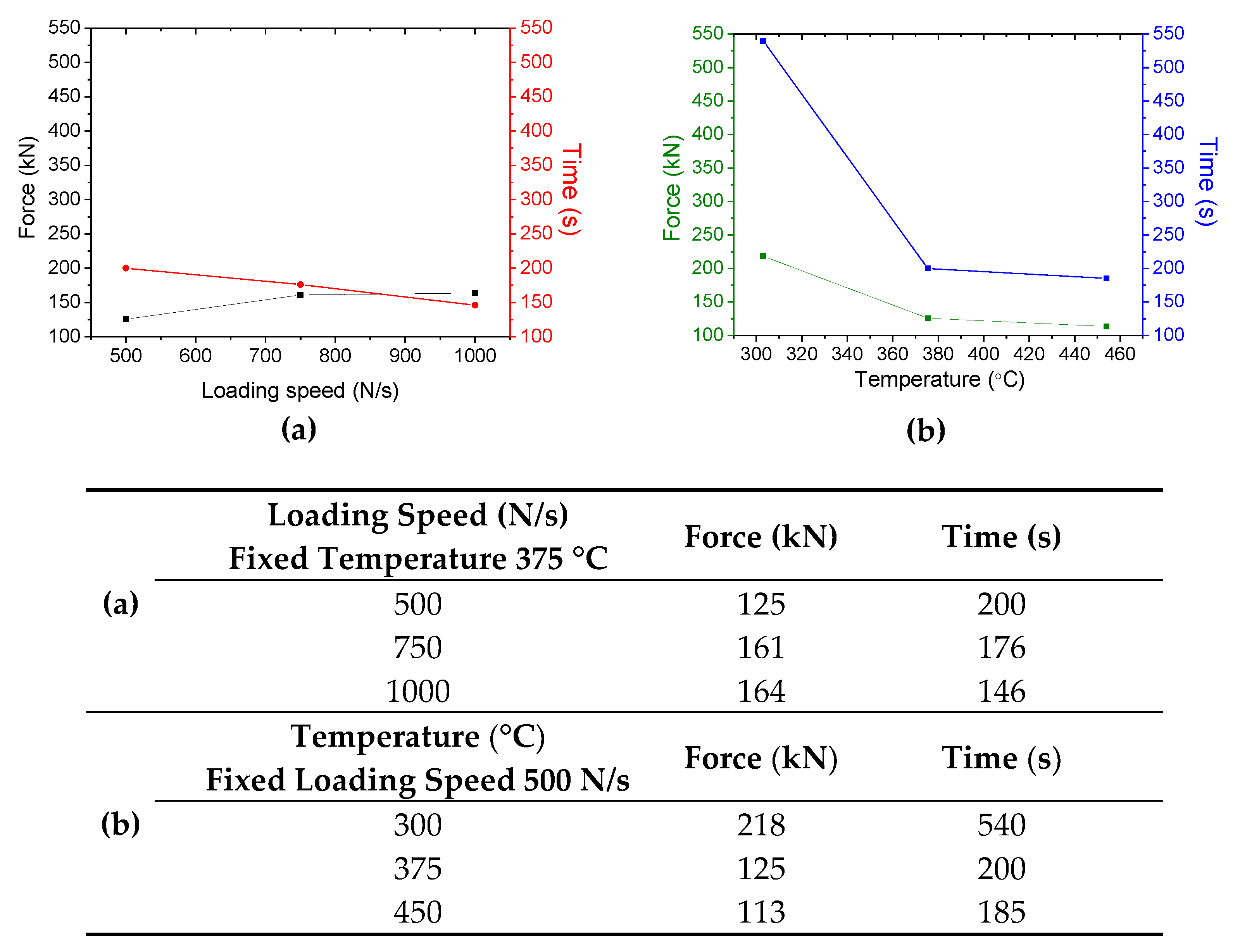
Moreover, to determine the optimum parameters for the extrusion process, aluminium green compacts were prepared. Extrusion was performed at different temperatures at 300, 375, and 450 °C and different loading speeds (500, 750, and 1000 N/s), using an extrusion ratio of 25:1 and a conical die with an angle of 45°, selected to ensure full densification of the material.
In general, there are several types of parameters in the powder extrusion process. In this study, loading speed and temperature can be set in the equipment independently of the material. In addition, required force and time are a response of the process and vary depending on the material and tools used. The extruded bars were 5 mm in diameter according to the extrusion ratio and 200 mm in length. The samples were air-cooled after extrusion. After the preliminary study, the optimum parameters of temperature and loading speed were selected and subsequently applied to obtain the alloy bars.
Microstructural characterisation of the heat treatment samples and extruded bars was performed by scanning electron microscopy (SEM) in a Philips XL-30 microscope with a filament of thermionic emission of tungsten using an acceleration power of 15 KV. The instrument is equipped with Energy-Dispersive X-ray Spectroscopy (EDS, EDAX, USA) that allows for semi-quantitative analysis of the chemical composition. X-Ray diffraction (XRD, Philips X’pert, Netherlands) was carried out with a Philips X’Pert diffractometer using monochromatic Cu Kα radiation (λ = 1.5405 Å) generated at 40 kV and 40 mA. The data were acquired and processed through the software HighScore.
Vickers micro-hardness tests were also performed at different steps of the processing by means of a micro-hardness instrument (Zwick Roell, Germany) using 500 gf load and a dwell time of 10 s for each point, and the data of ten points per sample were analysed by the hardness testing software ZHµHD. Measurements were carried out on the cross-section of the bars.
Author Contributions
P.R.-G.: writing—original draft, conceptualization, methodology, investigation, and formal analysis. E.G.: review and editing, conceptualization, methodology, investigation, formal analysis, and resources. E.M.R.-N.: review and editing, conceptualization, methodology, investigation, formal analysis, and resources. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to thank the funding provided for this research by the Regional Government of Madrid (Dra. Gral. Universidades e Investigación) through the project S2018/NMT4411 (ADITIMAT-CM).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare that they have no known competing financial interest or personal relationship that could have appeared to influence the work reported in this paper.
References
- Fu, Q.; Li, B.; Gao, M.; Fu, Y.; Yu, R.; Wang, C.; Guan, R. Quantitative mechanisms behind the high strength and electrical conductivity of Cu-Te alloy manufactured by continuous extrusion. J. Mater. Sci. Technol. 2022, 121, 9–18. [Google Scholar] [CrossRef]
- Gain, A.; Lee, B.-T. Microstructure Control of Continuously Porous t-ZrO2 Bodies Fabricated by Multi-Pass Extrusion Process. Mater. Sci. Eng. A 2006, 419, 269–275. [Google Scholar] [CrossRef]
- Jabbari Taleghani, M.A.; Ruiz Navas, E.M.; Torralba, J.M. Microstructural and mechanical characterisation of 7075 aluminium alloy consolidated from a premixed powder by cold compaction and hot extrusion. Mater. Des. 2014, 55, 674–682. [Google Scholar] [CrossRef] [Green Version]
- Pardoe, J.A. Conform continuous extrusion of metal powders into products for electrical industry: Development experience. Powder Metall. 1979, 22, 22–28. [Google Scholar] [CrossRef]
- Katsas, S.; Dashwood, R.; Todd, G.; Jackson, M.; Grimes, R. Characterisation of ConformTM and conventionally extruded Al–4Mg–1Zr. Effect of extrusion route on superplasticity. J. Mater. Sci. 2010, 45, 4188–4195. [Google Scholar] [CrossRef]
- Thomas, B.M.; Derguti, F.; Jackson, M. Continuous extrusion of a commercially pure titanium powder via the Conform process. Mater. Sci. Technol. (UK) 2017, 33, 899–903. [Google Scholar] [CrossRef]
- Ab Rahim, S.N.; Lajis, M.A.; Ariffin, S. Effect of extrusion speed and temperature on hot extrusion process of 6061 aluminum alloy chip. ARPN J. Eng. Appl. Sci. 2016, 11, 2272–2277. [Google Scholar]
- Saha, P.K. Aluminum Extrusion Technology; ASM International: Chardon, OH, USA, 2000. [Google Scholar]
- Zubizarreta, C.; Gim, S.; Mart, J.M.; Iturriza, I. Effect of the heat treatment prior to extrusion on the direct hot-extrusion of aluminium powder compacts. J. Alloys Compd. 2009, 467, 191–201. [Google Scholar] [CrossRef]
- Chahare, A.S. Optimization of Aluminium Extrusion Process using Taguchi Method. IOSR J. Mech. Civ. Eng. 2017, 17, 61–65. [Google Scholar] [CrossRef]
- Velasco, F.; Da Costa, C.E.; Candela, N.; Torralba, J.M. Fracture analysis of aluminium matrix composite materials reinforced with (Ni3Al)p. J. Mater. Sci. 2003, 38, 521–525. [Google Scholar] [CrossRef]
- Arif, A.F.; Sheikh, A.K.; Qamar, S.; Raza, M.; Al-Fuhaid, K. Product defects in aluminum extrusion and their impact on operational cost. In Proceedings of the 6th Saudi Engineering Conference, Dhahran, Saudi Arabia, 14–17 December 2002; Volume 5. [Google Scholar]
- The Materials Information Society. In ASM Handbook Volume 3-Alloy Phase Diagrams; ASM International: Chardon, OH, USA, 1992. [CrossRef]
- Chen, H.L.; Chen, Q.; Engström, A. Development and applications of the TCAL aluminum alloy database. Calphad 2018, 62, 154–171. [Google Scholar] [CrossRef]
- Davis, J.R.; Committee, A.S.M.I.H. ASM Specialty Handbook: Heat-Resistant Materials; ASM International: Chardon, OH, USA, 1997. [Google Scholar]
- Pieczonka, T.; Schubert, T.; Baunack, S.; Kieback, B. Sintering Behaviour of Aluminium in Different Atmospheres. In Proceedings of the 4th International Conference on Science, Technology and Applications of Sintering, Grenoble, France, 29 August–1 September 2005; pp. 5–8. [Google Scholar]
- Prasad, N.E.; Gokhale, A.; Wanhill, R.J.H. Aluminum-Lithium Alloys: Processing, Properties, and Applications; Elsevier Science: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Raffeis, I.; Adjei-Kyeremeh, F.; Vroomen, U.; Richter, S.; Bührig-Polaczek, A. Characterising the microstructure of an additively built Al-Cu-Li alloy. Materials 2020, 13, 5188. [Google Scholar] [CrossRef] [PubMed]
- Decreus, B.; Deschamps, A.; de Geuser, F.; Donnadieu, P.; Sigli, C.; Weyland, M. The influence of Cu/Li ratio on precipitation in Al–Cu–Li–x alloys. Acta Mater. 2013, 61, 2207–2218. [Google Scholar] [CrossRef]
- Du, Y.; Chang, Y.; Huang, B.; Gong, W.; Jin, Z.; Xu, H.; Yuan, Z.; Liu, Y.; He, Y.; Xie, F.-Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation. Mater. Sci. Eng. A 2003, 363, 140–151. [Google Scholar] [CrossRef]
- Anderson, K.; Weritz, J.; Kaufman, J.G. ASM Handbook, Volume 2A: Aluminum Science and Technology; ASM International: Chardon, OH, USA, 2018. [Google Scholar]
Figure 1.
(a) Schematic representation of the direct extrusion process. (b) Displacement and extrusion force vs. time graphs for hot extrusion processing of aluminium compact.
Figure 2.
(a) Particle size of pure aluminium. (b) Scanning electron microscopy (SEM) images.
Figure 3.
Process scheme of the experimental procedure.
Figure 4.
Study of the process parameters of the extrusion process (a) Force (kN) and Time (s) vs. Loading Speed (N/s) (b) Force (kN) and Time (s) vs. Temperature (°C).
Figure 5.
(a) Simultaneous thermal analysis (STA) of the as-mixed 2060 powder and (b) the first derivatives of differential scanning calorimetry curve (dDSC).
Figure 6.
Phase diagram for Al–4Cu–0.85Mg–0.3Mn-0.1Zn-0.75Li (wt.%).
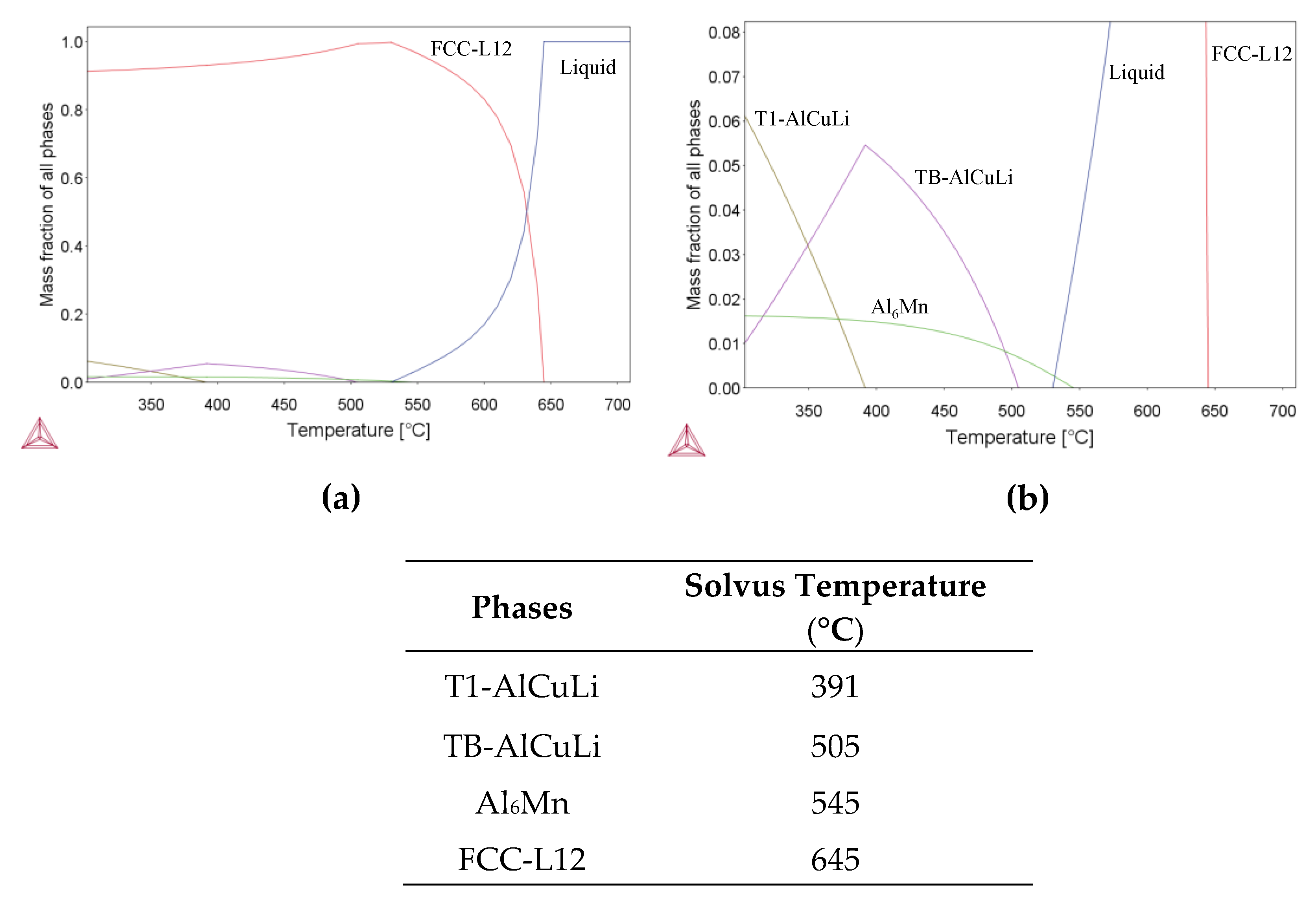
Figure 7.
Mass fraction of all phases as a function of temperature (a) Major phases (b) Minor phases and values of solvus temperatures from simulations.
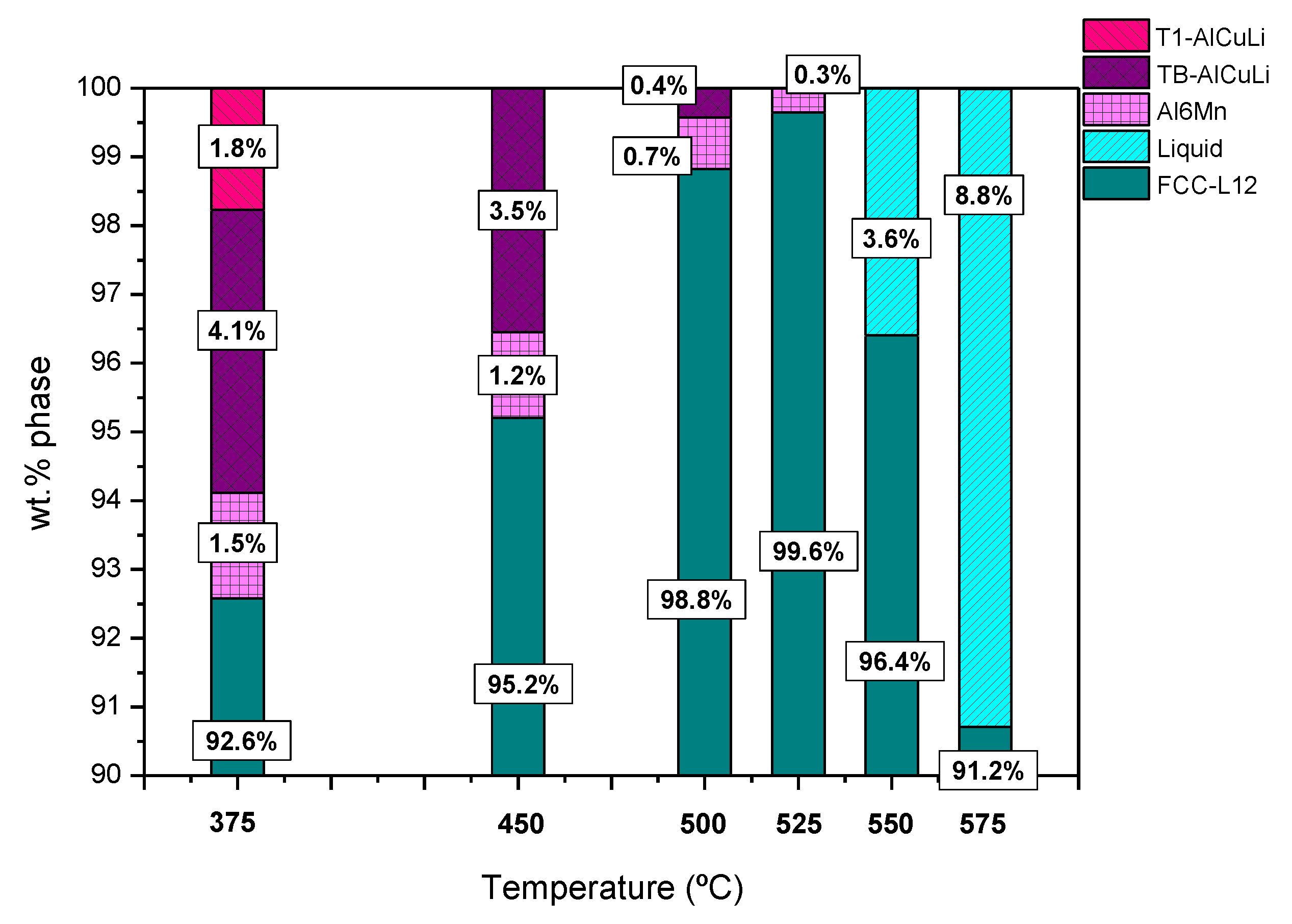
Figure 8.
Weight percent of the phases at different temperatures for the Al–Cu–Li alloy.
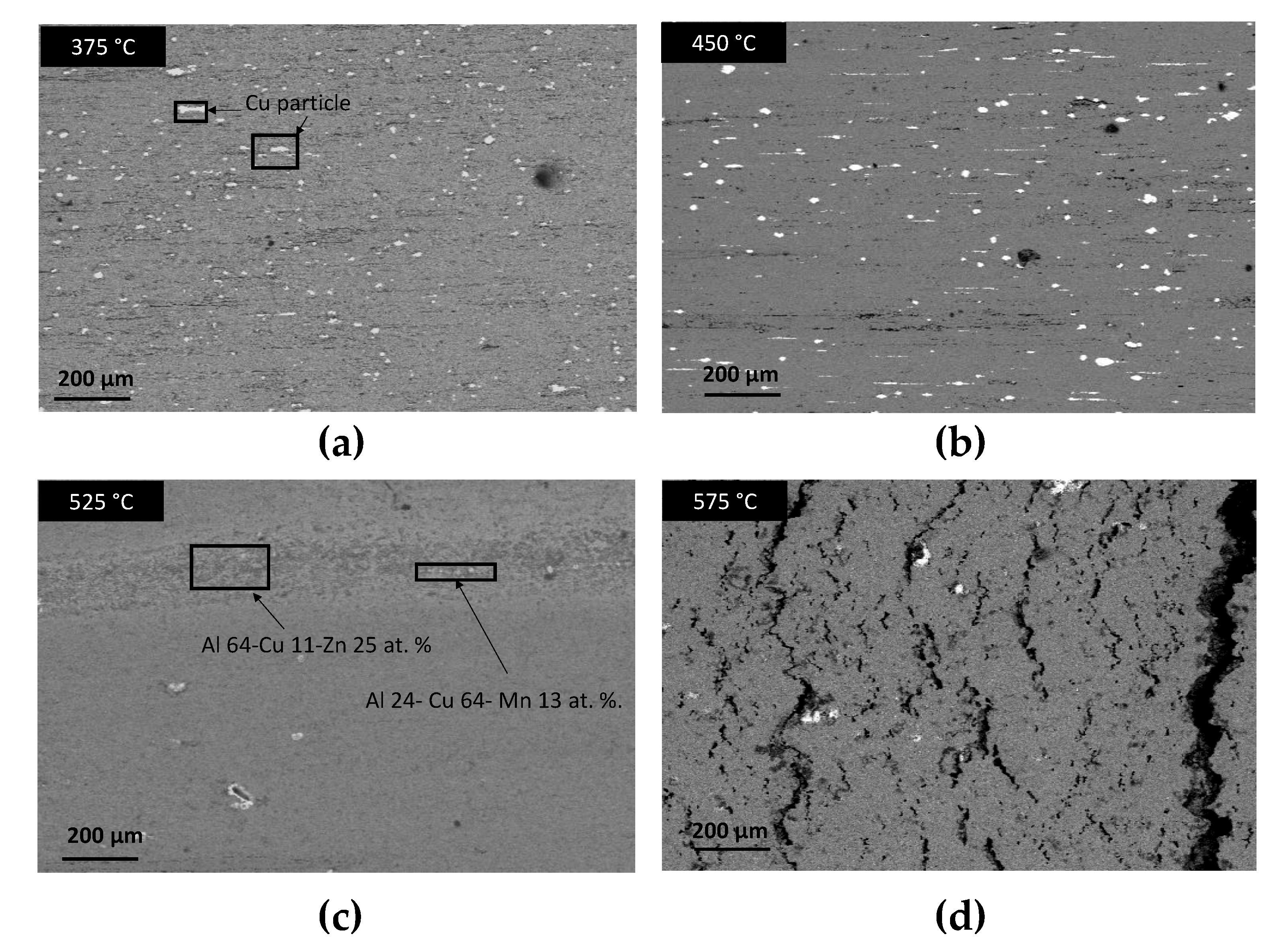
Figure 9.
SEM images of the longitudinal section of bars from green compacts extruded at different temperatures: (a) 375 °C; (b) 450 °C; (c) 525 °C; (d) 575 °C.
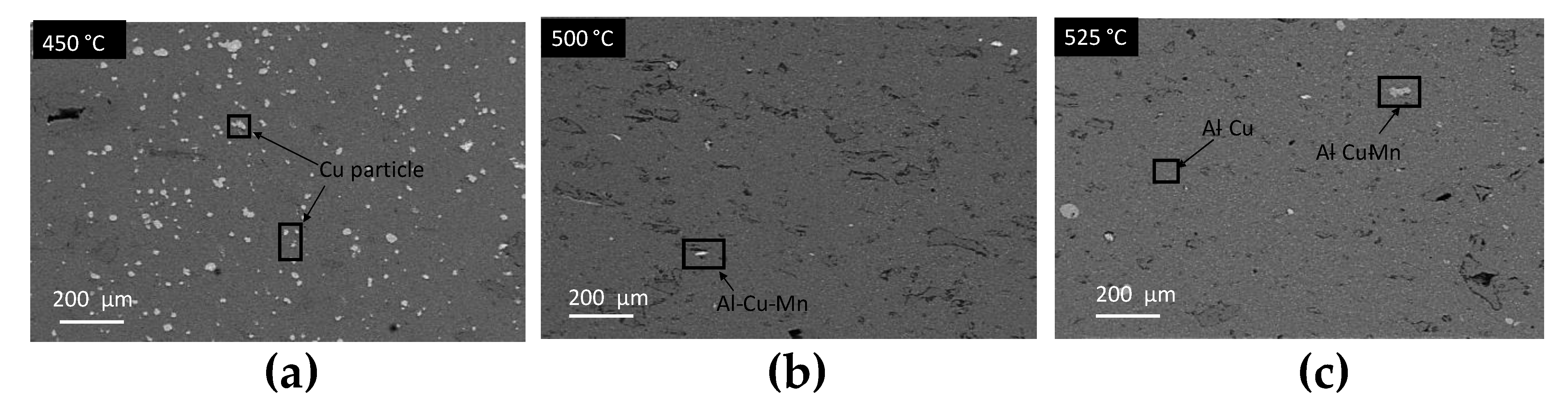
Figure 10.
SEM images (BSE mode) at a 200× magnification of heat-treated compacts: (a) 450 °C, 1 h; (b) 500 °C, 1 h; (c) 525 °C, 1 h.
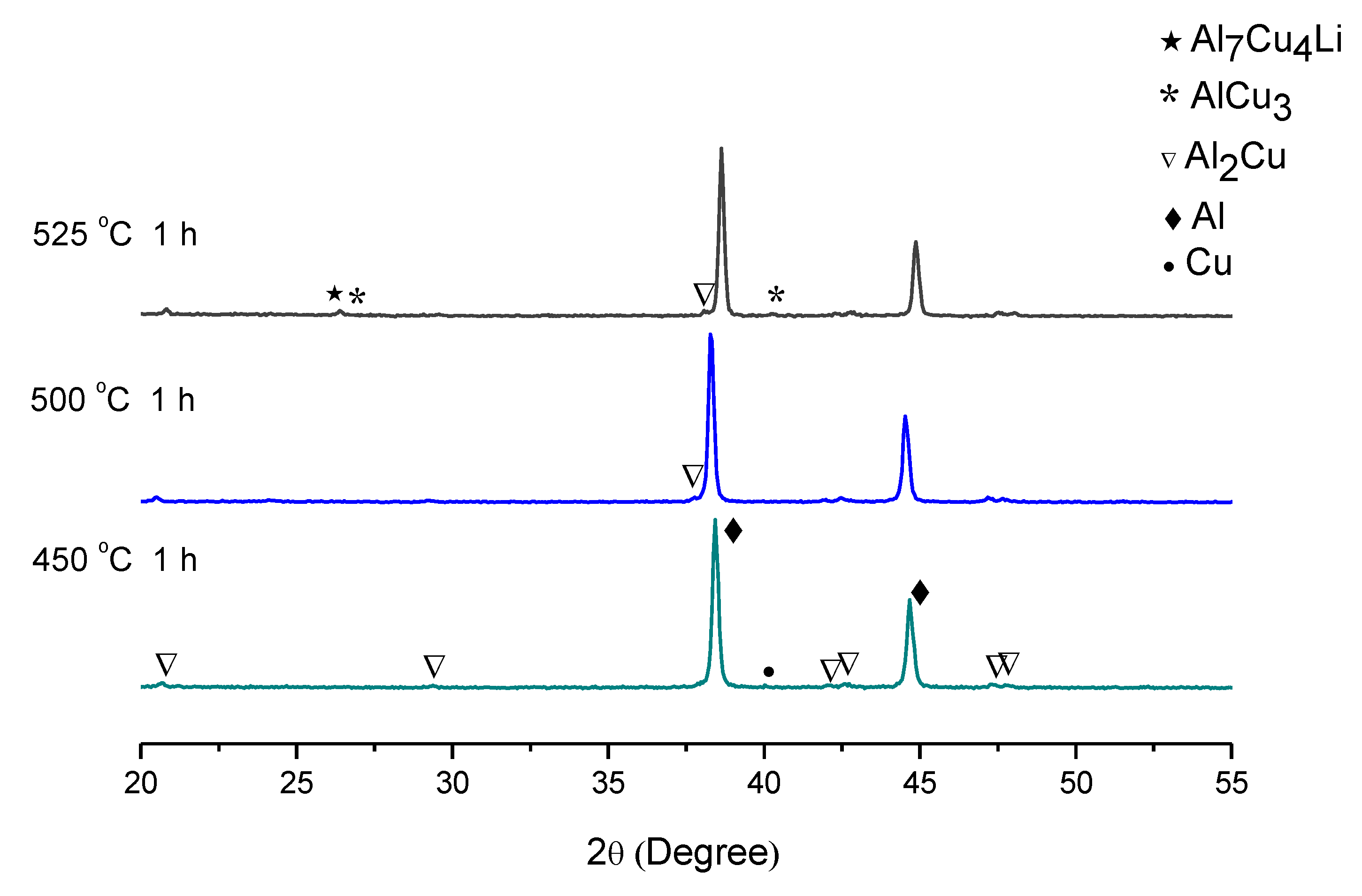
Figure 11.
X-ray diffraction patterns of compacts heat treated at different temperatures.
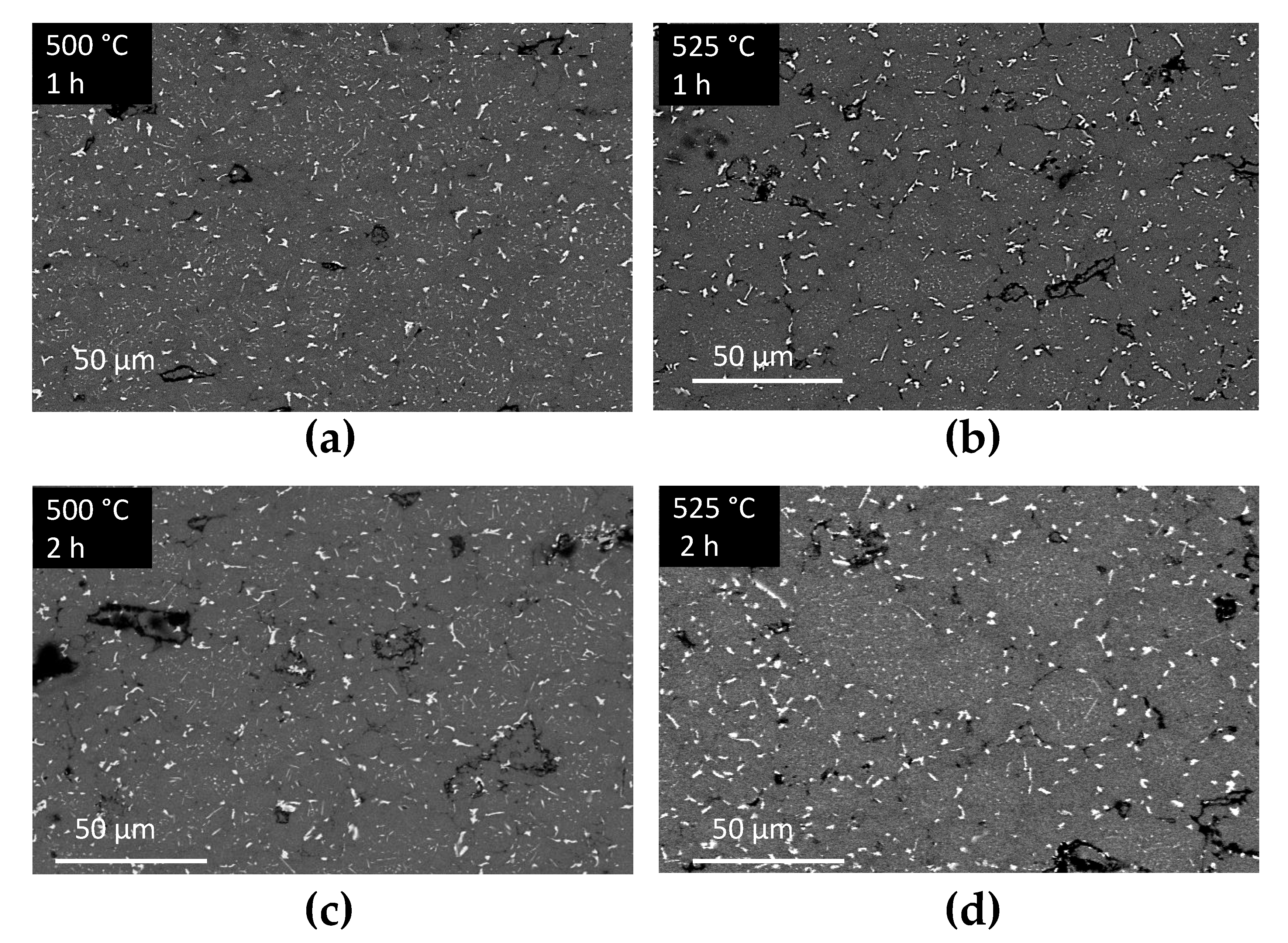
Figure 12.
SEM images (BSE mode) taken at a 1200× magnification of heat-treated compacts at: (a) 500 °C, 1 h; (b) 525 °C, 1 h; (c) 500 °C, 2 h; (d) 525 °C, 2 h.
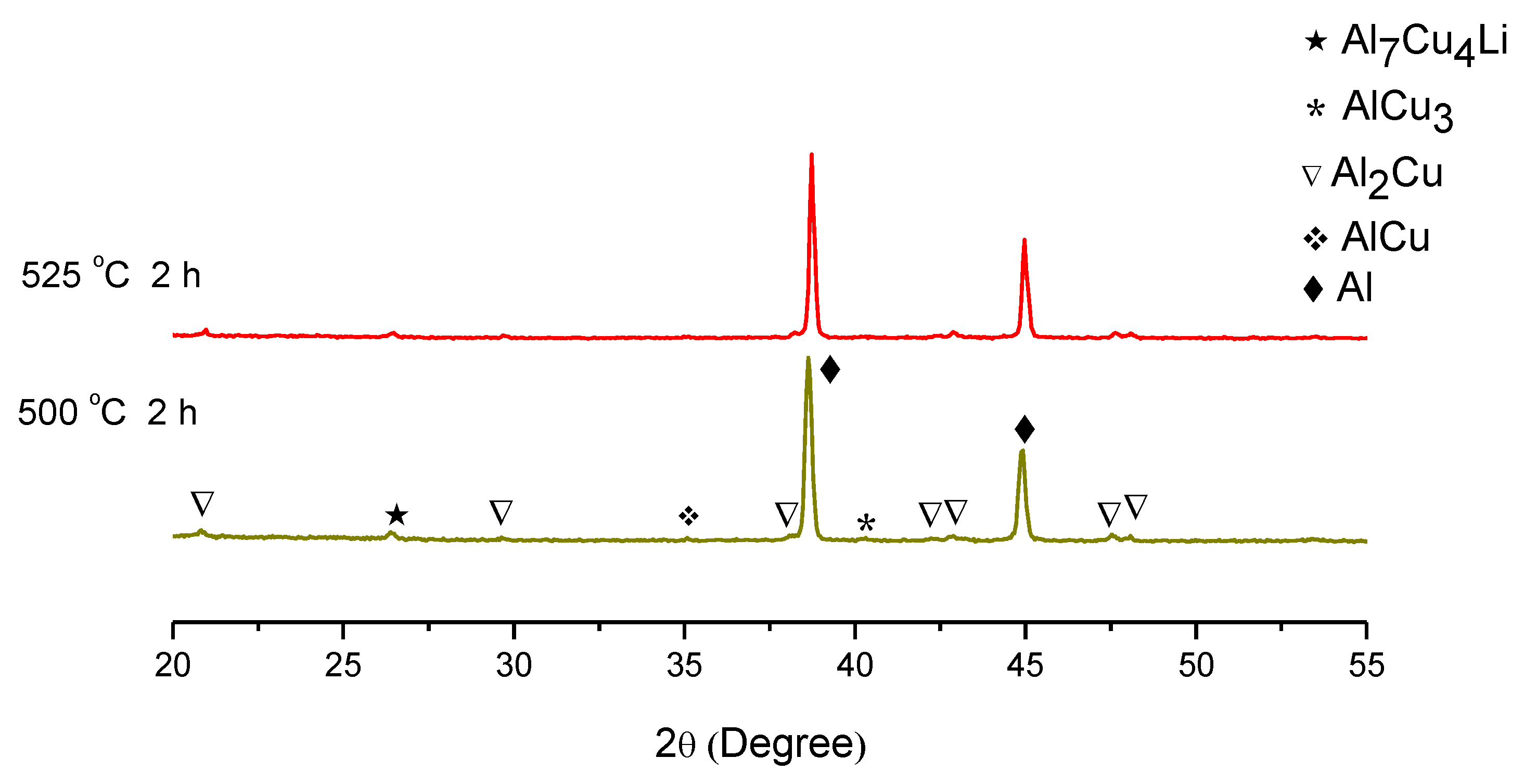
Figure 13.
X-ray diffractograms of HT compacts at different temperatures and times.
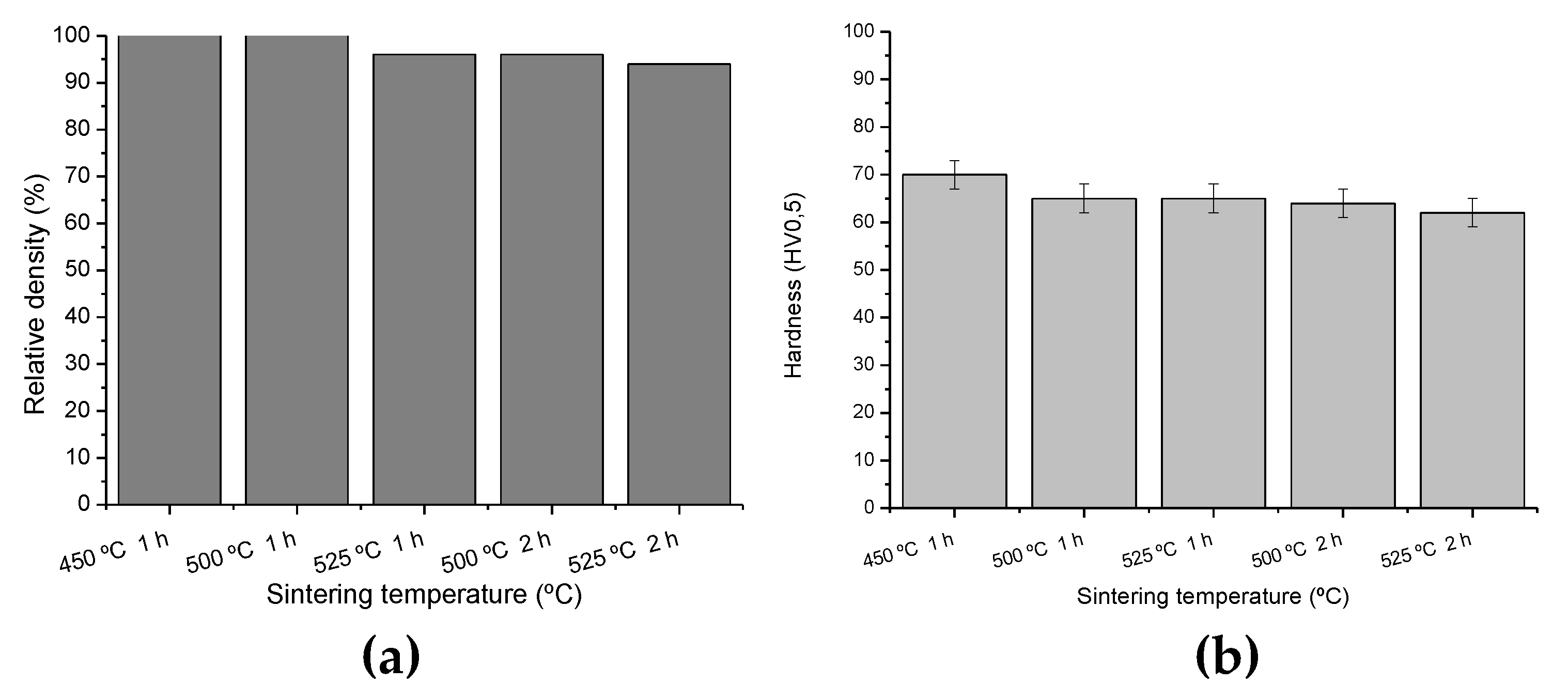
Figure 14.
(a) Relative density (%) of HT compacts. (b) Hardness as a function of the temperature for Al–Cu–Li alloy.
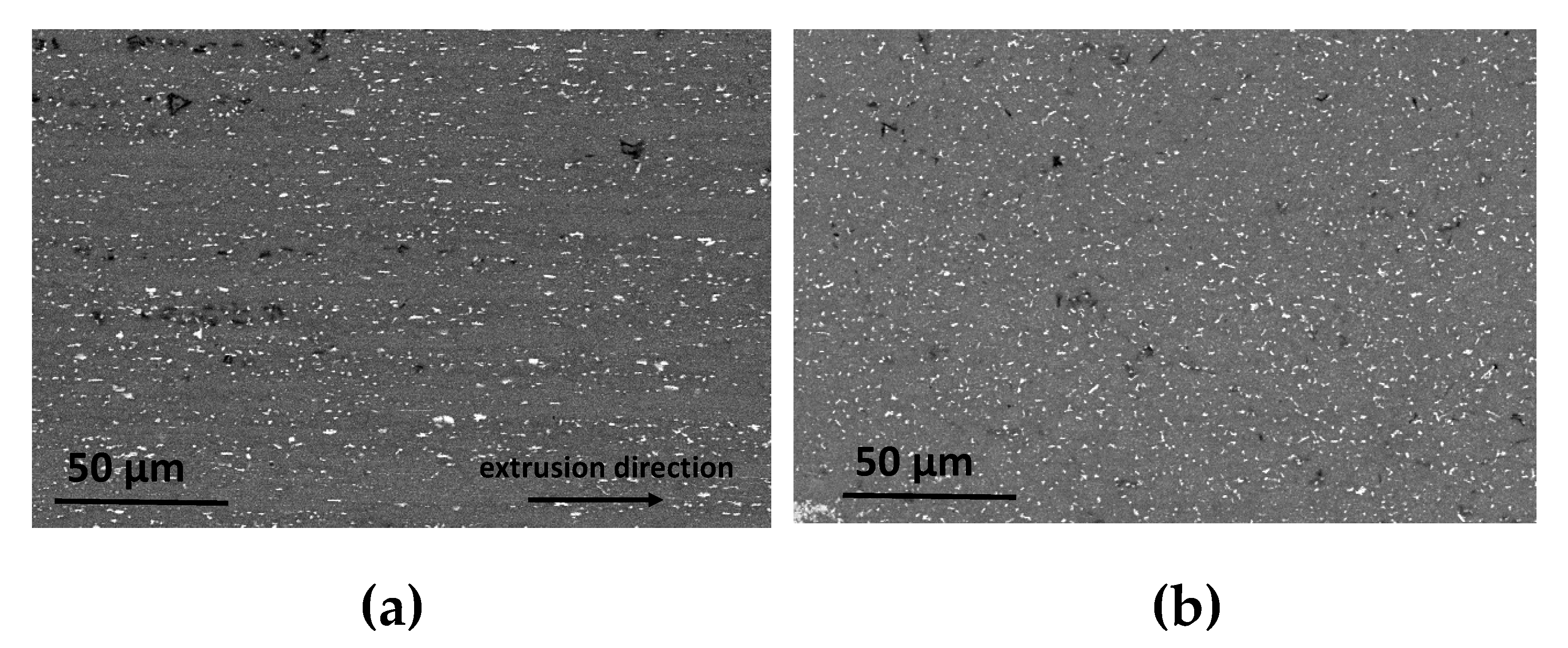
Figure 15.
SEM images (BSE mode) of longitudinal section (a) and cross-section (b) for bar obtained from HT compact by extrusion process (heat treatment at 525 °C, 1 h; extrusion at 525 °C).
Table 1.
Characteristics of powders. Aluminium and alloying elements.
| Powder | Provider | Particle Size (µm) | Purity (%) |
|---|
| Aluminium | AEE, Upper Saddle River, NJ USA | 45 | 99.9 |
Aluminium/Magnesium
(Al80 wt.%/Mg7.9 wt.%) atomized | Goodfellow Ltd., Huntingdon, UK | <30 | 99.0 |
| Zinc | Goodfellow Ltd., Huntingdon, UK | range 1–10 | 99.0 |
| Copper | Sigma Aldrich, Madrid, Spain | range 14–25 | 98.0 |
| Manganese | Sigma Aldrich, Madrid, Spain | <45 | 99.9 |
Aluminium/Lithium
(Al80 wt.%/Li20 wt.%) | Sigma Aldrich, Madrid, Spain | <100 | - |
Table 2.
Parameters obtained in the extrusion of green compacts.
| Temperature (°C) | Force (kN) | Time (s) |
|---|
| 375 | 227 | 320 |
| 450 | 163 | 257 |
| 525 | 78 | 86 |
| 575 | 50 | 70 |
Table 3.
Vickers hardness (HV0.5) of bars from green compacts obtained at different extrusion temperatures.
| Temperature (°C) | Vickers Hardness (HV0.5) |
|---|
| 375 | 52 ± 2 |
| 450 | 73 ± 3 |
| 525 | 102 ± 2 |
| 575 | 80 ± 6 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}