
Effect of Zn and Cu Addition on Microstructure and Mechanical Properties of Al-10wt%Mg Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure Evolution
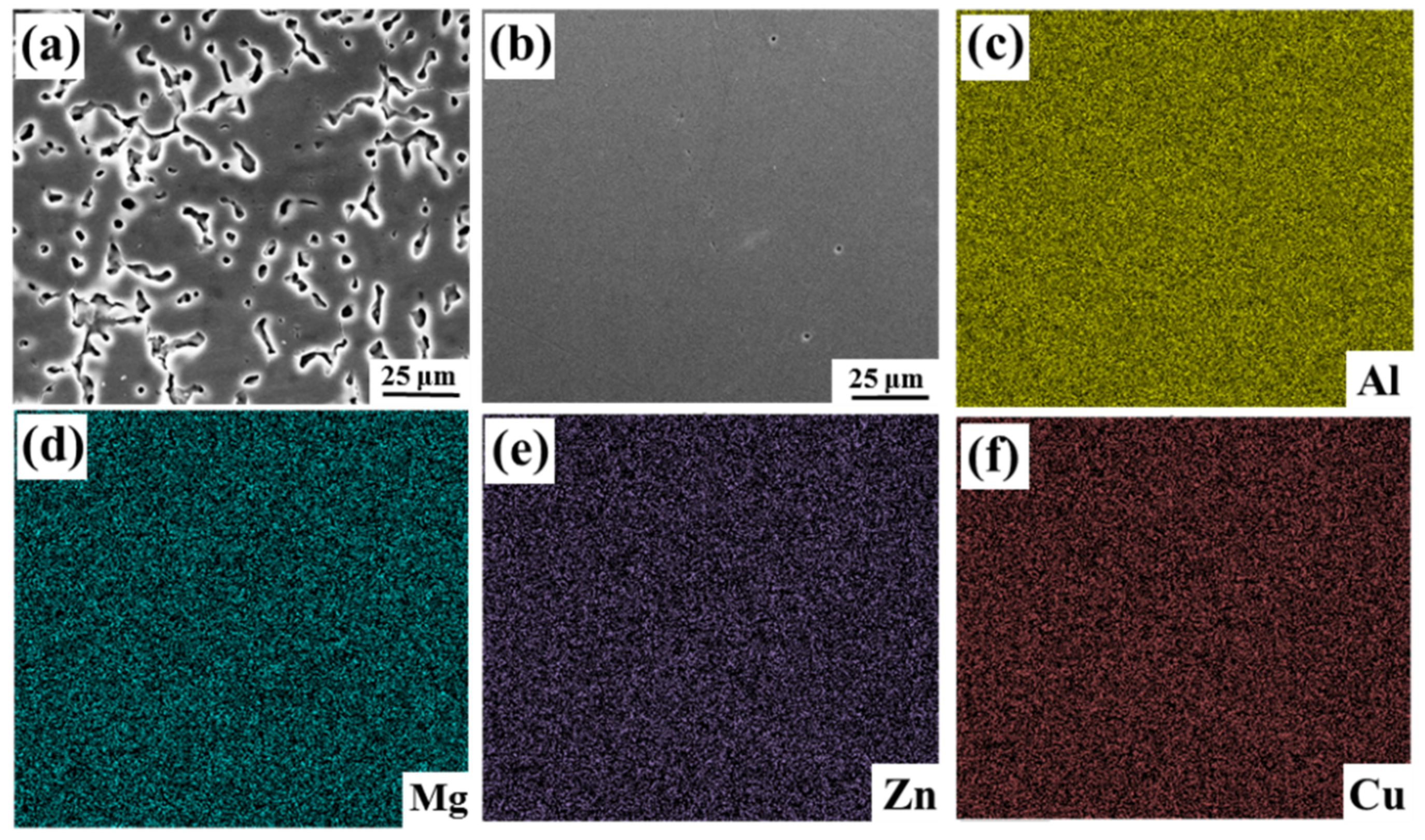
3.1.1. Microstructure of as-Cast and as-Homogenized Alloys
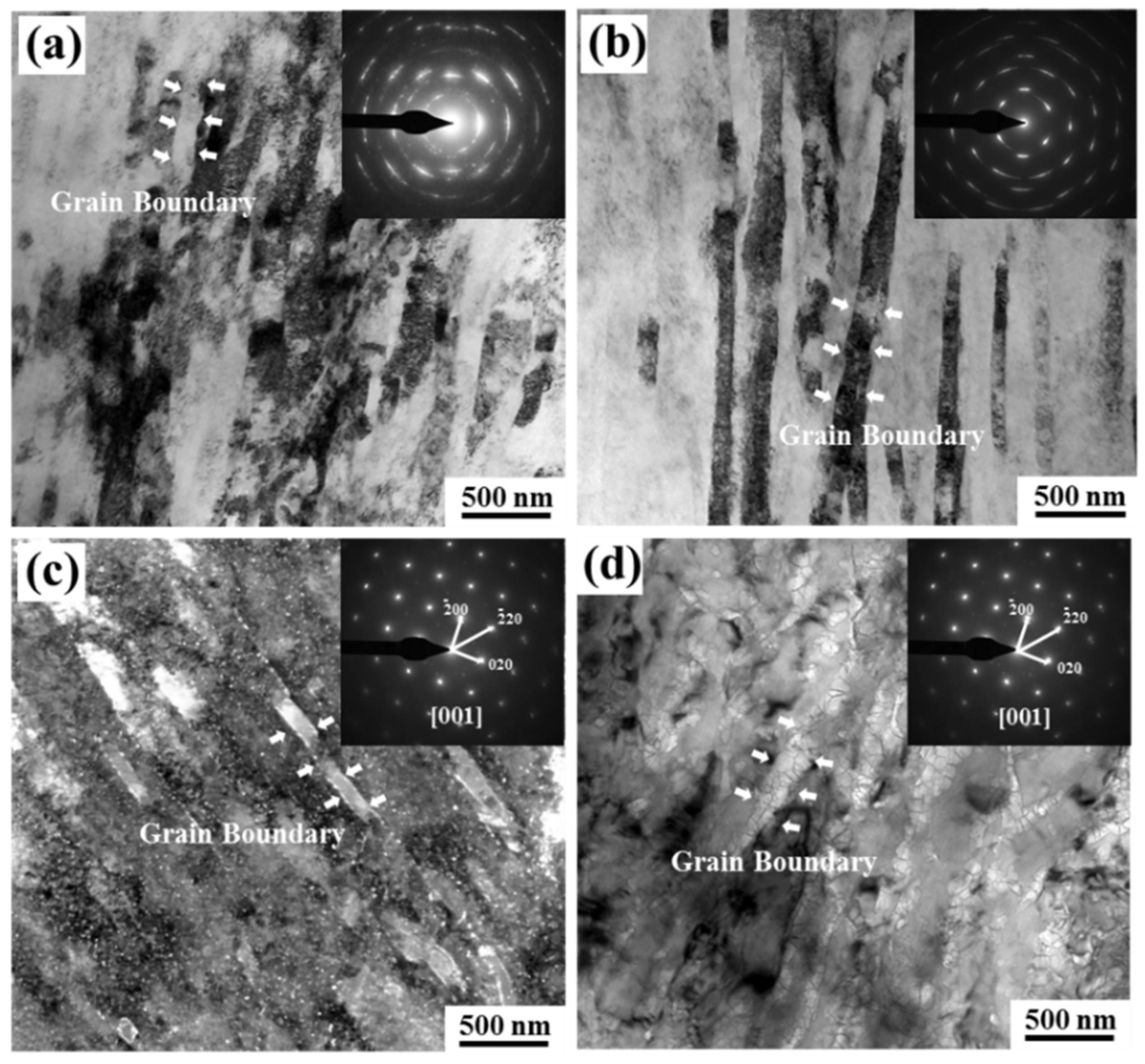
3.1.2. Microstructure of as-Rolled and as-Annealed Alloys
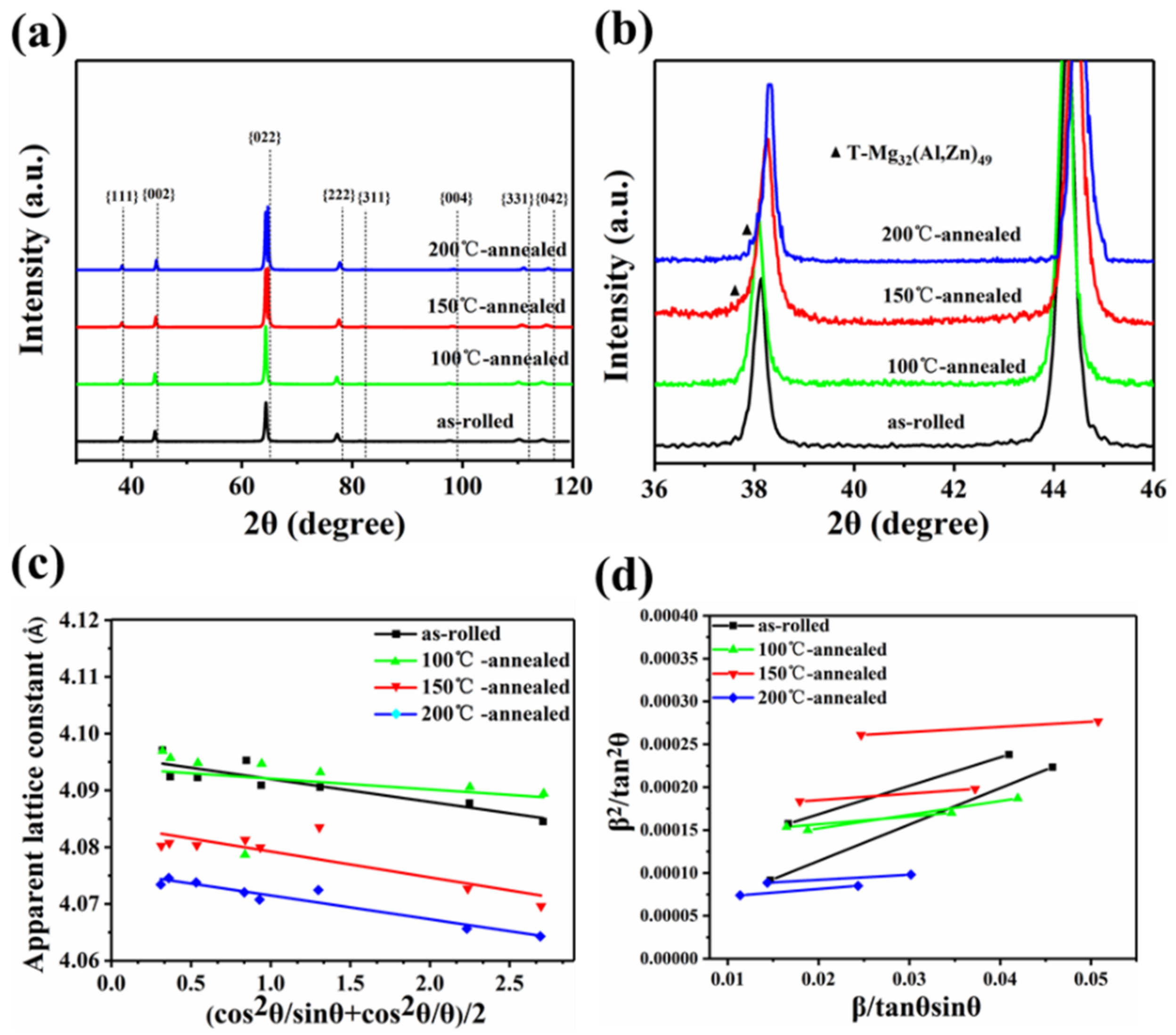
3.2. XRD Results
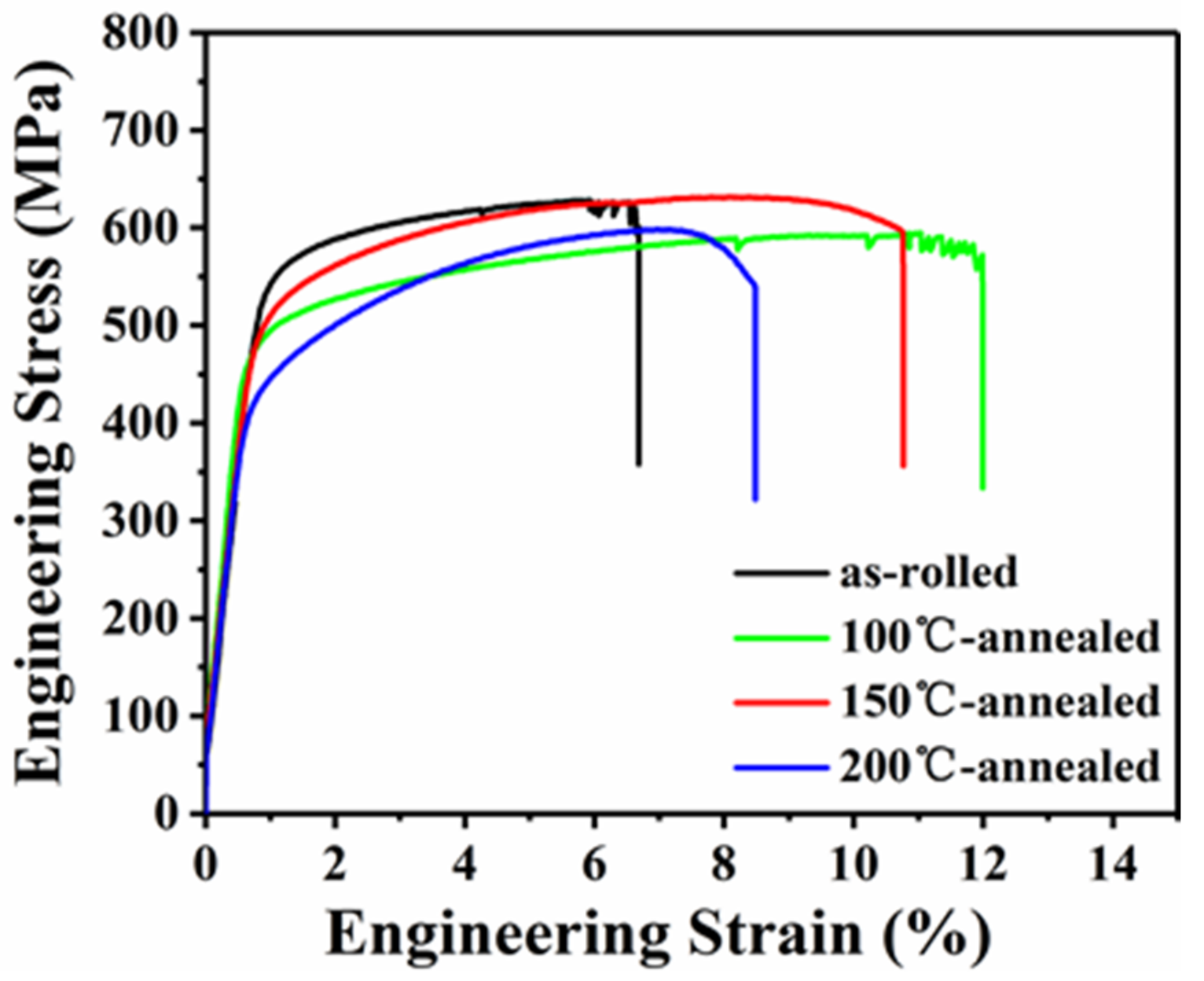
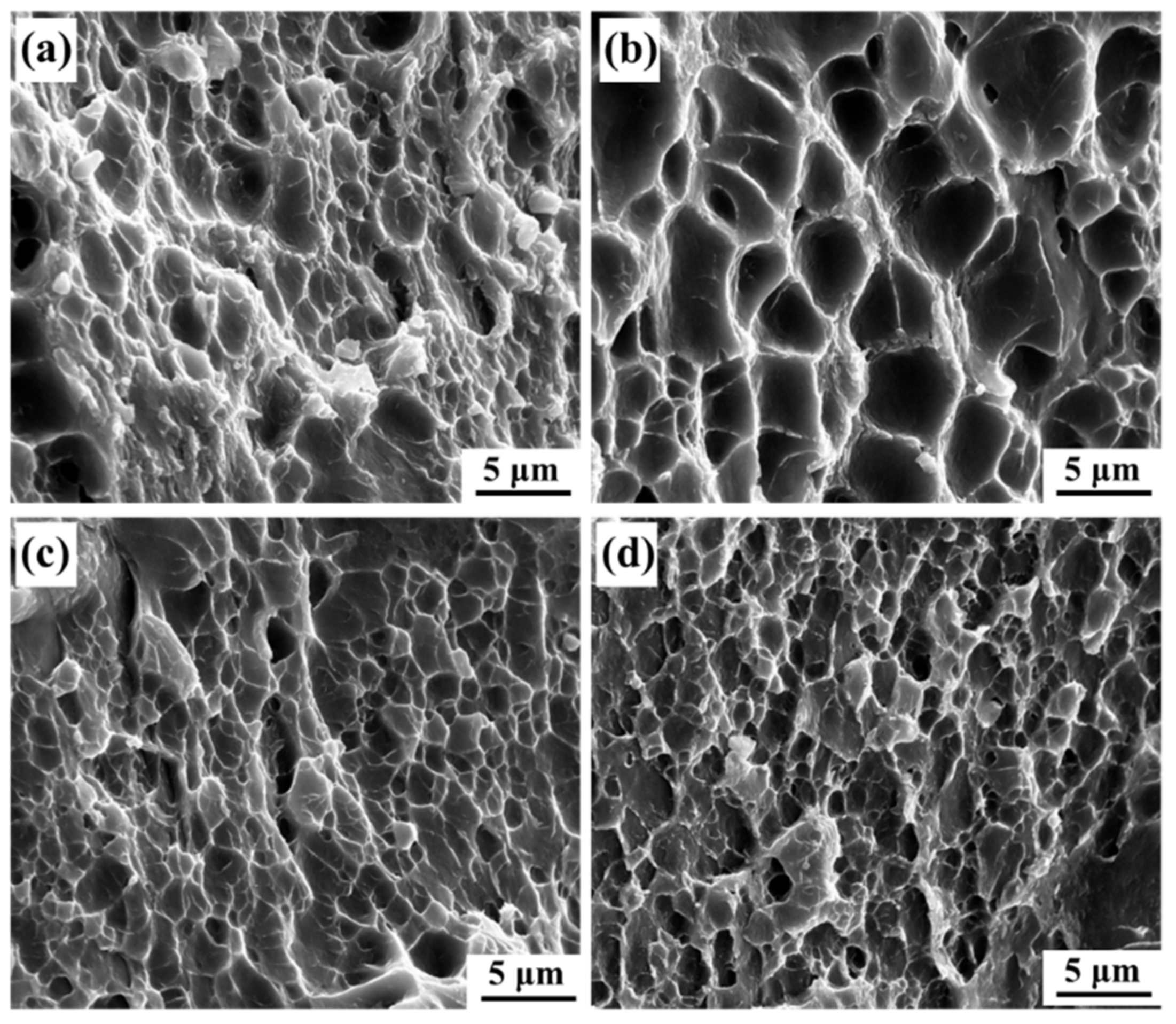
3.3. Mechanical Property
4. Discussion
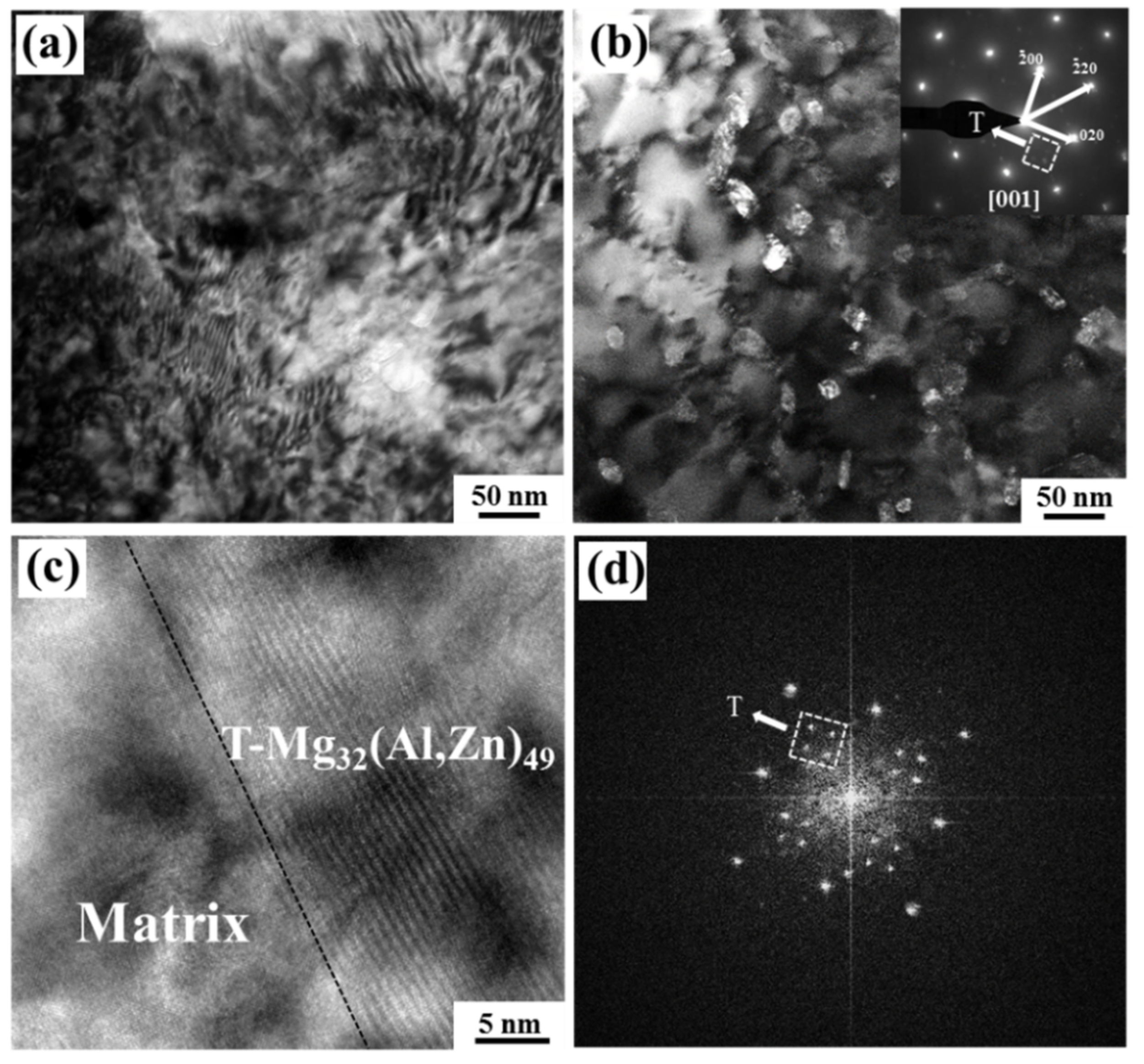
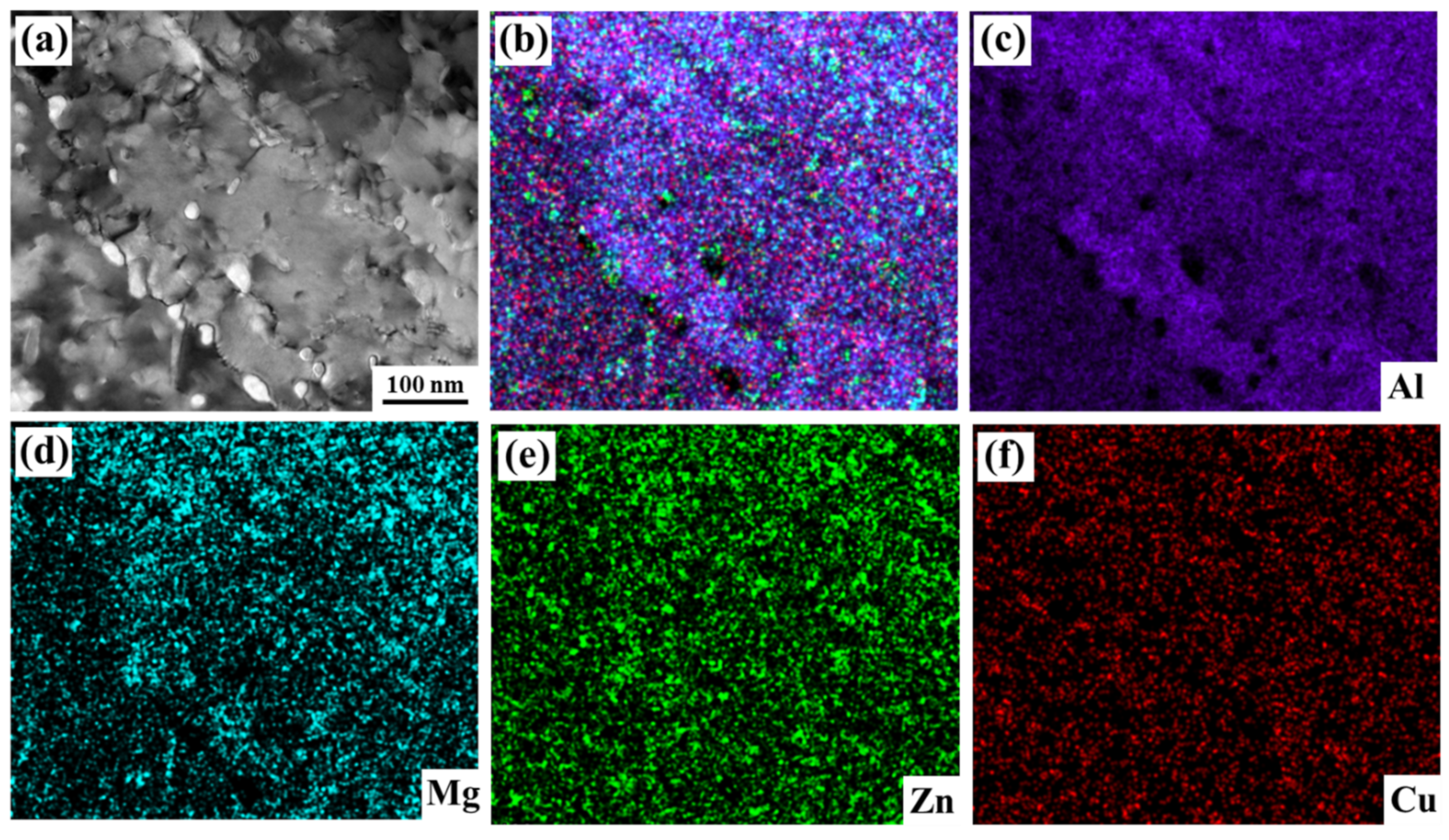
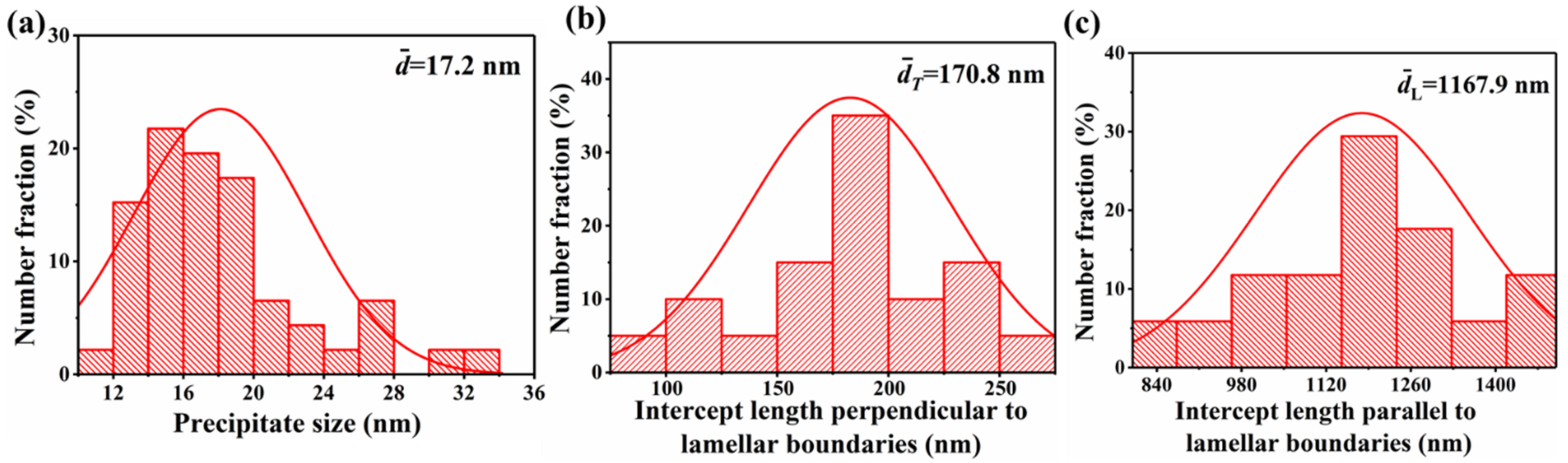
4.1. Precipitation Behavior of Al-10.0Mg-1.0Zn-0.15Cu (wt%) Alloy
4.2. Mechanism of High Strength and Plasticity
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tisza, M. Advanced Materials for Automotive Applications. Mater. Eng. Appl. 2013, 47, 012010. [Google Scholar] [CrossRef]
- Stojanovic, B.; Ivanovic, L. Application of Aluminium Hybrid Composites in Automotive Industry. Teh. Vjesn. 2015, 22, 247–251. [Google Scholar] [CrossRef] [Green Version]
- Taub, A.; Moor, E.D.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for Automotive Light weighting. Ann. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent Advances in the Development of Aerospace Materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Chen, B.; Zhou, X.Y.; Zhang, B.; Kondoh, K.; Li, J.S.; Qian, M. Microstructure, Tensile Properties and Deformation Behaviors of Aluminium Metal Matrix Composites Co-Reinforced by Ex-Situ Carbon Nanotubes and in-situ Alumina Nanoparticles. Mater. Sci. Eng. A 2020, 795, 139930. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, J.; Yan, Z.; Lin, Y.; Liu, M.; Roven, H.J.; Dahle, A.K. Enhanced Ductility and Strength in a Cast Al-Mg Alloy with High Mg Content. Mater. Sci. Eng. A 2021, 806, 140806. [Google Scholar] [CrossRef]
- Wu, C.T.; Lee, S.L.; Chen, Y.F.; Bor, H.Y.; Liu, K.H. Effects of Mn, Zn Additions and Cooling Rate on Mechanical and Corrosion Properties of Al-4.6Mg Casting Alloys. Materials 2020, 13, 1983. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Chen, G.Q.; Li, B.; Wu, G.H.; Jiang, D.M. Effect of Minor Sc, Zr and Ti Co-addition on Microstructure and Properties of Al-Mg alloys. Rare Metal Mat. Eng. 2010, 39, 719–722. [Google Scholar]
- Pozdniakov, A.V.; Yarasu, V.; Barkov, R.Y.; Yakovtseva, O.A.; Makhov, S.V.; Napalkov, V.I. Microstructure and mechanical properties of novel Al-Mg-Mn-Zr-Sc-Er alloy. Mater. Let. 2017, 202, 116–119. [Google Scholar] [CrossRef]
- Sohi, M.; Poole, W.J.; Sinclair, C.W.; Gallerneault, M. Yield Strength of Twin-Belt Cast Al-Mg-Sc-Zr Alloy after Annealing. Mater. Sci. Technol. 2015, 31, 460–467. [Google Scholar] [CrossRef]
- Yang, D.X.; Li, X.Y.; He, D.Y.; Huang, H. Effect of minor Er and Zr on microstructure and mechanical properties of Al-Mg-Mn alloy (5083) welded joints. Mater. Sci. Eng. A 2013, 561, 226–231. [Google Scholar]
- Yang, X.B.; Chen, J.H.; Liu, J.Z.; Qin, F.; Xie, J.; Wu, C.L. A High-Strength AlZnMg Alloy Hardened by the T-Phase Precipitates. J. Alloys Compd. 2014, 610, 69–73. [Google Scholar] [CrossRef]
- Berg, L.K.; Gjonnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. Gp-Zones in Al-Zn-Mg Alloys and Their Role in Artificial Aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Birbilis, N.; Cavanaugh, M.K.; Kovarik, L.; Buchheit, R.G. Nano-Scale Dissolution Phenomena in Al-Cu-Mg Alloys. Electrochem. Commun. 2008, 10, 32–37. [Google Scholar] [CrossRef]
- Bigot, A.; Auger, P.; Chambreland, S.; Blavette, D.; Reeves, A. Atomic scale imaging and analysis of T’ precipitates in Al-Mg-Zn alloys. Microsc. Microanal. Microstruct. 1997, 8, 103–113. [Google Scholar] [CrossRef]
- Cao, C.; Zhang, D.; Zhuang, L.; Zhang, J. Improved age-hardening response and altered precipitation behavior of Al-5.2Mg-0.45Cu-2.0Zn (wt%) alloy with pre-aging treatment. J. Alloys Compd. 2017, 691, 40–43. [Google Scholar] [CrossRef]
- Hou, S.; Liu, P.; Zhang, D.; Zhang, J.; Zhuang, L. Precipitation hardening behavior and microstructure evolution of Al-5.1Mg-0.15Cu alloy with 3.0Zn (wt%) addition. J. Mater. Sci. 2018, 53, 3846–3861. [Google Scholar] [CrossRef]
- Inoue, H.; Sato, T.; Kojima, Y.; Takahashi, T. The temperature limit for GP zone formation in an Al-Zn-Mg alloy. Metall. Mater. Trans. A 1981, 12, 1429–1434. [Google Scholar] [CrossRef]
- Polmear, L.J. Light Alloys: Metallurgy of the Light Alloys, 3rd ed.; Arnold: London, UK, 1995. [Google Scholar]
- Hou, S.; Zhang, D.; Ding, Q.; Zhang, J.; Zhuang, L. Solute Clustering and Precipitation of Al-5.1Mg-0.15Cu-XZn Alloy. Mater. Sci. Eng. A 2019, 759, 465–478. [Google Scholar] [CrossRef]
- Feng, L.; Li, J.; Huang, C.; Huang, J. Annealing Response of a Cold-rolled Binary Al-10Mg alloy. Metals 2019, 9, 759. [Google Scholar] [CrossRef] [Green Version]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction, 3rd ed.; Prentice-Hall: Upper Saddle River, NJ, USA, 2001. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International, Materials Park: Cleveland, OH, USA, 1993. [Google Scholar]
- Klug, H.P.; Alexander, L. X-ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; John Wiley and Sons: New York, NY, USA, 1974. [Google Scholar]
- Zhao, Y.H.; Sheng, H.W.; Lu, K. Microstructure evolution and thermal properties in nanocrystalline Fe during mechanical attrition. Acta Mater. 2001, 49, 365–375. [Google Scholar] [CrossRef]
- Husking, E.L.; Cao, B.; Ramesh, K.T. Strengthening mechanisms in an Al-Mg alloy. Mater. Sci. Eng. A 2010, 527, 1292–1298. [Google Scholar] [CrossRef]
- Ryen, Ø.; Holmedal, B.; Nijs, O.; Nes, E.; Sjölander, E.; Ekström, H.E. Strengthening mechanisms in solid solution aluminum alloys. Metall. Mater. Trans A 2006, 37, 1999–2006. [Google Scholar] [CrossRef]
- Witkin, D.B.; Lavernia, E.J. Synthesis and mechanical behavior of nanostructured materials via cryomilling. Prog. Mater. Sci. 2006, 51, 1–60. [Google Scholar] [CrossRef]
- Jang, D.H.; Park, Y.B.; Kim, W.J. Significant strengthening in superlight Al-Mg alloy with an exceptionally large amount of Mg (13 wt%) after cold rolling. Mater. Sci. Eng. A 2019, 744, 36–44. [Google Scholar] [CrossRef]
- Zha, M.; Li, Y.; Mathiesen, R.H.; Bjørge, R.; Roven, H.J. Microstructure evolution and mechanical behavior of a binary Al-7Mg alloy processed by equal-channel angular pressing. Acta Mater. 2015, 84, 42–54. [Google Scholar] [CrossRef]
- Lin, Y.; Liu, W.; Wang, L.; Lavernia, E.J. Ultra-Fine Grained Structure in Al-Mg Induced by Discontinuous Dynamic Recrystallization under Moderate Straining. Mater. Sci. Eng. A 2013, 573, 197–204. [Google Scholar] [CrossRef]
- Kelly, A.; Nicholson, R.B. Strengthening Methods in Crystals; Elsevier: Amsterdam, The Netherlands, 1971. [Google Scholar]
- Chen, X.H.; Lu, L.; Lu, K. Grain Size Dependence of Tensile Properties in Ultrafine-Grained Cu with Nanoscale Twins. Scr. Mater. 2011, 64, 311–314. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Status | Lattice Constant (Å) | Mg Solute Concentration | Dislocation Density (m−2) | Crystalline Sizes (nm) | |
|---|---|---|---|---|---|
| (at%) | (wt%) | ||||
| as-rolled | 4.096 | 10.11 | 9.20 | 5.55 × 1014 | 41.4 |
| 100 °C-annealed | 4.094 | 9.66 | 8.79 | 2.76 × 1014 | 133.9 |
| 150 °C-annealed | 4.084 | 7.45 | 6.76 | 1.90 × 1014 | 228.9 |
| 200 °C-annealed | 4.076 | 5.69 | 5.15 | 1.19 × 1014 | 246.8 |
| Status | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Uniform Elongation (%) |
|---|---|---|---|
| as-rolled | 536 ± 8.5 | 618 ± 8.5 | 6.3 ± 0.5 |
| 100 °C-annealed | 469 ± 9.6 | 593 ± 11.2 | 11.0 ± 0.9 |
| 150 °C-annealed | 519 ± 8.3 | 653 ± 11.3 | 8.1 ± 0.7 |
| 200 °C-annealed | 424 ± 5.1 | 597 ± 4.7 | 7.0 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Liu, S.; Lin, Y. Effect of Zn and Cu Addition on Microstructure and Mechanical Properties of Al-10wt%Mg Alloy. Metals 2022, 12, 1037. https://doi.org/10.3390/met12061037
Wang X, Liu S, Lin Y. Effect of Zn and Cu Addition on Microstructure and Mechanical Properties of Al-10wt%Mg Alloy. Metals. 2022; 12(6):1037. https://doi.org/10.3390/met12061037
Chicago/Turabian StyleWang, Xinbiao, Shengfa Liu, and Yaojun Lin. 2022. "Effect of Zn and Cu Addition on Microstructure and Mechanical Properties of Al-10wt%Mg Alloy" Metals 12, no. 6: 1037. https://doi.org/10.3390/met12061037