
Microstructure and Corrosion Properties of Wire Arc Additively Manufactured Multi-Trace and Multilayer Stainless Steel 321

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
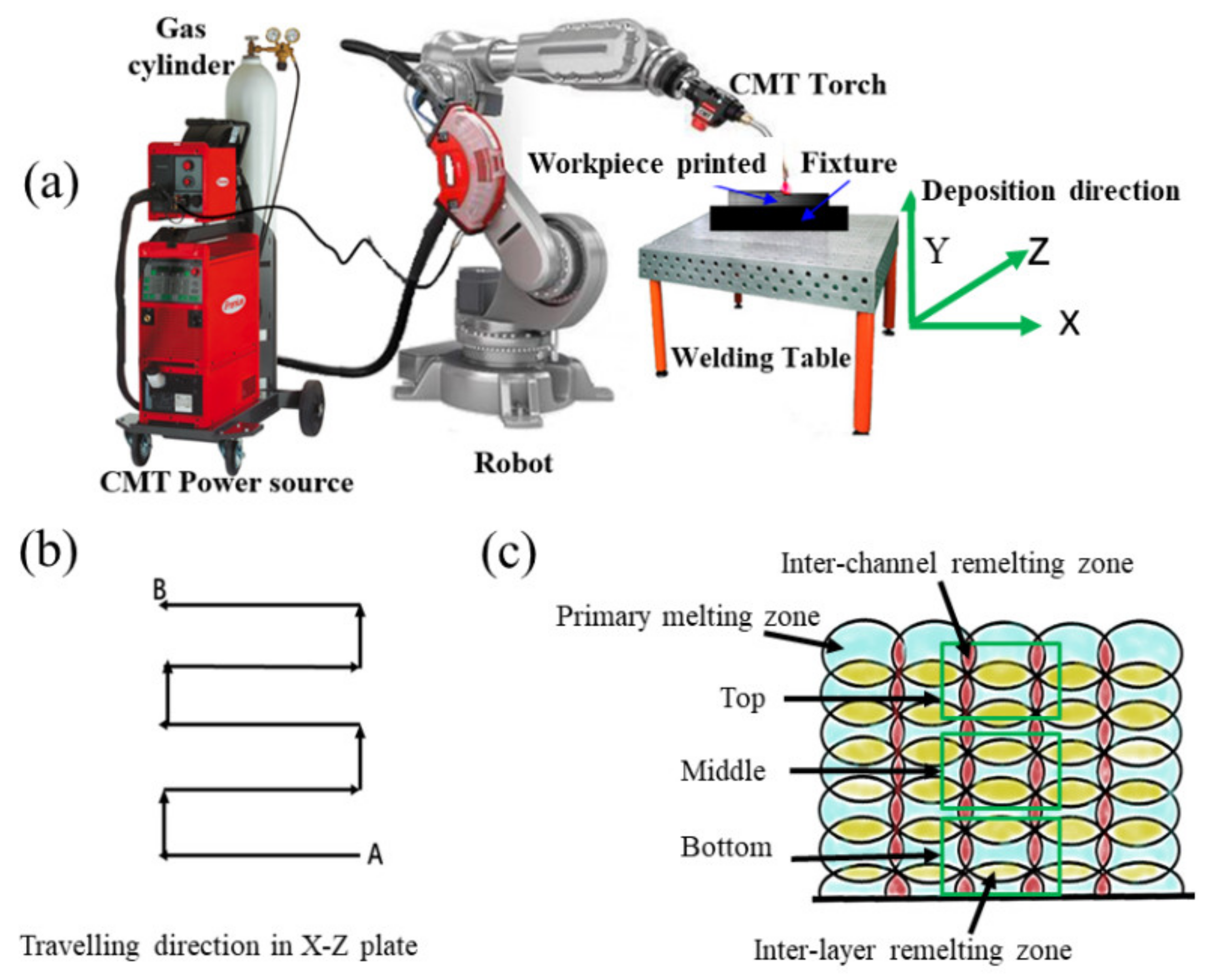
2.2. Experimental System and Process Parameters
2.3. Microstructure Observation and Performance Test
3. Results and Discussions
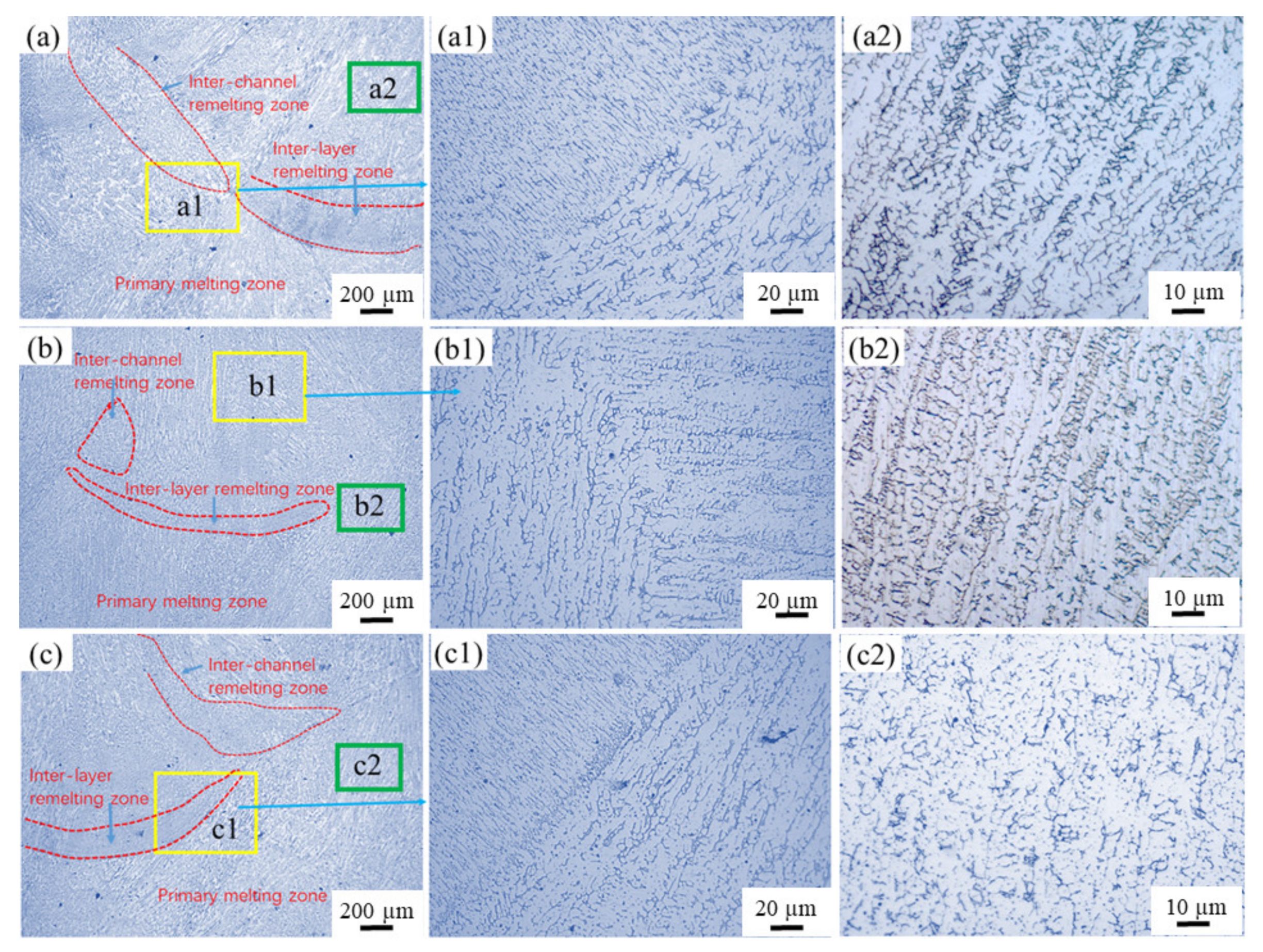
3.1. Macroscopic and Microstructure Observation
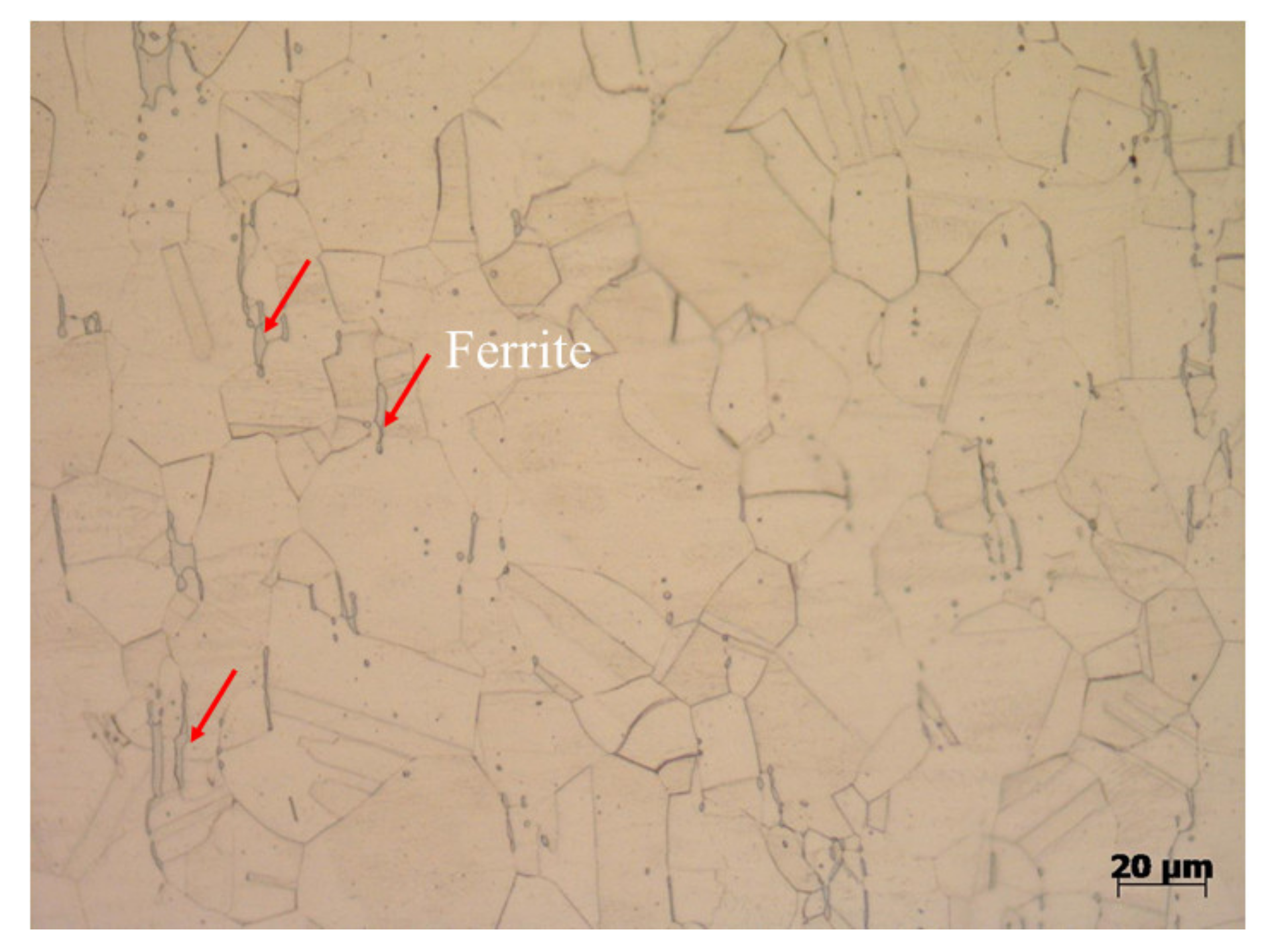
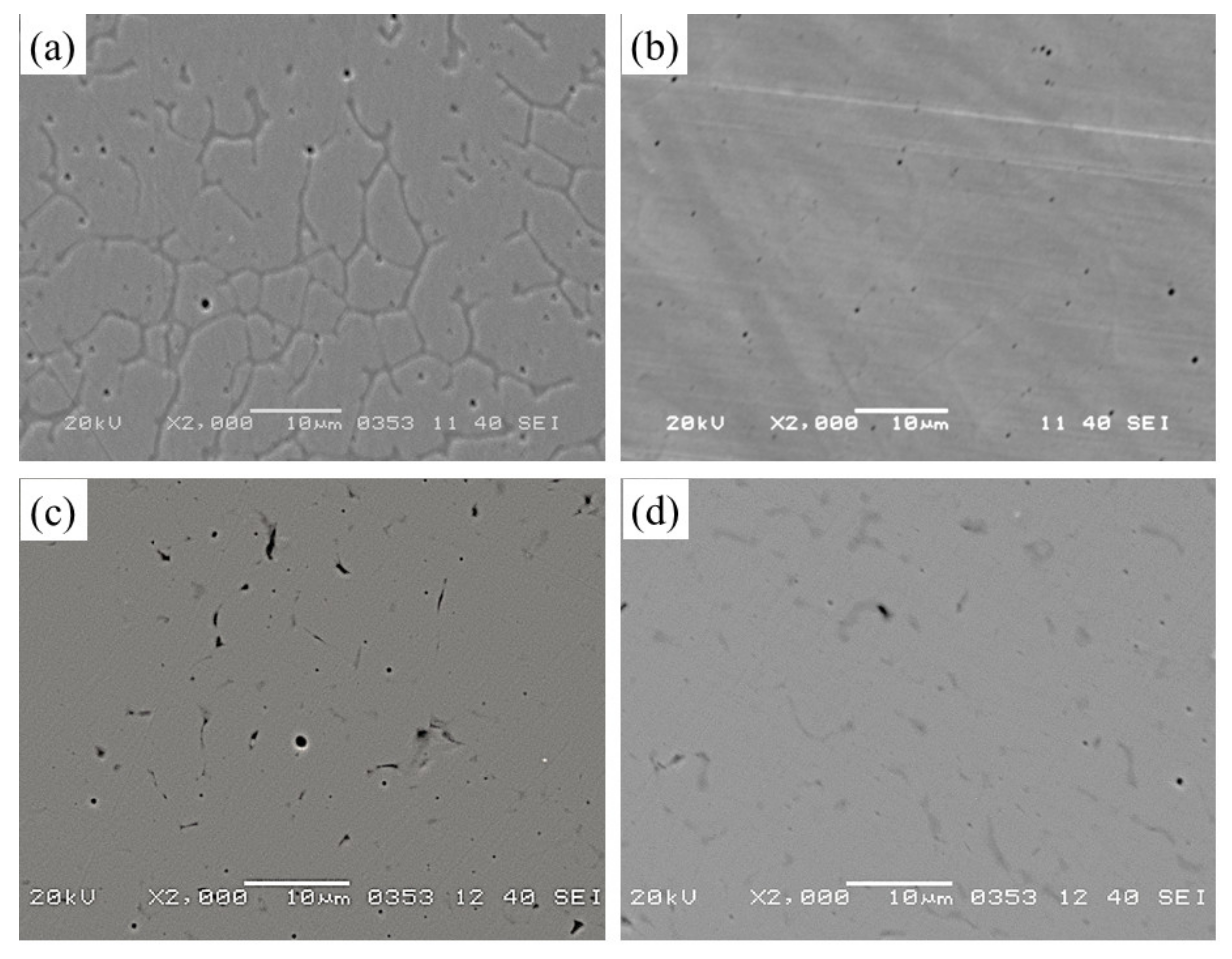
3.2. Microstructure Observation
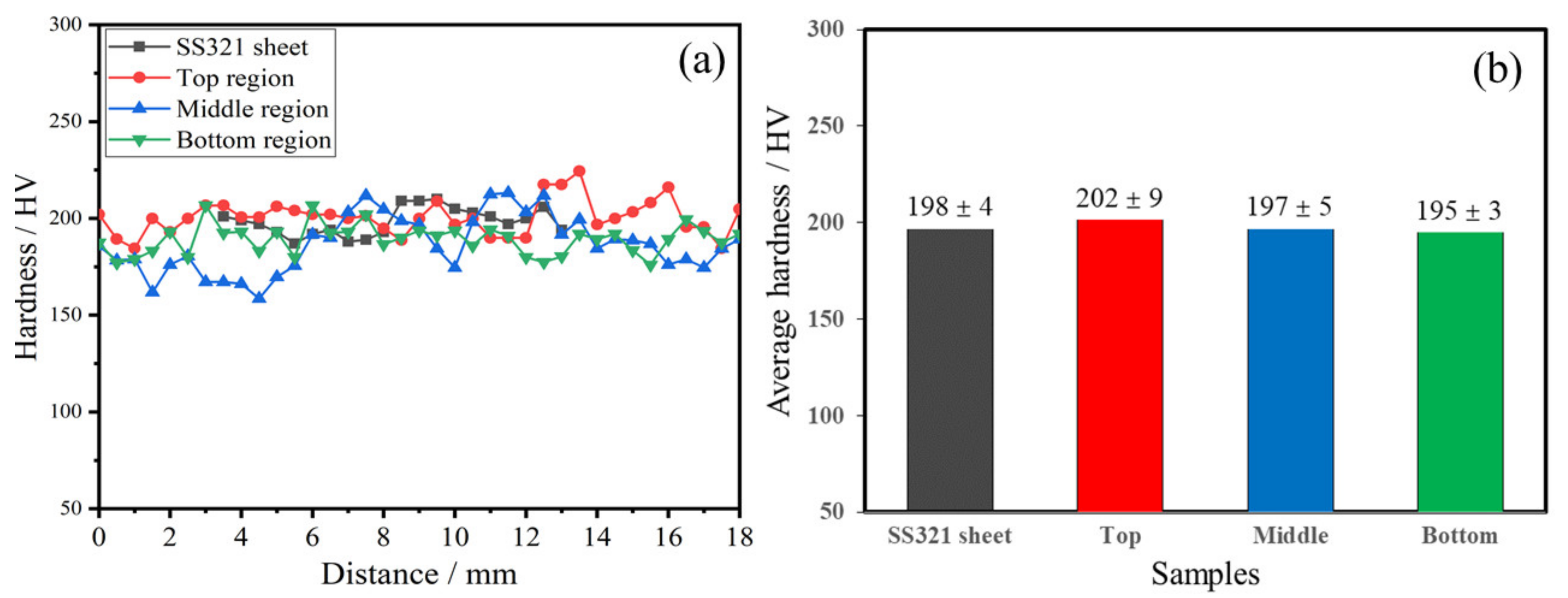
3.3. Hardness Analysis
3.4. Corrosion Behavior of Samples
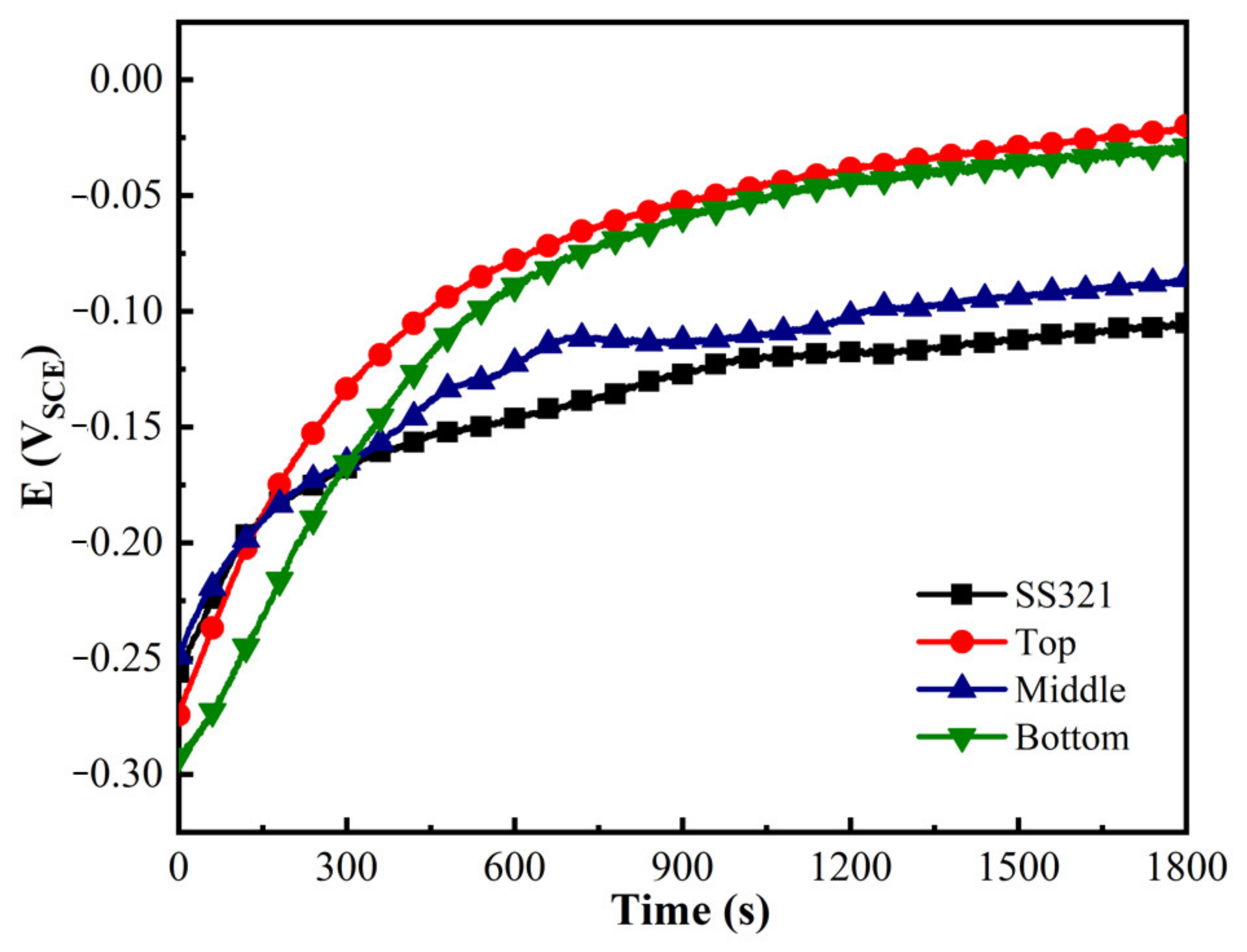
3.4.1. OCP Measurements of Samples
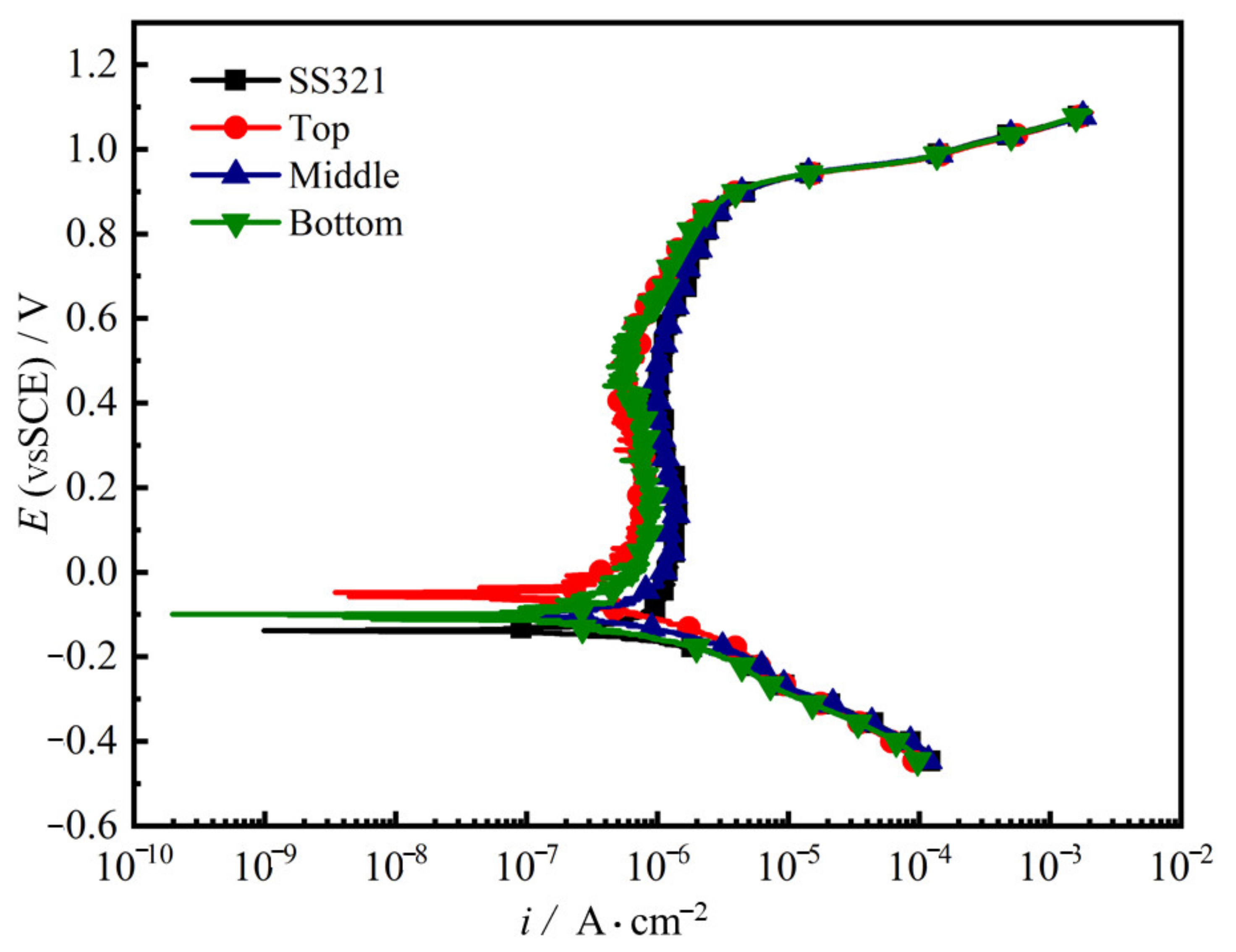
3.4.2. Potentiodynamic Polarization Tests of Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Oliveira, J.P.; Shamsolhodaei, B.; Shen, J.J.; Lope, J.G.; Goncalves, R.M.; Ferraz, M.B. Improving the ductility in laser welded joints of CoCrFeMnNi high entropy alloy to 316 stainless steel. Mater. Des. 2022, 219, 110717. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shen, J.J.; Zeng, Z.; Park, J.M.P.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dissimilar laster welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Xu, M.; Dai, W.; Kumar, P.; Liu, Z.; Li, Z.; Zhang, Y. The fatigue performance evaluation of additively manufactured 304L austenitic stainless steels. Mater. Sci. Eng. 2021, 802, 140640. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S.B. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Li, Y.J.; Yuan, Y.T.; Wang, D.X.; Fu, S.C.; Song, D.R.; Vedani, M.; Chen, X. Low cycle fatigue behavior of wire arc additive manufactured and solution annealed 308L stainless steel. Addit. Manuf. 2022, 52, 102688. [Google Scholar]
- Wang, C.; Zhu, P.; Lu, Y.H.; Shoji, T. Effect of heat treatment temperature on microstructure and tensile properties of austenitic stainless 316L using wire and arc additive manufacturing. Mater. Sci. Eng. A 2022, 832, 142446. [Google Scholar] [CrossRef]
- Le, V.T.; Mai, D.S. Microstructural and mechanical characteristics of 308L stainless steel manufactured by gas metal arc welding-based additive manufacturing. Mater. Lett. 2020, 271, 127791. [Google Scholar] [CrossRef]
- Palmeira Belotti, L.; Dommelen, J.A.W.V.; Geers, M.G.D.; Goulas, C.; Ya, W.; Hoefnagels, J.P.M. Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J. Mater. Process. Technol. 2022, 299, 117373. [Google Scholar] [CrossRef]
- Subramaniyan, M.K.; Rajesh Kannan, A.; Pramod, R.; Siva Shanmugam, N.; Muthu, S.M.; Dhinakaran, V. Microstructure and high temperature performance of 321 SS wall manufactured through wire + arc additive manufacturing. Mater. Lett. 2022, 314, 131913. [Google Scholar]
- Ramalho, A.; Santos, T.G.; Bevans, B.; Smoqi, Z.; Rao, P.; Oliveira, J.P. Effect of 316L stainless steel. Addit. Manuf. 2022, 51, 102585. [Google Scholar]
- Rodrigues, T.A.; Escobar, J.D.; Shen, J.J.; Duarte, V.R.; Ribamar, G.G.; Avila, J.A.; Maawad, E.; Schell, N.; Santos, T.G.; Oliveira, J.P. Effect of heat treatments on 316 stainless steel parts fabricated by wire and arc additive manufacturing: Microstructure and synchrotron X-ray diffraction analysis. Addit. Manuf. 2021, 48, 102428. [Google Scholar] [CrossRef]
- Sputo, T.; Turner, J.L. Bracing Cold-Formed Steel Structures (A Design Guide) II Cold-Formed Steel in Metal Buiding Systems; American Society of Civil Engineers: Reston, VA, USA, 2005; pp. 47–53. [Google Scholar] [CrossRef]
- Subramaniyan, M.K.; Sasikumar, R.; Arasappan, R.K.; Pramod, R.; Murugesan, V. Microstructural administered mechanical properties and corrosion behaviour of wire plus arc additive manufactured SS 321 plate. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7627–7633. [Google Scholar]
- Singh Kasana, S.; Pandey, O.P. Eeffect of heat treatment on microstructure and mechanical properties of boron containing Ti-stabilized AISI-321 steel for nuclear power plant application. Meter. Today Commun. 2021, 26, 1948. [Google Scholar] [CrossRef]
- Kchaou, Y.; Haddar, N.; Hénaff, G.; Pelosin, V.; Elleuch, K. Microstructural, compositional and mechanical investigation of Shielded Metal Arc Welding (SMAW) welded superaustenitic UNS N08028 (Alloy 28) stainless steel. Mater. Des. 2014, 63, 278–285. [Google Scholar] [CrossRef]
- Brooks, J.A.; West, A.J.; Thompson, A.W. Effect of weld composition and microstructure on hydrogen assisted fracture of austenitic stainless steels. Metall. Mater. Trans. A 1983, 14, 75–84. [Google Scholar] [CrossRef]
- Chen, X.H.; Li, J.; Cheng, X.; He, B.; Wang, H.M.; Huang, Z. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mater. Sci. Eng. A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Zhang, C.H.; Zhang, H.; Wu, C.L.; Zhang, S.; Sun, Z.L.; Dong, S.Y. Multilayer functional graded stainless steel fabricated by laser melting deposition. Vaccum 2017, 141, 181–187. [Google Scholar] [CrossRef]
- Hu, Q.X.; Miao, J.Y.; Wang, X.L.; Li, C.T.; Fang, K.W. Microstructure and Properties of ER50-6 Steel Fabricated by Wire Arc Additive Manufacturing. Scanning 2021, 2021, 7846116. [Google Scholar] [CrossRef] [PubMed]
- Yin, Q.X.; Chen, G.Q.; Cao, H.; Zhang, G.; Zhang, B.G.; Wei, S.Z. Transformation law of microstructure evolution and mechanical properties of electron beam freeform fabricated 321 austenitic stainless steel. Vacuum 2021, 194, 110594. [Google Scholar] [CrossRef]
- Tang, Y.B.; Shen, X.W.; Liu, Z.H.; Qiao, Y.X.; Yang, L.L.; Lu, D.H.; Zou, J.S.; Xu, J. Corrosion behavior of selective laser melted Inconel 718 alloy in NaOH solution. Acta Metall. Sin. 2022, 58, 324–333. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | Ti | Cr | Mo | Fe |
|---|---|---|---|---|---|---|---|---|
| ER321 wire | 0.08 | 0.50 | 1.47 | 9.10 | 0.50 | 19.05 | ≤0.075 | Bal. |
| SS 321 sheet | 0.05 | 0.75 | 1.50 | 9.10 | 0.50 | 17.1 | / | Bal. |
| Ecorr (mVSCE) | icorr (×10−7 A·cm−2) | |
|---|---|---|
| SS 321 sheet | −138.14 ± 4.56 | 7.54 ± 0.16 |
| Top | −53.18 ± 1.57 | 1.65 ± 0.19 |
| Middle | −100.75 ± 1.77 | 5.63 ± 0.24 |
| Bottom | −97.11 ± 2.06 | 3.85 ± 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Hu, Q.; Liu, W.; Yuan, W.; Shen, X.; Gao, F.; Tang, D.; Hu, Z. Microstructure and Corrosion Properties of Wire Arc Additively Manufactured Multi-Trace and Multilayer Stainless Steel 321. Metals 2022, 12, 1039. https://doi.org/10.3390/met12061039
Wang X, Hu Q, Liu W, Yuan W, Shen X, Gao F, Tang D, Hu Z. Microstructure and Corrosion Properties of Wire Arc Additively Manufactured Multi-Trace and Multilayer Stainless Steel 321. Metals. 2022; 12(6):1039. https://doi.org/10.3390/met12061039
Chicago/Turabian StyleWang, Xiaoli, Qingxian Hu, Wenkang Liu, Wei Yuan, Xinwang Shen, Fengyin Gao, Douxi Tang, and Zichen Hu. 2022. "Microstructure and Corrosion Properties of Wire Arc Additively Manufactured Multi-Trace and Multilayer Stainless Steel 321" Metals 12, no. 6: 1039. https://doi.org/10.3390/met12061039