
Hg/Se/PbSO4 Recovery by Microwave-Intensified HgSe Pyrolysis from Toxic Acid Mud


Abstract
:1. Introduction
2. Experimental
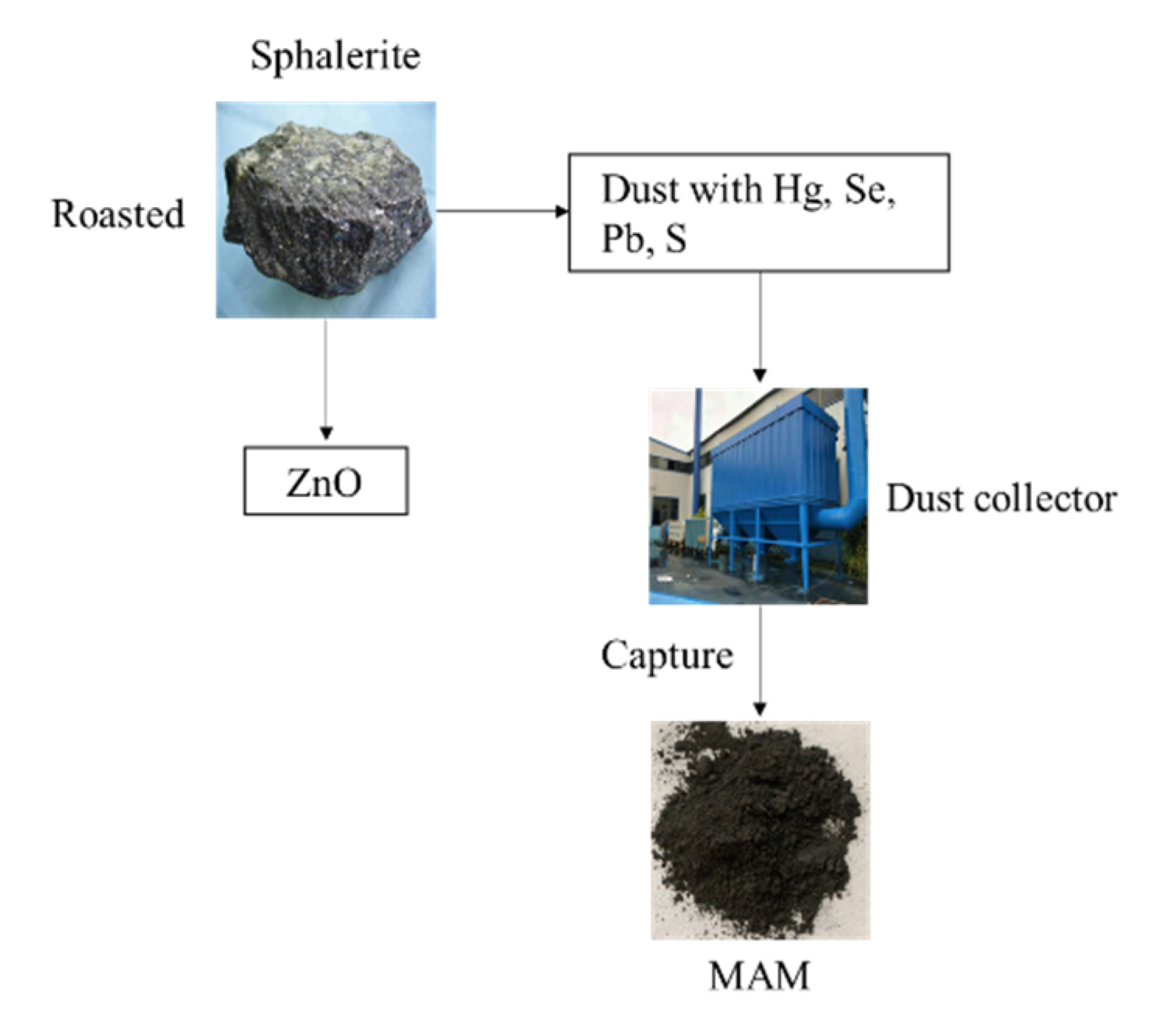
2.1. Materials
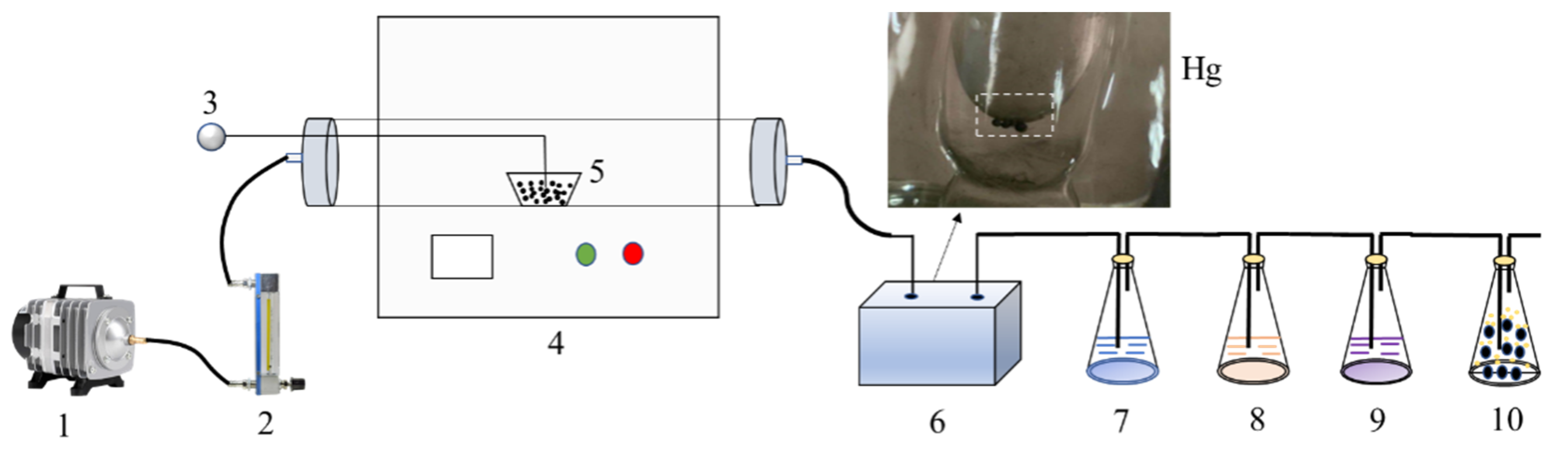
2.2. Experiments of Microwave and Conventional Heating
2.3. Material Characterization
3. Results and Discussion
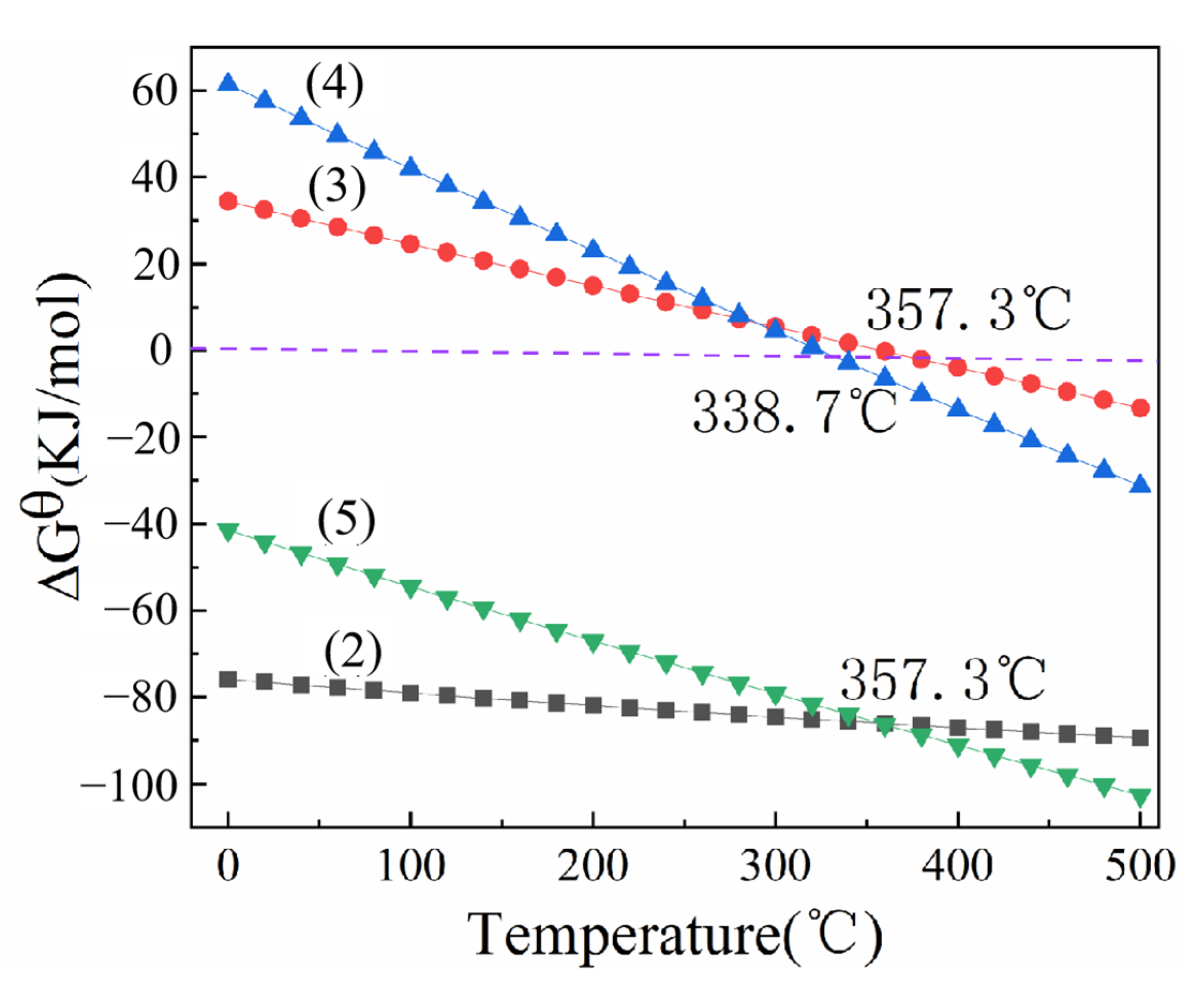
3.1. Thermodynamics Analysis
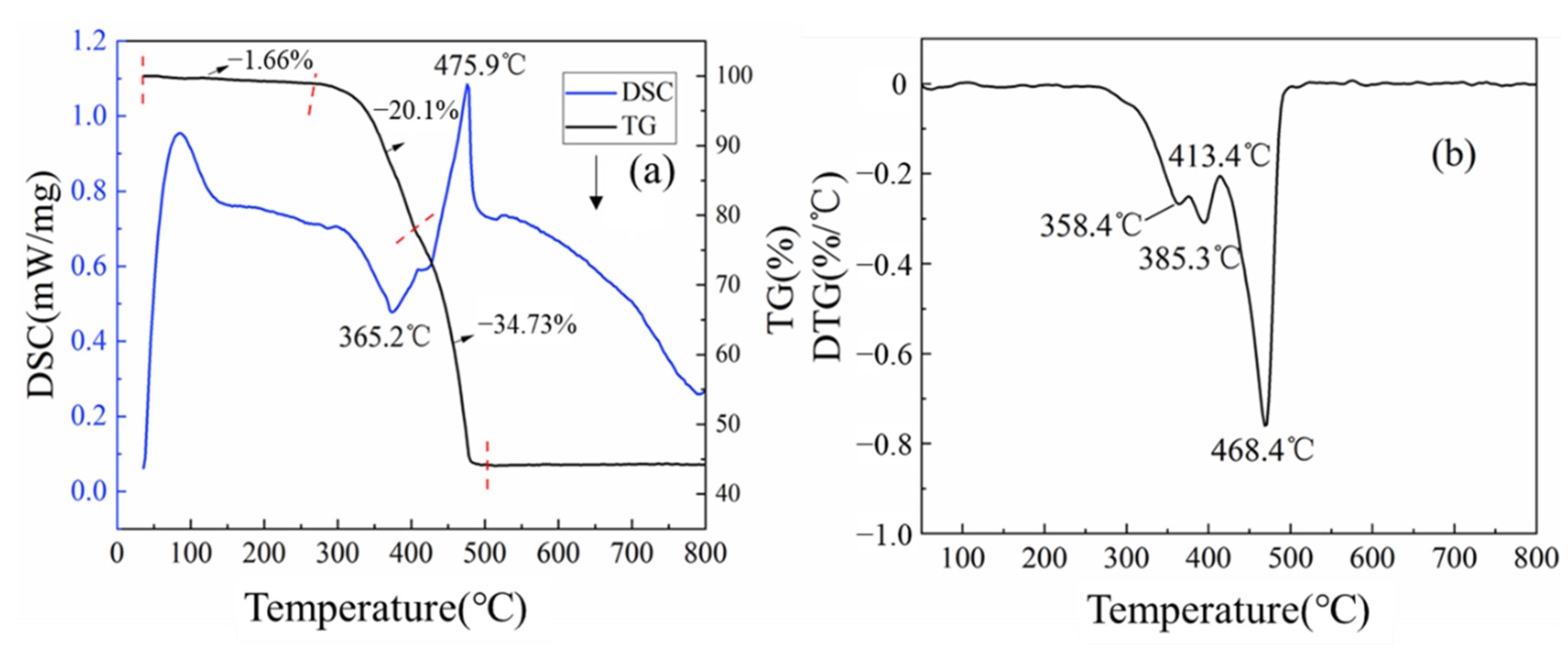
3.2. Thermogravimetric Analysis
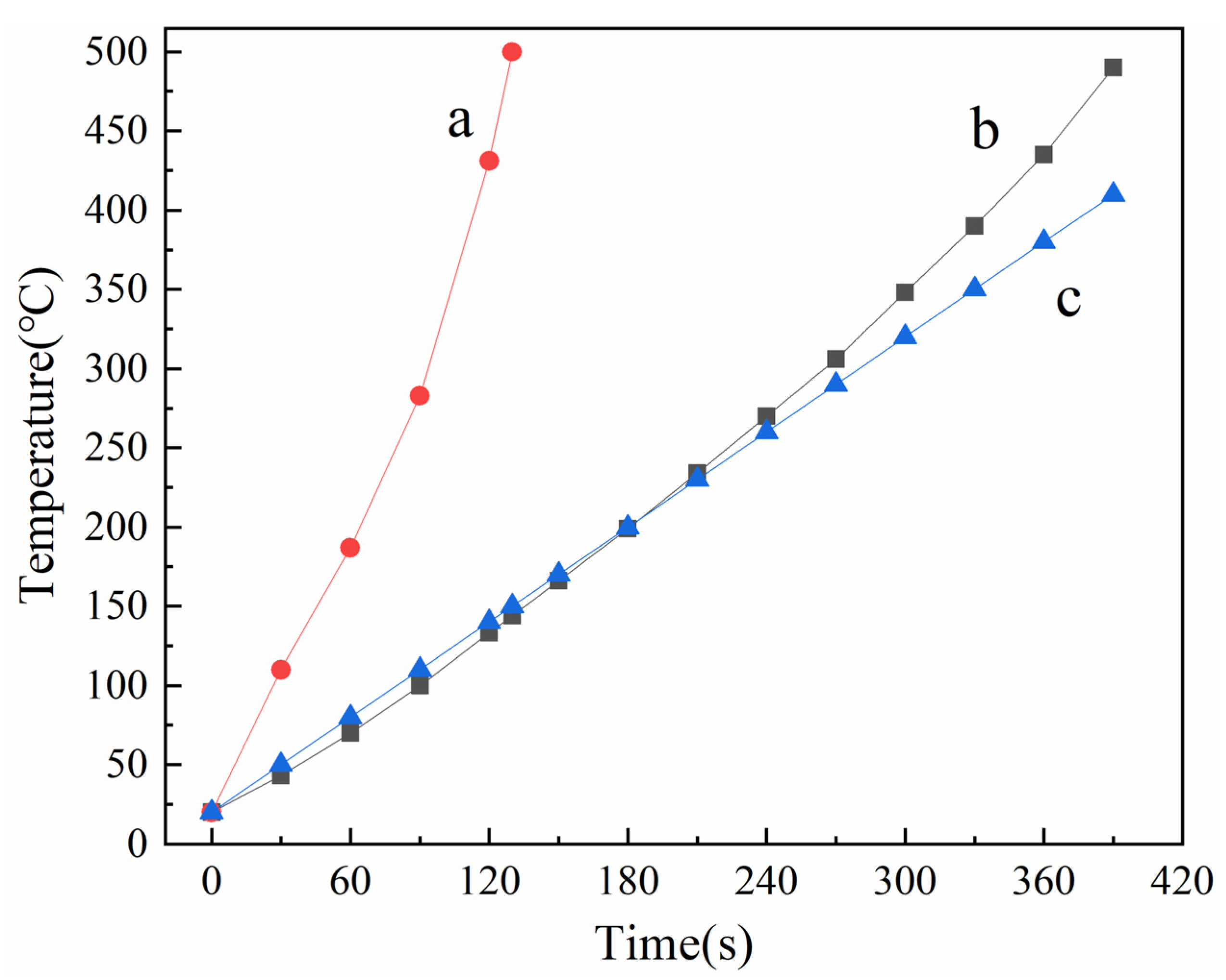
3.3. Heating Behavior and Dielectric Characteristics
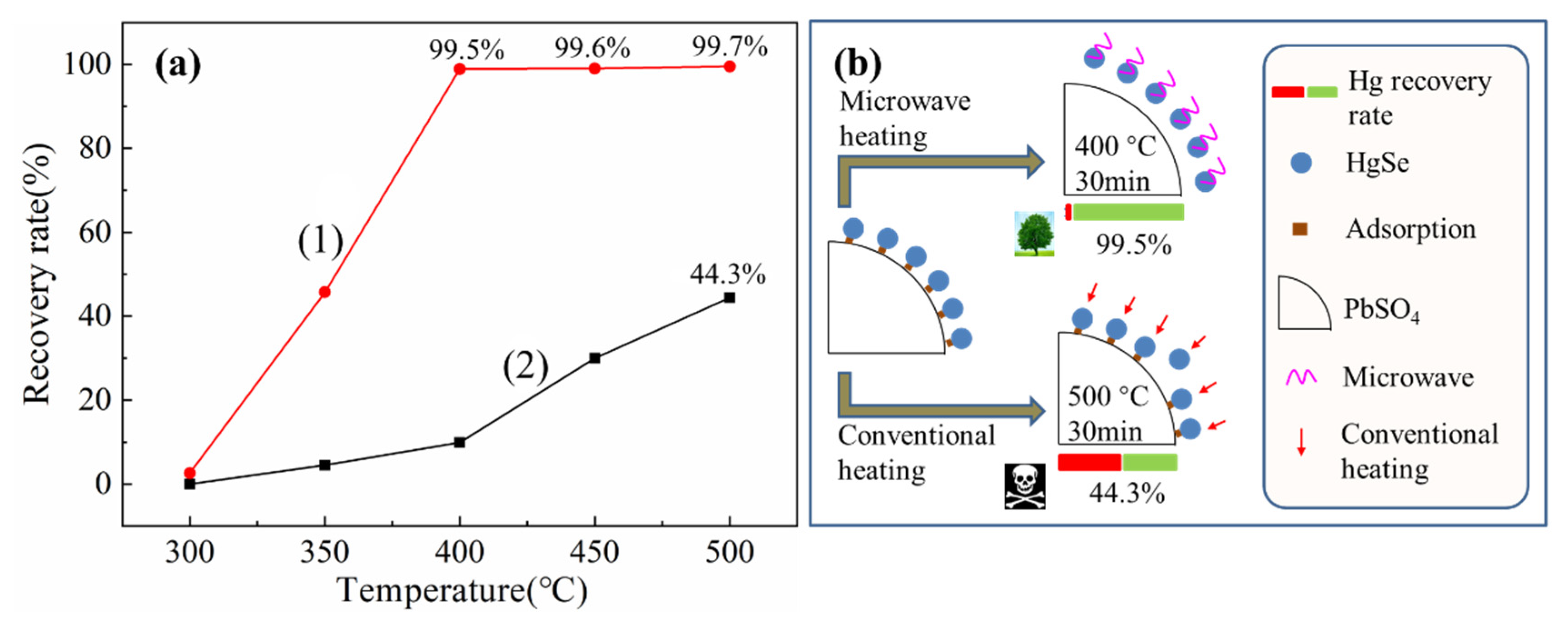
3.4. The Recovery Rate of Mercury
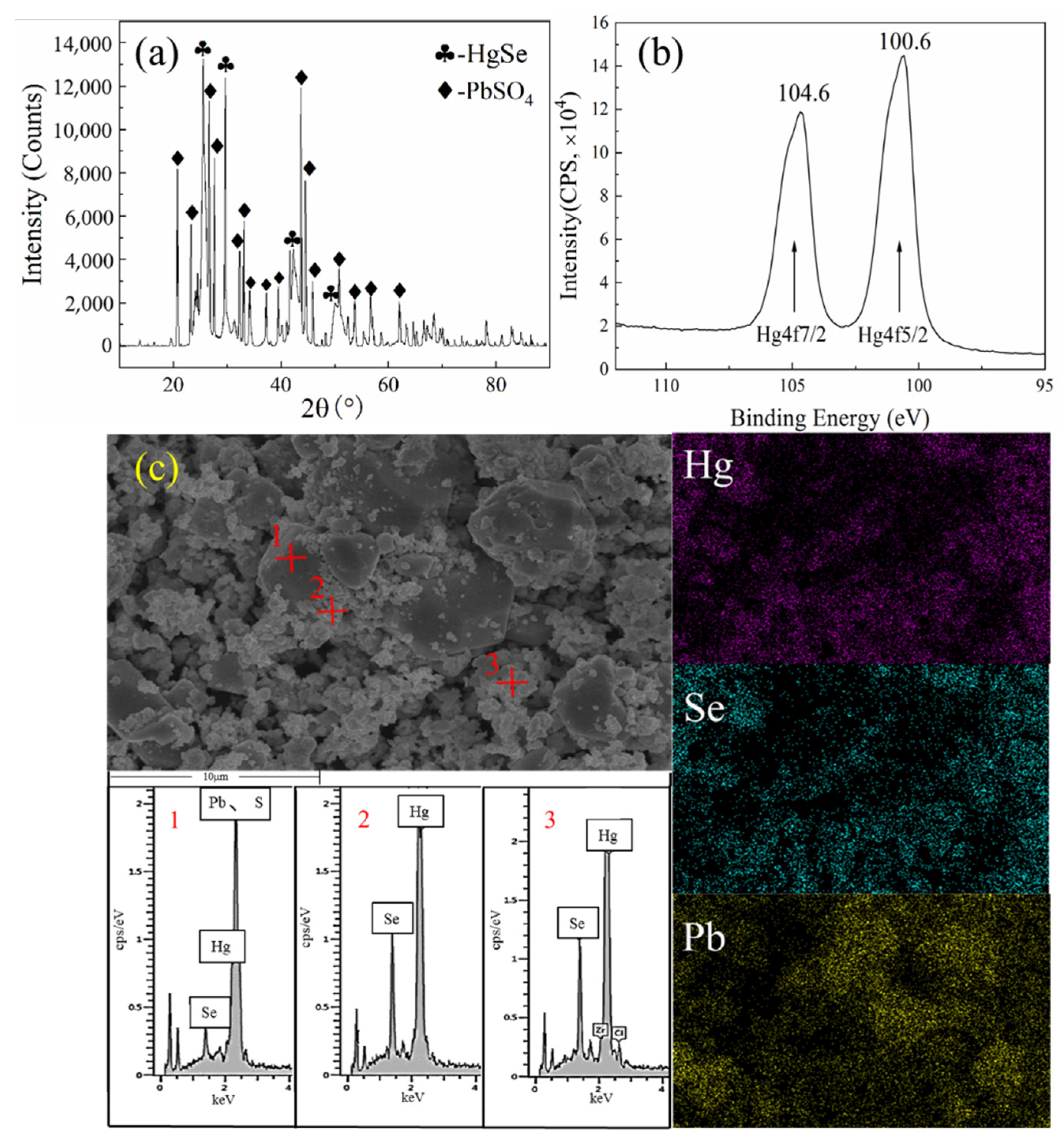
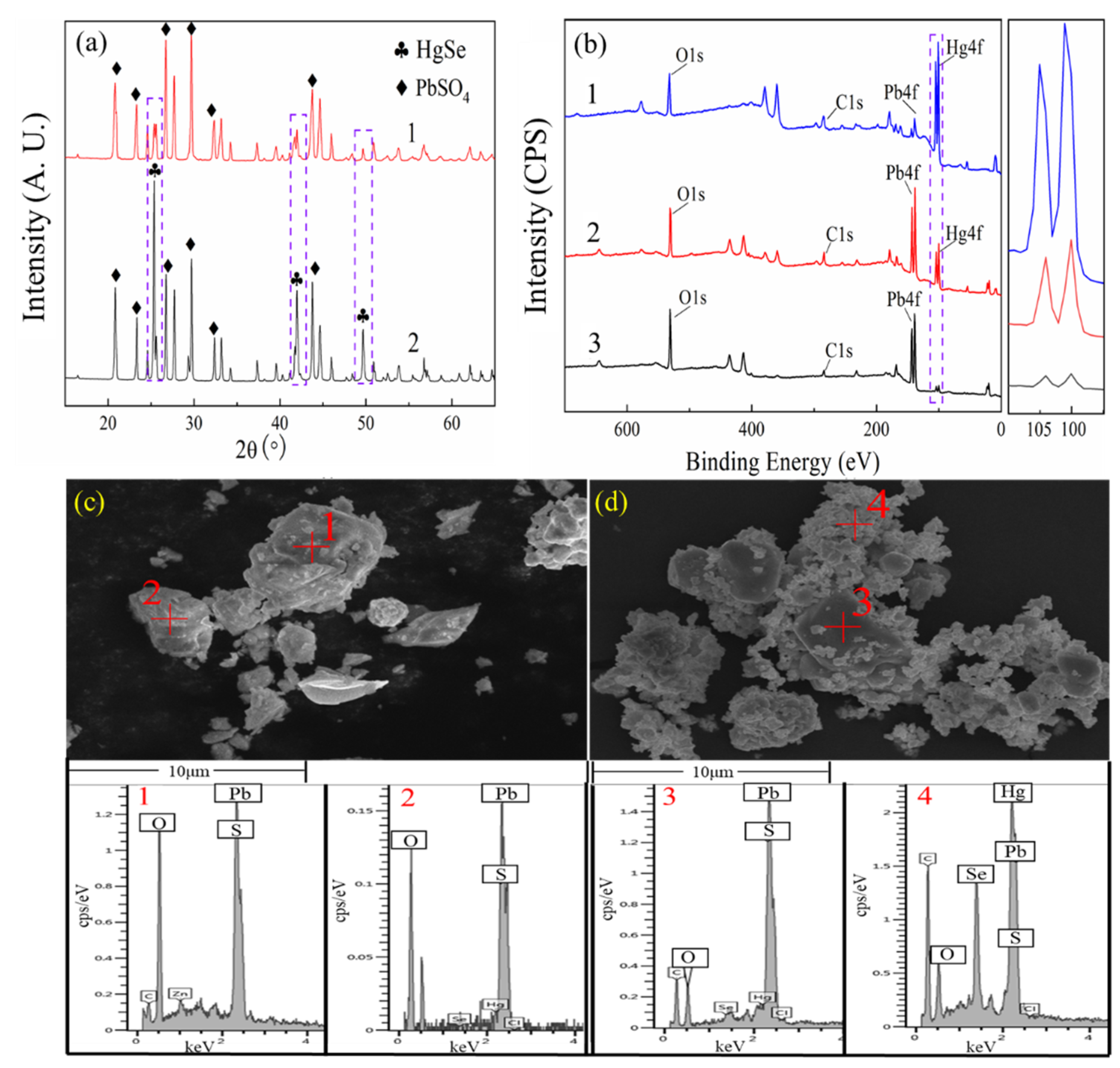
3.5. Characterization Results of Roasting Slag
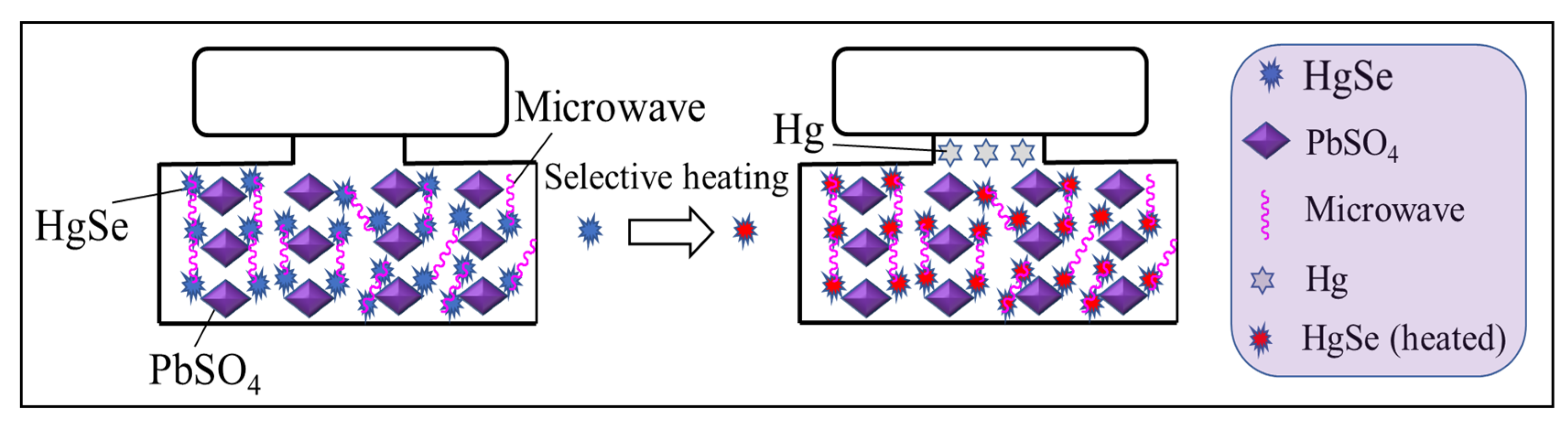
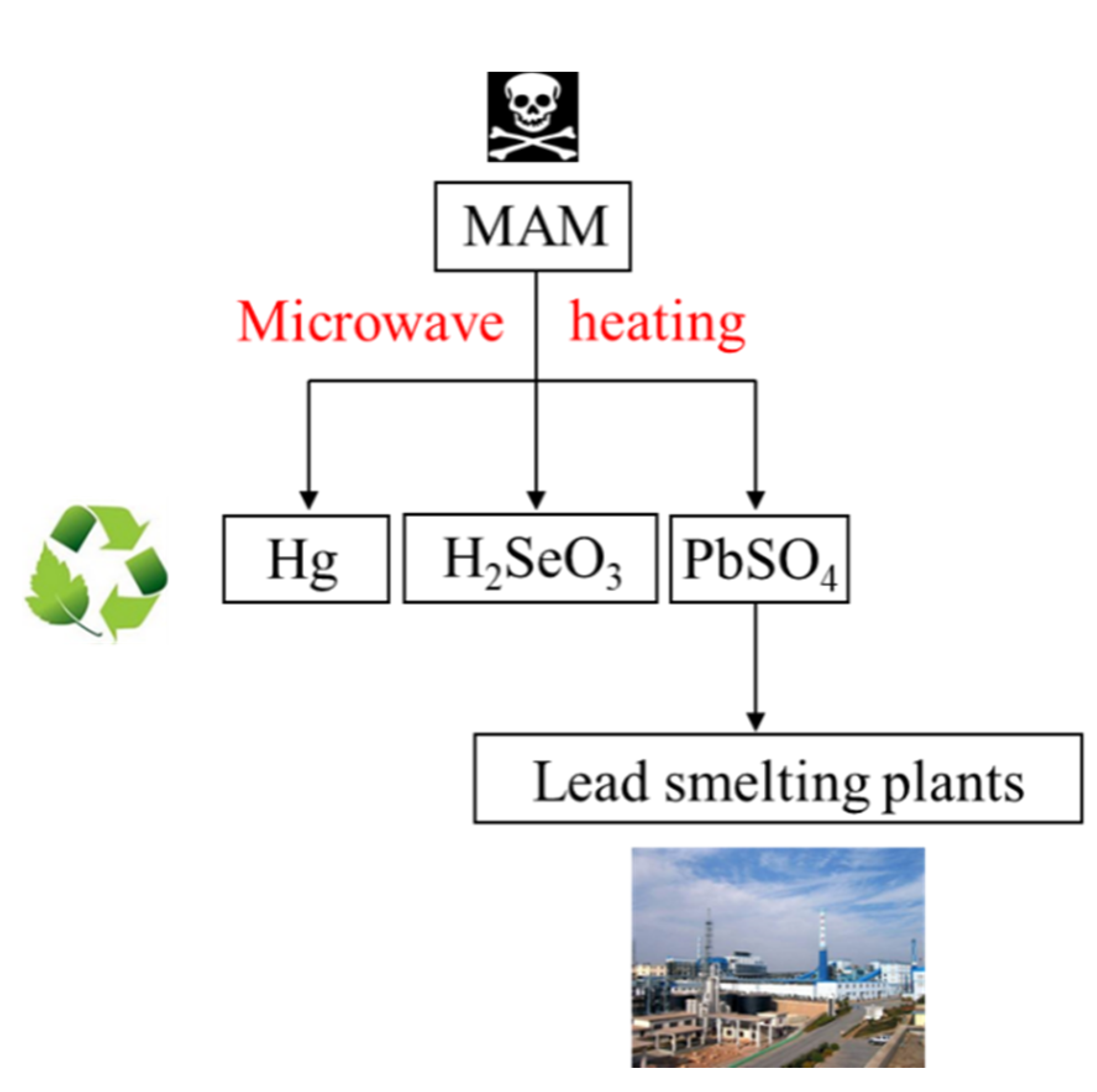
3.6. Prototyping Technology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Paula, A.; Marcello, M.V.; Bruce, G.M.; Tatiana, S.; Denise, C.R.E. Investigation of mercury cyanide adsorption from synthetic wastewater aqueous solution on granular activated carbon. J. Water. Process. Eng. 2020, 34, 101154. [Google Scholar]
- Philip, O.; Ozuah, M.D. Mercury poisoning. Curr. Prob. Pediatr. 2000, 30, 91–99. [Google Scholar]
- Zahir, F.; Rizwi, S.J.; Haq, S.K.; Khan, R.H. Low dose mercury toxicity and human health. Environ. Toxicol. Phar. 2005, 20, 351–360. [Google Scholar] [CrossRef] [PubMed]
- Mukherjee, A.B.; Zevenhoven, R.; Brodersen, J. Mercury in waste in the European Union: Sources, disposal methods and risks. Resour. Consrv. Recycl. 2004, 42, 155–182. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.P.; Du, J.J.; Zhang, X.M.; Li, Y.S. Research progress on mercury emission control technology from nonferrous metal smelting flue gas. Guangzhou Chem. Ind. 2016, 44, 13–17. [Google Scholar]
- Hou, H.B. Analysis of mercury recovery process and production status in Shaoguan smelter. Hunan. Nonferr. Metals. 2001, 17, 15–20. [Google Scholar]
- Loan, M.; Newman, O.M.G.; Cooper, R.M.G.; Farrow, J.J.; Parkinson, G.M. Defining the Paragoethite process for iron removal in zinc hydrometallurgy. Hydrometallurgy 2007, 81, 104–129. [Google Scholar] [CrossRef]
- Ismael, M.R.C.; Carvalho, J.M.R. Iron recovery from sulphate leach liquors in zinc hydrometallurgy. Miner. Eng. 2003, 16, 31–39. [Google Scholar] [CrossRef]
- Li, Z.L.; Xu, Z.F.; Zhang, X. Distribution of mercury resources and current situation of mercury removal in nonferrous metallurgy industry. Nonferr. Metal Extr. Metall. 2020, 6, 1–7. [Google Scholar]
- Zhao, Q.Y.; Tong, L.; Zhou, X.S. Mercury pollution in China’s Chloro-alkali industry and countermeasures. Environ. Prot. Chem. Ind. 2009, 29, 483–487. [Google Scholar]
- Lei, X.; Zhong, Y.; Wu, H.G.; Niu, L. Separationand recovery of selenium and mercury from complex mercury bearing selenium residue. Nonferr. Metal Extr. Metall. 2017, 4, 48–51. [Google Scholar]
- Zhou, S.; Zhong, Y.; Xiang, R.J. Study on extraction and separation technology of selenium and mercury from acid sludge. J. Xiangtan. Univ. 2020, 42, 86–94. [Google Scholar]
- Zhang, W.L.; Wang, Y.Q.; Yu, Y.T.; Xu, Z.; Liu, X.J. Recovery of selenium and mercury from acid mud after wet dust collecting process in gold smelt. Min. Metall. Eng. 2017, 5, 96–99. [Google Scholar]
- Ren, W.; Duan, L.; Zhu, Z.; Wen, D. Mercury transformation and distribution across a polyvinyl chloride (PVC) production line in China. Environ. Sci. Technol. 2014, 48, 2321–2327. [Google Scholar] [CrossRef]
- Liu, J. Study on regeneration of waste mercury-containing catalysts by microwave activation. Ph.D. Thesis, Kunming University of Science and Technology, Kunming, China, 2019. [Google Scholar] [CrossRef]
- Li, X.Y.; Pan, X.L.; Bao, X.H. Nitrogen doped carbon catalyzing acetylene conversion to vinyl chloride. J. Energy Chem. 2014, 23, 131–135. [Google Scholar] [CrossRef]
- Liu, C.; Peng, J.H.; Liu, J.; Guo, P.; Wang, S.X.; Liu, C.H.; Zhang, L.B. Catalytic removal of mercury from waste carbonaceous catalyst by microwave heating. J. Hazard. Mater. 2018, 358, 198–206. [Google Scholar] [CrossRef]
- Lam, S.S.; Chase, H.A. A Review on Waste to Energy Processes Using Microwave Pyrolysis. Energies 2012, 57, 1–24. [Google Scholar] [CrossRef]
- Rodriguez-Jasso, R.M.; Mussatto, S.I.; Pastrana, L. Microwave-assisted extraction of sulfated polysaccharides (fucoidan) from brown seaweed. Carbohydr. Polym. 2012, 86, 1137–1144. [Google Scholar] [CrossRef] [Green Version]
- Jones, D.A.; Lelyveld, T.P.; Mavrofidis, S.D.; Kingman, S.W.; Miles, N.J. Microwave heating applications in environmental engineering—A review. Resour. Conserv. Recy. 2002, 34, 75–90. [Google Scholar] [CrossRef]
- Eliasson, L.; Isaksson, S.; Lövenklev, M.; Ahrné, L. A comparative study of infrared and microwave heating for microbial decontamination of paprika powder. Front. Microbiol. 2015, 6, 1071. [Google Scholar] [CrossRef] [Green Version]
- Tyagi, V.K.; Lo, S.L. Microwave irradiation: A sustainable way for sludge treatment and resource recovery. Renew. Sust. Energ. Rev. 2013, 18, 288–305. [Google Scholar] [CrossRef]
- Li, Y.; Chen, G.; Peng, J.; Srinivasakannan, C.; Ruan, R. Study of the oxygen reduction of low valent titanium in high titanium slag by microwave rapid heating. Powder Technol. 2017, 315, 318–321. [Google Scholar] [CrossRef]
- Haque, K.E. Microwave energy for mineral treatment processes—A brief review. Int. J. Miner. Process. 1999, 57, 1–24. [Google Scholar] [CrossRef]
- Luo, H.; Bao, L.; Kong, L.; Sun, Y. Low temperature microwave-assisted pyrolysis of wood sawdust for phenolic rich compounds: Kinetics and dielectric properties analysis. Bioresour. Technol. 2017, 238, 109–115. [Google Scholar] [CrossRef]
- Huang, Y.F.; Chiueh, P.T.; Kuan, W.H. Microwave pyrolysis of lignocellulosic biomass: Heating performance and reaction kinetics. Energy 2016, 100, 137–144. [Google Scholar] [CrossRef]
- Clark, D.E.; Folz, D.C.; West, J.K. Processing materials with microwave energy. Mater. Sci. Eng. A 2000, 287, 153–158. [Google Scholar] [CrossRef]
- Rodríguez-Jasso, R.M.; Mussatto, S.I.; Pastrana, L.; Aguilar, C.N.; Teixeira, J.A. Chemical composition and antioxidant activity of sulphated polysaccharides extracted from Fucus vesiculosus using different hydrothermal processes. Chem. Pap. 2014, 68, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Busto, Y.; Cabrera, X.; Tack, F.M.G.; Verloo, M.G. Potential of thermal treatment for decontamination of mercury containing wastes from chlor-alkali industry. J. Hazard. Mater. 2011, 186, 114–118. [Google Scholar] [CrossRef]
- Singh, N.; Patil, K.R.; Khanna, P.K. Nano-sized HgSe powder: Single-step preparation and characterization. Mater. Sci. Eng. B. 2007, 142, 31–36. [Google Scholar] [CrossRef]
- Ding, T.; Zhang, J.R.; Hong, J.M.; Zhu, J.J.; Chen, H.Y. Sonochemical synthesis of taper shaped HgSe nanorods in polyol solvent. Cryst. Growth. Des. 2004, 260, 527–531. [Google Scholar] [CrossRef]
- Zhang, Y.P.; Li, E.; Zhang, J.; Yun, C.Y.; Zheng, H.; Guo, G.F. A broadband variable-temperature test system for complex permittivity measurements of solid and powder materials. Rev. Sci. Instrum. 2018, 89, 024701. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, L.B.; Liu, B.G.; He, G.J.; Huang, M.Y. Determination of dielectric properties of titanium carbide fabricated by microwave synthesis with Ti-bearing blast furnace slag. Int. J. Min. Met. Mater. 2020, 28, 1–10. [Google Scholar] [CrossRef]
- Amilton, B.B.J.; Denise, C.R.E.; Jorge, A.S.T. The use of computational thermodynamic for yttrium recovery from rare earth elements-bearing residue. J. Rare. Earth 2021, 2, 201–207. [Google Scholar]
- Liu, P.; Liu, C.; Hu, T. Kinetic study of microwave enhanced mercury desorption for the regeneration of spent activated carbon supported mercuric chloride catalysts. Chem. Eng. J. 2020, 408, 127335. [Google Scholar] [CrossRef]
- Liu, C.; Peng, J.; Ma, A.; Zhang, L.; Li, J. Study on non-isothermal kinetics of the thermal desorption of mercury from spent mercuric chloride catalyst. J. Hazard. Mater. 2017, 322, 325–333. [Google Scholar] [CrossRef]
- Liu, P.; Liu, C.; Li, S.W.; Zhang, L.B.; Peng, J.H. Desorption kinetic study of mercury species in spent mercury chloride catalyst from polyvinyl chloride production process. Environ. Prog. Sustain. 2019, 38, 13201. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | Hg | Se | Pb | S | Ca | Fe | Zn |
|---|---|---|---|---|---|---|---|
| Content/wt% | 34.82 | 13.15 | 33.07 | 5.42 | 0.15 | 0.15 | 0.11 |
| Mercury Content of MAM (wt%) | Method | Temperature | Time | Hg Recover Rate | References |
|---|---|---|---|---|---|
| 3% | Acid leaching | Room temperature | 4 h | 91.87% | [13] |
| 10% | Acid leaching | 80 °C | 2 h | 72.73% | [12] |
| 1.37% | Thermal treatment | 650 °C | 1.5 h | 99.4% | [11] |
| 34.82% | Microwave heating | 400 °C | 0.5 h | 99.5% | This work |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, H.; Liu, P.; Hong, Y.; Yang, K.; Zhang, L. Hg/Se/PbSO4 Recovery by Microwave-Intensified HgSe Pyrolysis from Toxic Acid Mud. Metals 2022, 12, 1038. https://doi.org/10.3390/met12061038
Zeng H, Liu P, Hong Y, Yang K, Zhang L. Hg/Se/PbSO4 Recovery by Microwave-Intensified HgSe Pyrolysis from Toxic Acid Mud. Metals. 2022; 12(6):1038. https://doi.org/10.3390/met12061038
Chicago/Turabian StyleZeng, Hanlin, Peng Liu, Yan Hong, Kun Yang, and Libo Zhang. 2022. "Hg/Se/PbSO4 Recovery by Microwave-Intensified HgSe Pyrolysis from Toxic Acid Mud" Metals 12, no. 6: 1038. https://doi.org/10.3390/met12061038