
Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure Analysis
3.2. Hardness Measurement
4. Discussion
5. Conclusions
- –
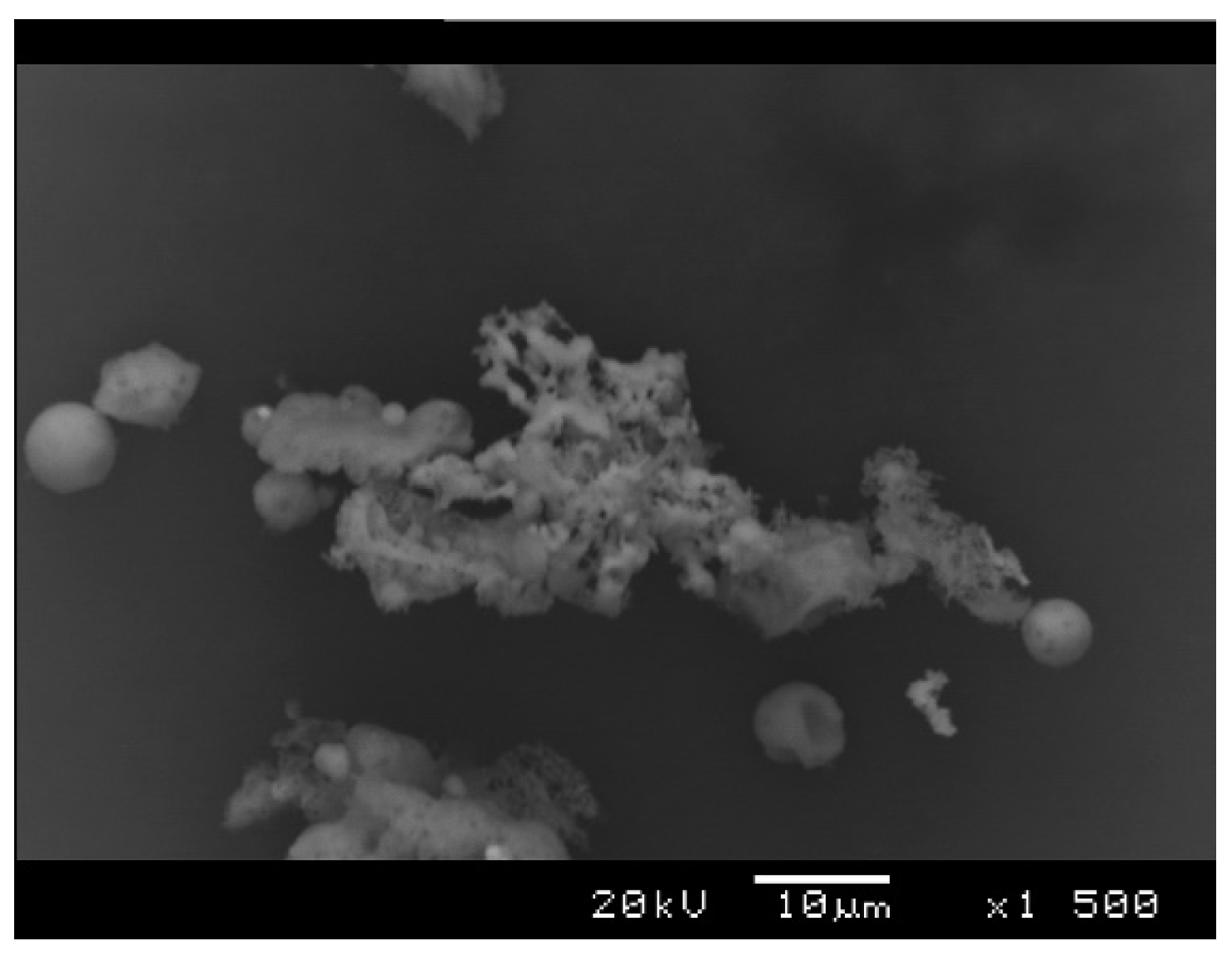
- It is possible to produce composite with A356 aluminum alloy matrix with FA reinforcement by the compo casting method.
- –
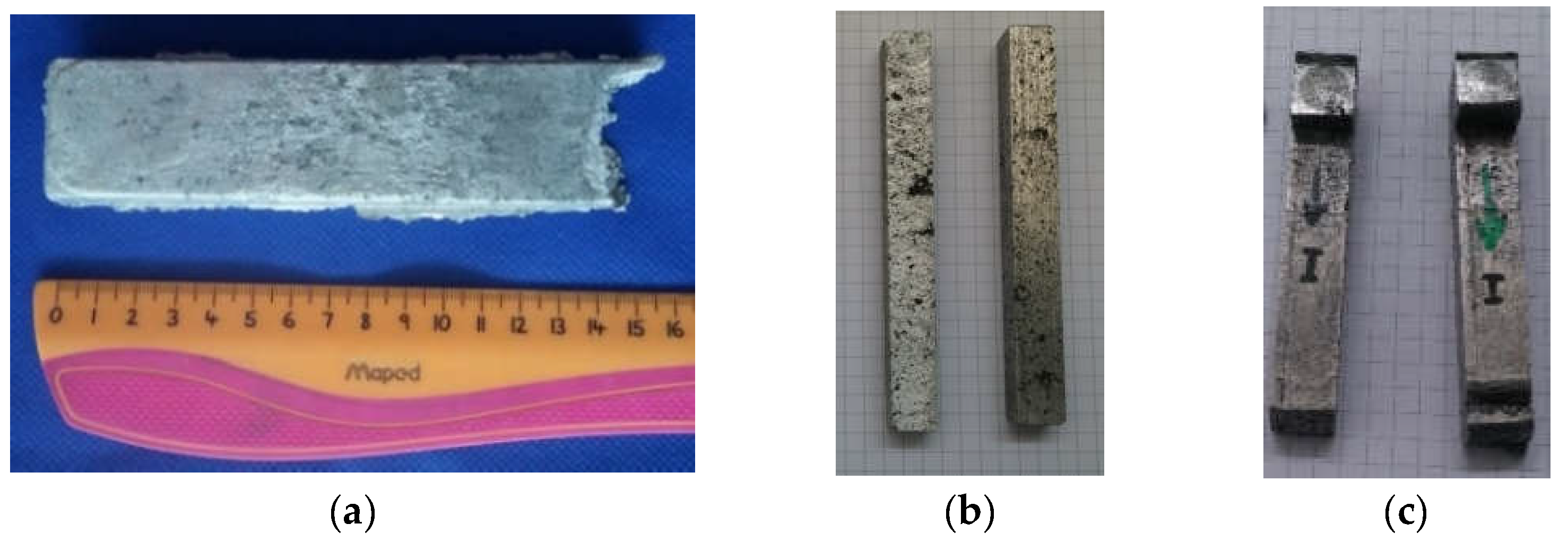
- Composite A356 + 6%FA can be machined by ECAP in a square tool and in several passes.
- –
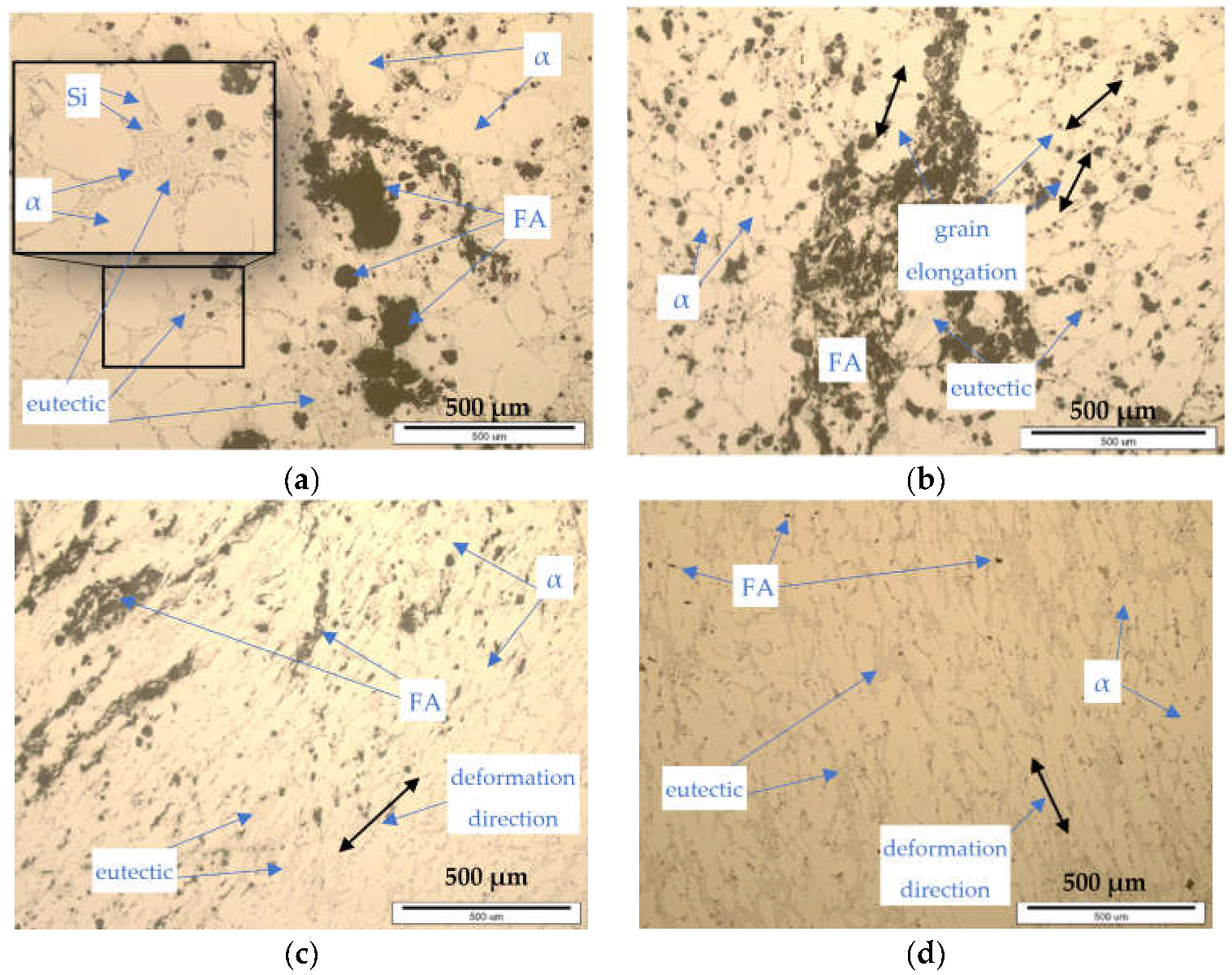
- After each pass of ECAP, the microstructure of the composite is improved and FA is additionally incorporated into the matrix.
- –
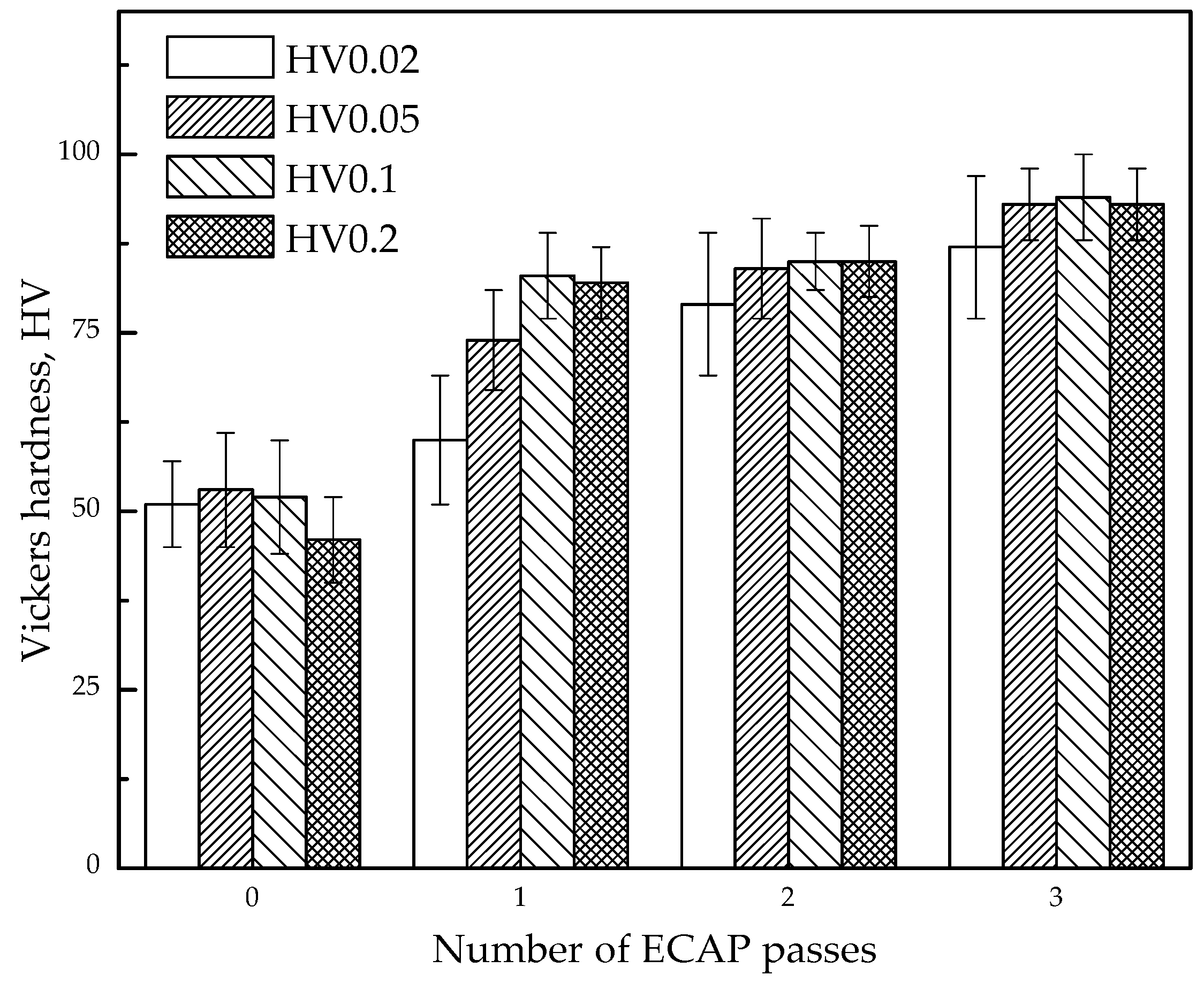
- ECAP influences the hardness of the material intensively: after each ECAP pass, Vickers hardness is increased.
- –
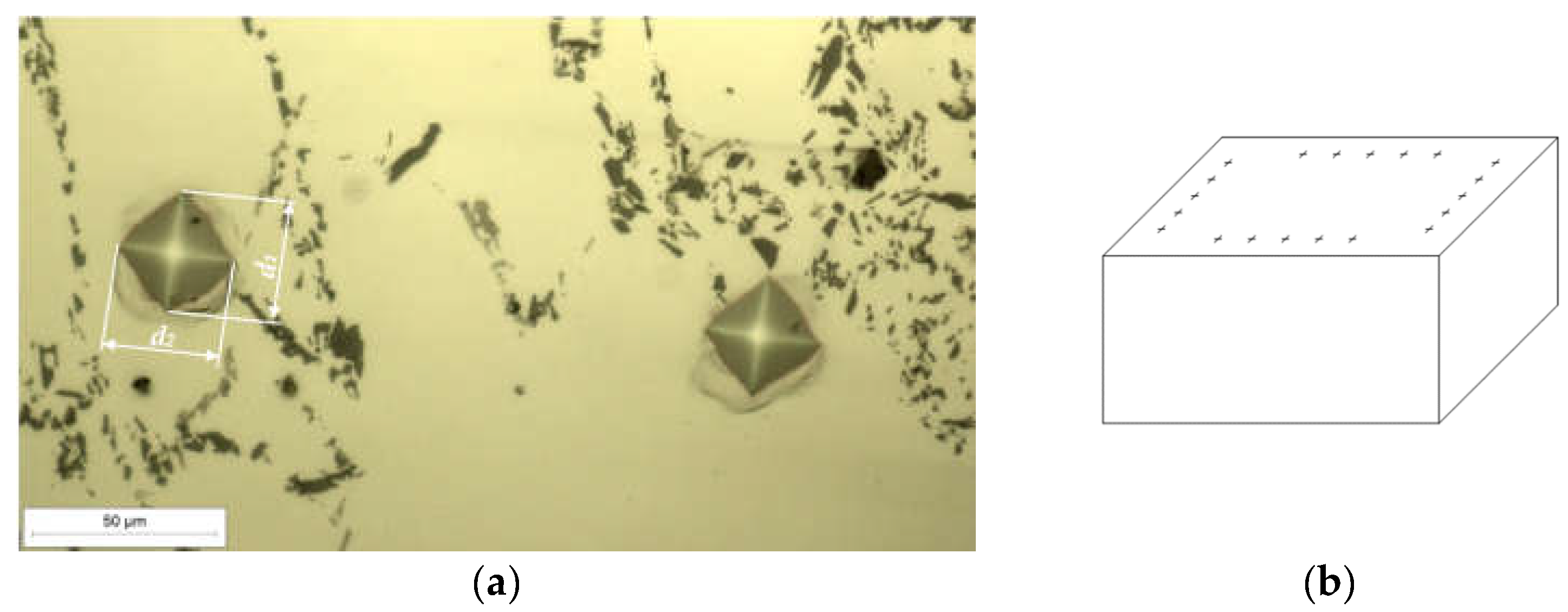
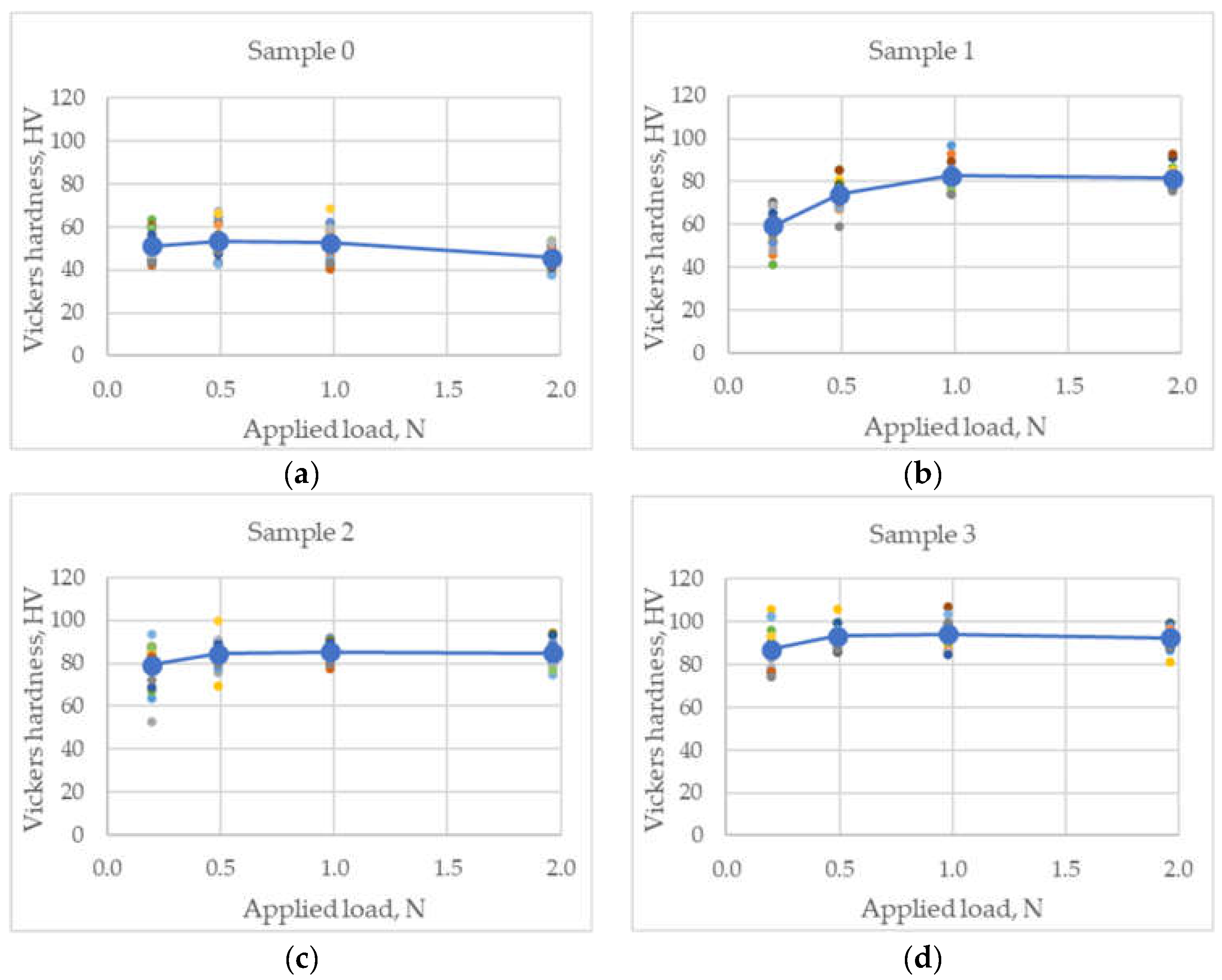
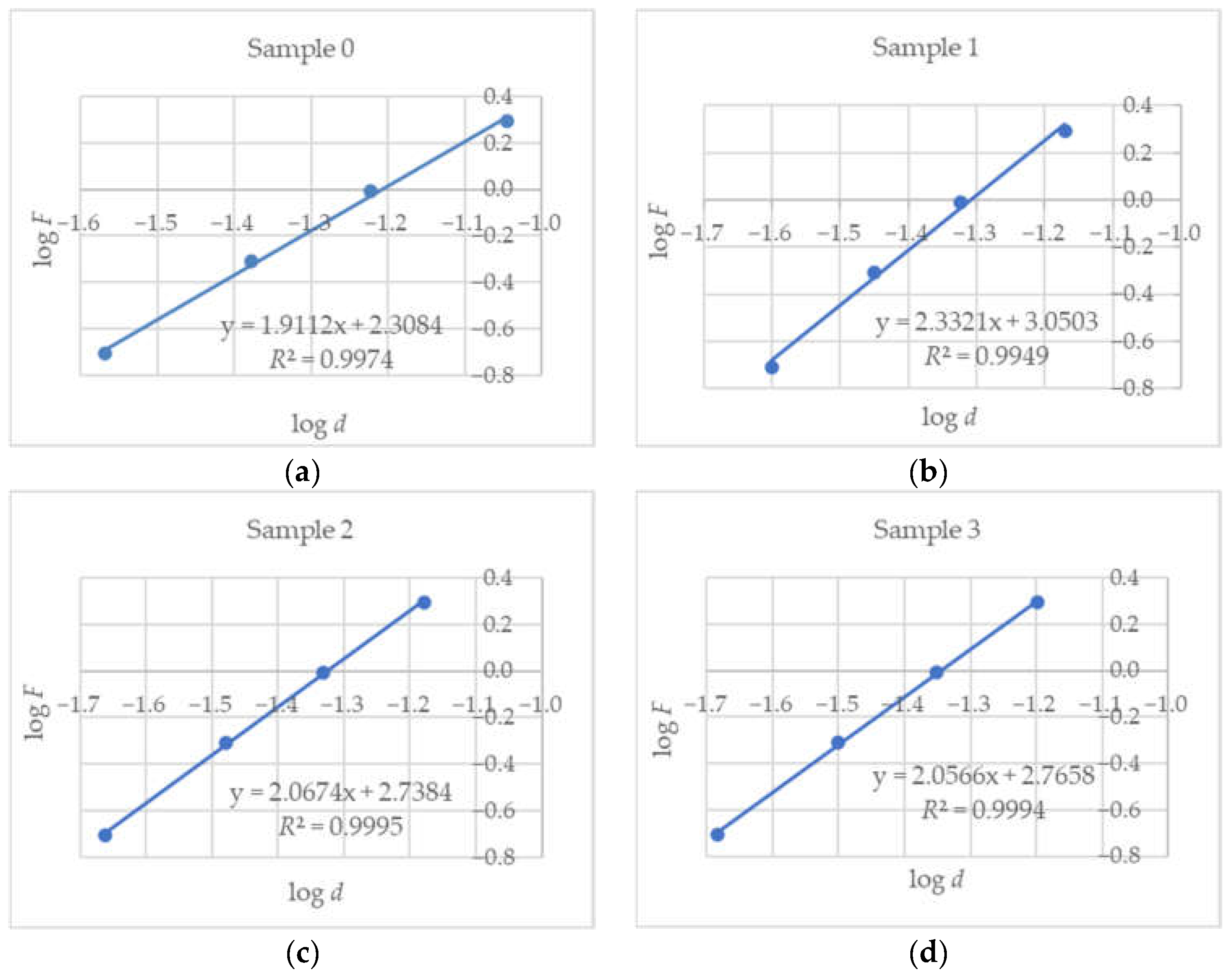
- Applied load in the Vickers hardness test has an influence on the results, which can be well described by the mathematical model named Meyer’s law.
- –
- Dissipation of the hardness value for pressed samples generally decreases with increasing indentation load.
- –
- According to Meyer’s law and the acquired measurement results, the cast composite shows normal ISE, while samples machined with ECAP show reverse ISE-RISE.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pan, S.; Jin, K.; Wang, T.; Zhang, Z.; Zheng, L.; Umehara, N. Metal matrix nanocomposites in tribology: Manufacturing, performance, and mechanisms. Friction 2022, 10, 1–39. [Google Scholar] [CrossRef]
- Pan, S.; Wang, T.; Jin, K.; Cai, X. Understanding and designing metal matrix nanocomposites with high electrical conductivity: A review. J. Mater. Sci. 2022, 57, 6487–6523. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting—Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Pinca-Bretotean, C. A systematic overview on fabrication aspects and methods of aluminum metal matrix composites. Mater. Today Proc. 2021, 45, 4133–4138. [Google Scholar] [CrossRef]
- Ružić, J.; Simić, M.; Stoimenov, N.; Božić, D.; Stašić, J. Innovative processing routes in manufacturing of metal matrix composite materials. Metall. Mater. Eng. 2021, 27, 1–13. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Sharma, S.; Mishra, R.K. A356 Aluminum Alloy and applications—A Review. IJAMMC 2014, 4, 81–86. [Google Scholar] [CrossRef]
- Dwivedi, A.; Jain, M.K. Fly Ash—Waste management and overview: A Review. Recent Res. Sci. Technol. 2014, 6, 30–35. [Google Scholar]
- Kurda, R.; Silvestre, J.D.; de Brito, J. Toxicity and environmental and economic performance of fly ash and recycled concrete aggregates use in concrete: A review. Helyion 2018, 4, e00611. [Google Scholar] [CrossRef]
- Energy Education—Fly Ash. Available online: https://energyeducation.ca/encyclopedia/Fly_ash (accessed on 29 October 2019).
- Razzaq, A.M.; Majid, D.L.; Basheer, U.M.; Aljibori, H.S.S. Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals 2021, 11, 1212. [Google Scholar] [CrossRef]
- Roomey, R.K.; Haque, E.; Akhter, S. Development and analysis of fly ash reinforced aluminum alloy matrix composites. AJER 2017, 6, 334–339. [Google Scholar]
- Razzaq, A.M.; Majid, D.L.; Manan, N.H.; Ishak, M.R.; Basheer, U.M. Effect of Fly Ash Content and Applied Load on Wear Behaviour of AA6063 Aluminium Alloy. Mater. Sci. Eng. 2018, 429, 012038. [Google Scholar] [CrossRef]
- Maksimović, V.; Devečerski, A.; Došen, A.; Bobić, I.; Erić, M.; Volkov-Husović, T. Comparative Study on Cavitation Erosion Resistance of A356 Alloy and A356FA5 Composite. Trans. Indian Inst. Met. 2017, 70, 97–105. [Google Scholar] [CrossRef]
- Muslić, M.; Maksimović, V.; Bobić, I. Casting an Al alloy 2024+4 % fly ash composite suitable for processing by plastic deformation. In Proceedings of the 17th International Foundrymen Conference—Hi-Tech Casting Solution and Knowledge Based Engineering, Opatija, Croatia, 16–18 May 2018. [Google Scholar]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Synthesis and characterization of Al6061-fly Ashp-SiCp composites by stir casting and compocasting methods. Energy Procedia 2013, 34, 637–646. [Google Scholar] [CrossRef] [Green Version]
- Segal, V. Equal-Channel Angular Extrusion (ECAE): From a Laboratory Curiosity to an Industrial Technology. Metals 2020, 10, 244. [Google Scholar] [CrossRef] [Green Version]
- Skrotzki, W. Deformation heterogeneities in equal channel angular pressing. Mater. Trans. 2019, 60, 1331–1343. [Google Scholar] [CrossRef] [Green Version]
- Muslić, M.; Rede, V.; Maksimović, V. Solid particle erosion resistance of Al alloy and Al alloy-fly ash composite subjected to equal-channel angular pressing. Metall. Mater. Eng. 2021, 27, 15–26. [Google Scholar] [CrossRef]
- Bhandakkar, A.; Singh, K.; Limay, P.K.; Sastry, S.M.L. Wear behaviour of equal chanel angular pressed aluminium AA2024 flay ash metal matrix composites. IJTRD 2016, 3, 688–695. [Google Scholar]
- Sekhar, A.P.; Nandy, S.; Ray, K.K.; Debdulal, D. Hardness—Yield strength relation of Al-Mg-Si alloys. Mater. Sci. Eng. 2018, 338, 012011. [Google Scholar] [CrossRef]
- Matyunin, V.M.; Abusaif, N.; Marchenkov, A.Y. Analysis of the indentation size effect on the hardness measurements of materials. J. Phys. Conf. Ser. 2019, 1399, 044016. [Google Scholar] [CrossRef] [Green Version]
- Petrík, J.; Blaško, P.; Mihaliková, M.; Vasilňáková, A.; Mikloš, V. The relationship between the deformation and the indentation size effect (ISE). Metall. Res. Technol. 2019, 116, 622. [Google Scholar] [CrossRef]
- Renjo, M.M.; Rede, V.; Ćurković, L. Reverse indentation size effect of a duplex steel. Met. Mater. 2014, 52, 299–304. [Google Scholar] [CrossRef] [Green Version]
- Ćurković, L.; Lalić, M.; Šolić, S. Analysis of the indentation size effect on the hardness of alumina ceramics using different models. Met. Mater. 2009, 47, 89–93. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Bidulská, J.; Guzanová, A.; Sinaiová, I. The automatic testers in microhardness measurement and ISE effect. Acta Metall. Slovaca 2016, 22, 195–205. [Google Scholar] [CrossRef] [Green Version]
- Csehová, E.; Andrejovská, J.; Limpichaipanit, A.; Dusza, J.; Todd, R. Hardness and indentation load-size effect in Al2O3-SiC nanocomposites. Met. Mater. 2011, 49, 119–124. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | n | Log K | K (N mm−n) | R2 |
|---|---|---|---|---|
| 0 | 1.9112 | 2.3084 | 203 | 0.9974 |
| 1 | 2.3321 | 3.0503 | 1123 | 0.9949 |
| 2 | 2.0674 | 2.7384 | 584 | 0.9995 |
| 3 | 2.0566 | 2.7658 | 583 | 0.9994 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muslić, M.; Orešković, L.; Rede, V.; Maksimović, V. Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP. Metals 2022, 12, 821. https://doi.org/10.3390/met12050821
Muslić M, Orešković L, Rede V, Maksimović V. Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP. Metals. 2022; 12(5):821. https://doi.org/10.3390/met12050821
Chicago/Turabian StyleMuslić, Merima, Luka Orešković, Vera Rede, and Vesna Maksimović. 2022. "Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP" Metals 12, no. 5: 821. https://doi.org/10.3390/met12050821