
Effect of Prior Cold Reduction of C–Si–Mn Hot-Rolled Sheet on Microstructures and Mechanical Properties after Quenching and Partitioning Treatment

Abstract
:1. Introduction
2. Experimental Procedure
3. Results
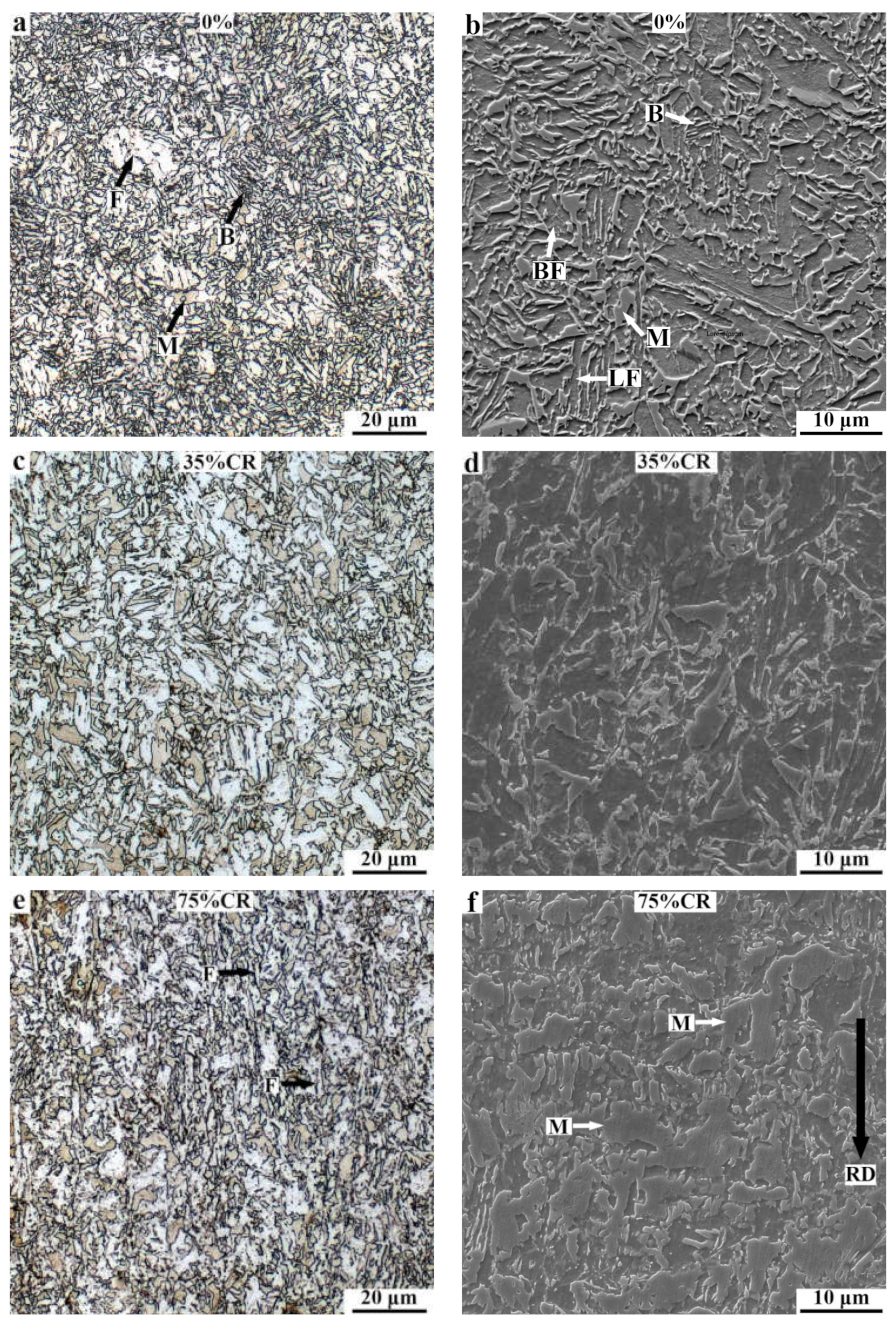
3.1. Initial Microstructures of 0.2C–1.7Si–1.9Mn wt% Steel
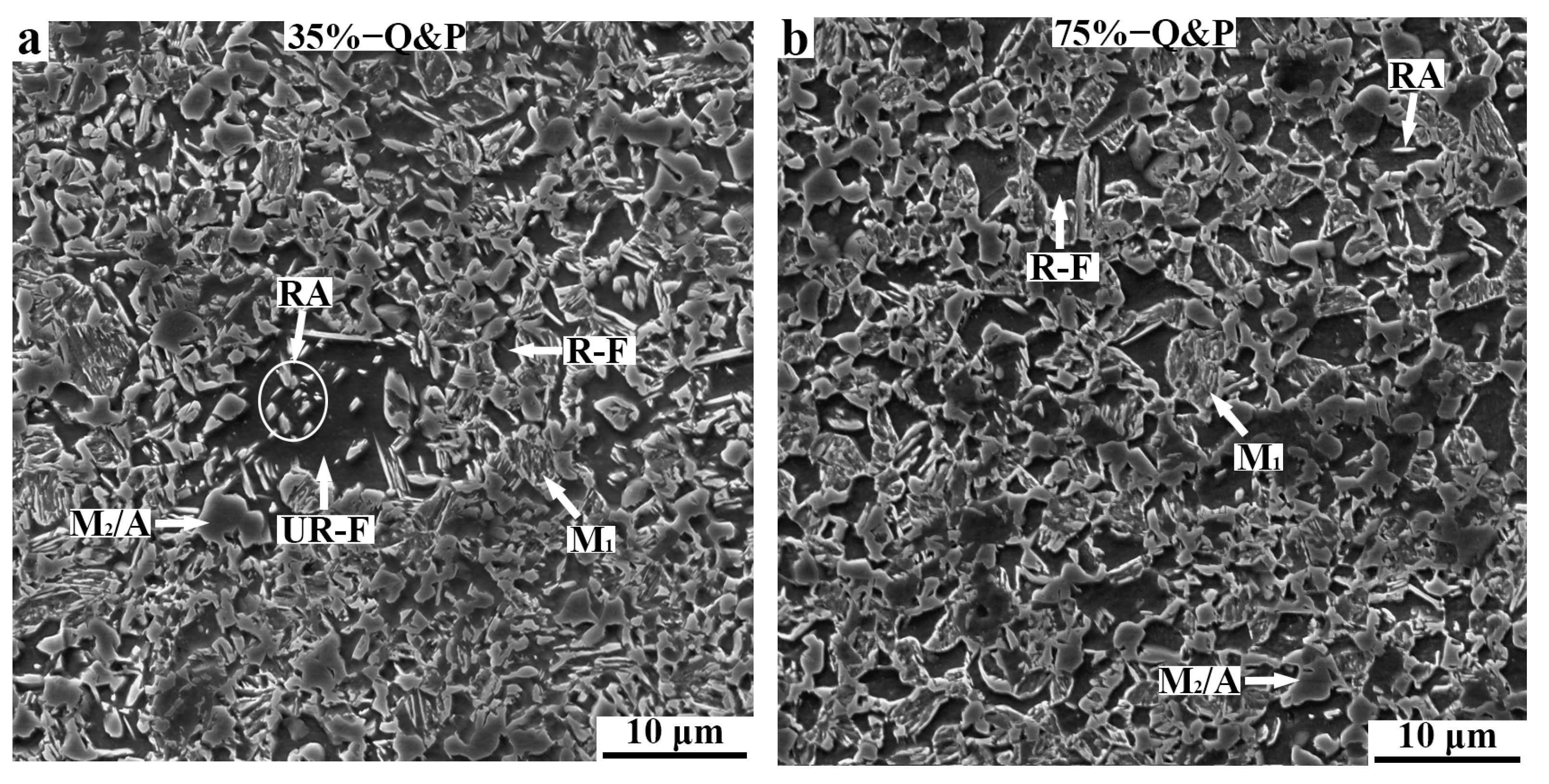
3.2. Microstructures of Q&P Samples
3.3. Mechanical Properties
4. Discussion
4.1. Effect of Prior Cold Reduction on Microstructures of Q&P Samples
4.2. The Relationship between Microstructure and Mechanical Properties of Q&P Steel
5. Conclusions
- Compared with the 75%—Q&P sample, the 35%—Q&P steel had finer recrystallized ferrite grains and smaller average grain size of retained austenite, as well as a more uneven size distribution.
- The 35%—Q&P sample had better total elongation (19.18% vs. 18.11%) and higher PSE (24.37 GPa·% vs. 21.09 GPa·%) than the 75%—Q&P sample.
- The higher PSE of the 35%—Q&P sample may be related to the higher content and uneven size distribution of retained austenite, which can strengthen the TRIP effect and improve its uniform elongation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matlock, D.K.; Speer, J.G. Third Generation of AHSS: Microstructure Design Concepts. In Proceedings of the International Conference on Micrstructure and Texture in Steels and Other Materials, Jamshedpur, India, 5–7 February 2008; Haldar, A., Suwas, S., Bhattacharjee, D., Eds.; Springer: Jamshedpur, India, 2008; pp. 185–205. [Google Scholar]
- Speer, J.G.; Matlock, D.K.; Cooman, B.C.D. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Matlock, D.K.; Cooman, B.C.D. Comments on “On the definitions of paraequilibrium and orthoequilibrium”. Scr. Mater. 2004, 50, 697–699. [Google Scholar]
- Tan, X.D.; Xu, Y.B.; Ponge, D.; Yang, X.L.; Hu, Z.P.; Peng, F.; Ju, X.W.; Wu, D.; Raabe, D. Effect of intercritical deformation on microstructure and mechanical properties of a low-silicon aluminum-added hot-rolled directly quenched and partitioned steel. Mater. Sci. Eng. A 2016, 656, 200–215. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Cheng, G.J.; Yen, H.W.; Huang, M.X. Optimum properties of quenching and partitioning steels achieved by balancing fraction and stability of retained austenite. Scr. Mater. 2018, 150, 1–6. [Google Scholar] [CrossRef]
- Finfrock, C.B.; Clarke, A.J.; Thomas, G.A.; Clarke, K.D. Austenite stability and strain hardening in C–Mn–Si quenching and partitioning steels. Metall. Mater. Trans. A 2020, 51, 2025–2034. [Google Scholar] [CrossRef]
- Ueji, R.; Tsuji, N.; Minamino, Y.; Koizumi, Y. Effect of rolling reduction on ultrafine grained structure and mechanical properties of low-carbon steel thermomechanically processed from martensite starting structure. Sci. Technol. Adv. Mater. 2004, 5, 153–162. [Google Scholar] [CrossRef] [Green Version]
- Mazaheri, Y.; Kermanpur, A.; Najafizadeh, A.; Kalashami, A.G. Kinetics of ferrite recrystallization and austenite formation during intercritical annealing of the cold-rolled ferrite/martensite duplex structures. Metall. Mater. Trans. A 2016, 47, 1040–1051. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.S.; Lu, X.H. Effect of prior cold deformation on the stability of retained austenite in GCr15 bearing steel. Acta Metall. Sin. 2019, 32, 107–115. [Google Scholar] [CrossRef] [Green Version]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Mandal, G.; Ghosh, S.K.; Bera, S.; Mukherjee, S. Effect of partial and full austenitisation on microstructure and mechanical properties of quenching and partitioning steel. Mater. Sci. Eng. A 2016, 676, 56–64. [Google Scholar] [CrossRef]
- Kang, T.; Zhao, Z.; Liang, J.; Guo, J.; Zhao, Y. Effect of the austenitizing temperature on the microstructure evolution and mechanical properties of Q&P steel. Mater. Sci. Eng. A 2020, 771, 1–8. [Google Scholar]
- Su, Y.Y.; Chiu, L.H.; Chuang, T.L.; Huang, C.L.; Wu, C.Y.; Liao, K.C. Retained austenite amount determination comparison in JIS SKD11 steel using quantitative metallography and X-ray diffraction methods. Adv. Mater. Res. 2018, 482, 1165–1168. [Google Scholar] [CrossRef]
- De Knijf, D.; Petrov, R.; Föjer, C.; Kestens, L.A. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater. Sci. Eng. A 2014, 615, 107–115. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Zhao, L.; Sietsma, J. Microstructural evolution of a low-carbon steel during application of quenching and partitioning heat treatments after partial austenitization. Metall. Mater. Trans. A 2009, 40, 46–57. [Google Scholar] [CrossRef] [Green Version]
- Santofimia, M.J.; Petrov, R.H.; Zhao, L.; Sietsma, J. Microstructural analysis of martensite constituents in quenching and partitioning steels. Mater. Charact. 2014, 92, 91–95. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Kamikawa, N.; Petrov, R.H.; Furuhara, T.; Santofimia, M.J. Analysis of the mechanical behavior of a 0.3 C–1.6 Si–3.5 Mn (wt%) quenching and partitioning steel. Mater. Sci. Eng. A 2016, 677, 505–514. [Google Scholar] [CrossRef]
- Abbaschian, R.; Abbaschian, L.; Reed-Hill, R.E. Physical Metallurgy Principles, 4th ed.; Cengage Learning: Stamford, CT, USA, 2009; pp. 149–151. [Google Scholar]
- Saeglitz, M.; Krauss, G. Deformation, fracture, and mechanical properties of low-temperature-tempered martensite in SAE 43xx steels. Metall. Mater. Trans. A 1997, 28, 377–387. [Google Scholar] [CrossRef]
- Yang, D.; Brown, E.; Matlock, D.; Krauss, G. Ferrite recrystallization and austenite formation in cold-rolled intercritically annealed steel. Metall. Trans. A 1985, 16, 1385–1391. [Google Scholar] [CrossRef]
- Huang, J.; Poole, W.J.; Militzer, M. Austenite formation during intercritical annealing. Metall. Mater. Trans. A 2004, 35, 3363–3375. [Google Scholar] [CrossRef]
- Barbier, D.; Germain, L.; Hazotte, A.; Gouné, M.; Chbihi, A. Microstructures resulting from the interaction between ferrite recrystallization and austenite formation in dual-phase steels. J. Mater. Sci. 2015, 50, 374–381. [Google Scholar] [CrossRef]
- Speich, G.R.; Demarest, V.A.; Miller, R.L. Formation of austenite during intercritical annealing of dual-phase steels. Metall. Mater. Trans. A 1981, 12, 1419–1428. [Google Scholar] [CrossRef]
- Ding, R.; Tang, D.; Zhao, A.; Guo, H.; He, J.; Zhi, C. Effect of ultragrain refinement on quenching and partitioning steels manufactured by a novel method. Mater. Des. 2015, 87, 640–649. [Google Scholar] [CrossRef]
- Peranio, N.; Li, Y.J.; Roters, F.; Raabe, D. Microstructure and texture evolution in dual-phase steels: Competition between recovery, recrystallization, and phase transformation. Mater. Sci. Eng. A 2010, 527, 4161–4168. [Google Scholar] [CrossRef]
- Bhandarkar, D.; Zackay, V.F.; Parker, E.R. Stability and mechanical properties of some metastable austenitic steels. Metall. Trans. 1972, 3, 2619–2631. [Google Scholar] [CrossRef] [Green Version]
- Yi, H.L.; Chen, P.; Bhadeshia, H. Optimizing the morphology and stability of retained austenite in a δ-TRIP steel. Metall. Mater. Trans. A 2014, 45, 3512–3518. [Google Scholar] [CrossRef]
- Zhou, Q.; Qian, L.; Tan, J.; Meng, J.; Zhang, F. Inconsistent effects of mechanical stability of retained austenite on ductility and toughness of transformation-induced plasticity steels. Mater. Sci. Eng. A 2013, 578, 370–376. [Google Scholar] [CrossRef]
- Xie, Z.J.; Ren, Y.Q.; Zhou, W.H.; Yang, J.R.; Shang, C.J.; Misra, R.D.K. Stability of retained austenite in multi-phase microstructure during austempering and its effect on the ductility of a low carbon steel. Mater. Sci. Eng. A 2014, 603, 69–75. [Google Scholar] [CrossRef]
- Xu, Y.; Tan, X.; Yang, X.; Hu, Z.; Peng, F.; Wu, D.; Wang, G. Microstructure evolution and mechanical properties of a hot-rolled directly quenched and partitioned steel containing proeutectoid ferrite. Mater. Sci. Eng. A 2014, 607, 460–475. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, M.X. Optimising the strength-ductility-toughness combination in ultra-high strength quenching and partitioning steels by tailoring martensite matrix and retained austenite. Inter. J. Plast. 2020, 134, 102851. [Google Scholar] [CrossRef]
- Rykavets, Z.M.; Bouquerel, J.; Vogt, J.B.; Duriagina, Z.A.; Kulyk, V.V.; Tepla, T.L.; Bohun, L.I.; Kovbasyuk, T.M. Investigation of the microstructure and properties of TRIP 800 steel subjected to low-cycle fatigues. Prog. Phys. Met. 2019, 20, 620–633. [Google Scholar] [CrossRef]
- Xu, D.; Wan, X.; Yu, J.; Xu, G.; Li, G. Effect of cold deformation on microstructures and mechanical properties of austenitic stainless steel. Metals 2018, 8, 522. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | YS/MPa | TS/MPa | EL/% | PSE/GPa·% |
|---|---|---|---|---|
| 35%—Q&P | 513 | 1194 | 19.18 | 24.37 |
| 75%—Q&P | 536 | 1164 | 18.11 | 21.09 |
| Sample | Uniform Plastic Deformation Zone | Necking Zone |
|---|---|---|
| 35%—Q&P | εT < 0.145 | 0.145 < εT < 0.159 |
| 75%—Q&P | εT < 0.137 | 0.137 < εT < 0.156 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Y.; Zhao, G.; Xu, D.; Bao, S. Effect of Prior Cold Reduction of C–Si–Mn Hot-Rolled Sheet on Microstructures and Mechanical Properties after Quenching and Partitioning Treatment. Metals 2022, 12, 799. https://doi.org/10.3390/met12050799
Cheng Y, Zhao G, Xu D, Bao S. Effect of Prior Cold Reduction of C–Si–Mn Hot-Rolled Sheet on Microstructures and Mechanical Properties after Quenching and Partitioning Treatment. Metals. 2022; 12(5):799. https://doi.org/10.3390/met12050799
Chicago/Turabian StyleCheng, Yuanyao, Gang Zhao, Deming Xu, and Siqian Bao. 2022. "Effect of Prior Cold Reduction of C–Si–Mn Hot-Rolled Sheet on Microstructures and Mechanical Properties after Quenching and Partitioning Treatment" Metals 12, no. 5: 799. https://doi.org/10.3390/met12050799