
Carbide Precipitation during Processing of Two Low-Alloyed Martensitic Tool Steels with 0.11 and 0.17 V/Mo Ratios Studied by Neutron Scattering, Electron Microscopy and Atom Probe

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hardness Measurements and Optical Microscopy
2.3. Electron Microscopy
2.4. Atom Probe Tomography
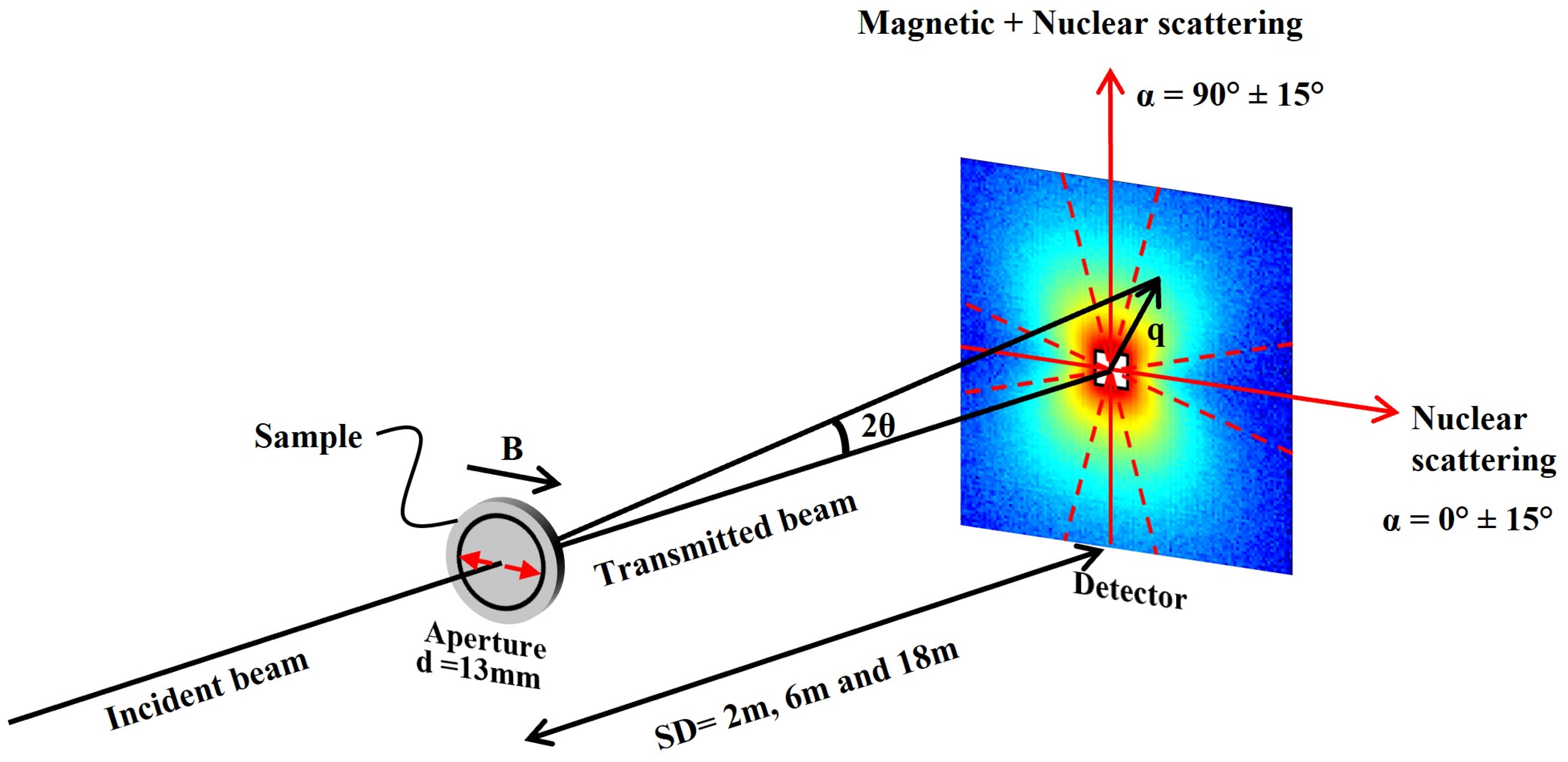
2.5. Small-Angle Neutron Scattering Experiment
2.5.1. SANS Theory and Data Analysis
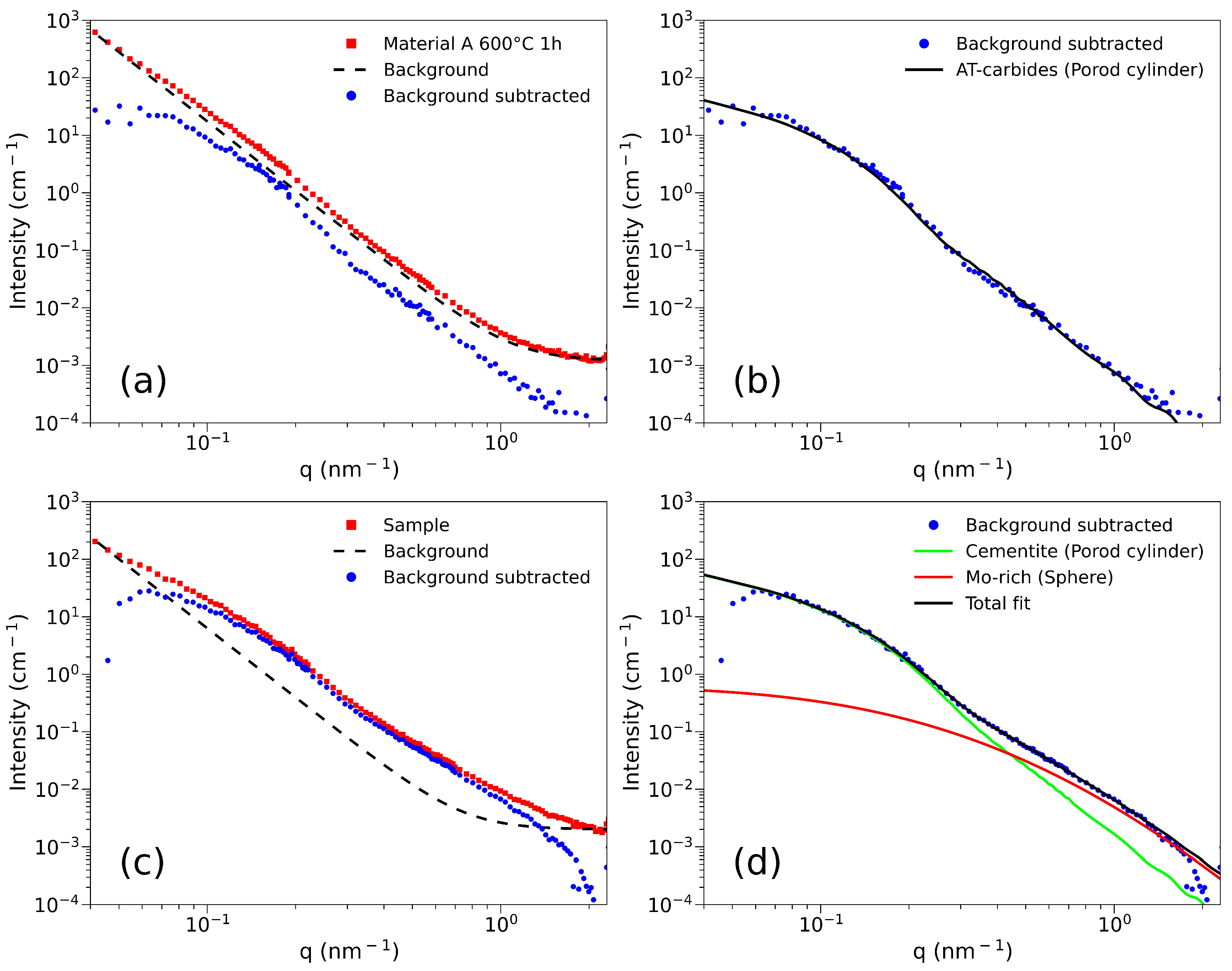
2.5.2. Modeling of SANS Data
3. Results and Discussion
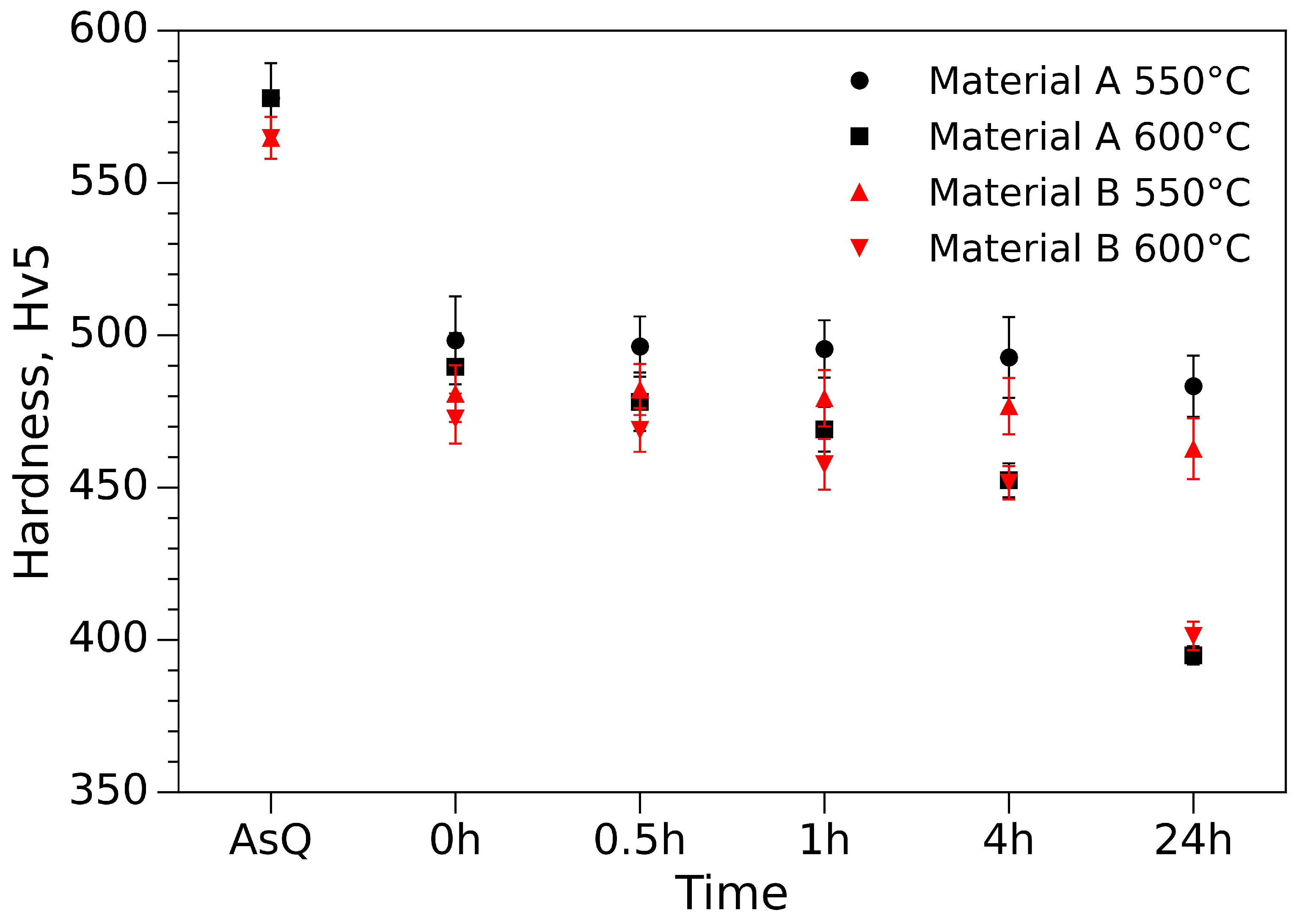
3.1. Hardness Measurements
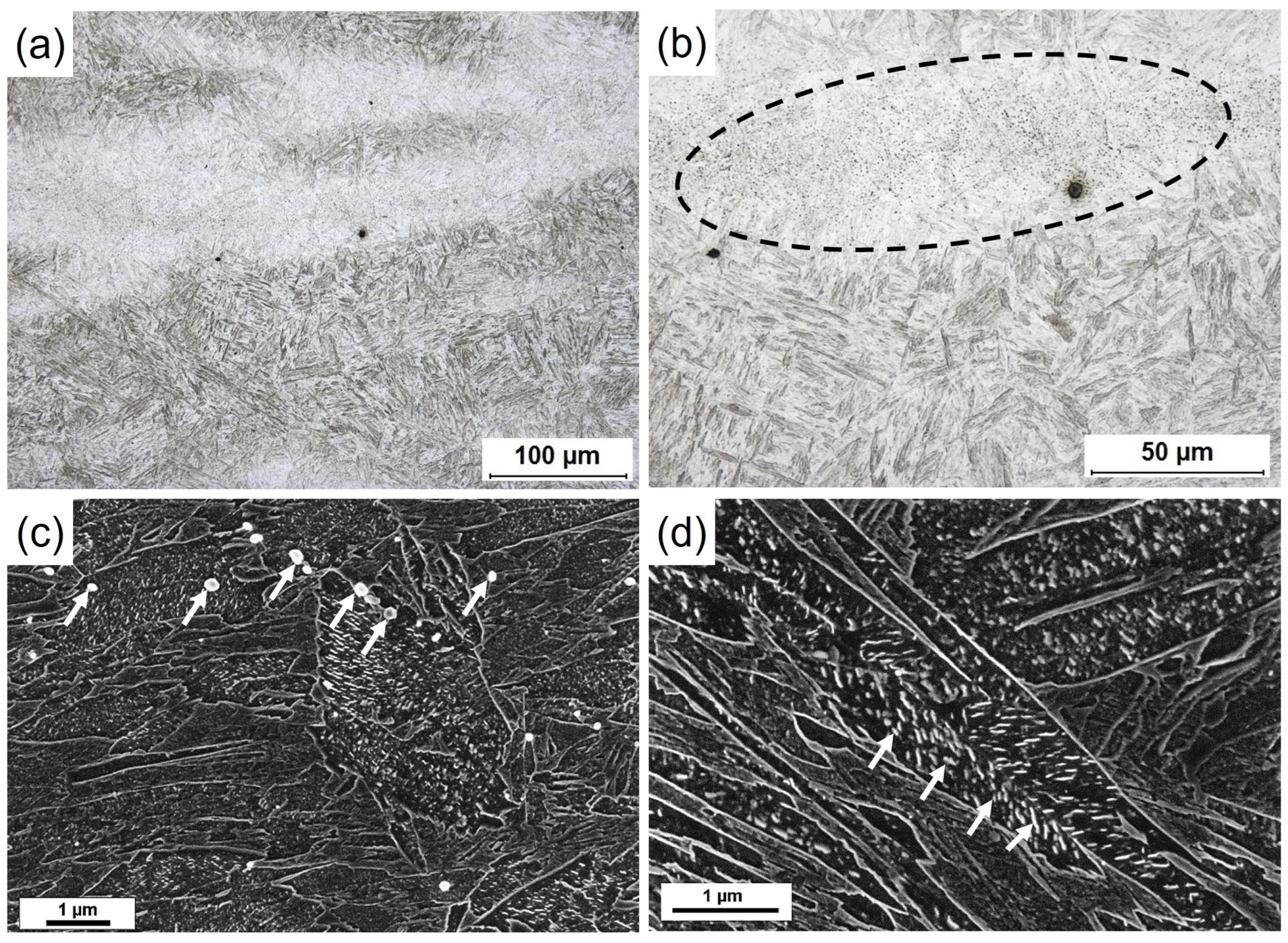
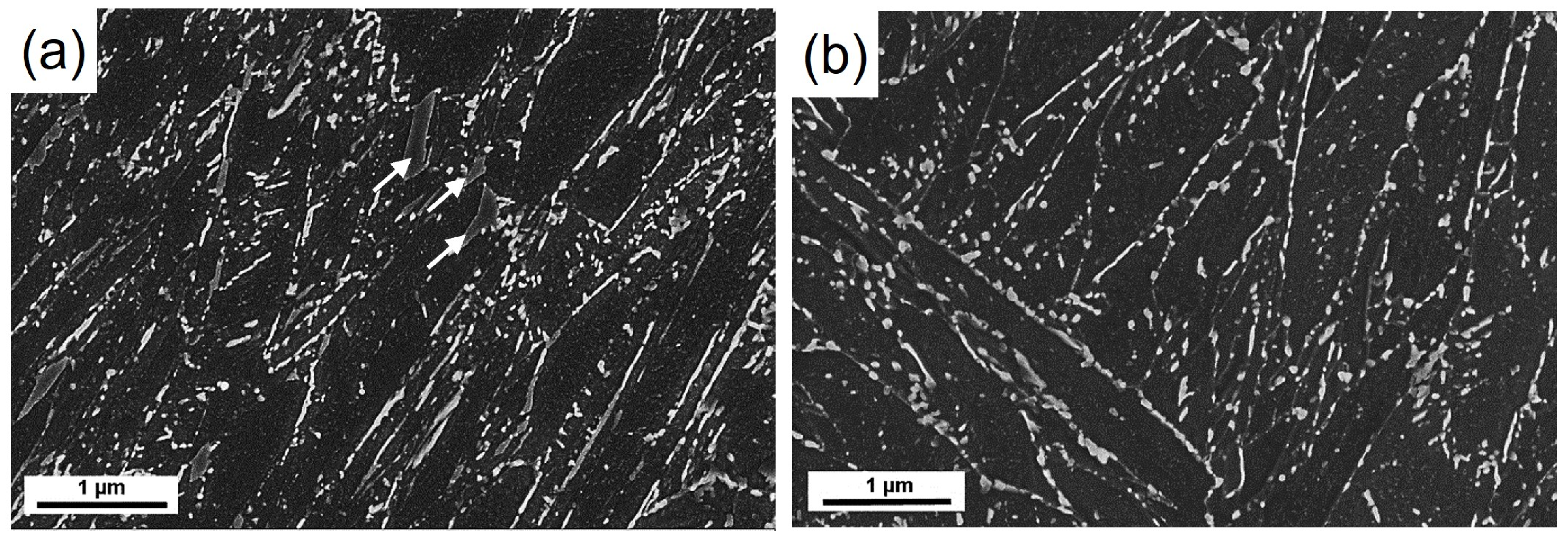
3.2. General Microstructure
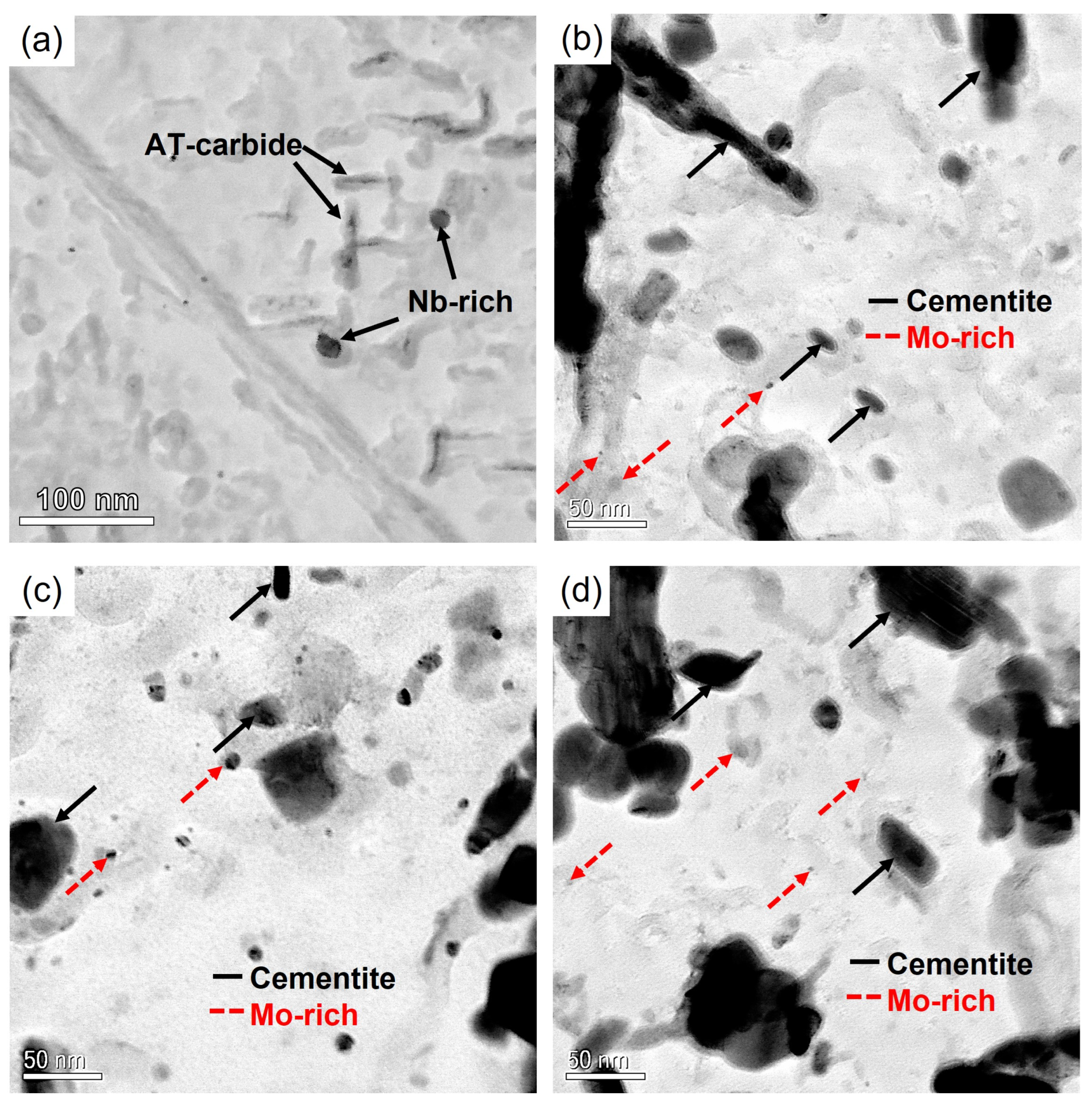
3.3. Carbide Analysis with STEM
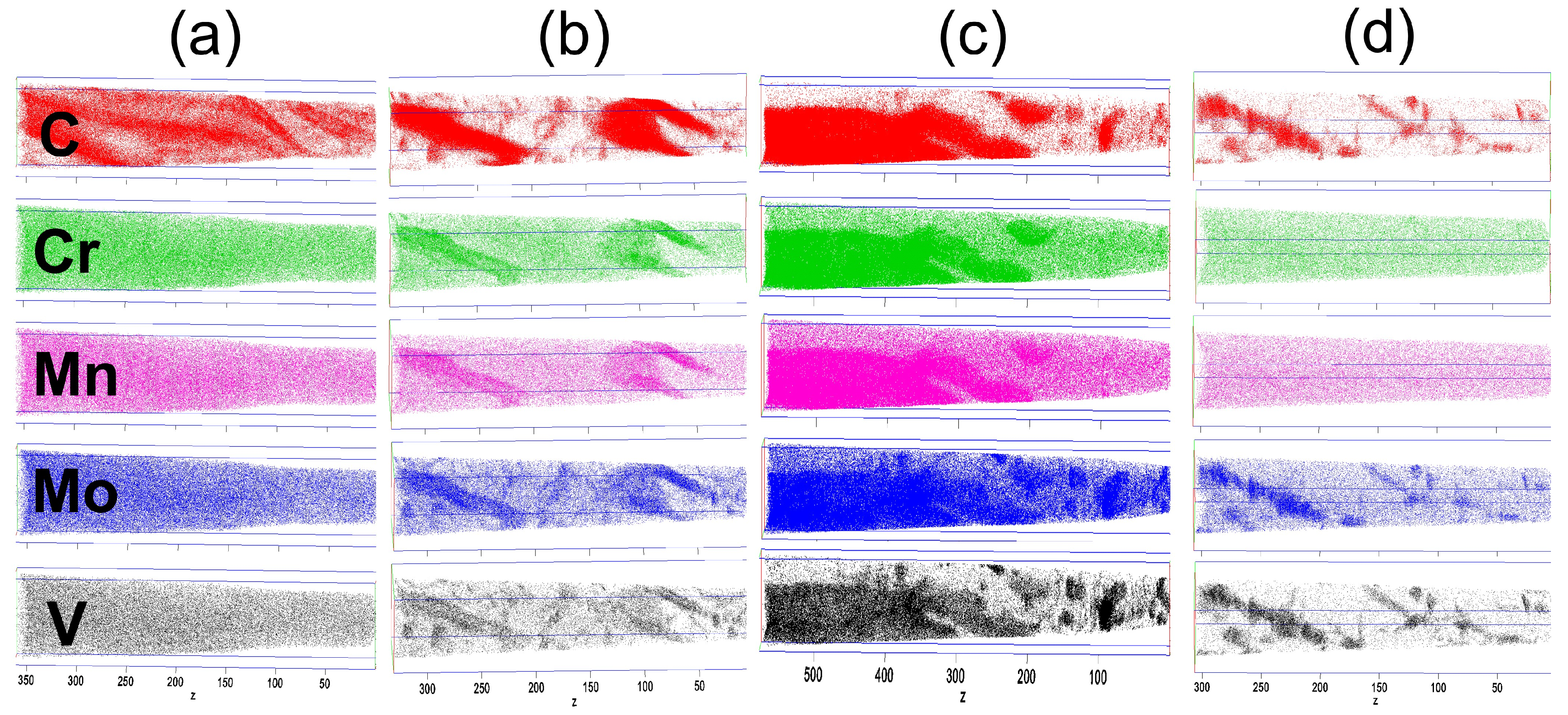
3.4. Carbide Analysis with APT
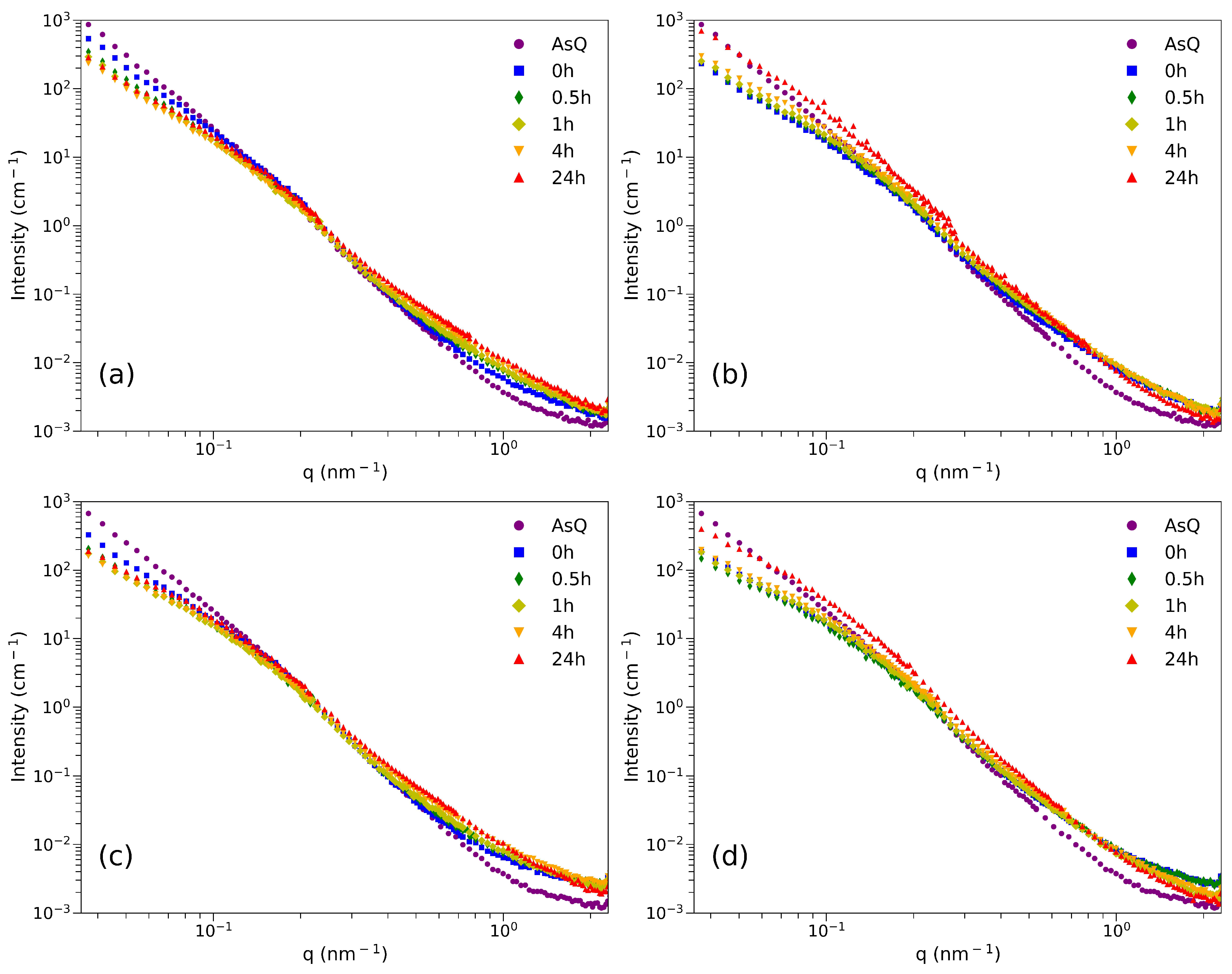
3.5. Carbide Analysis with SANS
4. Conclusions
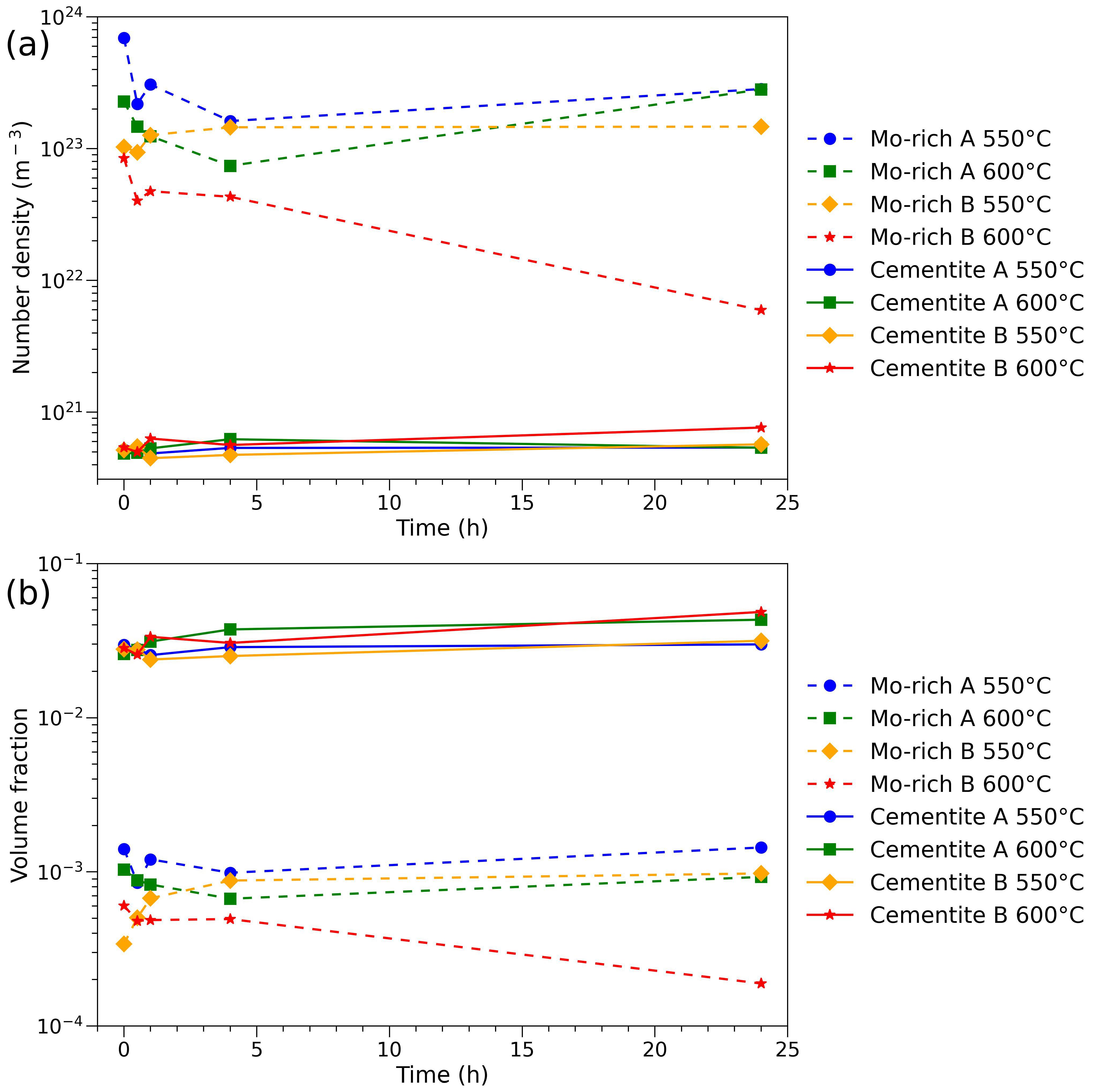
- The high hardness in the as-quenched materials remains at longer tempering times at 550 °C compared to 600 °C. The recovery and softening of the martensitic structure are compensated by the continuous precipitation of Mo-rich carbides occurring up to 24 h at 550 °C. Due to the diffusion-activated precipitation, the nucleation and growth of Mo-rich carbides seem finished already within 1 h of tempering at 600 °C.
- Iron carbide precipitate as auto-tempering carbides at quenching, confirmed by SEM and STEM. On reheating to tempering temperatures at 550–600 °C, most of the At-carbides dissolve related to the formation of chromium and manganese enriched cementite at lath boundaries.
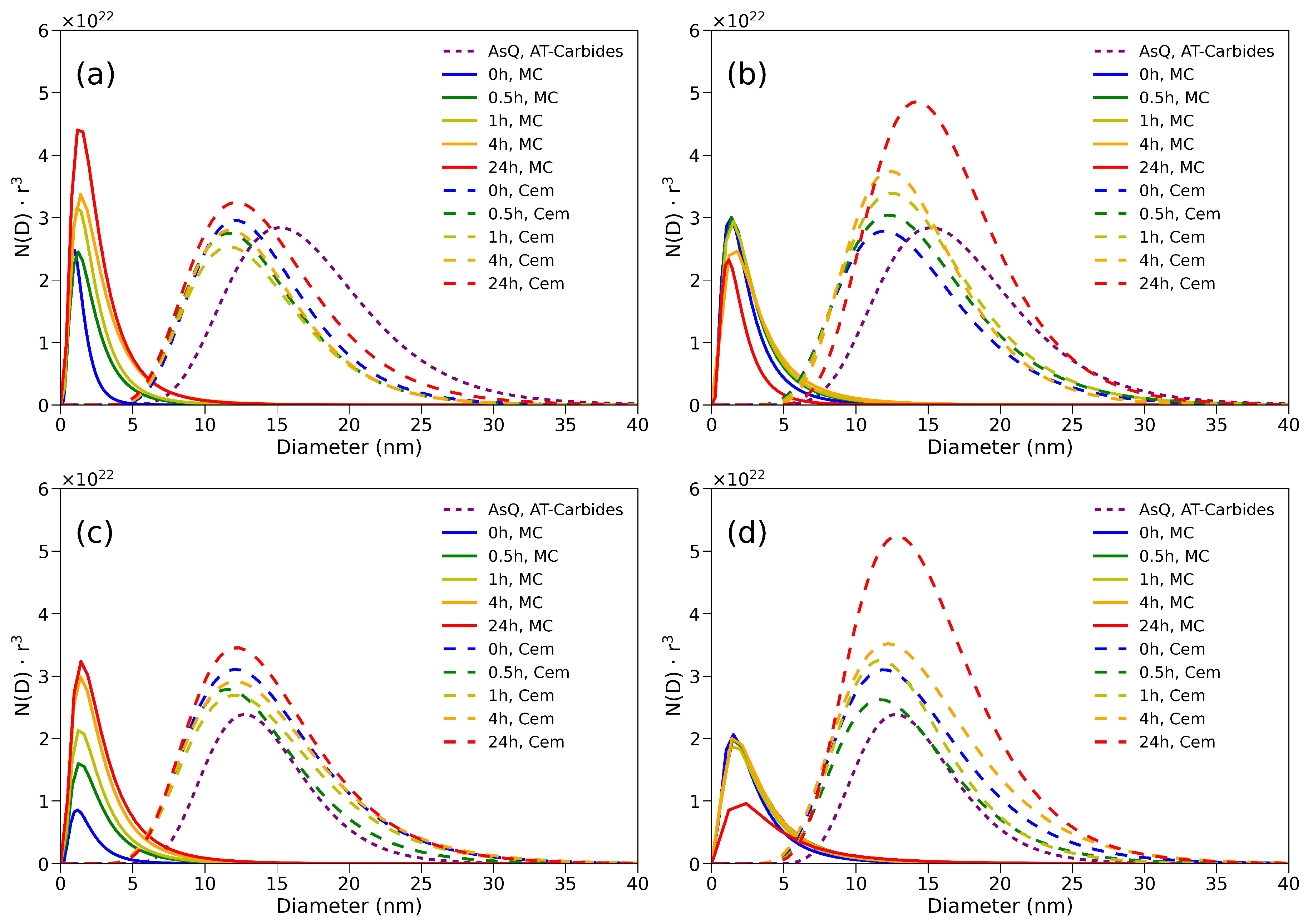
- At later stages of tempering, two different particle populations were seen in smaller size ranges up to 20 nm. TEM and APT identified these to be cementite (5–20 nm in radius) or Mo and V rich (1–5 nm in radius). The same results could be interpreted by the SANS results. The size distributions were determined using model-dependent fitting.
- At the early stages of tempering and after 4 h at 600 °C, TEM and SANS results show the presence of both cementite and Mo and V-rich carbides in the same size ranges.
- The estimation of both number densities and volume fractions with SANS provides additional understanding of the overall carbide evolution during tempering and its impact on mechanical properties, data that are difficult to accurately obtain with conventional methods.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, C.Y.; Yen, H.W.; Kao, F.H.; Li, W.C.; Huang, C.Y.; Yang, J.R.; Wang, S.H. Precipitation Hardening of High-Strength Low-Alloy Steels by Nanometer-Sized Carbides. Mater. Sci. Eng. A 2009, 499, 162–166. [Google Scholar] [CrossRef]
- Lagneborg, R.; Siwecki, T.; Zajac, S.; Hutchinson, B. The Role of Vanadium in Microalloyed Steels. Scand. J. Metall. 1999, 28, 186–241. [Google Scholar] [CrossRef] [Green Version]
- Dépinoy, S.; Toffolon-Masclet, C.; Urvoy, S.; Roubaud, J.; Marini, B.; Roch, F.; Kozeschnik, E.; Gourgues-Lorenzon, A.F. Carbide Precipitation in 2.25 Cr-1 Mo Bainitic Steel: Effect of Heating and Isothermal Tempering Conditions. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 2164–2178. [Google Scholar] [CrossRef]
- Zhang, Y.; Luo, P.; Yan, H.; Zhang, H.; Li, J. The Effect of Bainite Type on the Evolution of Carbide Constituent During an Accelerated Aging in Cr-Mo-V Steel. J. Mater. Eng. Perform. 2019, 28, 578–585. [Google Scholar] [CrossRef]
- Baker, R.G.; Nutting, J. The Tempering of a Cr-Mo-V-W and a Mo-V Steel. Iron Steel Inst. Spec. Rep. 1959, 64, 1–22. [Google Scholar]
- Pickering, F.B. Precipitation Processes during the Tempering of Martensitic Alloys Steels. Iron Steel Inst. Spec. Rep. 1959, 64, 23–41. [Google Scholar]
- Smith, E.; Nutting, J. Direct Carbon Replicas from Metal Surfaces. Br. J. Appl. Phys. 1956, 7, 214–217. [Google Scholar] [CrossRef]
- Honeycombe, R.W.K.; Seal, A.K. The Effect of Some Minor Elements on the Carbides Precipitated during Tempering. Iron Steel Inst. Spec. Rep. 1959, 64, 44–56. [Google Scholar]
- Woodhead, J.H.; Quarrell, A.G. Role of Carbides in Low-Alloy Creep Resisting Steels. J. Iron Steel Inst. 1965, 203, 605–620. [Google Scholar]
- Senior, B.A. A Critical Review of Precipitation Behaviour in LCr-Mo-V Rotor Steels. Mater. Sci. Eng. A 1988, 103, 263–271. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, C.; Miao, L.; Guo, X.; Ding, J.; Zhang, H. The Evolution of Complex Carbide Precipitates in a Low Alloy Cr-Mo-V Steel after Long-Term Aging Treatment. Materials 2019, 12, 1724. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wen, T.; Hu, X.; Song, Y.; Yan, D.; Rong, L. Carbides and Mechanical Properties in a Fe-Cr-Ni-Mo High-Strength Steel with Different V Contents. Mater. Sci. Eng. A 2013, 588, 201–207. [Google Scholar] [CrossRef]
- Singh, R.; Banerjee, S. Morphological and Compositional Changes of the Carbides in CrMoV Ferritic Steel. Mater. Sci. Eng. A 1991, 132, 203–211. [Google Scholar] [CrossRef]
- Janovec, J.; Svoboda, M. Influence of Tempering Temperature on Stability of Carbide Phases in 2. 6Cr-O. 7Mo-O. 3V Steel with Various Carbon Content. Metall. Mater. Trans. A 1994, 25, 267–275. [Google Scholar]
- Dunlop, G.L.; Honeycombe, R.W.K. Ferrite Morphologies and Carbide Precipitation in a Cr-Mo-V Creep-Resisting Steel. Met. Sci. 1976, 10, 124–132. [Google Scholar] [CrossRef]
- Baker, R.; Nutting, J. The Tempering of 2.25%Cr-L%Mo Steel after Quenching and Normalizing. J. Iron Steel Inst. 1959, 192, 257–268. [Google Scholar]
- Thomson, R.C.; Miller, M.K. Carbide Precipitation in Martensite during the Early Stages of Tempering Cr- and Mo-Containing Low Alloy Steels. Acta Mater. 1998, 46, 2203–2213. [Google Scholar] [CrossRef]
- Speich, G.R.; Leslie, W.C. Tempering of Steel. Metall. Trans. 1972, 3, 1043–1054. [Google Scholar] [CrossRef]
- Speich, G.R. Tempering of Low-Carbon Martensite. Trans. Metall. Soc. AIME 1969, 245, 2553–2564. [Google Scholar]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and Hardness of As-Quenched Martensites (0.1–0.5%C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Krauss, G. Heat Treated Martensitic Steels: Microstructural Systems for Advanced Manufacture. ISIJ Int. 1995, 35, 349–359. [Google Scholar] [CrossRef]
- Zhou, T.; Lu, J.; Hedström, P. Mechanical Behavior of Fresh and Tempered Martensite in a CrMoV-Alloyed Steel Explained by Microstructural Evolution and Model Predictions. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 5077–5087. [Google Scholar] [CrossRef]
- Zhou, T.; Babu, P.; Hou, Z.; Odqvist, J.; Hedström, P. Precipitation of Multiple Carbides in Martensitic CrMoV Steels -Experimental Analysis and Exploration of Alloying Strategy through Thermodynamic Calculations. Materialia 2020, 9, 100630. [Google Scholar] [CrossRef]
- Kohlbrecher, J.; Wagner, W. The New SANS Instrument at the Swiss Spallation Source SINQ. J. Appl. Crystallogr. 2000, 33, 804–806. [Google Scholar] [CrossRef] [Green Version]
- Keiderling, U.; Berlin, H.M.I. “BerSANS” Data Reduction Manual; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- Kohlbrecher, J. User Guide for the SASfit Software Package SASfit: A Program for Fitting Simple Structural Models to Small Angle Scattering Data Joachim Kohlbrecher; Paul Scherrer Inst.: Villigen, Switzerland, 2013. [Google Scholar]
- Guinier, A.; Fournet, G. Small-Angle Scattering of X-rays; John Wiley & Sons, Inc.: New York, NY, USA, 1955. [Google Scholar]
- Squires, G.L. Introduction to the Theory of Thermal Neutron Scattering, 3rd ed.; Cambridge University Press: Cambridge, UK, 2012; ISBN 9781139107808. [Google Scholar]
- Pynn, R. Neutron scattering: A Primer. Los Alamos Sci. 1990, 19, 1–31. [Google Scholar]
- Cho, K.S.; Park, S.S.; Baek, S.W.; Shin, E.J.; Choi, D.H.; Yang, H.R.; Kwon, H. SANS-Characterized Influence of Degree of Rolling Reduction on the Microstructure of Ti-Containing Cold-Work Tool Steel. J. Alloy. Compd. 2016, 655, 395–405. [Google Scholar] [CrossRef]
- Breßler, I.; Kohlbrecher, J.; Thünemann, A.F. SASfit: A Tool for Small-Angle Scattering Data Analysis Using a Library of Analytical Expressions. J. Appl. Crystallogr. 2015, 48, 1587–1598. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shinde, D.; Thuvander, M.; Rehan, A.; Ejnermark, S.; Stiller, K. Improving Compositional Accuracy in APT Analysis of Carbides Using a Decreased Detection Efficiency. Microsc. Microanal. 2019, 25, 454–461. [Google Scholar] [CrossRef]
- Miller, M.K.; Hetherington, M.G. Local Magnification Effects in the Atom Probe. Surf. Sci. 1991, 246, 442–449. [Google Scholar] [CrossRef]
- Leitner, H.; Staron, P.; Clemens, H.; Marsoner, S.; Warbichler, P. Analysis of the Precipitation Behaviour in a High-Speed Steel by Means of Small-Angle Neutron Scattering. Mater. Sci. Eng. A 2005, 398, 323–331. [Google Scholar] [CrossRef]
- Smith, E.; Nutting, J. The Tempering of Low-Alloy Creep-Resistant Steels Containing Chromium, Molybdenum, and Vanadium. J. Iron Steel Inst. 1957, 187, 314–329. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | Cr | Ni | Mo | V | Ti, Nb |
|---|---|---|---|---|---|---|---|---|---|
| Material A | Bal. | 0.3 | 1.1 | 0.81 | 1.5 | 1.4 | 1.1 | 0.13 | Traces |
| Material B | Bal. | 0.3 | 1.1 | 0.81 | 1.4 | 0.7 | 0.8 | 0.14 | Traces |
| Scatterer | Shape | SLD (A−2) | Contrast Factor (A−2) |
|---|---|---|---|
| Matrix | - | 7.8 × 10−6 | - |
| Fe-rich | Cylindrical, l = 100 nm, r = modeled | 6.77 × 10−6 | 1.03 × 10−6 |
| Mo-rich | Spherical, r = modeled | 3.88 × 10−6 | 3.92 × 10−6 |
| Material | °C | Method | Time, h | Fe | Cr | Mn | Mo | V |
|---|---|---|---|---|---|---|---|---|
| A | 550 | EDS | 0 | 60.1 ± 8.7 | 21.8 ± 6.4 | 2.0 ± 1.5 | 5.0 ± 2.9 | 1.4 ± 1.3 |
| EDS | 1 | 71.5 ± 6.9 | 15.7 ± 3.9 | 3.4 ± 1.9 | 7.0 ± 6.5 | 0.5 ± 1 | ||
| EDS | 24 | 73.0 ± 2.3 | 15.1 ± 2.9 | 4.1 ± 1.3 | 4.6 ± 1.6 | 0.6 ± 0.7 | ||
| 600 | EDS | 0 | 65.1 ± 8.5 | 15.1 ± 3.2 | 2.7 ± 1.1 | 12.4 ± 8.1 | 1.7 ± 2.6 | |
| EDS | 1 | 68.3 ± 7.3 | 17.5 ± 5.2 | 5.5 ± 1.1 | 5.7 ± 9.0 | 1.0 ± 4.9 | ||
| EDS | 24 | 68.4 ± 6.7 | 18.3 ± 5.8 | 6.8 ± 0.8 | 4.6 ± 1.6 | 1.1 ± 0.7 | ||
| B | 550 | EDS | 0 | 78.4 ± 5.4 | 14 ± 4.3 | 3.1 ± 2.0 | 2.5 ± 0.9 | - |
| EDS | 1 | 74.9 ± 4.5 | 14.6 ± 4.0 | 3.5 ± 2.1 | 3.9 ± 1.2 | - | ||
| EDS | 24 | 63.5 ± 7.8 | 19.2 ± 5.5 | 4.5 ± 2.2 | 8.0 ± 6.1 | 1.7 ± 0.9 | ||
| 600 | EDS | 0 | 79.0 ± 5.2 | 12.2 ± 3.1 | 2.9 ± 1.5 | 4.5 ± 2.1 | - | |
| EDS | 24 | 69.7 ± 4.8 | 17.5 ± 3.7 | 5.2 ± 0.9 | 6.0 ± 1.6 | - |
| Material | °C | Method | Time, h | Fe | Cr | Mn | Mo | V |
|---|---|---|---|---|---|---|---|---|
| A | 550 | EDS | 0 | 43.1 ± 4.4 | 22.2 ± 5.7 | - | 26.7 ± 3.3 | 2.5 ± 1.8 |
| EDS | 24 | 46.0 ± 2.5 | 29.1 ± 6.8 | - | 13.8 ± 5.8 | 1.7 ± 1.0 | ||
| 600 | EDS | 0 | 24.9 ± 8.5 | 13.0 ± 3.2 | - | 51.9 ± 8.1 | 6.5 ± 2.6 | |
| EDS | 1 | 20.4 ± 7.3 | 11.1 ± 5.2 | - | 60.9 ± 9.0 | 5.5 ± 4.9 | ||
| EDS | 24 | 13.7 ± 4.8 | 12.3 ± 4.9 | - | 61.0 ± 3.6 | 11.4 ± 3.5 | ||
| B | 550 | EDS | 0 | 44.1 ± 2.4 | 30.9 ± 3.4 | - | 16.1 ± 3.8 | - |
| EDS | 1 | 44.0 ± 2.8 | 29.3 ± 5.0 | - | 14.0 ± 1.6 | 1.7 ± 1.3 | ||
| EDS | 24 | 36.4 ± 8.1 | 17.5 ± 7.1 | - | 32.2 ± 3.7 | 5.9 ± 5.0 | ||
| 600 | EDS | 0 | 29.9 ± 3.7 | 14.7 ± 2.3 | - | 45.2 ± 3.8 | 7.6 ± 4.0 | |
| EDS | 24 | 12.4 ± 4.3 | 14.7 ± 3.4 | - | 60.1 ± 2.5 | 10.5 ± 3.9 |
| Time, h | Type | C | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|---|
| 0 | MC | 15.4 ± 0.1 | 2.80 ± 0.1 | 1.40 ± 0.1 | 9.1 ± 0.2 | 12.9 ± 0.2 | 3.7 ± 0.1 | 53.4 ± 0.3 |
| 4 | MC | 37.8 ± 0.3 | 0.48 ± 0.1 | 0.53 ± 0.1 | 6.0 ± 0.2 | 34.1 ± 0.4 | 11.8 ± 0.2 | 8.5 ± 0.3 |
| 24 | MC | 34.0 ± 0.2 | 0.64 ± 0.1 | 0.58 ± 0.1 | 8.4 ± 0.2 | 33.0 ± 0.3 | 11.1 ± 0.2 | 11.6 ± 0.2 |
| 24 | M2C | 30.7 ± 0.6 | 0.20 ± 0.1 | 0.97 ± 0.3 | 9.0 ± 0.5 | 51.1 ± 0.8 | 4.9 ± 0.3 | 2.5 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Claesson, E.; Magnusson, H.; Kohlbrecher, J.; Thuvander, M.; Lindberg, F.; Andersson, M.; Hedström, P. Carbide Precipitation during Processing of Two Low-Alloyed Martensitic Tool Steels with 0.11 and 0.17 V/Mo Ratios Studied by Neutron Scattering, Electron Microscopy and Atom Probe. Metals 2022, 12, 758. https://doi.org/10.3390/met12050758
Claesson E, Magnusson H, Kohlbrecher J, Thuvander M, Lindberg F, Andersson M, Hedström P. Carbide Precipitation during Processing of Two Low-Alloyed Martensitic Tool Steels with 0.11 and 0.17 V/Mo Ratios Studied by Neutron Scattering, Electron Microscopy and Atom Probe. Metals. 2022; 12(5):758. https://doi.org/10.3390/met12050758
Chicago/Turabian StyleClaesson, Erik, Hans Magnusson, Joachim Kohlbrecher, Mattias Thuvander, Fredrik Lindberg, Magnus Andersson, and Peter Hedström. 2022. "Carbide Precipitation during Processing of Two Low-Alloyed Martensitic Tool Steels with 0.11 and 0.17 V/Mo Ratios Studied by Neutron Scattering, Electron Microscopy and Atom Probe" Metals 12, no. 5: 758. https://doi.org/10.3390/met12050758