
Microforming a Miniature Cup-Shaped Internal Gear Using a Cold Lateral Extrusion Process


Abstract
:1. Introduction
2. Materials and Methods
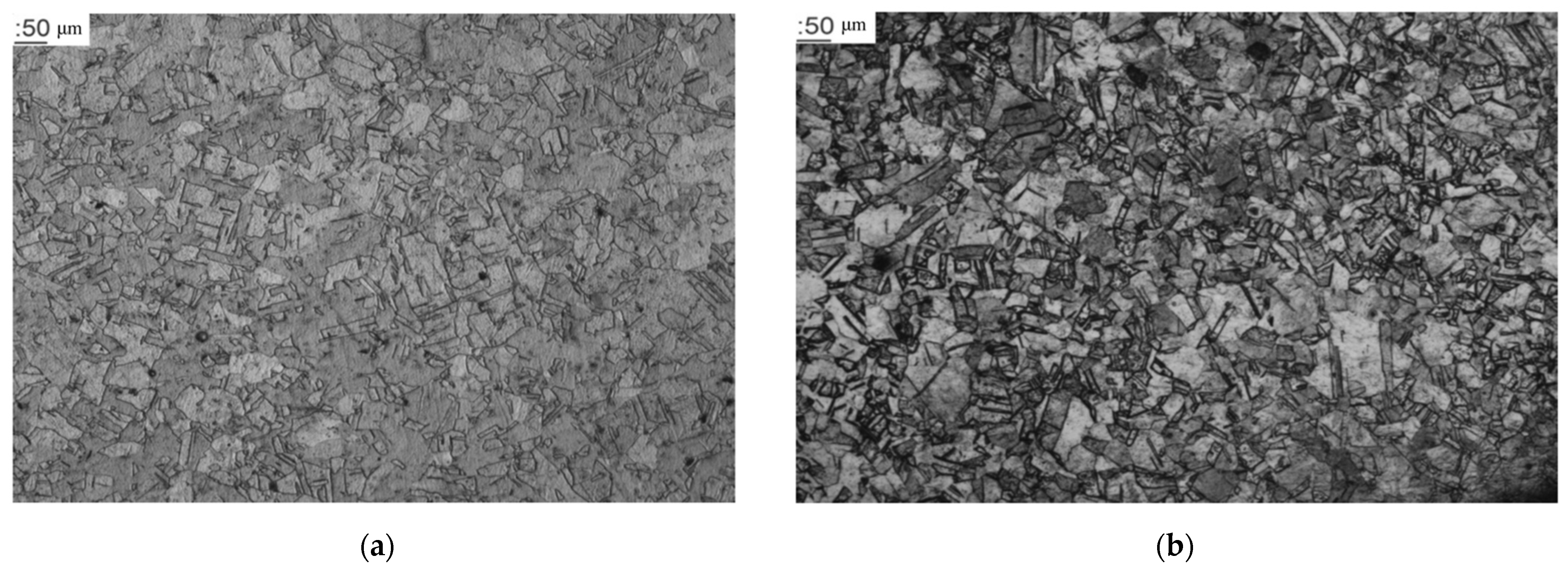
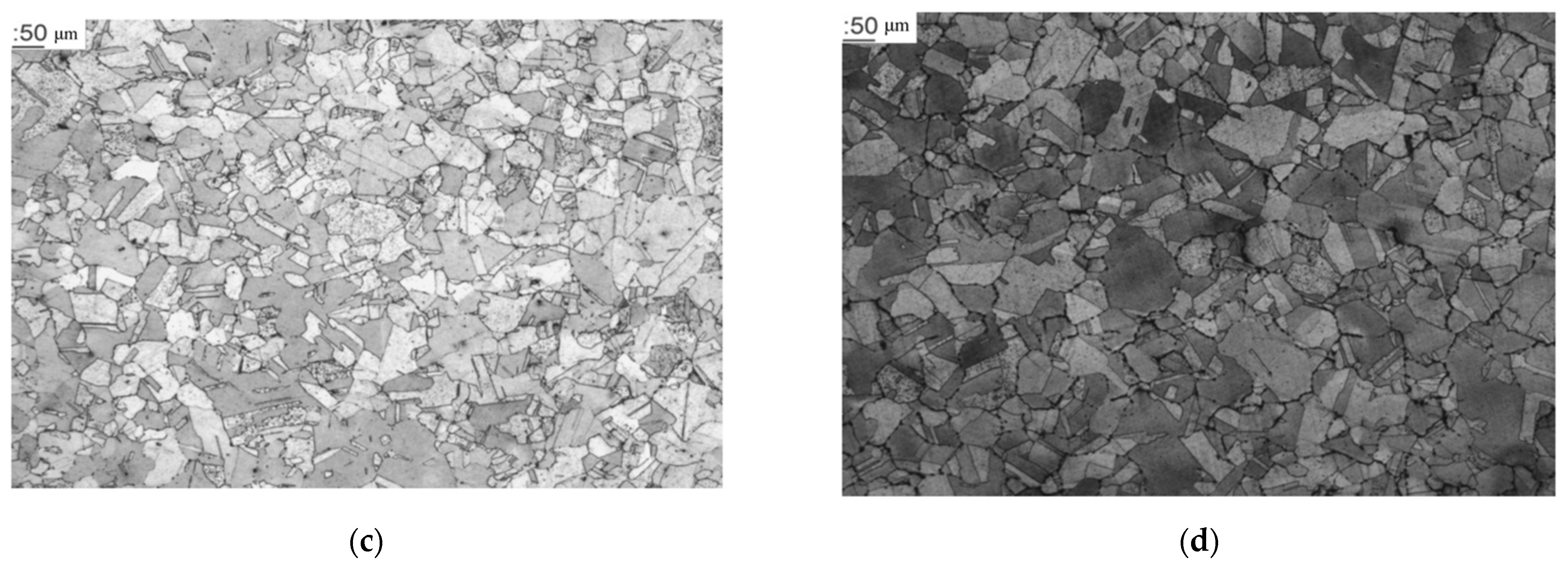
2.1. Grain Size Effect
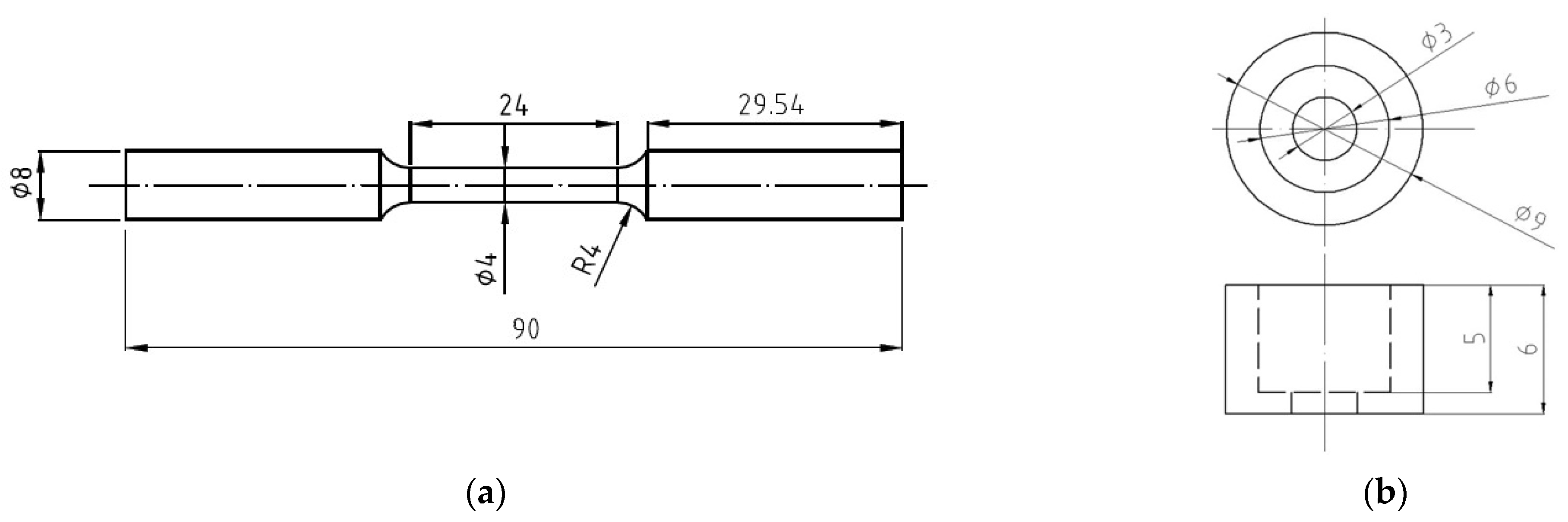
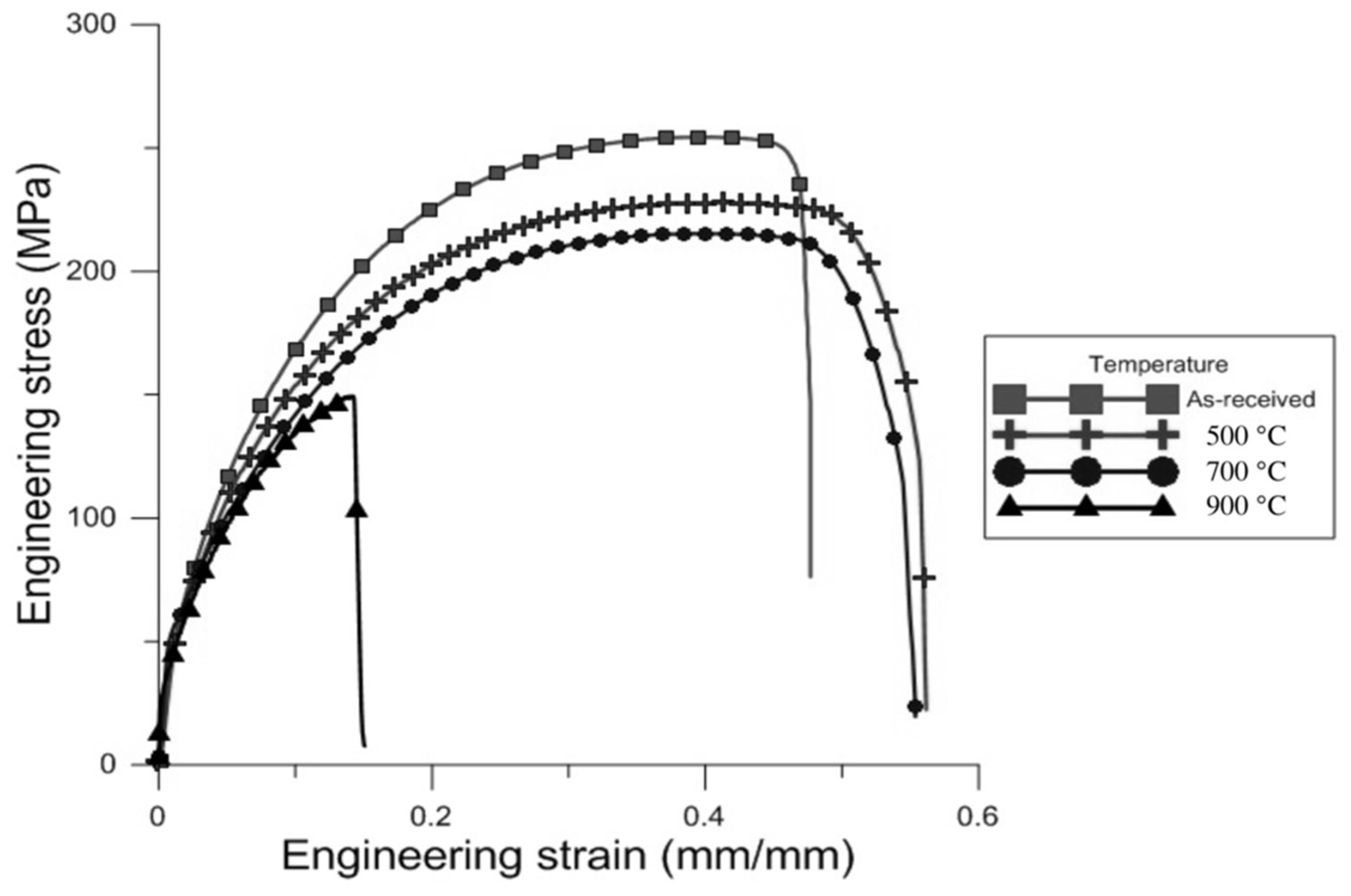
2.2. Mechanical Property
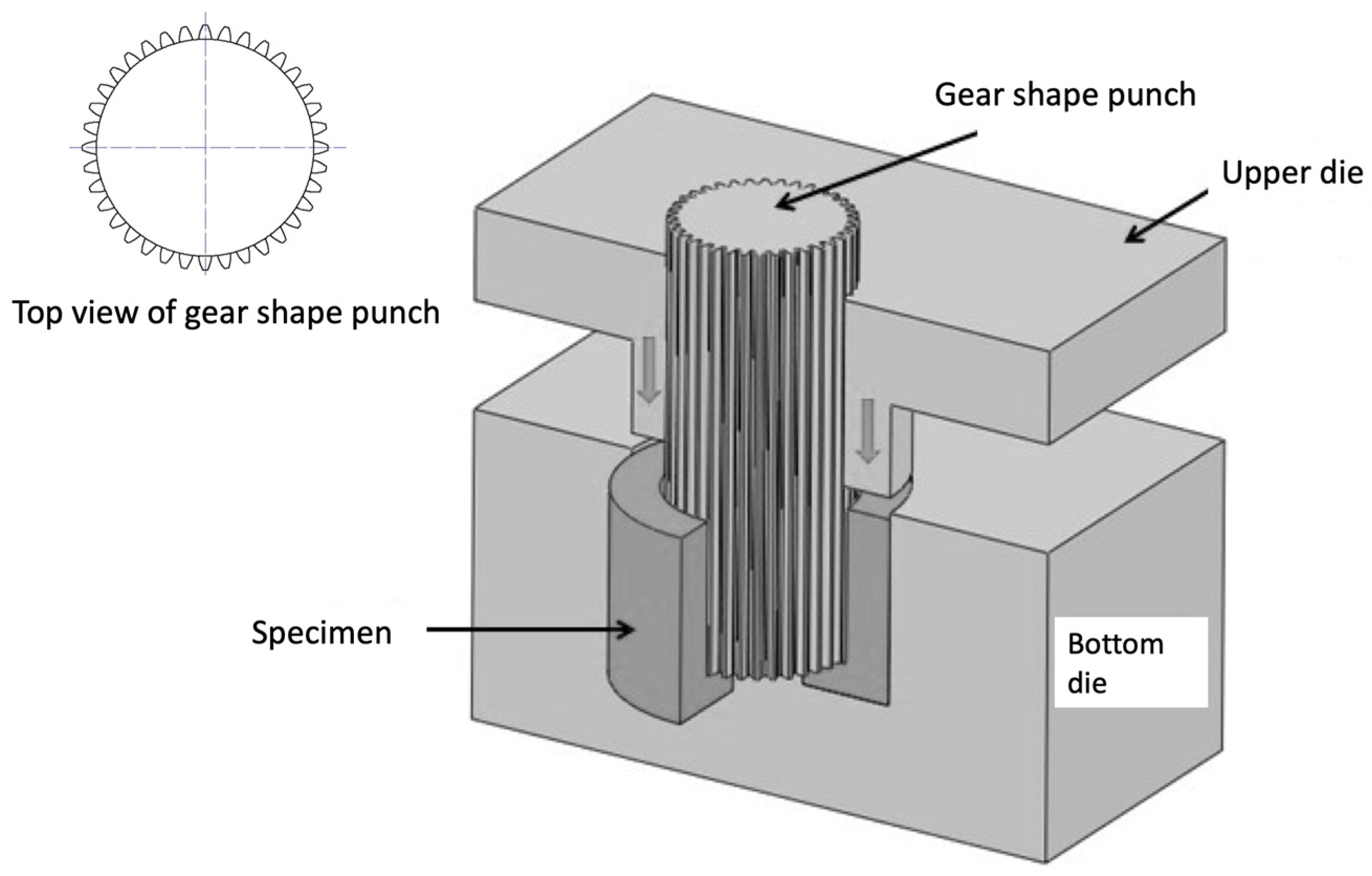
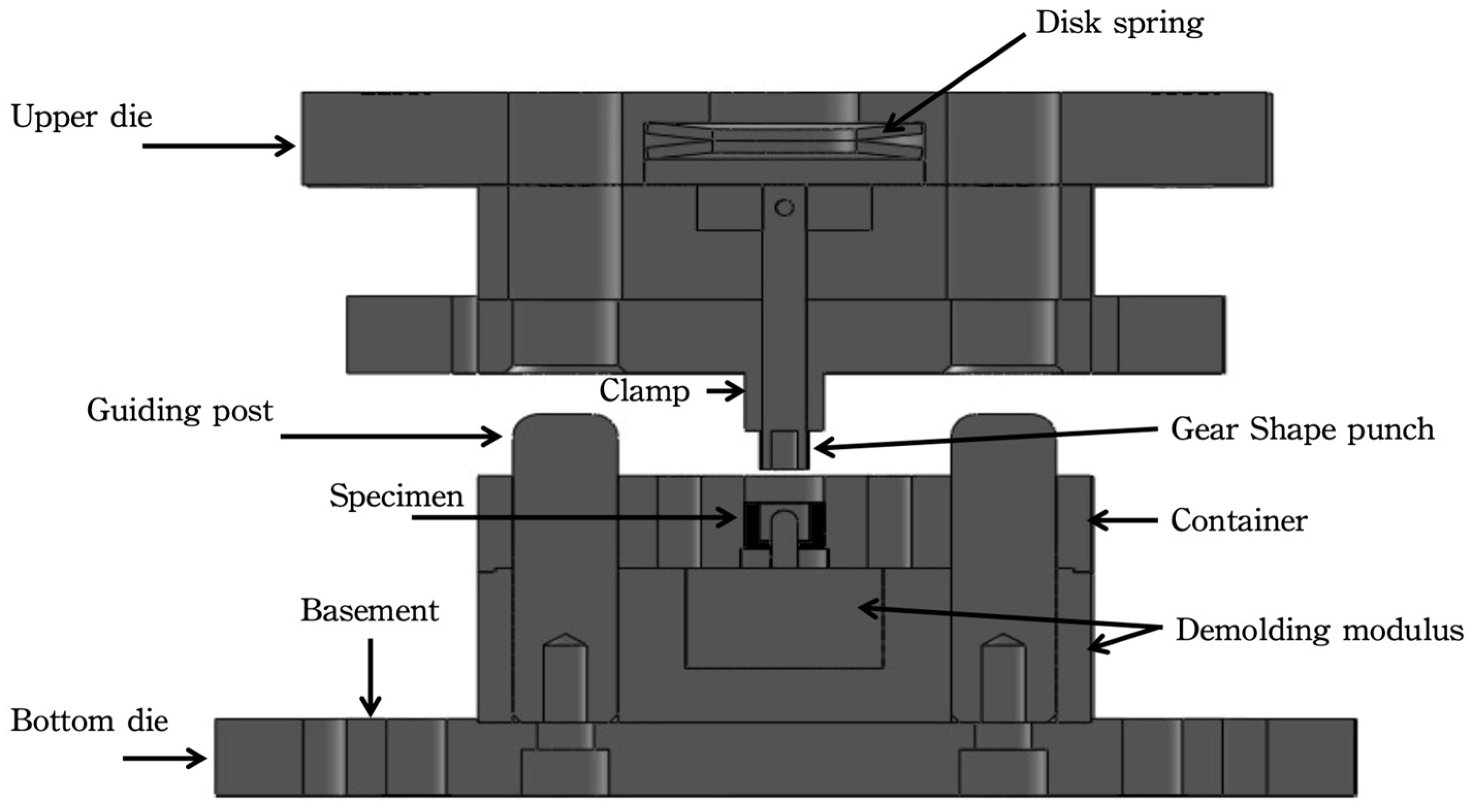
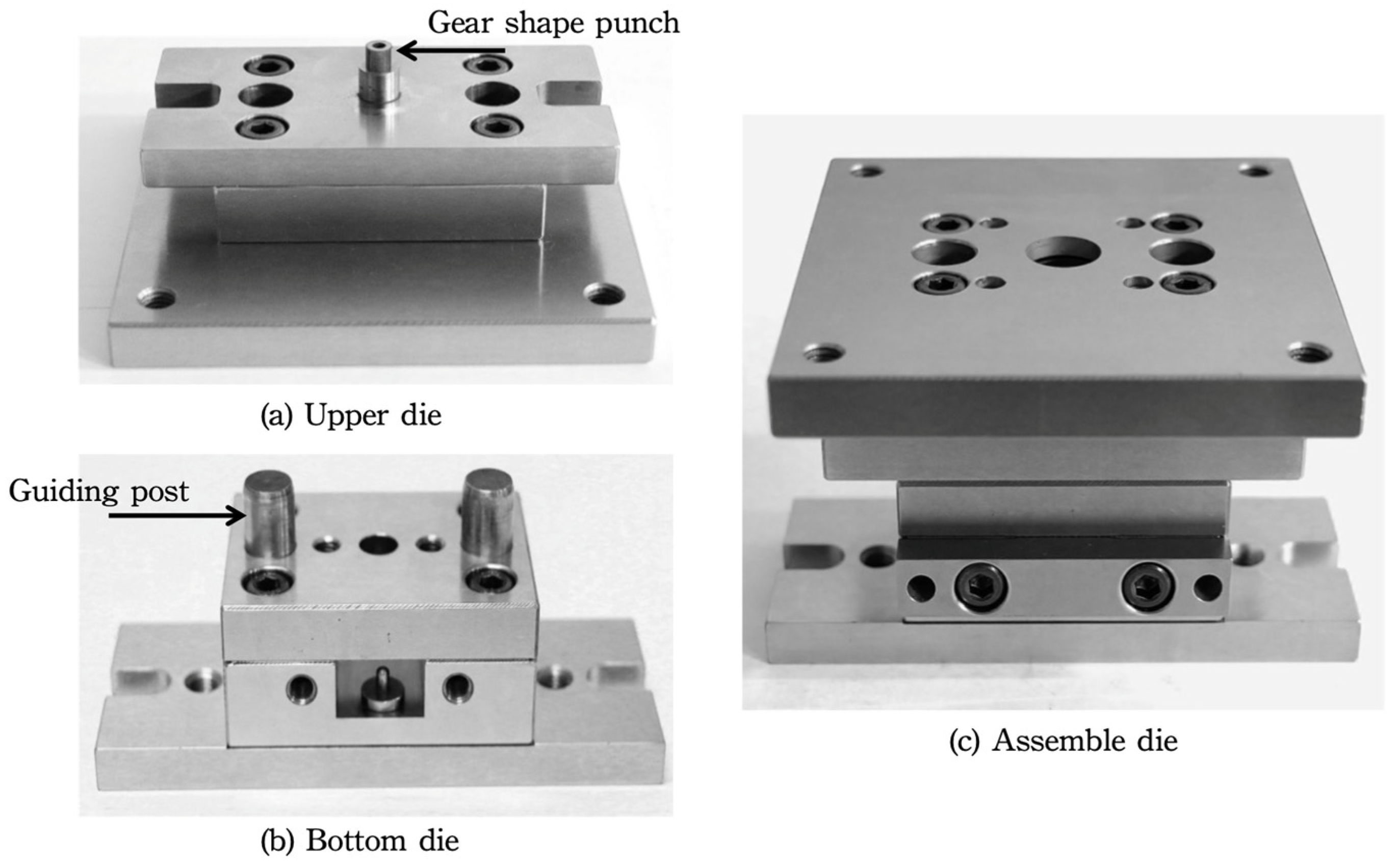
2.3. Internal Gear Specification and Die Design
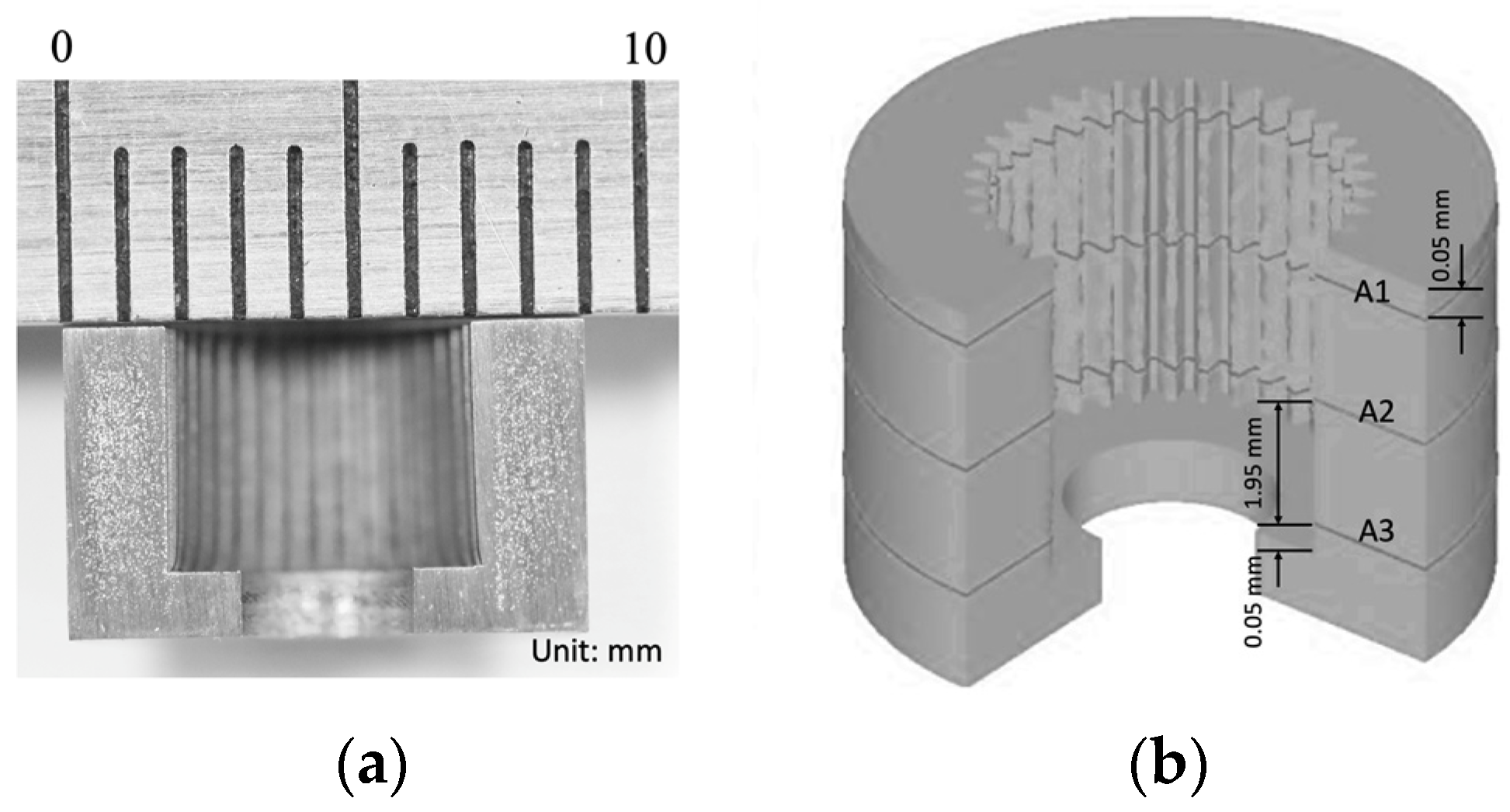
2.4. Gear Filling Rate
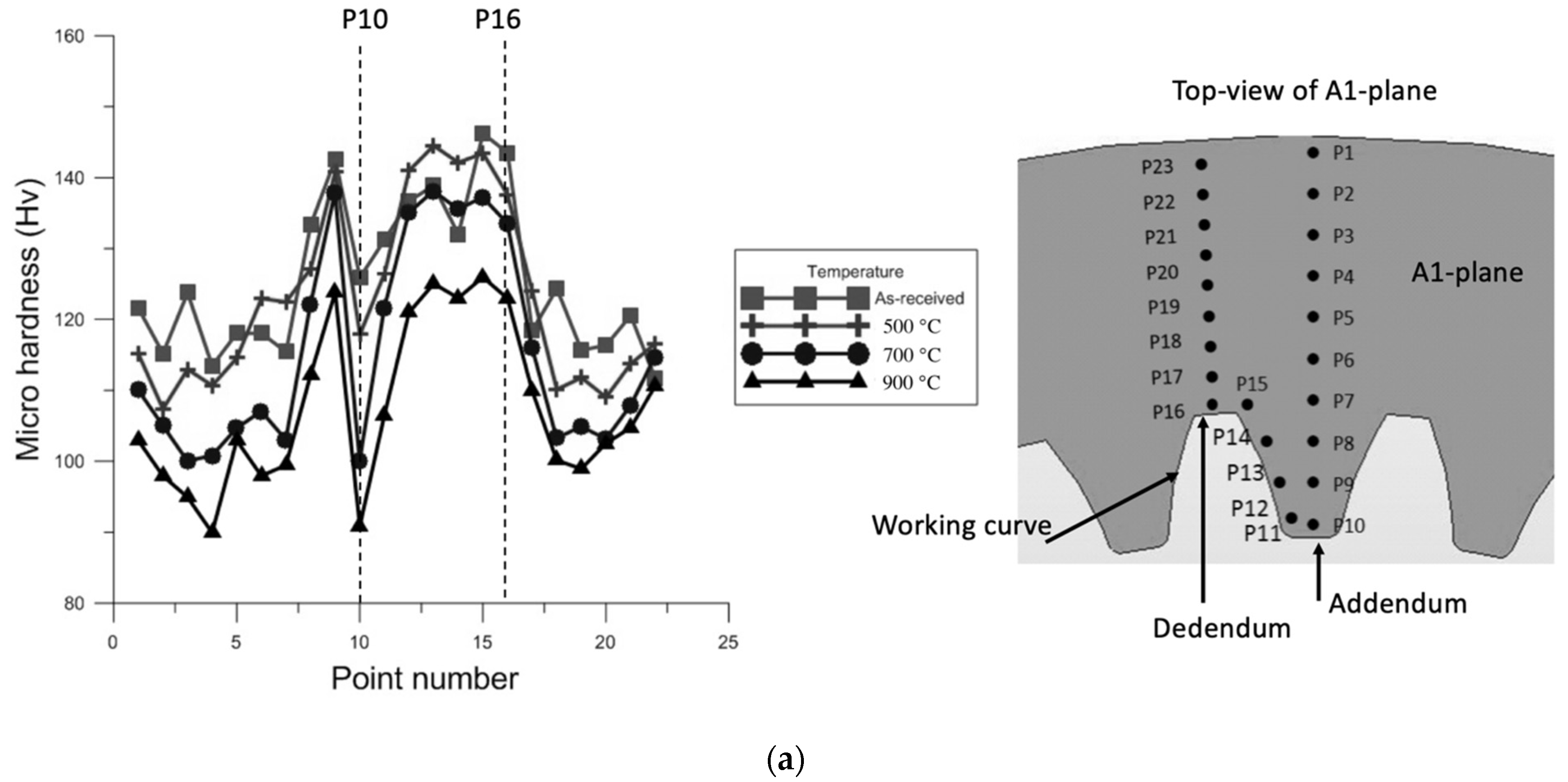
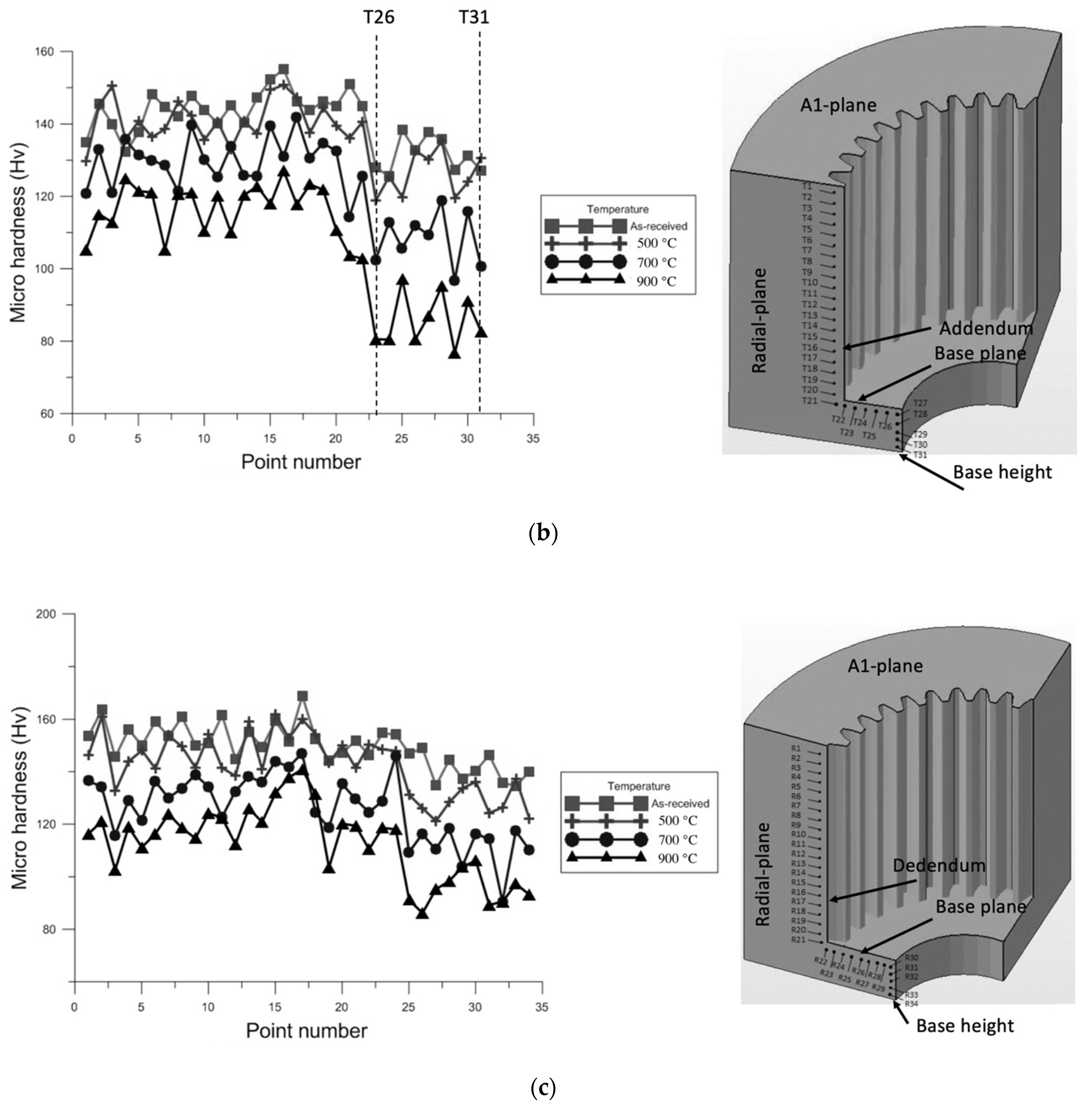
2.5. Hardness Measurement
3. Results and Discussion
3.1. Manufactured Components and Assembled Die
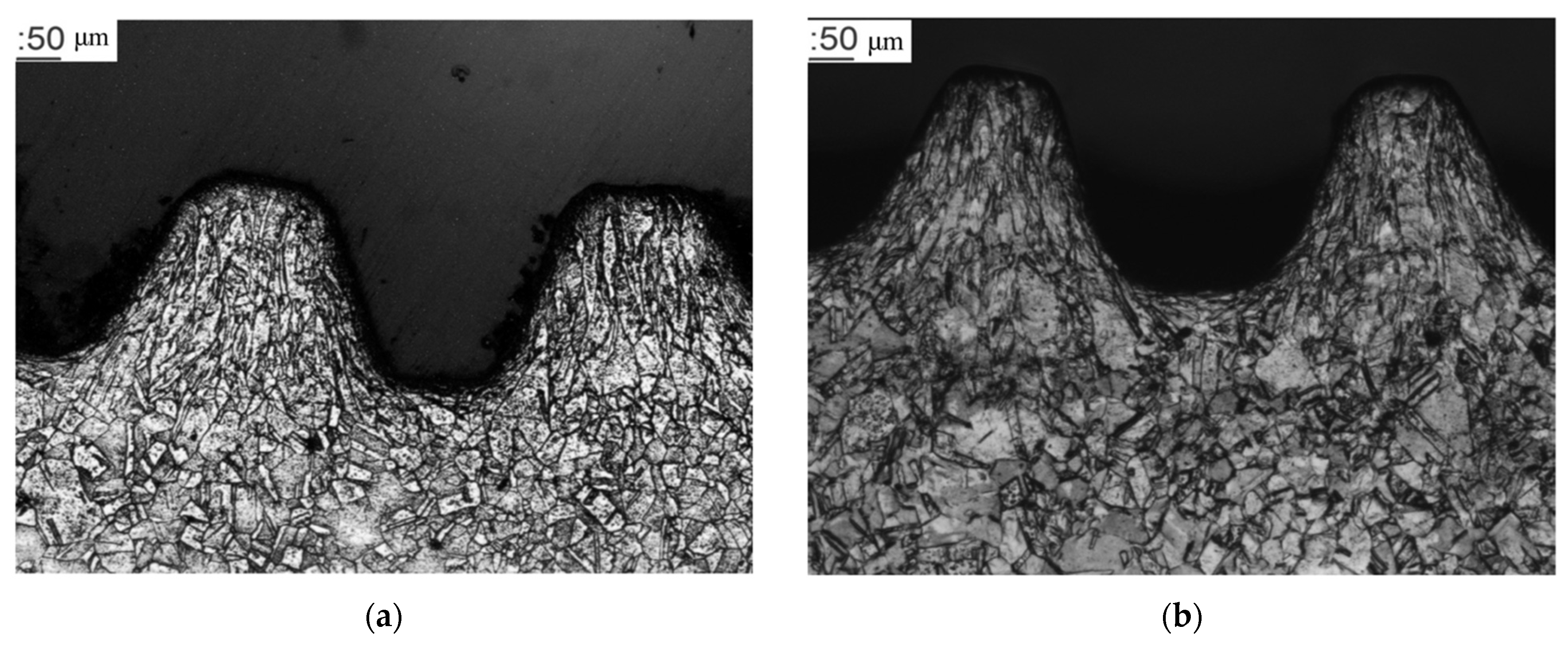
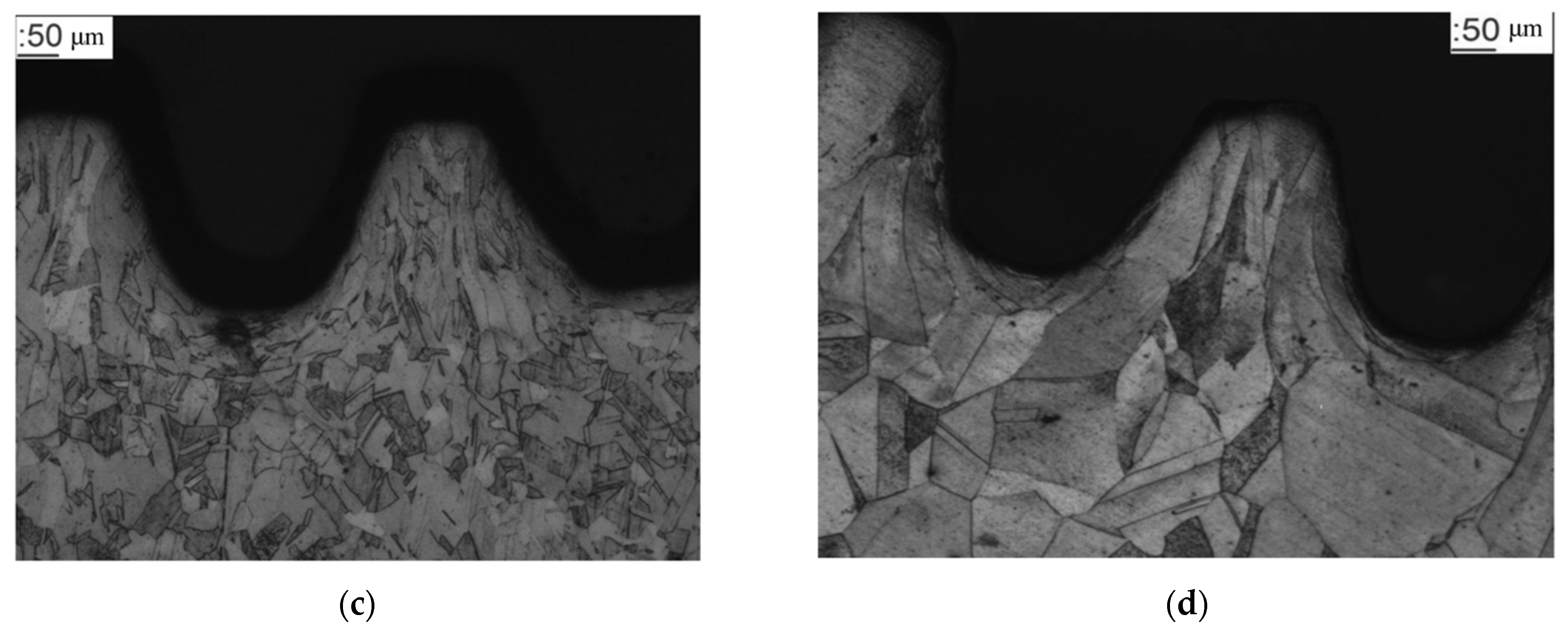
3.2. Microstructural Observation and Grain Size Effect
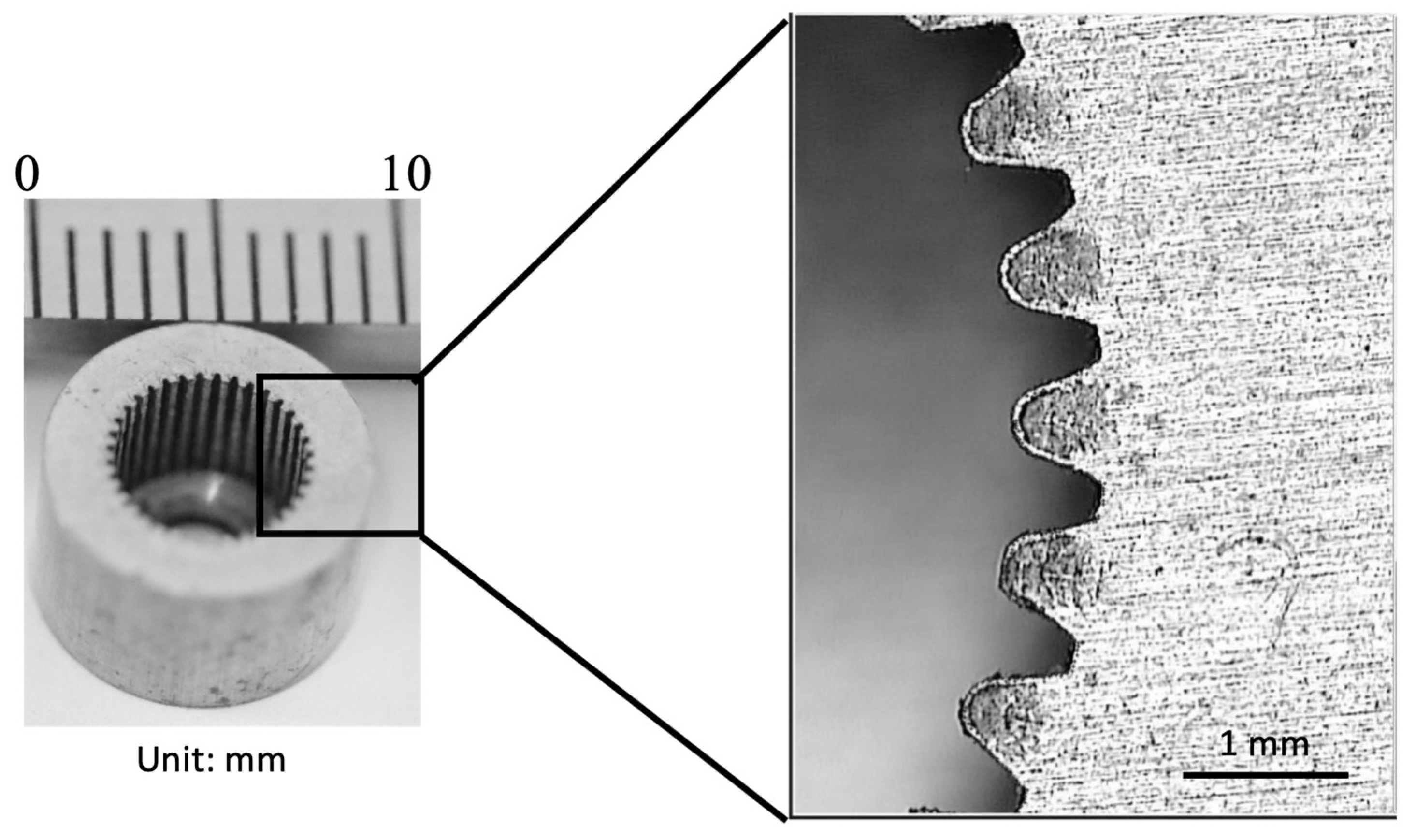
3.3. Experimental Result of Cup-Shaped Internal Gear
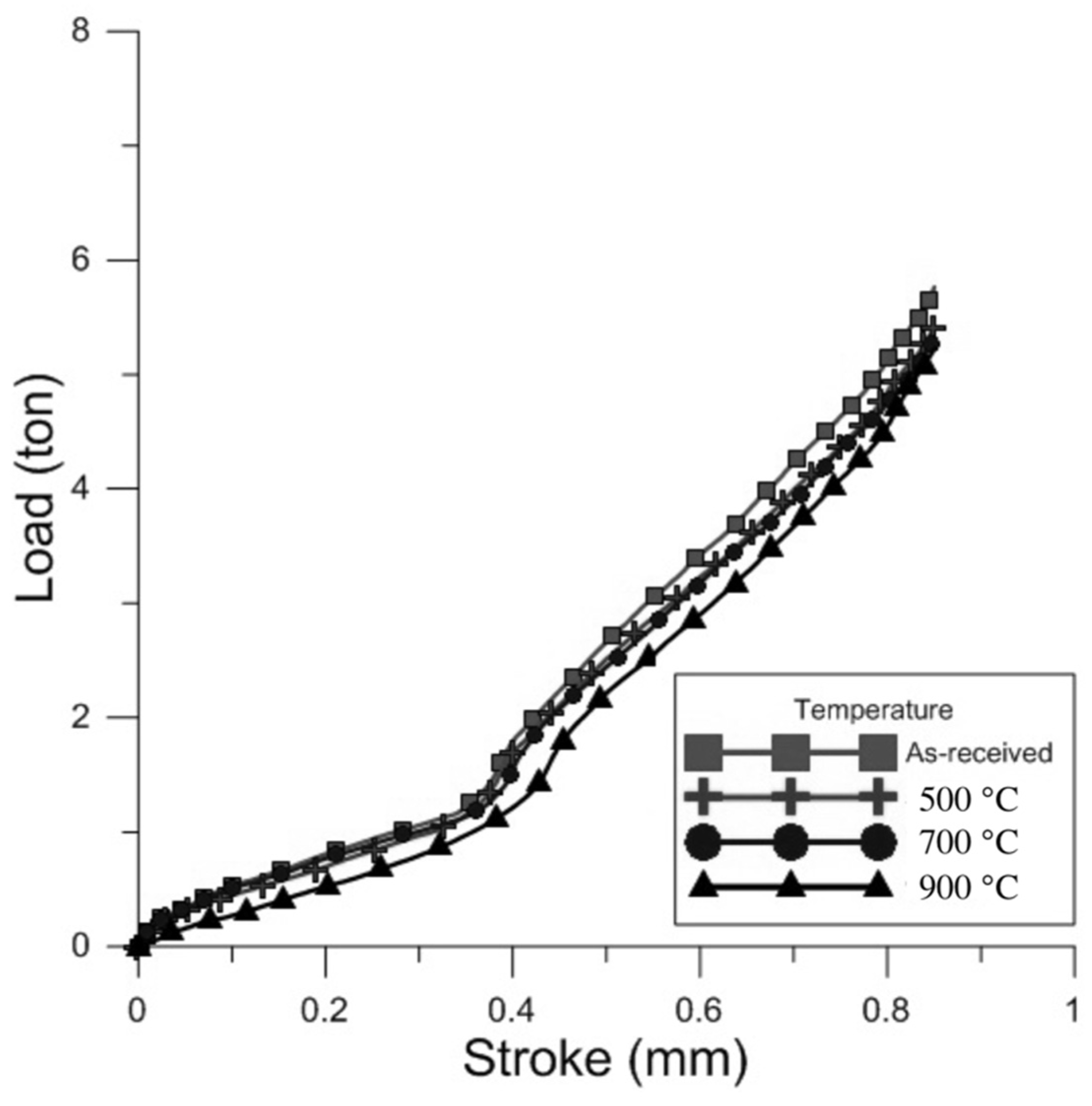
3.4. Grain Size Effect on Gear Filling Rate and Extrusion Force
3.5. Hardness Distribution and Revolution
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Han, J.; Zhu, Y.; Xia, L.; Yuan, B.; Wu, L. Influences of control error and setting error on machining accuracy of internal gearing power honing. Int. J. Adv. Manuf. Technol. 2019, 100, 225–236. [Google Scholar] [CrossRef]
- Singh, A.; Kahraman, A.; Ligata, H. Internal gear strains and load sharing in planetary transmissions: Model and experiments. J. Mech. Des. 2008, 130, 072602. [Google Scholar] [CrossRef]
- Gupta, K.; Jain, N.K. Comparative study of wire-EDM and hobbing for manufacturing high-quality miniature gears. Mater. Manuf. Process. 2014, 29, 1470–1476. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Jain, N.K. Capabilities evaluation of WSEM, milling and hobbing for meso-gear manufacturing. Mater. Manuf. Process. 2018, 33, 1539–1548. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, Y.; Lyu, Y.; He, G. Development of a form milling method for line gear: Principle, CNC machine, cutter, and testing. Int. J. Adv. Manuf. Technol. 2020, 107, 1399–1409. [Google Scholar] [CrossRef]
- Ku, T.-W. A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries. Metals 2018, 8, 953. [Google Scholar] [CrossRef] [Green Version]
- Fu, M.; Chan, W. A review on the state-of-the-art microforming technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 2411–2437. [Google Scholar] [CrossRef]
- Eichenhueller, B.; Egerer, E.; Engel, U. Microforming at elevated temperature-forming and material behaviour. Int. J. Adv. Manuf. Technol. 2007, 33, 119–124. [Google Scholar] [CrossRef]
- Chen, C.-C.; Jiang, C.-P. Grain size effect in the micro-V-bending process of thin metal sheets. Mater. Manuf. Process. 2011, 26, 78–83. [Google Scholar] [CrossRef]
- Chen, C.-C. Grain-size effect on the forging formability of mini gears. Int. J. Adv. Manuf. Technol. 2015, 79, 863–871. [Google Scholar] [CrossRef]
- Zheng, W.; Wang, G.; Lin, X.; Tang, B.; Huang, L.; Qing, W.; Sun, Y. The Experimental Investigation of Size Effect on Micro-cylinder Deformation in Coining Process. Mater. Manuf. Process. 2014, 29, 687–690. [Google Scholar] [CrossRef]
- Nanda, T.; Kumar, B.R.; Sharma, S.; Singh, V.; Pandey, O. Effect of thermal cycling process parameters on recrystallization kinetics for processing of fine-grained pure copper. Mater. Manuf. Process. 2017, 32, 34–43. [Google Scholar] [CrossRef]
- Yang, M.; Shimizu, T. High-density energy-assisted microforming for fabrication of metallic devices. Mater. Manuf. Process. 2015, 30, 1229–1234. [Google Scholar] [CrossRef]
- Chang, X.; Xu, K.; Xie, D.; Luo, S.; Shu, X.; Ding, H.; Zheng, K.; Li, B. Microforging technique for fabrication of spherical lens array mold. Int. J. Adv. Manuf. Technol. 2018, 96, 3843–3850. [Google Scholar] [CrossRef]
- Nanthakumar, S.; Rajenthirakumar, D.; Avinashkumar, S. Influence of temperature on deformation behavior of copper during microextrusion process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 1797–1808. [Google Scholar] [CrossRef]
- Jafarzadeh, H.; Faraji, G.; Dizaji, A. Analysis of lateral extrusion of gear-like form parts. J. Mech. Sci. Technol. 2012, 26, 3243–3252. [Google Scholar] [CrossRef]
- Matsumoto, R.; Tanaka, S.; Utsunomiya, H. Enhancement of plastic flow in lateral direction by torsional oscillation in upsetting and lateral extrusion. J. Mater. Process. Technol. 2022, 299, 117369. [Google Scholar] [CrossRef]
- Freitas, B.J.M.; Otani, L.B.; Kiminami, C.S.; Botta, W.J.; Bolfarini, C. Effect of iron on the microstructure and mechanical properties of the spray-formed and rotary-swaged 319 aluminum alloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3879–3894. [Google Scholar] [CrossRef]
- Zheng, J.-Y.; Shi, S.; Fu, M. Progressive microforming of pin-shaped plunger parts and the grain size effect on its forming quality. Mater. Des. 2020, 187, 108386. [Google Scholar] [CrossRef]
- Chen, C.-C. Experimental study on formability of phosphor bronze thin sheet in micro bead forming process. Int. J. Adv. Manuf. Technol. 2016, 84, 1897–1905. [Google Scholar] [CrossRef]
- Zhuang, W.; Hua, L.; Han, X.; Dong, L. Distribution of microstructure and vickers hardness in spur bevel gear formed by cold rotary forging. Adv. Mech. Eng. 2014, 6, 809276. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Number of teeth (N) | 36 |
| Module (m) | 0.15 |
| Pressure angle (α) | 20° |
| Pitch diameter (Dp) | 5.4 mm |
| Tip diameter (Dt) | 5.7 mm |
| Root diameter (Dr) | 5.025 mm |
| Number of teeth (N) | 36 |
| AT | di (μm) | E (GPa) | TS (MPa) | δ (%) | K (MPa) | n | Hv | Fs (ton) | FR (%) |
|---|---|---|---|---|---|---|---|---|---|
| As-received | 22.3 | 116.14 | 258.2 | 47.3 | 693 | 0.569 | 108 ± 2.7 | 5.8 ± 0.14 | 98.1 |
| 500 °C | 25.5 | 110.14 | 235.5 | 57.8 | 634 | 0.551 | 96 ± 4.1 | 5.5 ± 0.22 | 99.2 |
| 700 °C | 30.5 | 106.4 | 217.8 | 54.2 | 605 | 0.543 | 88 ± 5.7 | 5.3 ± 0.11 | 98.8 |
| 900 °C | 95.5 | 98.65 | 147.5 | 15.1 | 505 | 0.517 | 71.9 ± 3.5 | 5.2 ± 0.35 | 94.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, C.-P.; Chen, P.-S.; Erisov, Y.; Chen, C.-C. Microforming a Miniature Cup-Shaped Internal Gear Using a Cold Lateral Extrusion Process. Metals 2022, 12, 826. https://doi.org/10.3390/met12050826
Jiang C-P, Chen P-S, Erisov Y, Chen C-C. Microforming a Miniature Cup-Shaped Internal Gear Using a Cold Lateral Extrusion Process. Metals. 2022; 12(5):826. https://doi.org/10.3390/met12050826
Chicago/Turabian StyleJiang, Cho-Pei, Po-Shen Chen, Yaroslav Erisov, and Chang-Cheng Chen. 2022. "Microforming a Miniature Cup-Shaped Internal Gear Using a Cold Lateral Extrusion Process" Metals 12, no. 5: 826. https://doi.org/10.3390/met12050826