1. Introduction
Aluminium alloys are good candidates to replace heavier copper alloys or steels for the purpose of weight reduction in automotive and many other applications [
1,
2,
3]. Among them, Al 7075 is used in body panels, brake housings, brake pistons, air deflector parts, and seat slides of automotives because of its high specific strength, low quench sensitivity, wide range of solution heat treatment temperatures and rapid natural aging characteristics [
3,
4].
SiC ceramic is one of the mainstream human body protection materials. It has the characteristics of low density, high hardness, high bending strength, good bulletproof comprehensive performance, and can maintain the fighter mobility of equipment personnel to a large extent [
5]. However, SiC ceramic is brittle and has poor resistance to impact. Joining Al alloy to SiC ceramic would help to overcome this problem. Therefore, the combination of SiC and aluminium alloys, such as Al 7075, has potential engineering applications [
5,
6,
7].
The challenges in dissimilar alloys welding are the differences of physical and chemical properties between the materials and the formation of intermetallic brittle phases resulting in the degradation of mechanical properties of welds. However, dissimilar materials welding is increasingly demanded from the industry as it can effectively reduce material costs and improve the design [
8]. Specifically, the joining between SiC and Al alloys has faced great technical challenges due to the inherent technical difficulty of achieving good bonding between SiC and Al alloys [
9]. Yang et al. [
10] proposed a new strategy for dissimilar material joining between SiC and Al Alloys by using high-Si Al alloys. Thus, the good connection between high silicon aluminum alloys and 7075 is the key to finally realize the connection between SiC and 7075 aluminum alloys.
It should be noted that more engineering applications require the joining between high silicon aluminum alloys and 7075. The Al-Si alloys are used to fabricate various automobile parts of automobile engine [
11] and air conditioning compressors [
12], owing to their good thermal conductivity, small coefficient of thermal expansion, light weight, high strength and rigidity [
13]. Dissimilar joining between Al-Si and Al 7075 alloys has been required since they are both becoming more common in engineering applications.
The effects of brazing temperature and post weld heat treatment on 7075 alloy brazed joints have been reported [
14]. The highest shear strength was 42 MPa when brazed at 600 °C before post weld heat treatment, and then increased obviously when the retrogression temperature was 200 °C. Song et al. [
15] investigated contact reactive brazing of Al 7075 alloys using copper layer and the maximum shear strength of 38.7 MPa was obtained when brazing temperature was 600 °C. Copper is chosen as the interlayer to join aluminum alloys because copper and aluminum can have eutectic reaction so as to reduce the brazing temperature and increase the joint strength.
The weldability of an Al 7075 (T6) sheet using the hybrid laser/GMA welding process was examined and the results indicated that a hybrid laser/GMA welding process at the optimized conditions can successfully fusion weld Al 7075 [
16]. The Al 7075 alloy has also been welded to join galvanized steel by the cold metal transfer (CMT) welding–brazing process [
17], to join titanium alloy (Ti6Al4V) by gas tungsten arc welding (GTAW) [
18], and to join a 6061 alloy by friction stir welding (FSW) [
19]. Moreover, the interaction behaviors at the interface between a liquid Al–12 Si and solid Ti6Al4V alloy in ultrasonic-assisted brazing in air was investigated [
20]. The work by Sekulic et al. [
21] has provided empirical evidence needed for an in-depth phenomenological study of dendrite growth phenomena during the brazing of aluminum alloys in the form of composite brazing sheets. The major characteristic of the phenomenon is a sensitivity of the dendrite pattern selection and dendrite population on brazing process parameters, in particular on the temperature during the dwell. The Al–Si alloy has also been welded to join a titanium dissimilar alloy by FSW. In previous research [
15], it was reported that the Al 7075 alloy connection was realized by vacuum brazing. The present research work was carried out to study the vacuum brazing of the dissimilar Al 7075 and Al–25Si alloy.
4. Discussion
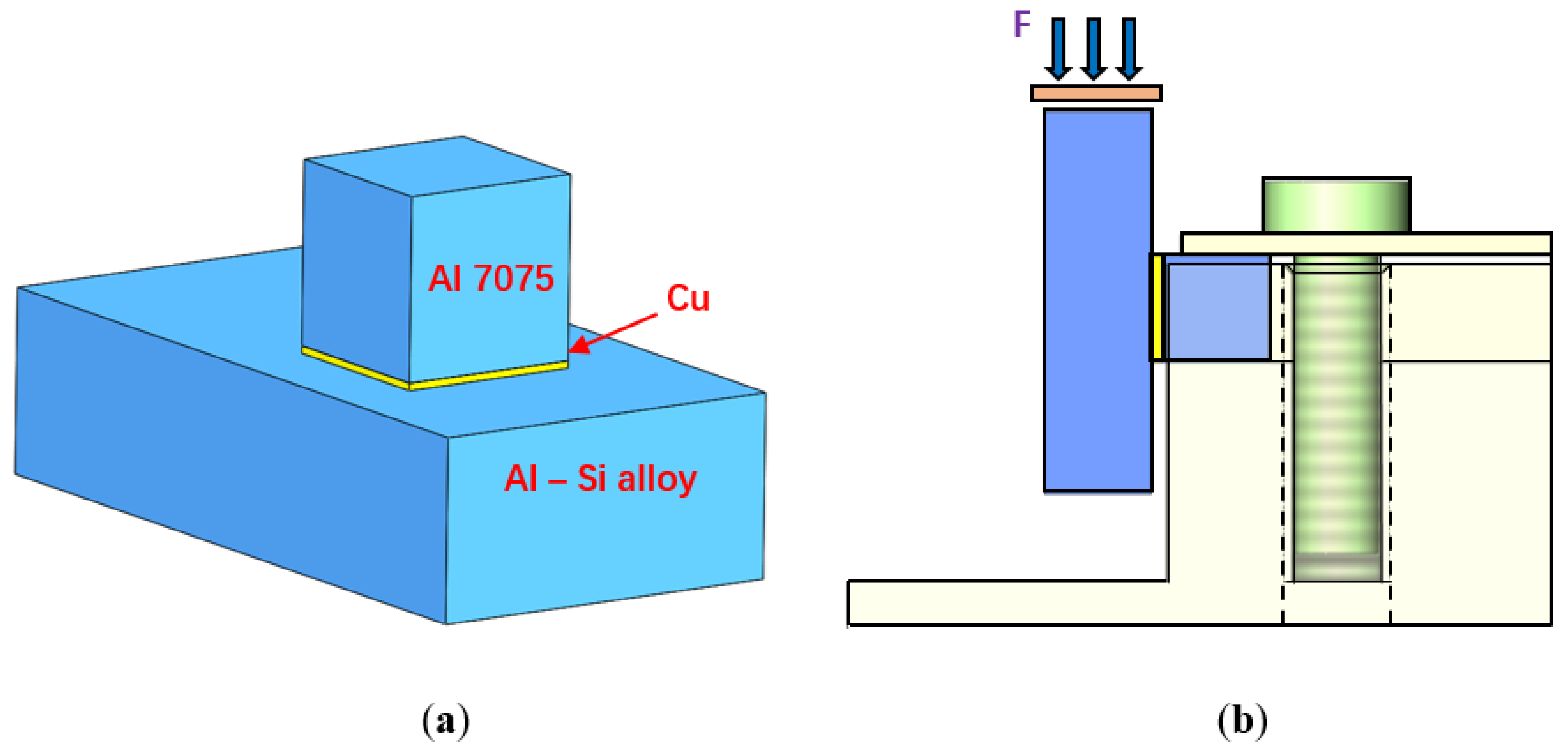
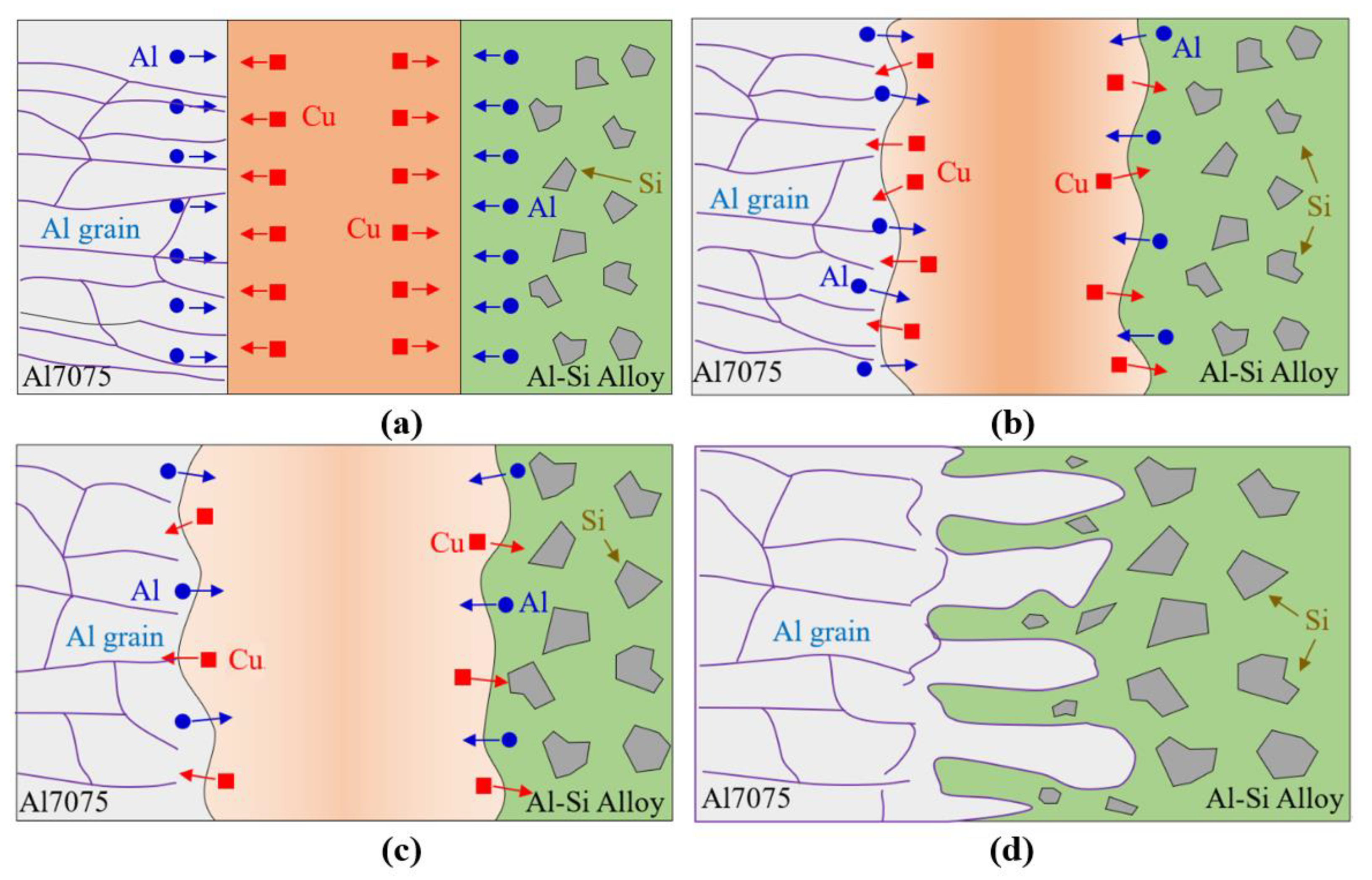
According to the Al–Cu binary diagram, at a brazing temperature higher than that of Al–Cu eutectic reaction (TE: 548.2 °C), the eutectic liquid phase will be formed by Al–Cu eutectic reaction, to realize the joining of an aluminum alloy. Therefore, the Cu was utilized to react with the alloy constituents to form an interlayer to join the Al 7075 and Al–25 Si alloy and the brazing temperature (TB) was determined as 560 °C.
Figure 10 shows schematically the mechanism of vacuum brazing between the dissimilar Al 7075 and Al–25 Si alloy. When the temperature was less than TE in the heating process, there is only the mutual diffusion between Al and Cu atoms, as shown in
Figure 10a. Due to the fact that diffusion rate of a Cu atom in Al is higher than that of an Al atom in Cu, a large number of Cu atoms preferentially diffused to the aluminum alloy matrix and produced diffusion gradient, leading to the formation of different diffusion transition layers.
When the temperature ≥TE (548.2 °C), Cu diffused into the aluminum alloy matrix to form a solid solution, leading to the gradual decrease of α–Al melting point. Thus, the eutectic liquid phase was formed at the interface of the aluminum alloy matrix with the increasing of temperature. The dissolution of Al and Cu was accelerated to the liquid phase, and then the width of eutectic liquid phase increased gradually until the intermediate Cu middle layer completely reacted and dissolved (
Figure 10b).
When the temperature was increased up to TB (560 °C) and then held for 10 min at TB temperature, the Cu atoms in the liquid phase continued to diffuse to both sides of matrix, and the Al continued to be dissolved to the liquid phase, resulting in the continuous increase of the liquid phase width. At the same time, the composition of the liquid phase was homogenized by atomic diffusion to reduce the inhomogeneous composition and concentration gradient of the eutectic liquid phase (
Figure 10c).
In the subsequent slow cooling process, the composition of Cu in the liquid phase side of the interface gradually decreased because of the diffusion of Cu atoms into the matrix, resulting in the increase of the melting point of the liquid phase and the isothermal solidification of the liquid phase at the interface and the formation of α–Al solid solution. At this stage, the width of the liquid phase gradually decreased until the complete isothermal solidification of the liquid phase.
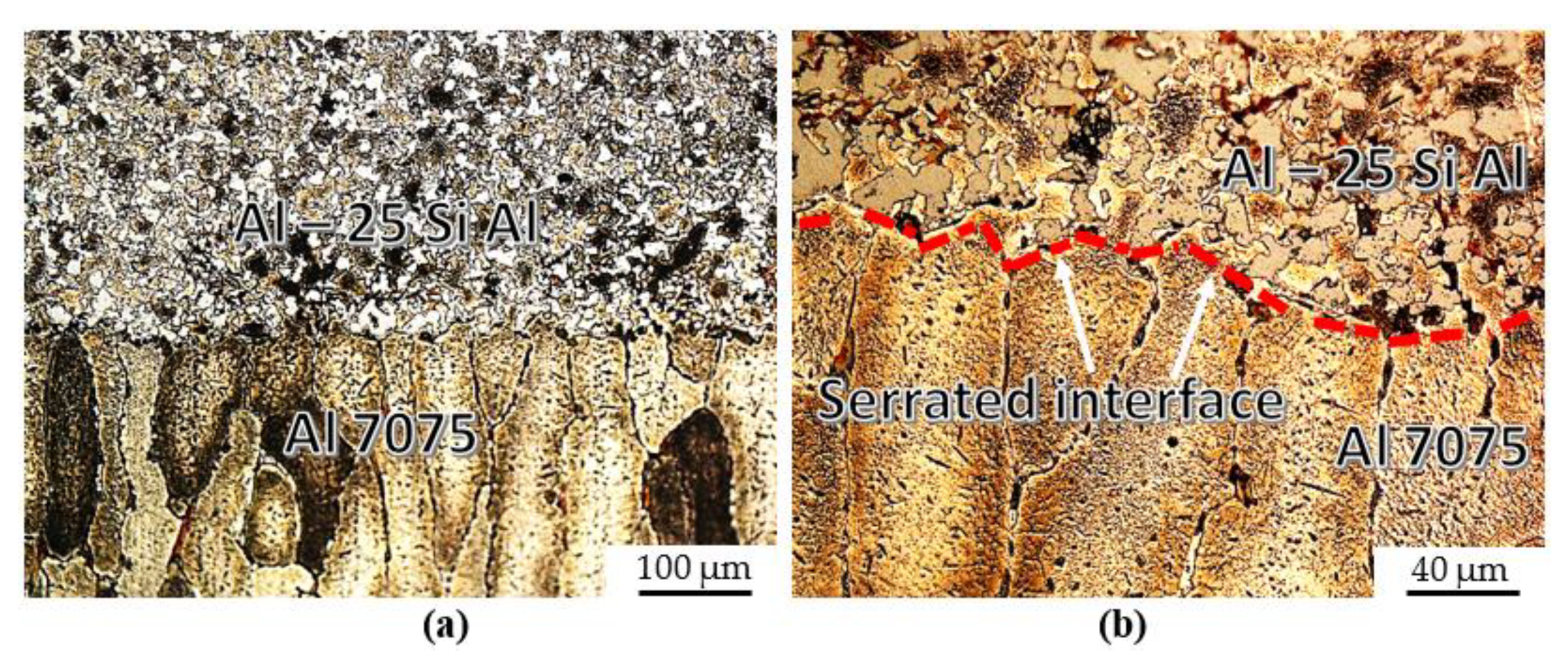
However, the holding time used in this paper was not enough to complete the isothermal solidification process of the liquid phase. Thus, it had entered the cooling stage before the isothermal solidification of the eutectic liquid phase was completed. The residual liquid phase undergoes cooling solidification and reacts to form intermetallic compounds Al
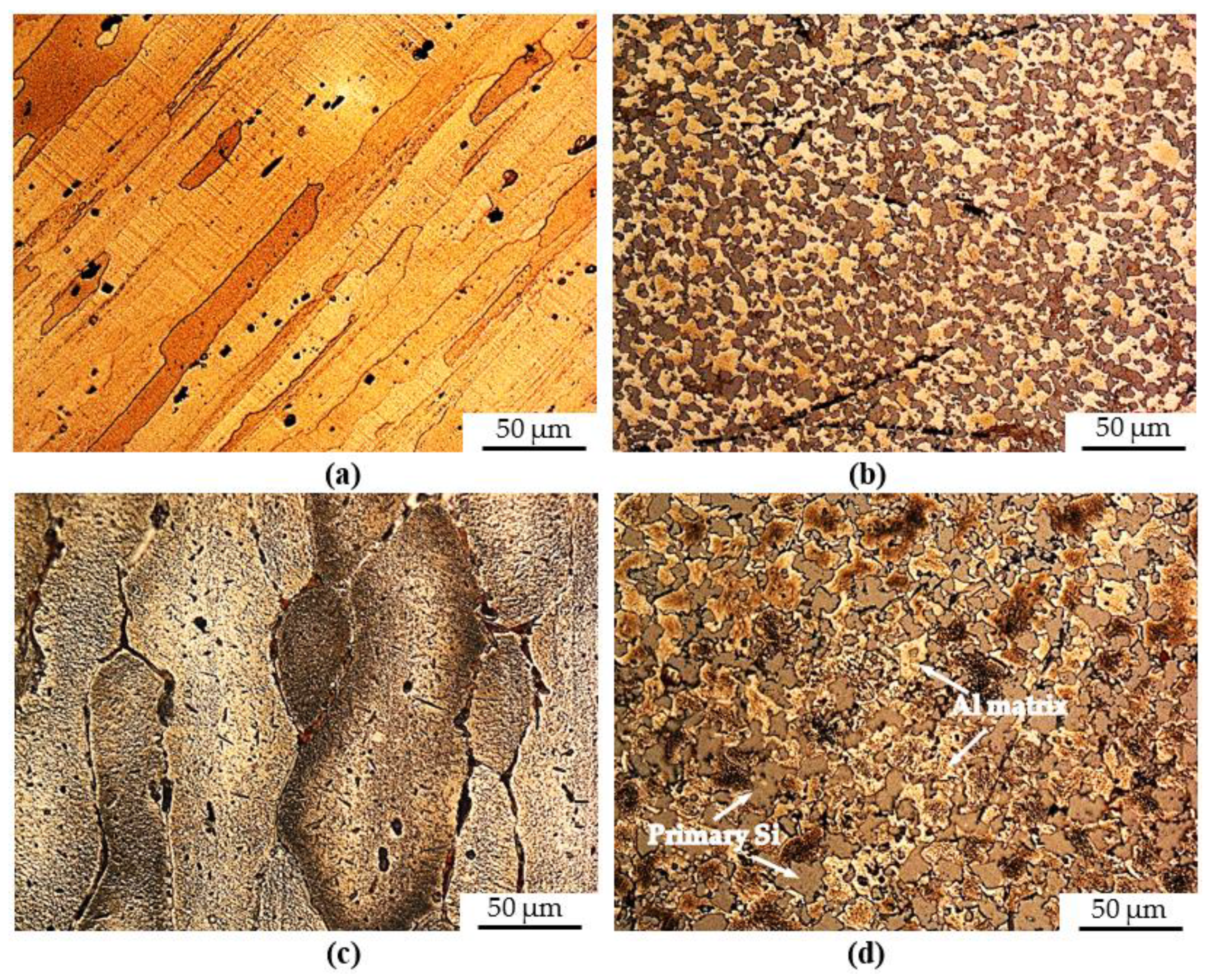
2Cu (
Figure 10d). In the whole brazing process, both Al grains in Al 7075 and primary Si in Al–25 Si alloy grew drastically in size owing to the cumulative heating effects, as shown in
Figure 2.
Figure 10 shows schematically a broad picture of the brazing process with the major features only and there is room for further improvement when better understanding is obtained through further research in the future.
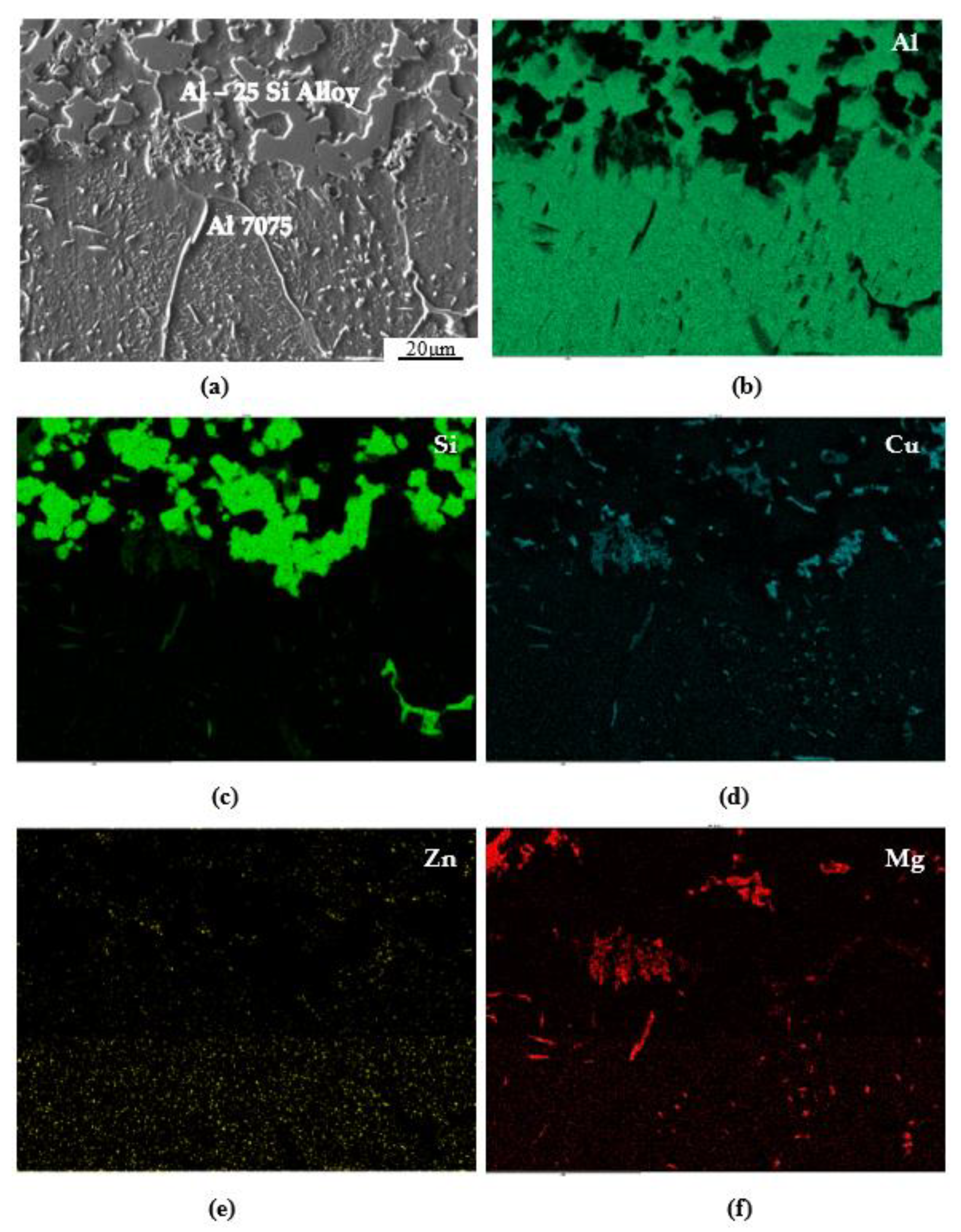
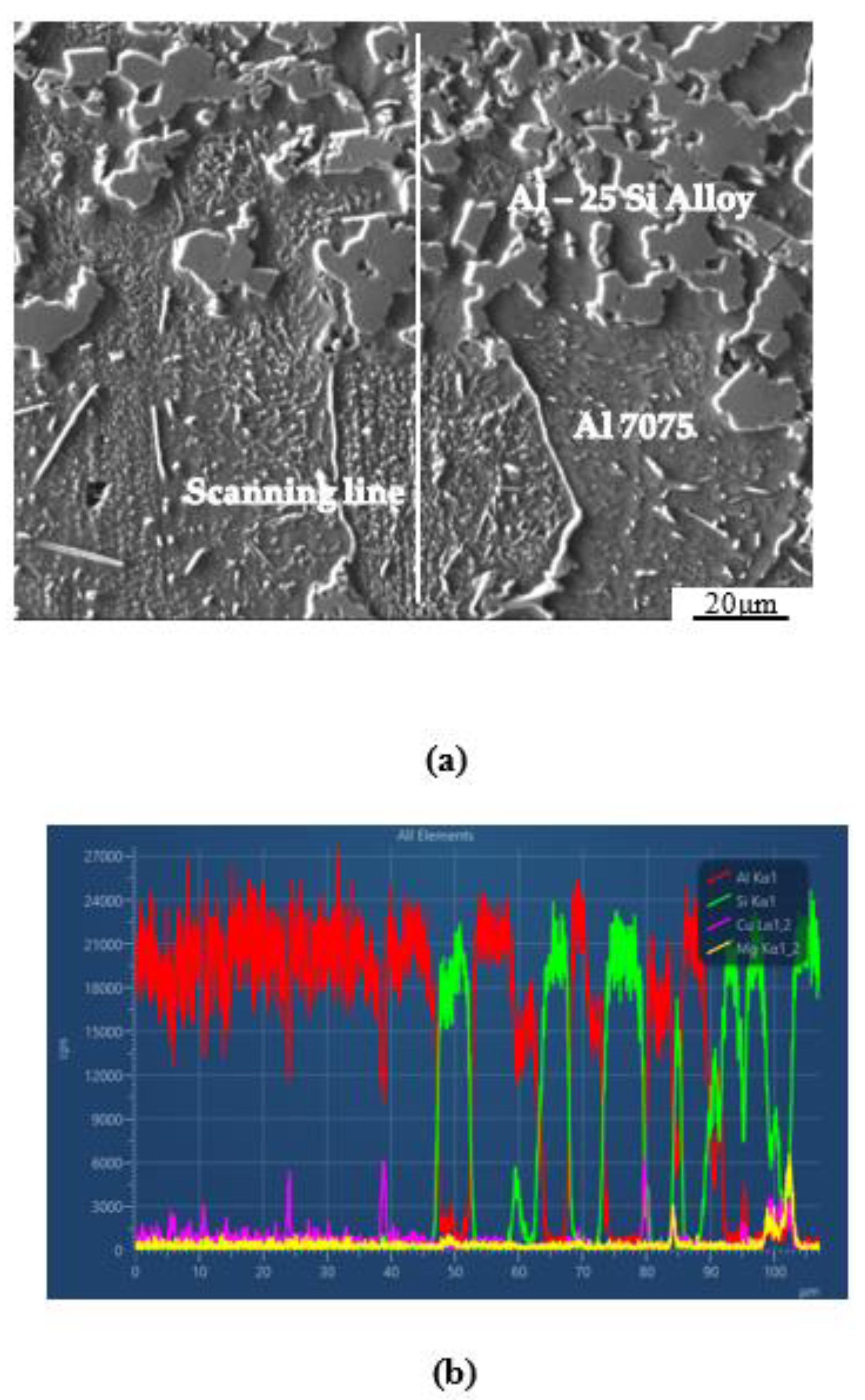
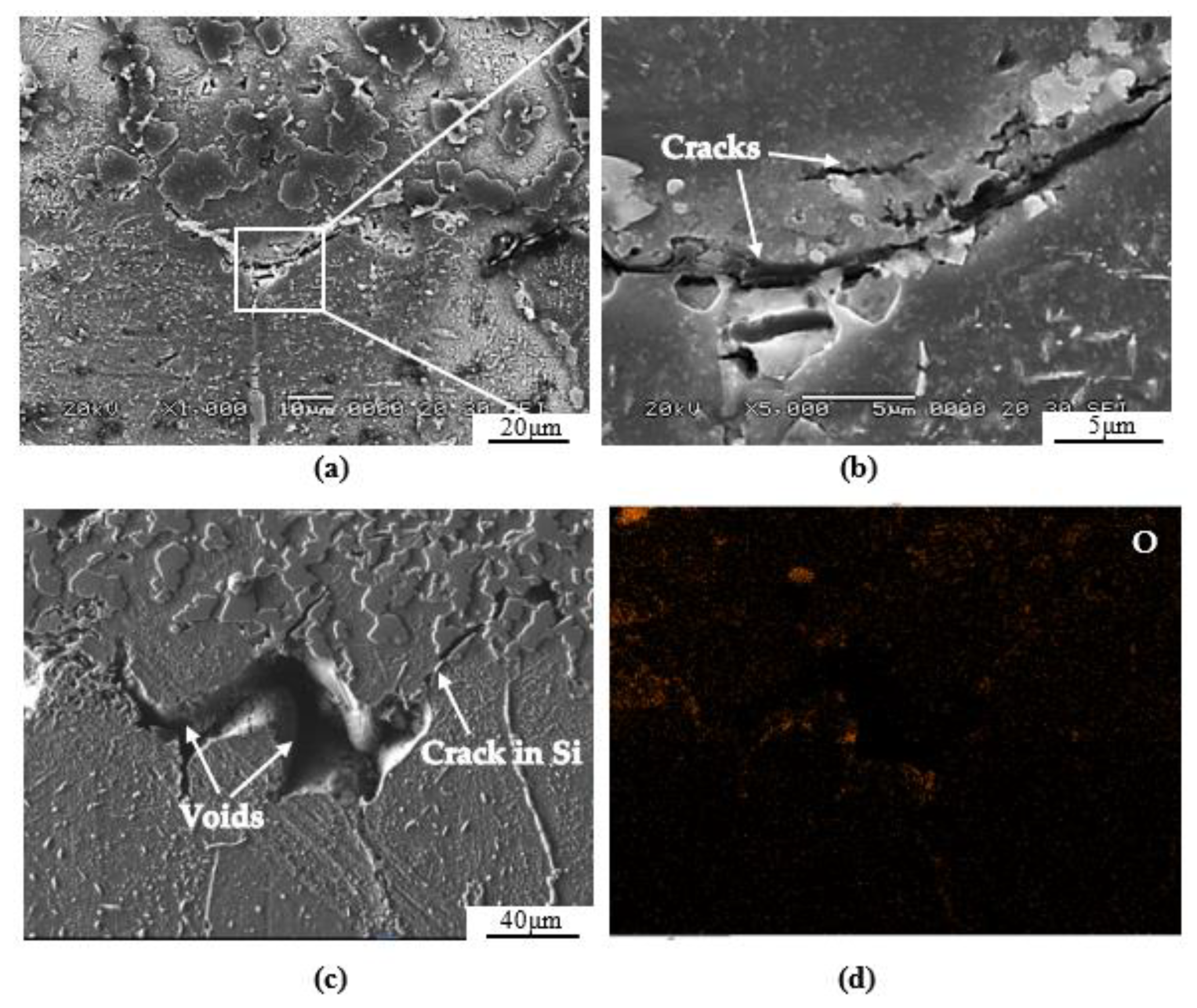
From the microstructural investigation, there was a good bonding between the Al 7075 and Al–25 Si alloy (
Figure 4,
Figure 6 and
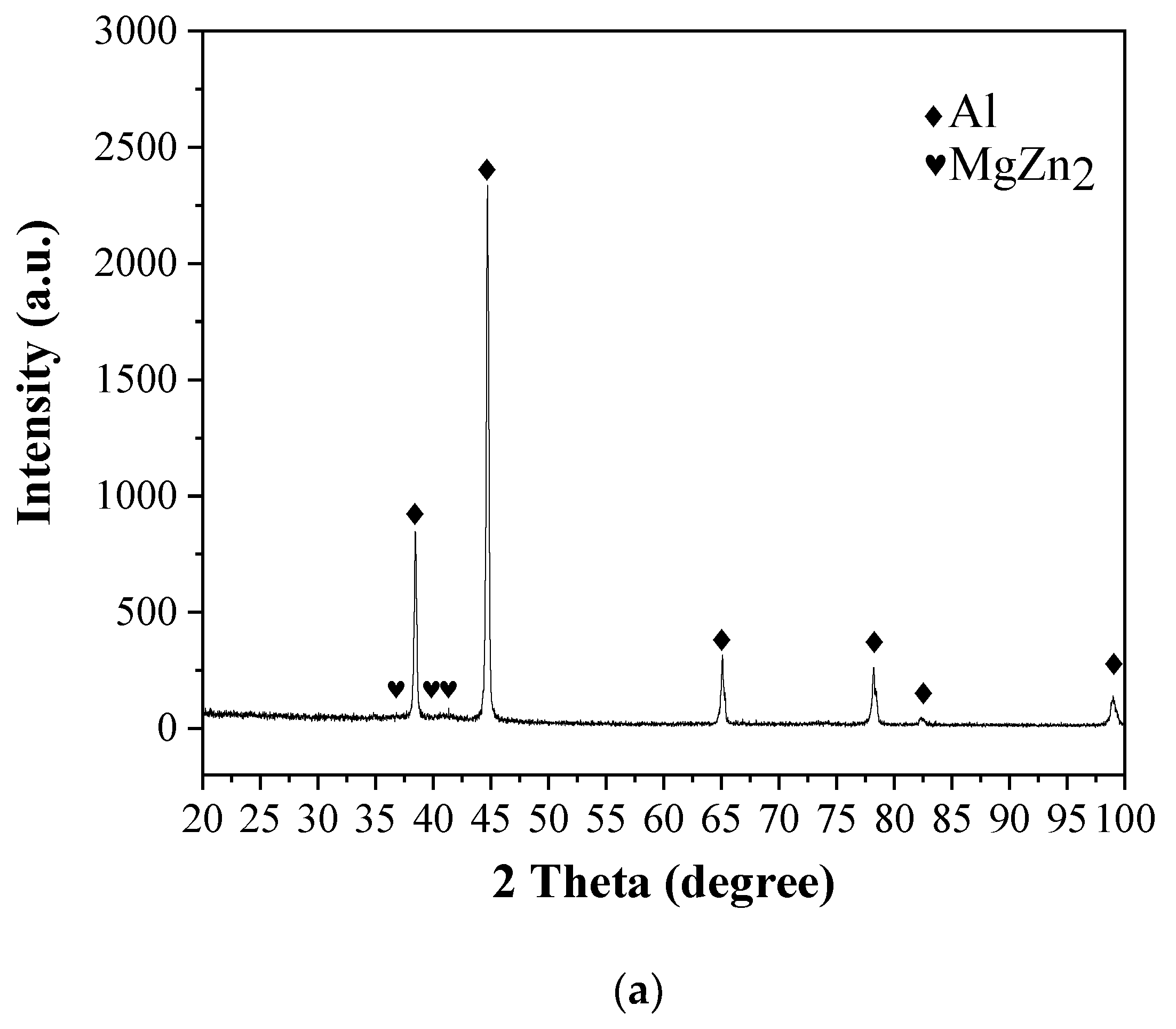
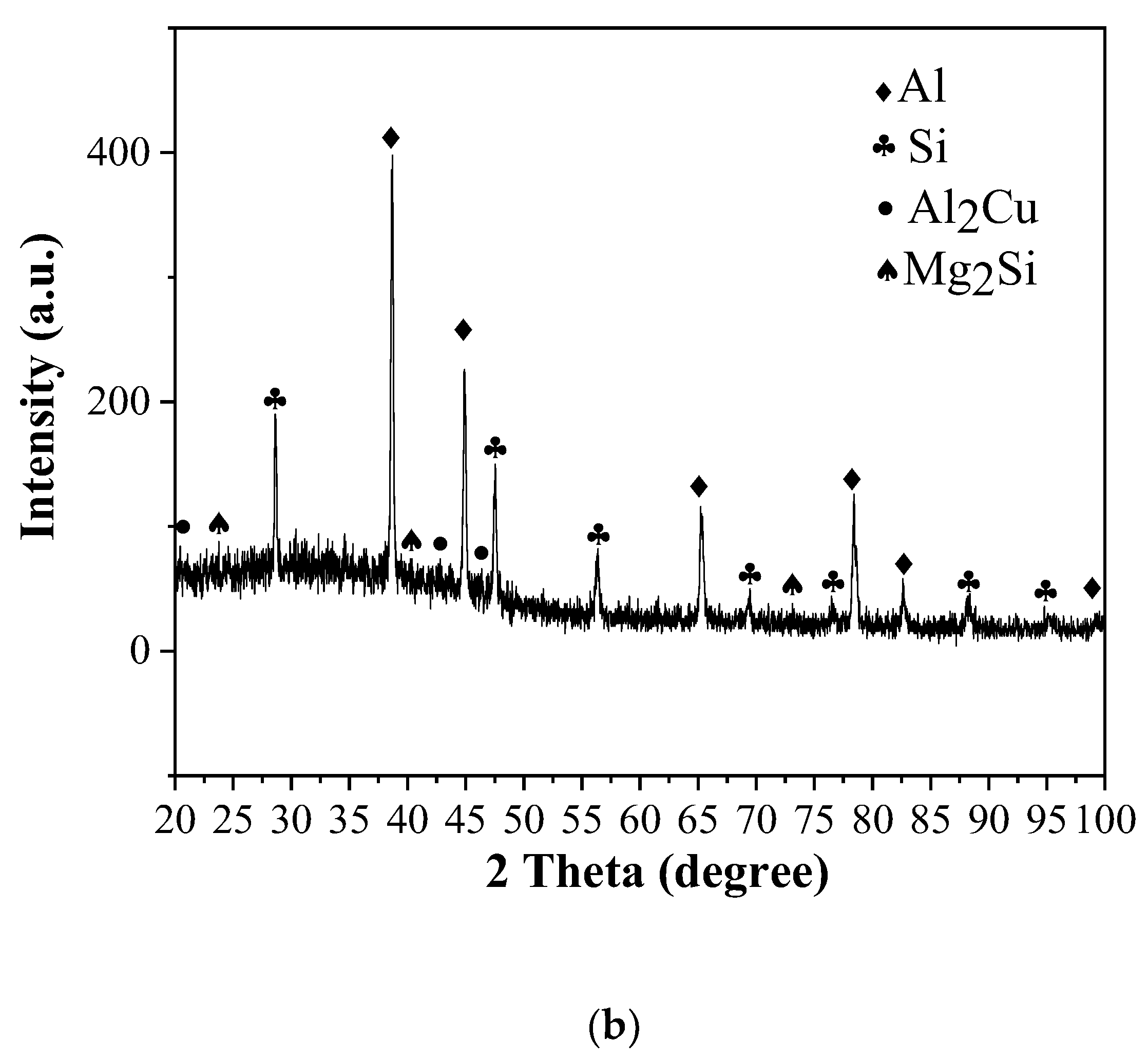
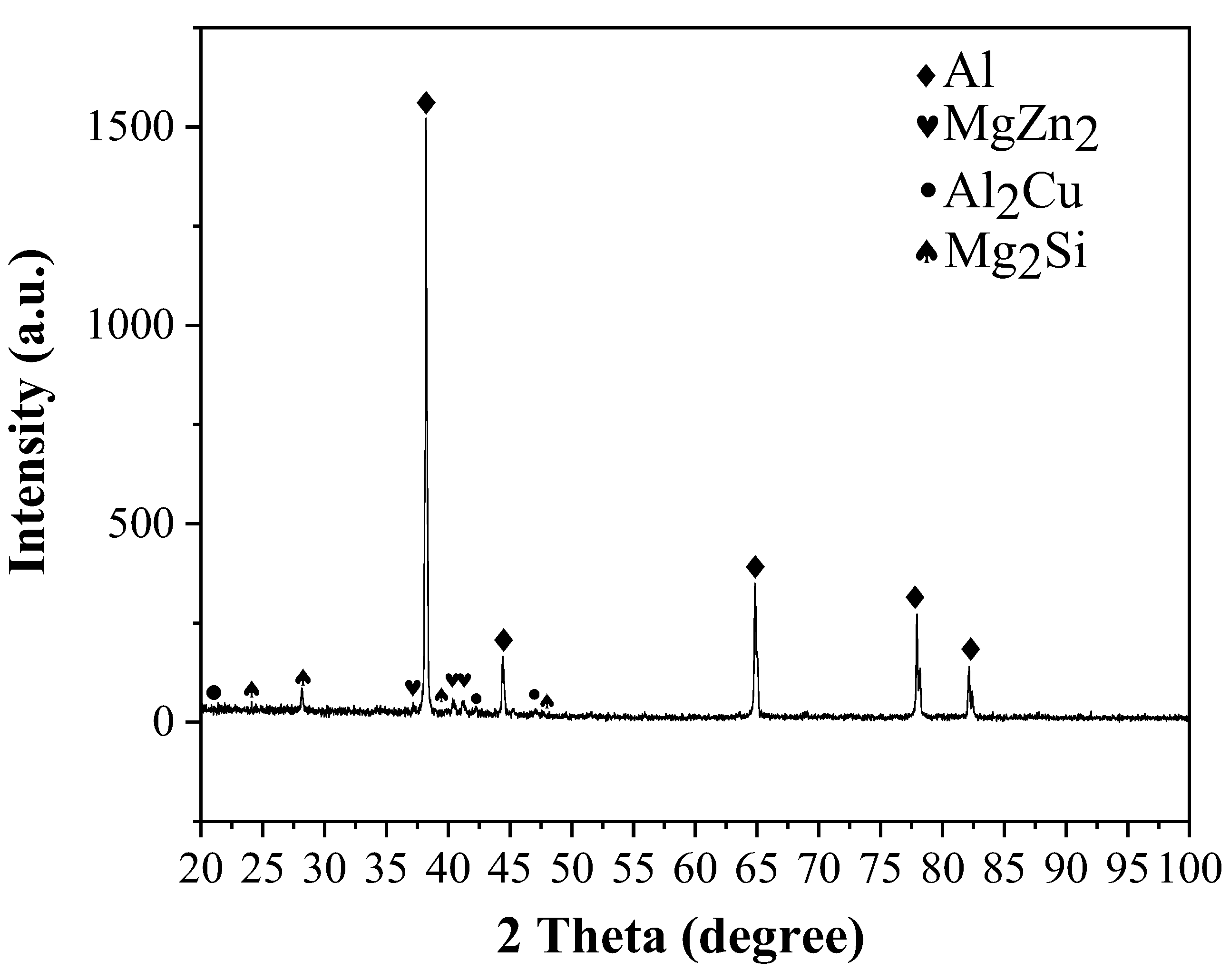
Figure 7). However, the shear strength was about 26.4 MPa, which was less than that of the base metal Al 7075 or Al–25 Si alloy. Several reasons for the degradation of the shear strength could be listed. First, the precipitation of the intermetallic compound such as MgZn
2, Cu
2Al and Mg
2Si, contributed to the brittleness of brazing joints of the dissimilar Al 7075 and Al–25 Si alloy. Secondly, the existence of voids and cracks reduced the shear strength. Thirdly, the coarsening of the size of an Al grain of Al 7075 and the size of the primary Si of Al–25 Si alloy led to the reduction of the mechanical properties of the joints.
Author Contributions
Conceptualization, D.L. and W.Z.; methodology, D.L., W.L. and W.Z.; validation, P.W.; formal analysis, D.L., P.W. and W.Z.; investigation, D.L., P.W. and W.L.; data curation, D.L. and P.W.; writing—original draft preparation, D.L., P.W. and W.L.; writing—review and editing, D.L. and W.Z.; visualization, D.L. and P.W.; supervision, W.L. and W.Z.; project administration, W.L. and W.Z.; funding acquisition, D.L. and W.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Ministry of Defence (MINDEF), Singapore through grant #001498-00008. This work was also supported by China Postdoctoral Science Foundation Funded Project (Grant No. 2016M601753), Funding of National Natural Science Foundation of China (Grant No. 51405208), Machinery Science Research Institute Group Co., Ltd. Technology Development Fund Project (Grant No. AZXJJ2031903), Major Projects of Natural Science Research in Colleges and Universities in Jiangsu (Grant No. 19KJA460009) and Postdoctoral International Exchange Program (Dispatch Project).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; Smet, P.D.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2020, 280, 37–49. [Google Scholar] [CrossRef]
- Liu, D.S.; Wei, P.; Long, W.M.; Zhou, W.; Zhou, W.; Wang, J.Y. Effect of welding wires on fatigue property of 7n01-T4 aluminium alloy joints. Sci. Technol. Weld. Join. 2020, 1, 1–10. [Google Scholar] [CrossRef]
- Langebeck, A.; Bohlen, A.; Freisse, H.; Vollertsen, F. Additive manufacturing with the lightweight material aluminium alloy EN AW-7075. Weld. World 2019, 64, 429–436. [Google Scholar] [CrossRef] [Green Version]
- Rafi, H.K.; Ram, G.D.J.; Phanikumar, G.; Rao, K.P. Microstructure and tensile properties of friction welded aluminum alloy AA7075-T6. Mater. Des. 2010, 31, 2375–2380. [Google Scholar] [CrossRef]
- He, R.; Zhou, N.; Zhang, K.; Zhang, X.; Fang, D. Progress and challenges towards additive manufacturing of SiC ceramic. J. Adv. Ceram. 2021, 10, 637–674. [Google Scholar] [CrossRef]
- Sozhamannan, G.G.; Prabu, S.B. Influence of interface compounds on interface bonding characteristics of aluminium and silicon carbide. Mater. Charact. 2009, 60, 986–990. [Google Scholar] [CrossRef]
- Lin, Y.C.; McGinn, P.J.; Mukasyan, A.S. High temperature rapid reactive joining of dissimilar materials: Silicon carbide to an aluminum alloy. J. Eur. Ceram. Soc. 2012, 32, 3809–3818. [Google Scholar] [CrossRef]
- Chen, H.C.; Pinkerton, A.J.; Lin, L. Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications. Int. J. Adv. Manuf. Technol. 2011, 52, 977–987. [Google Scholar] [CrossRef]
- Teng, P.; Li, X.; Hua, P.; Liu, H.; Wang, G. Effect of metallization temperature on brazing joints of SiC ceramics and 2219 aluminum alloy. Int. J. Appl. Ceram. Technol. 2022, 19, 498–507. [Google Scholar] [CrossRef]
- Yang, Y.; Bhowmik, A.; Tan, J.L.; Du, Z.; Zhou, W. A new strategy for dissimilar material joining between SiC and Al alloys through use of high-Si Al alloys. Metals 2022, 12, 887. [Google Scholar] [CrossRef]
- Hayashi, T.; Takada, Y. Spray formed aluminum alloy finds engine role. Met. Powder Rep. 1991, 46, 23. [Google Scholar] [CrossRef]
- Hayashi, T.; Takeda, Y.; Akechi, K.; Fujiwara, T. Rotary car air conditioner made with PM Al-Si wrought alloys. Met. Powder Rep. 1991, 46, 23–29. [Google Scholar] [CrossRef]
- Zou, Q.; Han, N.; Zhang, Z.; Jie, J.; An, X. Enhancing segregation behavior of impurity by electromagnetic stirring in the solidification process of Al-30Si Alloy. Metals 2020, 10, 155. [Google Scholar] [CrossRef] [Green Version]
- Niu, C.N.; Song, X.G.; Hu, S.P.; Lu, G.Z.; Chen, Z.B.; Wang, G.D. Effects of brazing temperature and post weld heat treatment on 7075 alloy brazed joints. J. Mater. Process. Tech. 2019, 266, 363–372. [Google Scholar] [CrossRef]
- Song, X.G.; Niu, C.N.; Hu, S.P.; Liu, D.; Cao, J.; Feng, J.C. Contact reactive brazing of Al7075 alloy using Cu layer deposited by magnetron sputtering. J. Mater. Process. Tech. 2018, 252, 469–476. [Google Scholar] [CrossRef]
- Hu, B.; Richardson, I.M. Hybrid laser/GMA welding aluminium alloy 7075. Weld. World 2006, 50, 51–57. [Google Scholar] [CrossRef]
- Qin, Y.; He, X.; Jiang, W. Influence of preheating temperature on cold metal transfer (CMT) welding—brazing of aluminium alloy / galvanized steel. App. Sci. 2018, 8, 1659. [Google Scholar] [CrossRef] [Green Version]
- Nandagopal, K.; Kailasanathan, C. Analysis of mechanical properties and optimization of gas tungsten arc welding (GTAW) parameters on dissimilar metal titanium (6Al4V) and aluminium 7075 by Taguchi and ANOVA techniques. J. Alloys Compd. 2016, 682, 503–516. [Google Scholar] [CrossRef]
- Ravikumar, S.; Rao, V.S.; Pranesh, R.V. Effect of process parameters on mechanical properties of friction stir welded dissimilar materials between AA6061-T651 and AA7075-T651 alloys. Int. J. Adv. Mech. Eng. 2014, 4, 101–114. [Google Scholar]
- Chen, X.; Yan, J.; Gao, F.; Wei, J.; Xu, Z.; Fan, G. Interaction behaviors at the interface between liquid Al-Si and solid Ti-6Al-4V in ultrasonic-assisted brazing in air. Ultrason. Sonochem. 2013, 20, 144–154. [Google Scholar] [CrossRef]
- Sekulic, D.P.; Galenko, P.K.; Krivilyov, M.D.; Krivilyov, C.; Walker, L.; Gao, F. Dendritic growth in Al-Si alloys during brazing. Part 1: Experimental evidence and kinetics. Int. J. Heat Mass Trans. 2005, 48, 2372–2384. [Google Scholar] [CrossRef]
- Yousefi Mehr, V; Toroghinejad, M.R.; Rezaeian, A. The effects of oxide film and annealing treatment on the bond strength of Al-Cu strips in cold roll bonding process. Mater. Des. 2014, 53, 174–181. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}