
High-Cycle Fatigue Life and Strength Prediction for Medium-Carbon Bainitic Steels


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Test Materials
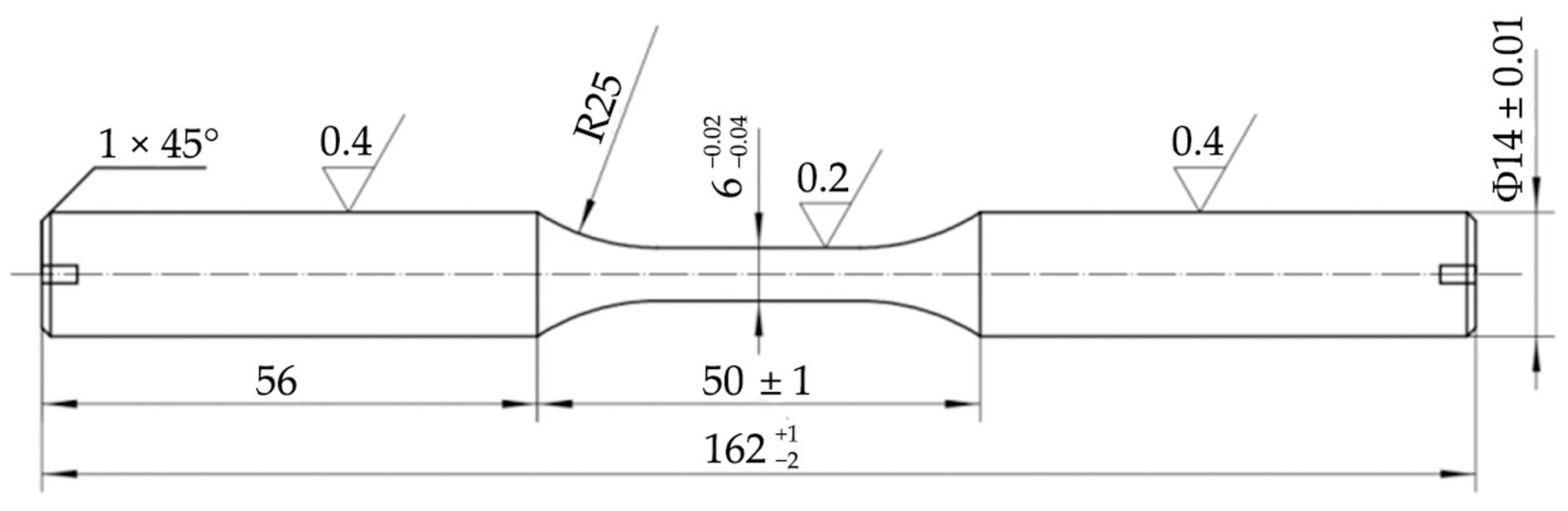
2.2. Fatigue Test Method
3. Results and Discussion
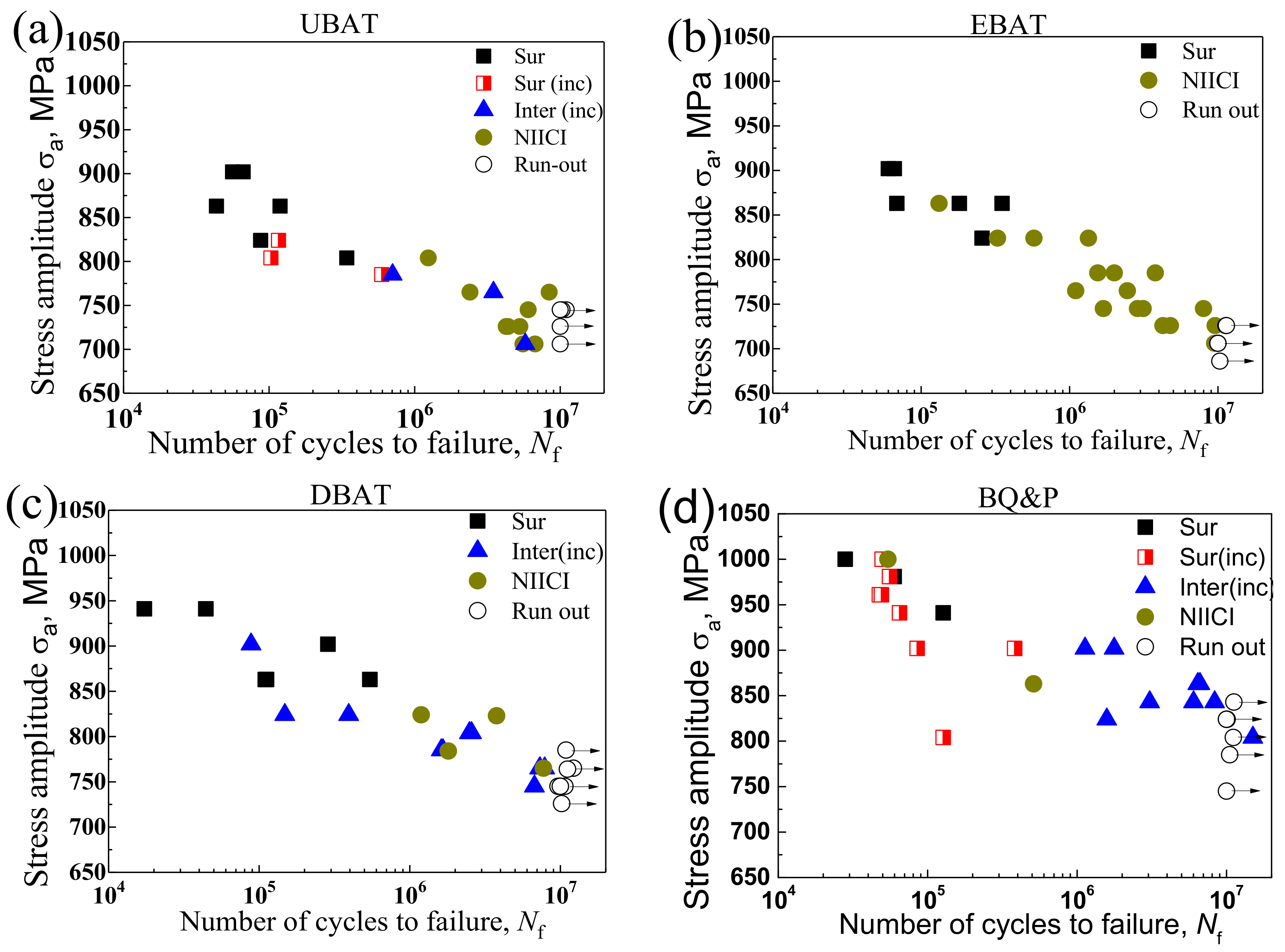
3.1. S-N Diagram
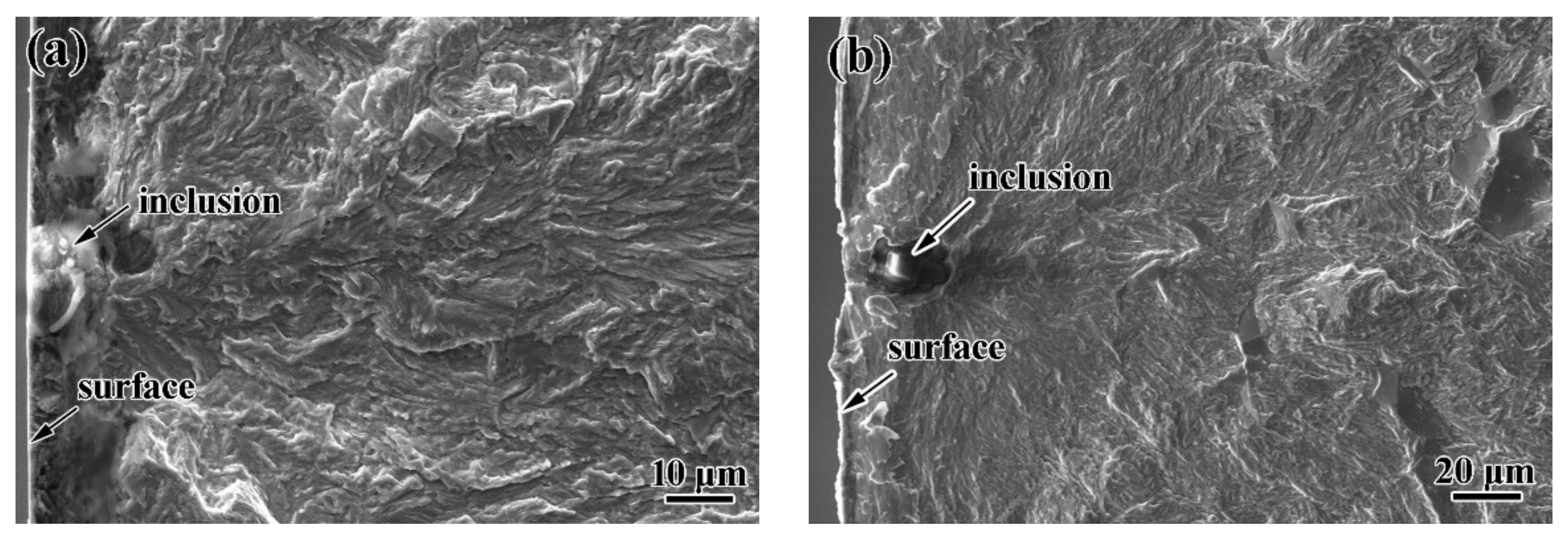
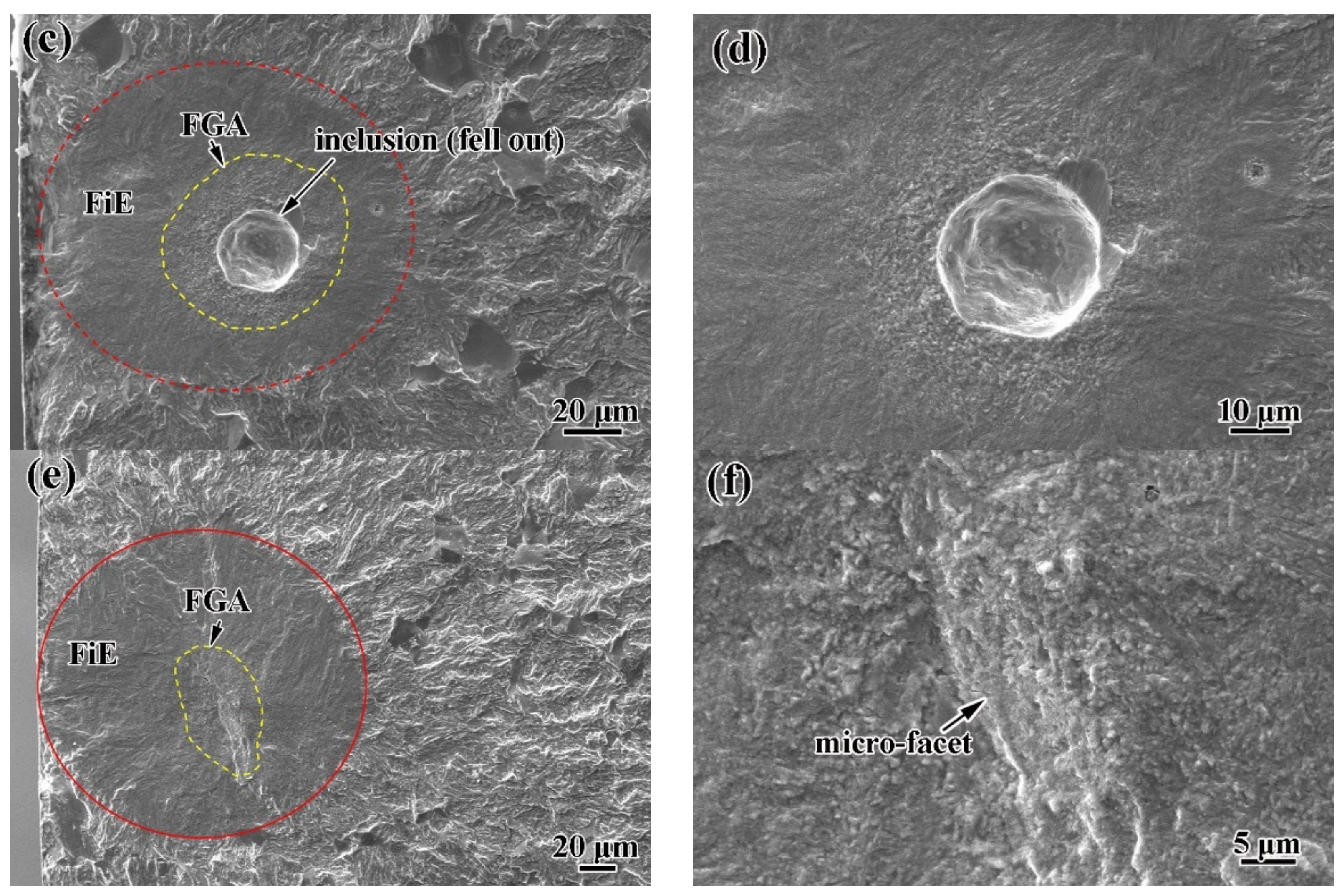
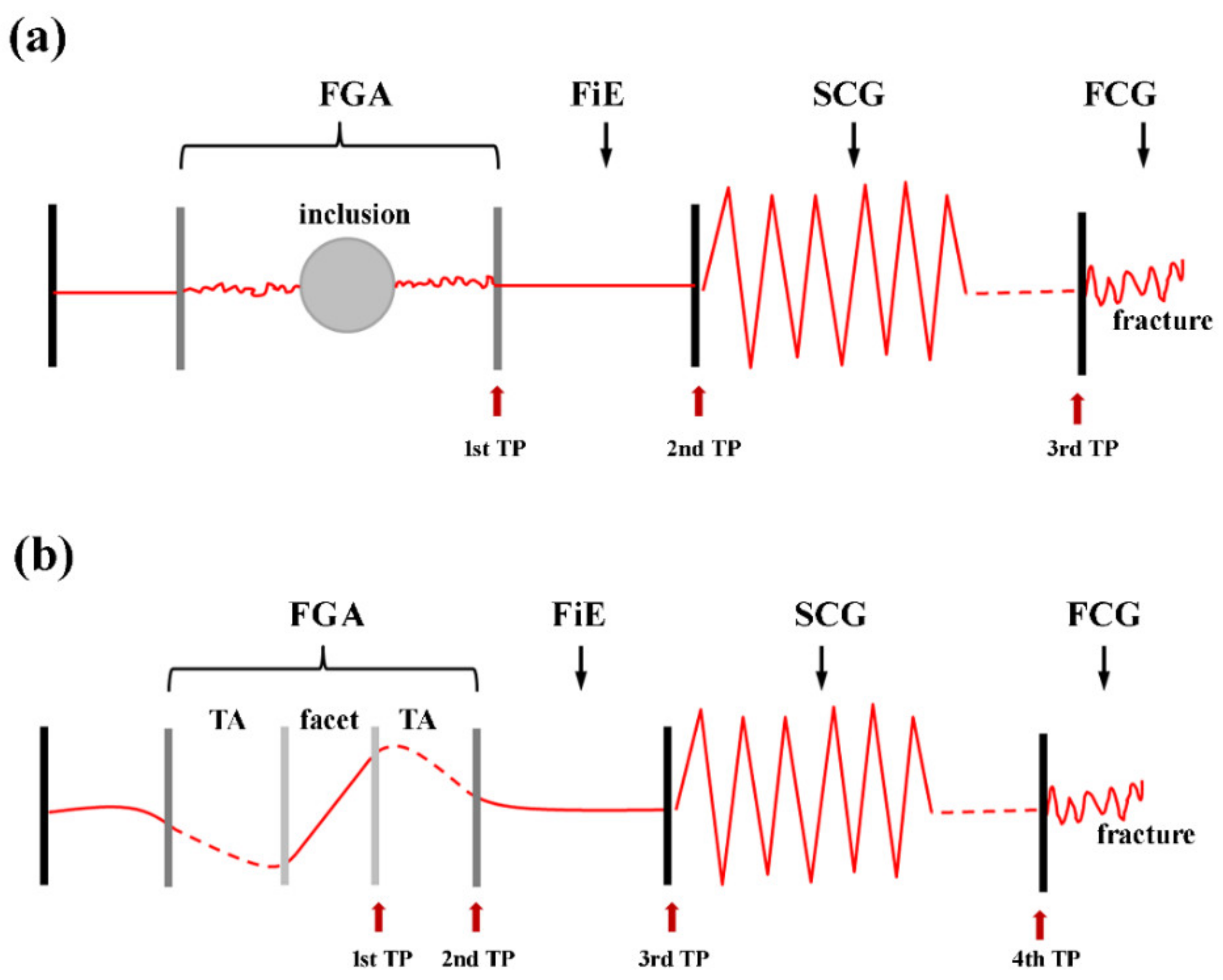
3.2. Fracture Surface Observation
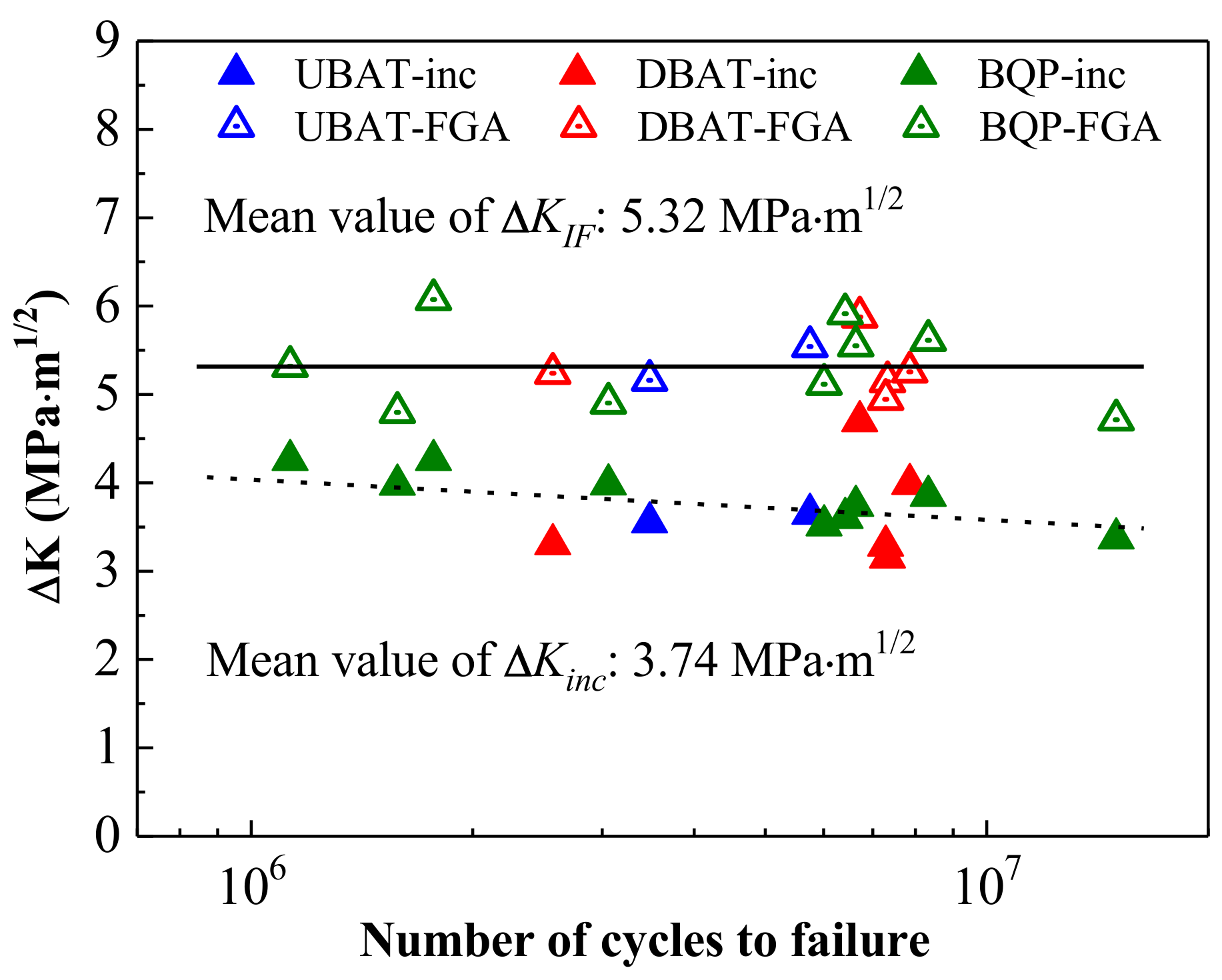
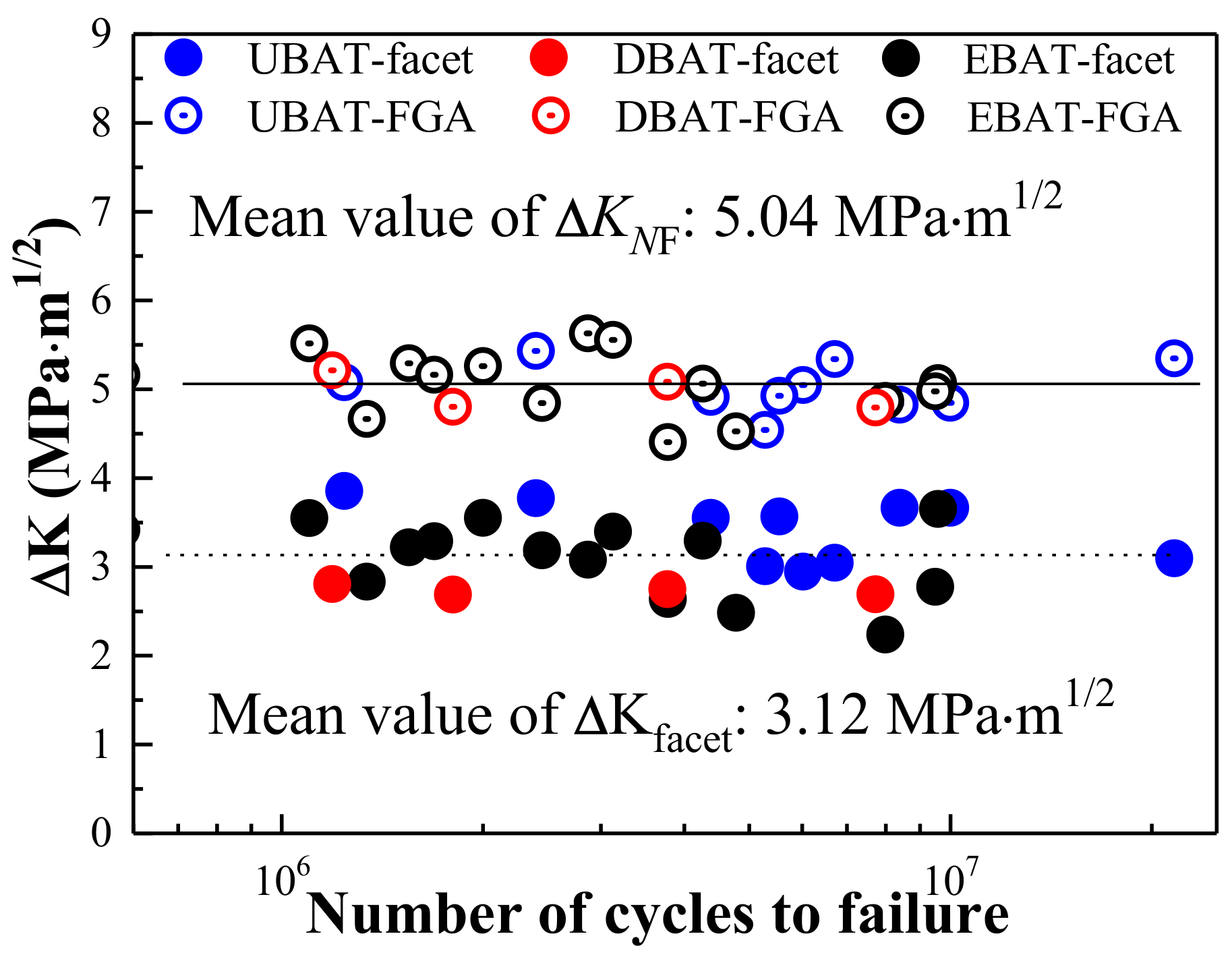
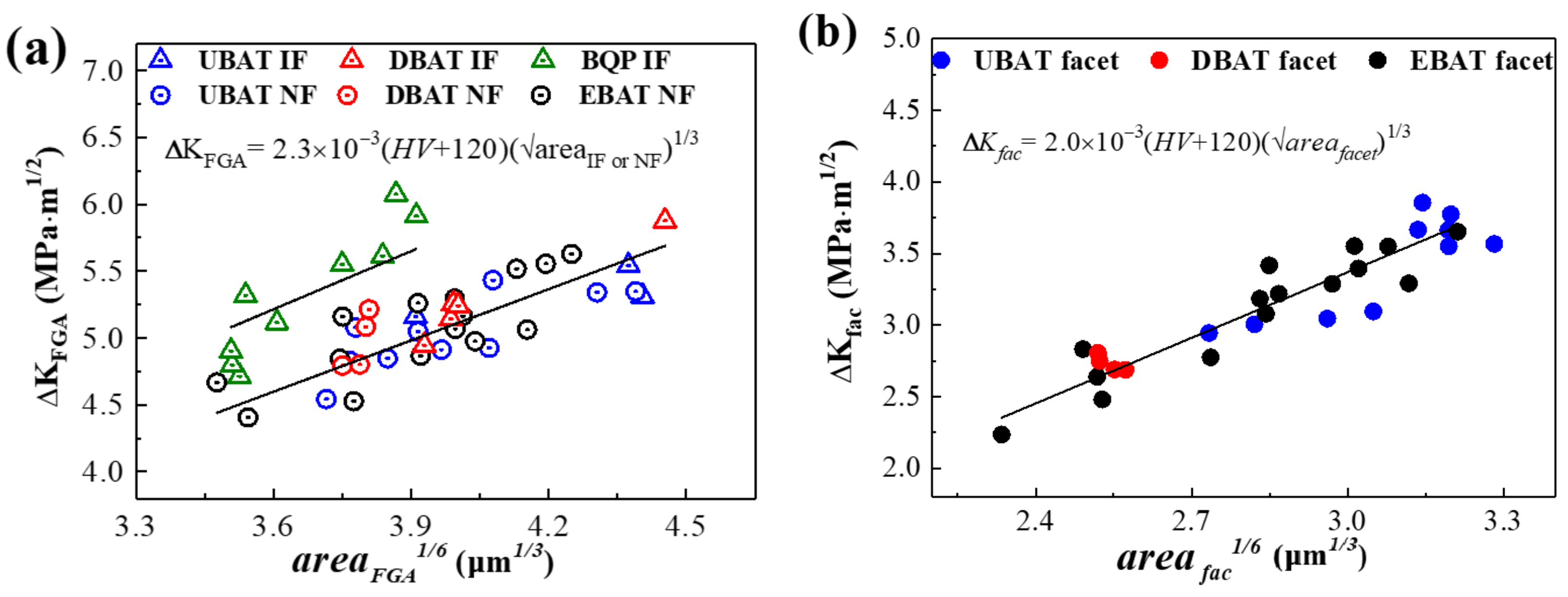
3.3. Stress Intensity Factor Analysis
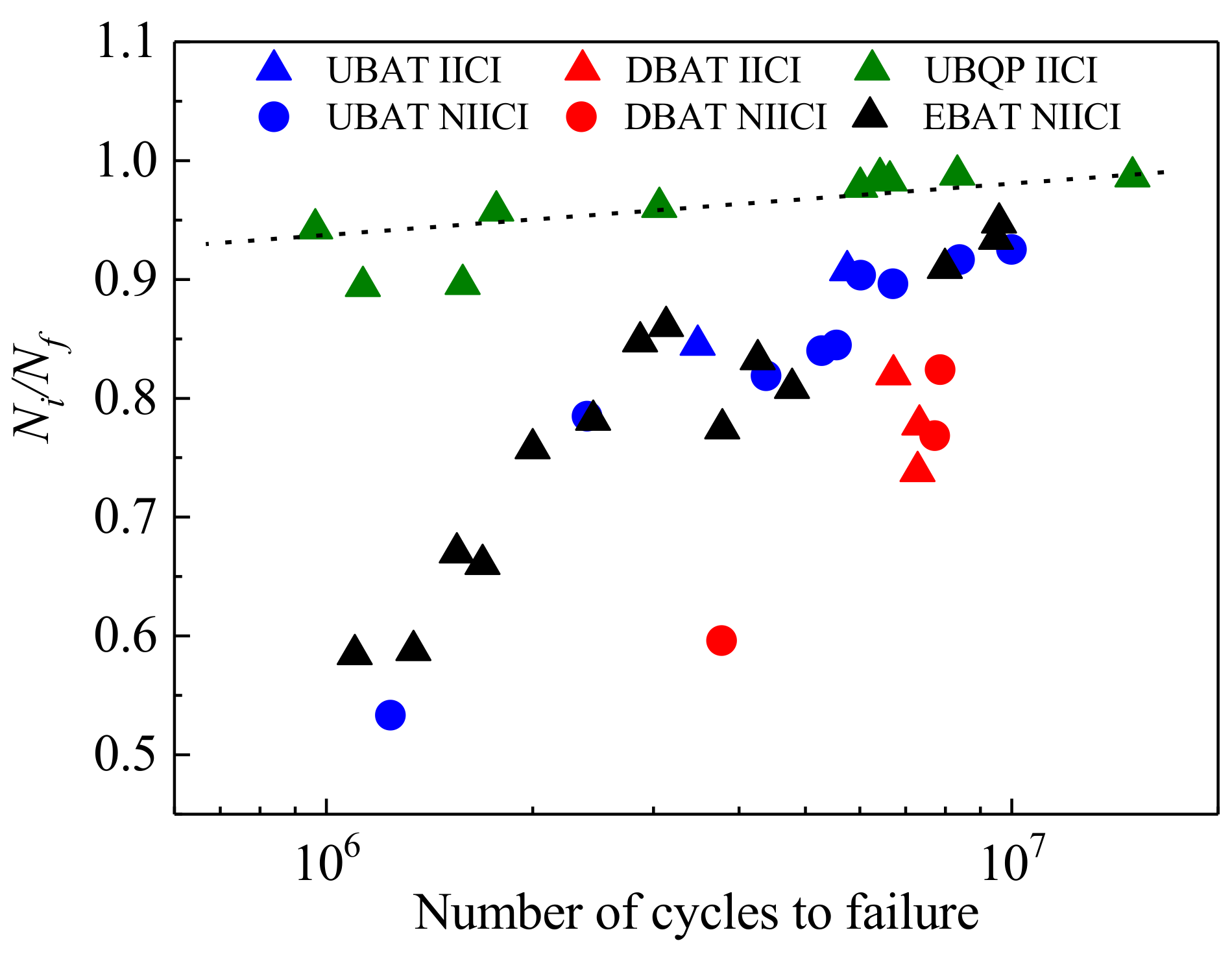
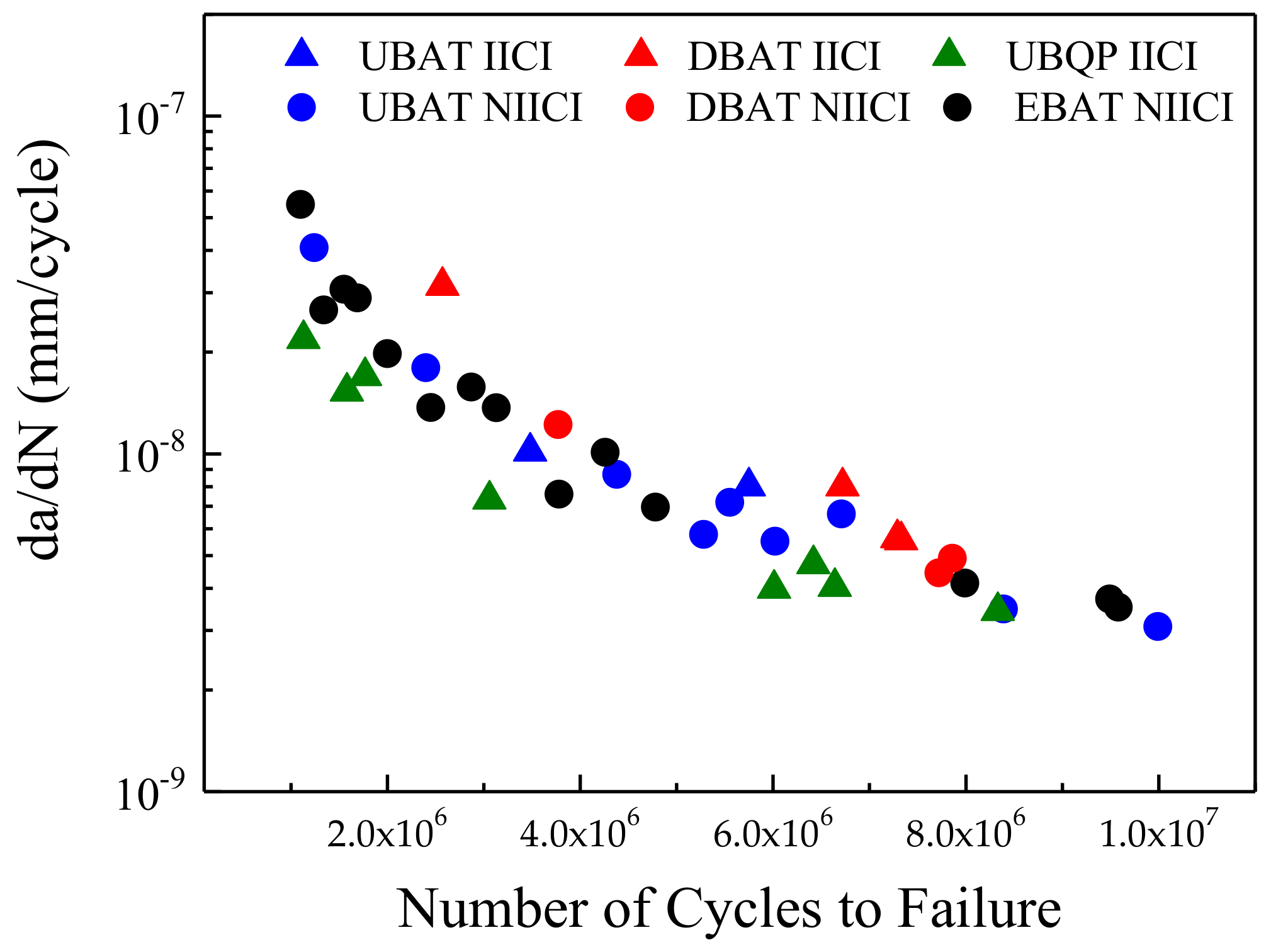
3.4. Estimation of Crack Initiation Life
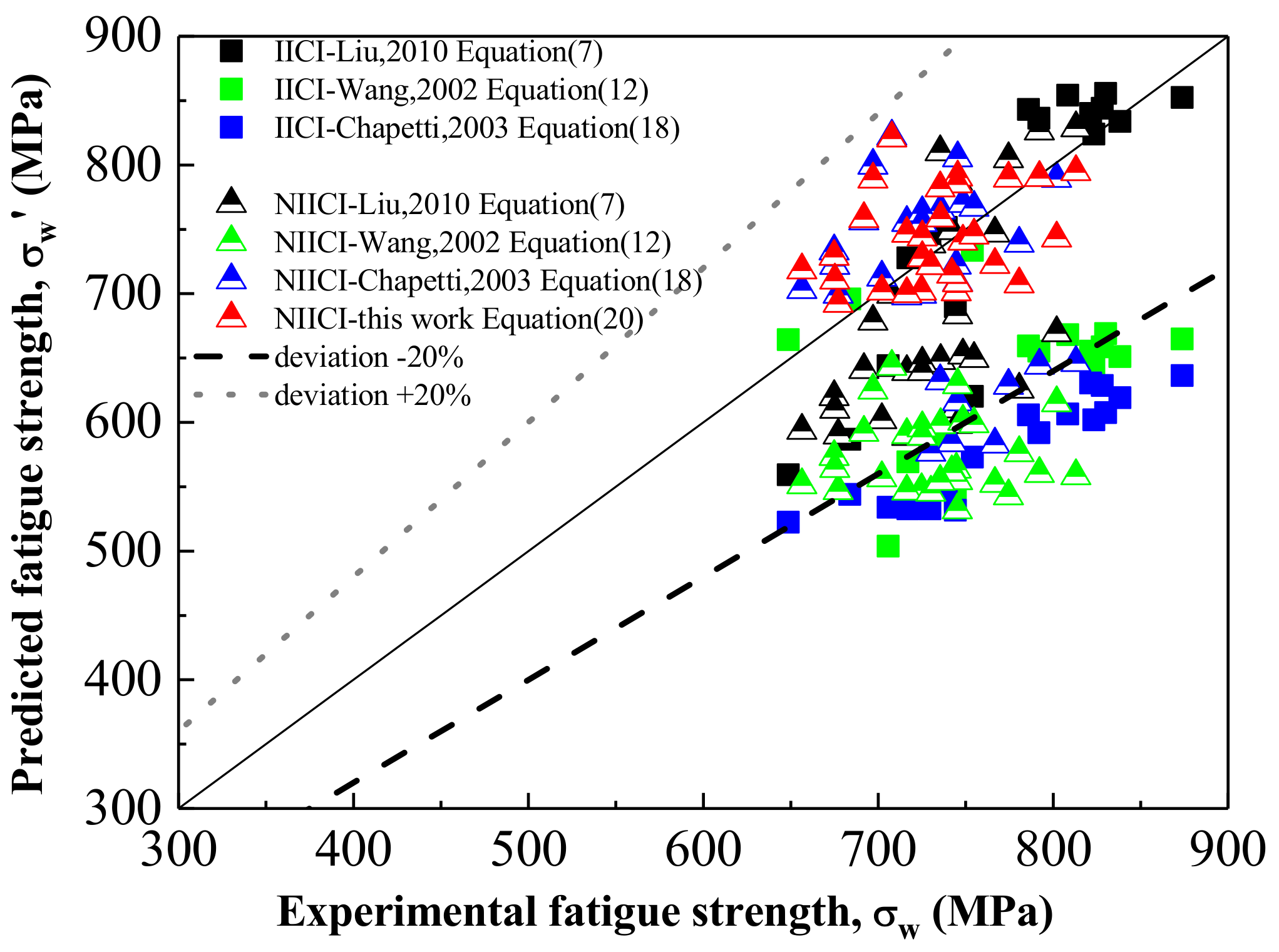
3.5. Evaluation of Interior Fatigue Strength
4. Conclusions
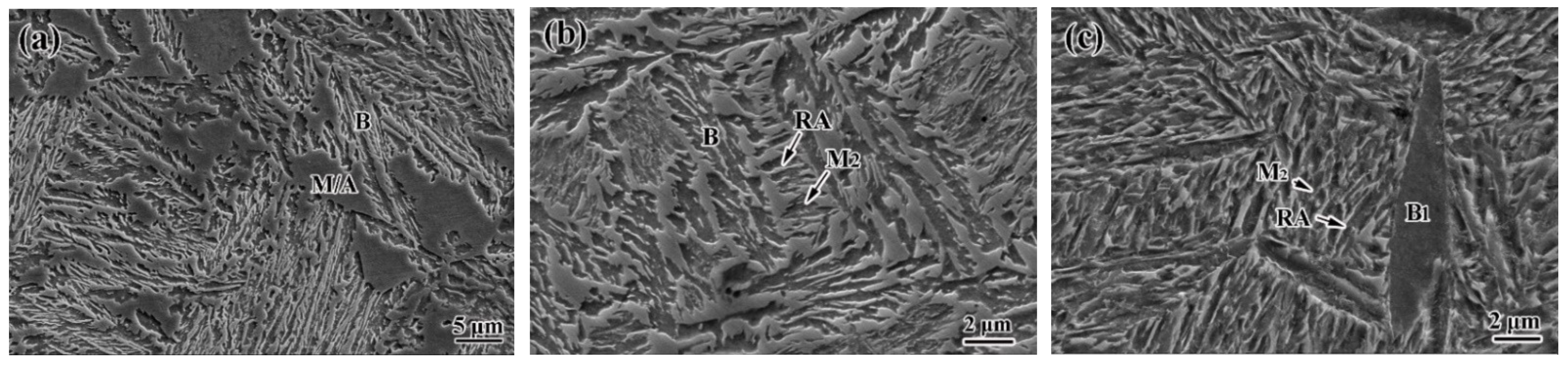
- The inclusion and microstructure affect together the fatigue limit and fatigue crack initiation sites of the bainitic steels. The high-cycle fatigue properties of the DBAT and BQ&P steels are enhanced compared to the conventional BAT steels because of the refined microstructure and the elimination of blocky martensite/austenite islands.
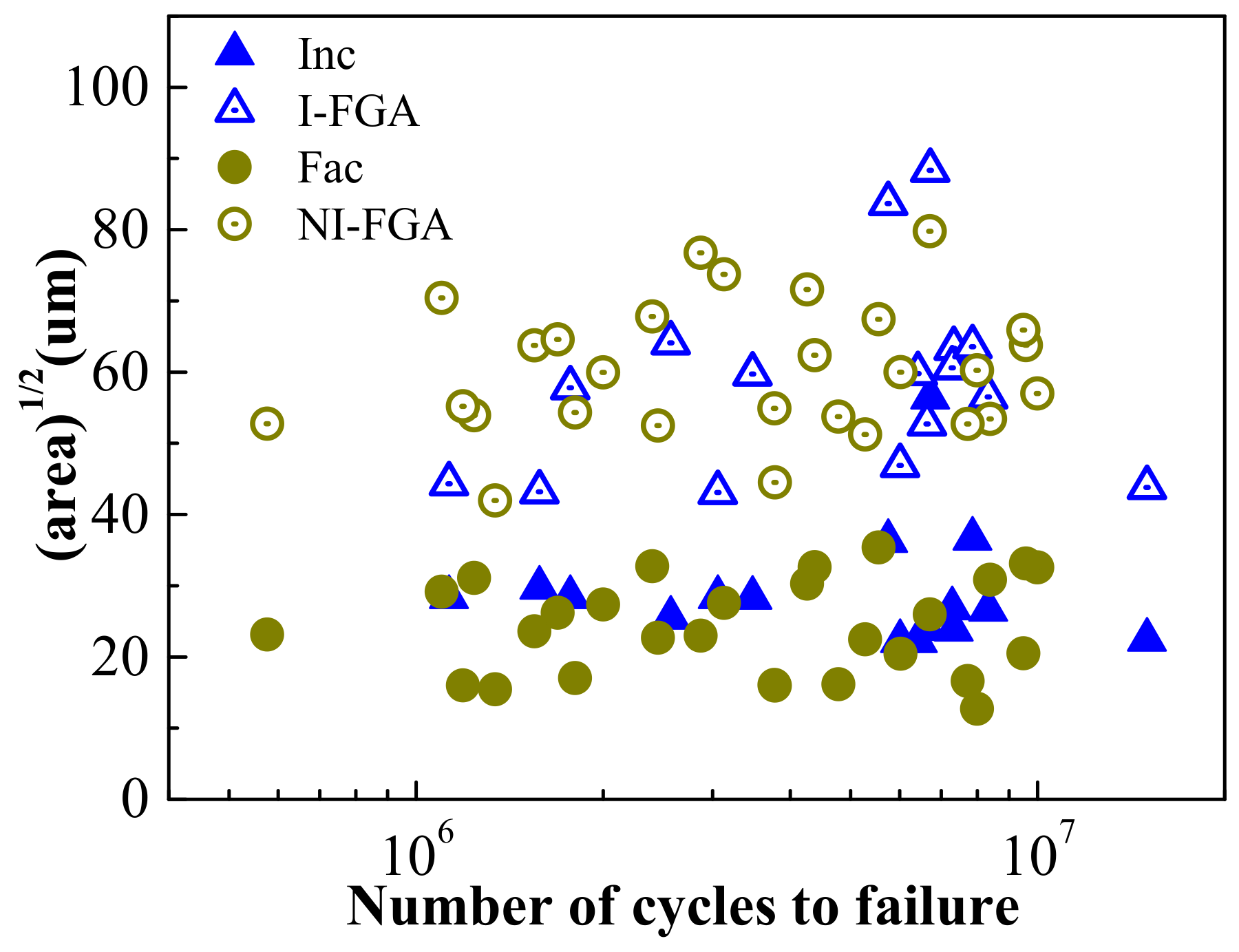
- The cube root of the microfacet size (√area fac 1/3) keeps a linear relation with the stress intensity factor (SIF) range of the microfacet ΔKfac, which follows .
- The fatigue crack initiation life (Ni) consumed within the FGA is greater than 50% of the total fatigue life, independent of the crack initiation sites. The values of Ni/Nf exhibit an increasing tendency with the increasing of the total fatigue life for both the IICI and NIICI specimens.
- The fatigue strength of the NIICI specimens can be predicted through the two parameters of the hardness of the specimens and the size of the microfacet (√areafac).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bouaziz, O.; Zurob, H.; Huang, M. Driving force and logic of development of advanced high strength steels for automotive applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Dai, Z.; Chen, H.; Ding, R.; Lu, Q.; Zhang, C.; Yang, Z.; van der Zwaag, S. Fundamentals and application of solid-state phase transformations for advanced high strength steels containing metastable retained austenite. Mater. Sci. Eng. R Rep. 2021, 143, 100590. [Google Scholar] [CrossRef]
- Long, X.; Kang, J.; Lv, B.; Zhang, F. Carbide-free bainite in medium carbon steel. Mater. Des. 2014, 64, 237–245. [Google Scholar] [CrossRef]
- Luo, P.; Gao, G.; Zhang, H.; Tan, Z.; Misra, R.D.; Bai, B. On structure-property relationship in nanostructured bainitic steel subjected to the quenching and partitioning process. Mater. Sci. Eng. A 2016, 661, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Liu, C.; Qin, Y.; Li, Y.; Yang, Z.; Long, X.; Wang, M.; Zhang, F. Effect of tempering temperature on microstructure and mechanical properties of nanostructured bainitic steel. Mater. Sci. Eng. A 2022, 832, 142357. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, H.; Gui, X.; Luo, P.; Tan, Z.; Bai, B. Enhanced ductility and toughness in an ultrahigh-strength Mn–Si–Cr–C steel: The great potential of ultrafine filmy retained austenite. Acta Mater. 2014, 76, 425–433. [Google Scholar] [CrossRef]
- Zhang, M.R.; Gu, H.C. Microstructure and properties of carbide free bainite railway wheels produced by programmed quenching. Mater. Sci. Technol. 2007, 23, 970–974. [Google Scholar] [CrossRef]
- Sakai, T.; Sato, Y.; Oguma, N. Characteristic S-N properties of high-carbon-chromium-bearing steel under axial loading in long-life fatigue. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 765–773. [Google Scholar] [CrossRef]
- Ogawa, T.; Stanzl-Tschegg, S.E.; Schönbauer, B.M. A fracture mechanics approach to interior fatigue crack growth in the very high cycle regime. Eng. Fract. Mech. 2014, 115, 241–254. [Google Scholar] [CrossRef]
- Shiozawa, K.; Morii, Y.; Nishino, S.; Lu, L. Subsurface crack initiation and propagation mechanism in high-strength steel in a very high cycle fatigue regime. Int. J. Fatigue 2006, 28, 1521–1532. [Google Scholar] [CrossRef]
- Gao, G.; Liu, R.; Fan, Y.; Qian, G.; Gui, X.; Misra, R.D.K.; Bai, B. Mechanism of subsurface microstructural fatigue crack initiation during high and very-high cycle fatigue of advanced bainitic steels. J. Mater. Sci. Technol. 2022, 108, 142–157. [Google Scholar] [CrossRef]
- Hong, Y.; Lei, Z.; Sun, C.; Zhao, A. Propensities of crack interior initiation and early growth for very-high-cycle fatigue of high strength steels. Int. J. Fatigue 2014, 58, 144–151. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.Y.; Bathias, C.; Kawagoishi, N.; Chen, Q. Effect of inclusion on subsurface crack initiation and gigacycle fatigue strength. Int. J. Fatigue 2002, 24, 1269–1274. [Google Scholar] [CrossRef]
- Tanaka, K.; Akiniwa, Y. Fatigue crack propagation behaviour derived from S-N data in very high cycle regime. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 775–784. [Google Scholar] [CrossRef]
- Murakami, Y.; Yokoyama, N.N.; Nagata, J. Mechanism of fatigue failure in ultralong life regime. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 735–746. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Sun, C.; Xie, J.; Zhao, A.; Lei, Z.; Hong, Y. A cumulative damage model for fatigue life estimation of high-strength steels in high-cycle and very-high-cycle fatigue regimes. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 638–647. [Google Scholar] [CrossRef] [Green Version]
- Zhu, M.L.; Jin, L.; Xuan, F.Z. Fatigue life and mechanistic modeling of interior micro-defect induced cracking in high cycle and very high cycle regimes. Acta Mater. 2018, 157, 259–275. [Google Scholar] [CrossRef]
- Nehila, A.; Li, W.; Gao, N.; Xing, X.; Zhao, H.; Wang, P.; Sakai, T. Very high cycle fatigue of surface carburized CrNi steel at variable stress ratio: Failure analysis and life prediction. Int. J. Fatigue 2018, 111, 112–123. [Google Scholar] [CrossRef]
- Jha, S.K.; Larsen, J.M.; Rosenberger, A.H. Towards a physics-based description of fatigue variability behavior in probabilistic life-prediction. Eng. Fract. Mech. 2009, 76, 681–694. [Google Scholar] [CrossRef]
- Yang, M.; Gao, C.; Pang, J.; Li, S.; Hu, D.; Li, X.; Zhang, Z. High-Cycle Fatigue Behavior and Fatigue Strength Prediction of Differently Heat-Treated 35CrMo Steels. Metals 2022, 12, 688. [Google Scholar] [CrossRef]
- Chai, G.C. The formation of subsurface non-defect fatigue crack origins. Int. J. Fatigue 2006, 28, 1533–1539. [Google Scholar] [CrossRef]
- Zhao, P.; Gao, G.; Misra, R.D.K.; Bai, B. Effect of microstructure on the very high cycle fatigue behavior of a bainite/martensite multiphase steel. Mater. Sci. Eng. A 2015, 630, 1–7. [Google Scholar] [CrossRef]
- Li, W.; Li, M.; Sun, R.; Xing, X.; Wang, P.; Sakai, T. Faceted crack induced failure behavior and micro-crack growth based strength evaluation of titanium alloys under very high cycle fatigue. Int. J. Fatigue 2020, 131, 105369. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, J.; Pan, X.; Qian, G.; Hong, Y. Microstructure evolution and very-high-cycle fatigue crack initiation behavior of a structural steel with two loading intermittence modes. Int. J. Fatigue 2022, 161, 106904. [Google Scholar] [CrossRef]
- Gao, G.; Liu, R.; Wang, K.; Gui, X.; Misra, R.D.K.; Bai, B. Role of retained austenite with different morphologies on sub-surface fatigue crack initiation in advanced bainitic steels. Scr. Mater. 2020, 184, 12–18. [Google Scholar] [CrossRef]
- Gao, G.; Xu, Q.; Guo, H.; Gui, X.; Zhang, B.; Bai, B. Effect of inclusion and microstructure on the very high cycle fatigue behaviors of high strength bainite/martensite multiphase steels. Mater. Sci. Eng. A 2019, 739, 404–414. [Google Scholar] [CrossRef]
- Gao, G.; Bai, B.; Zhang, H.; Gui, X.; Tan, Z.; Weng, Y. Enhanced TRIP effect in a lean alloy steel treated by a ‘disturbed’ bainitic austempering process. Heat Treat. Surf. Eng. 2019, 1, 72–77. [Google Scholar] [CrossRef]
- Gao, G.; Wang, K.; Su, H.; Gui, X.; Li, Z.; Misra, R.D.K.; Bai, B. The potential of mechanical twinning in ultrafine retained austenite to enhance high cycle fatigue property of advanced bainitic steels. Int. J. Fatigue 2020, 139, 105804. [Google Scholar] [CrossRef]
- Gui, X.; Gao, G.; An, B.; Misra, R.D.K.; Bai, B. Relationship between non-inclusion induced crack initiation and microstructure on fatigue behavior of bainite/martensite steel in high cycle fatigue/very high cycle (HCF/VHCF) regime. Mater. Sci. Eng. A 2021, 803, 140692. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusions and inhomogeneities on fatigue strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
- Murakami, Y.; Nomoto, T.; Ueda, T. Factors influencing the mechanism of superlong fatigue failure in steels. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 581–590. [Google Scholar] [CrossRef]
- Marines-Garcia, I.; Paris, P.C.; Tada, H.; Bathias, C. Fatigue crack growth from small to long cracks in VHCF with surface initiations. Int. J. Fatigue 2007, 29, 2072–2078. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, A. Microstructural effects on the sub-critical fatigue crack growth in nano-bainite. Mater. Sci. Eng. A 2019, 743, 464–471. [Google Scholar] [CrossRef]
- Ostash, O.P.; Kulyk, V.V.; Poznyakov, V.D.; Haivorons’kyi, O.A.; Markashova, L.I.; Vira, V.V.; Duriagina, Z.A.; Tepla, T.L. Fatigue crack growth resistance of welded joints simulating the weld-repaired railway wheels metal. Arch. Mater. Sci. Eng. 2017, 86, 49–52. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Li, S.; Yang, Z.; Chen, S.; Hui, W.; Weng, Y. Prediction of the S–N curves of high-strength steels in the very high cycle fatigue regime. Int. J. Fatigue 2010, 32, 1351–1357. [Google Scholar] [CrossRef]
- Yang, K.; Huang, Q.; Wang, Q.; Chen, Q. Competing crack initiation behaviors of a laser additively manufactured nickel-based superalloy in high and very high cycle fatigue regimes. Int. J. Fatigue 2020, 136, 105580. [Google Scholar] [CrossRef]
- Chapetti, M.D.; Tagawa, T.; Miyata, T. Ultra-long cycle fatigue of high-strength carbon steels part II: Estimation of fatigue limit for failure from internal inclusions. Mater. Sci. Eng. A 2003, 356, 236–244. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Smelting Process | Tensile Strength, Rm (MPa) | Yield Strength, Rp (MPa) | Elongation, A (%) | Vickers Hardness HV5 |
|---|---|---|---|---|---|
| UBAT | VM | 1505 ± 7 | 1218 ± 9 | 21.2 ± 0.8 | 435.5 ± 8.7 |
| EBAT | VM + ESR | 1509 ± 8 | 1215 ± 6 | 21.5 ± 0.5 | 437.5 ± 9.5 |
| DBAT | VM | 1515 ± 11 | 924 ± 3 | 25.8 ± 0.2 | 432.7 ± 3.8 |
| BQ&P | VM | 1688 ± 4 | 1391 ± 7 | 25.2 ± 1.1 | 503.4 ± 10.4 |
| Samples | Mean Fatigue Strength, (MPa) | σ−1/Rm |
|---|---|---|
| UBAT | 725 | 0.48 |
| EBAT | 725 | 0.48 |
| DBAT | 765 | 0.50 |
| BQ&P | 830 | 0.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, Y.; Gui, X.; Liu, M.; Wang, X.; Feng, C.; Gao, G. High-Cycle Fatigue Life and Strength Prediction for Medium-Carbon Bainitic Steels. Metals 2022, 12, 856. https://doi.org/10.3390/met12050856
Fan Y, Gui X, Liu M, Wang X, Feng C, Gao G. High-Cycle Fatigue Life and Strength Prediction for Medium-Carbon Bainitic Steels. Metals. 2022; 12(5):856. https://doi.org/10.3390/met12050856
Chicago/Turabian StyleFan, Yusong, Xiaolu Gui, Miao Liu, Xi Wang, Chun Feng, and Guhui Gao. 2022. "High-Cycle Fatigue Life and Strength Prediction for Medium-Carbon Bainitic Steels" Metals 12, no. 5: 856. https://doi.org/10.3390/met12050856