
Low-Temperature Reactive Sintered Porous Mg-Al-Zn Alloy Foams


Abstract
:1. Introduction
2. Experiments
2.1. Composition Simulation
2.2. Porous Mg-Al-Zn Alloy Foam Fabrication
2.3. Structural and Chemical Characterization
2.4. Compression Testing
3. Results and Discussion
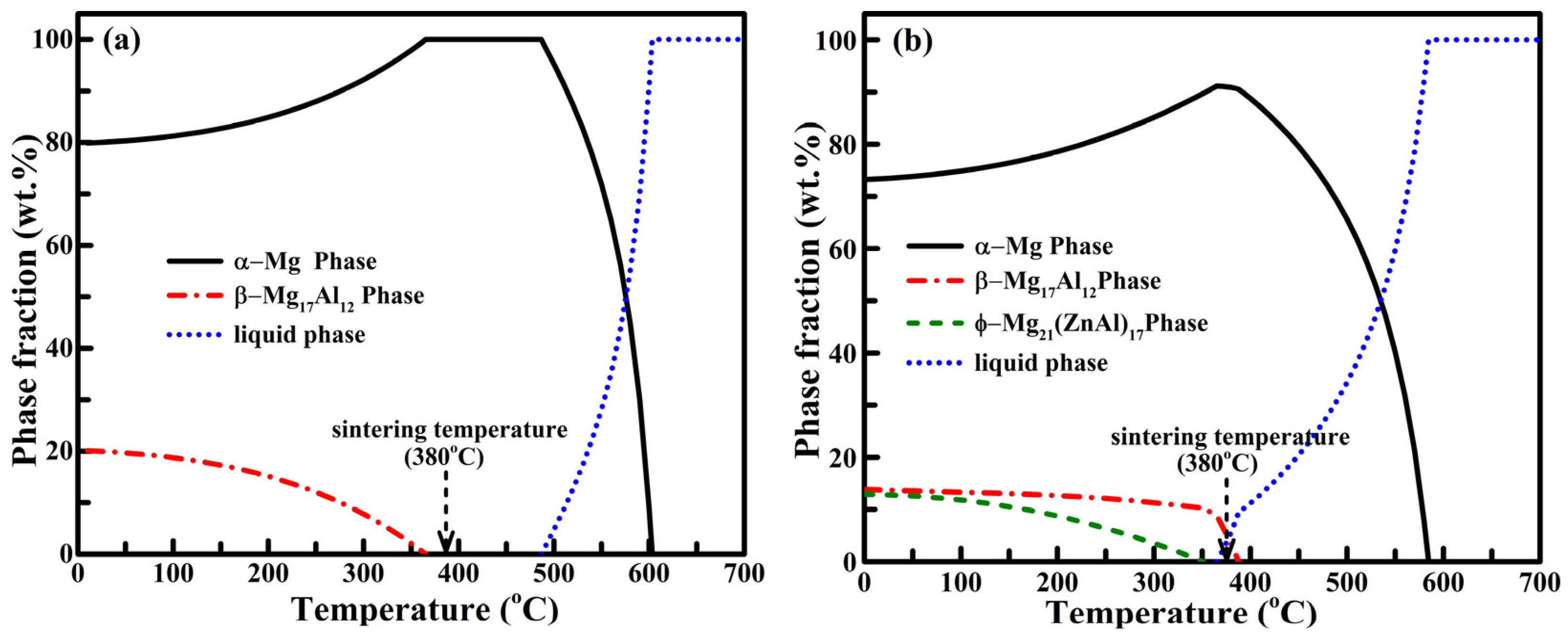
3.1. Simulation Result and Sintering Temperature Determination
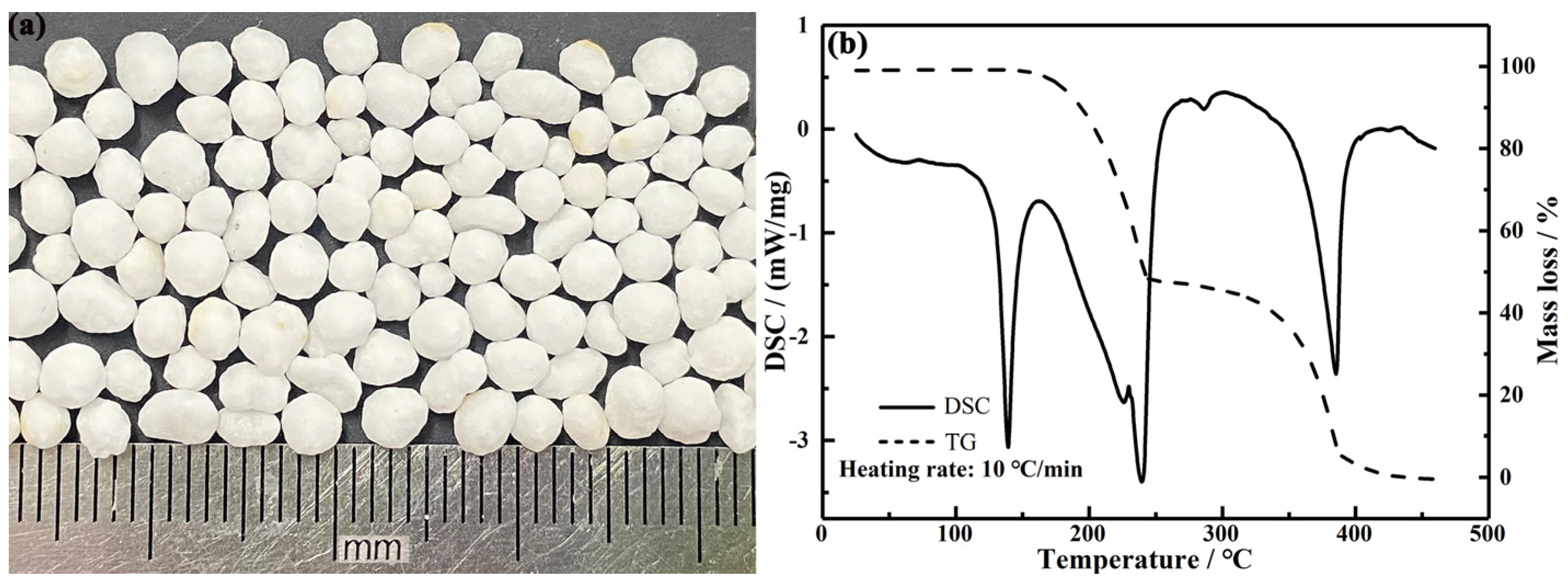
3.2. Macrostructure of Porous Mg Alloy Foam
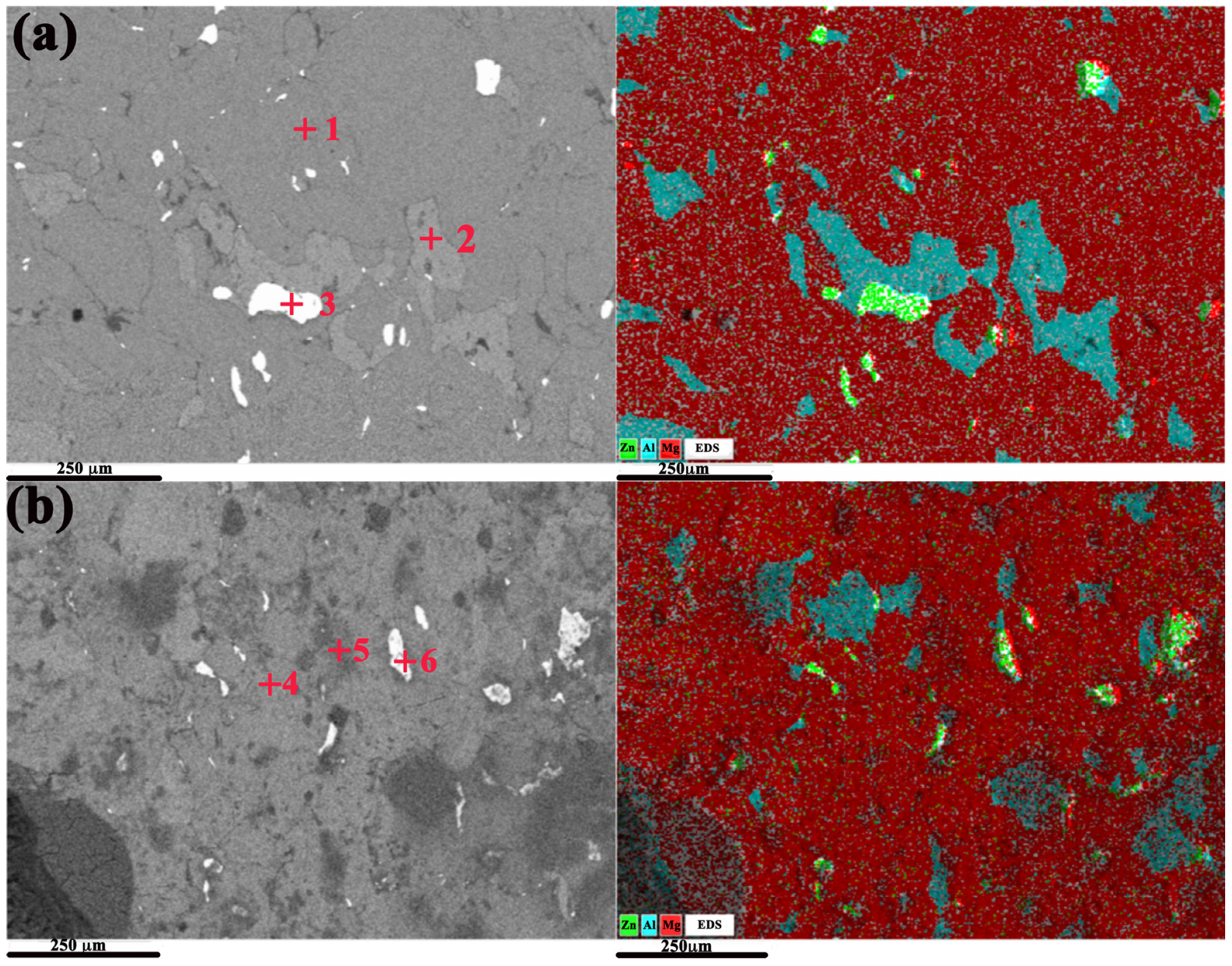
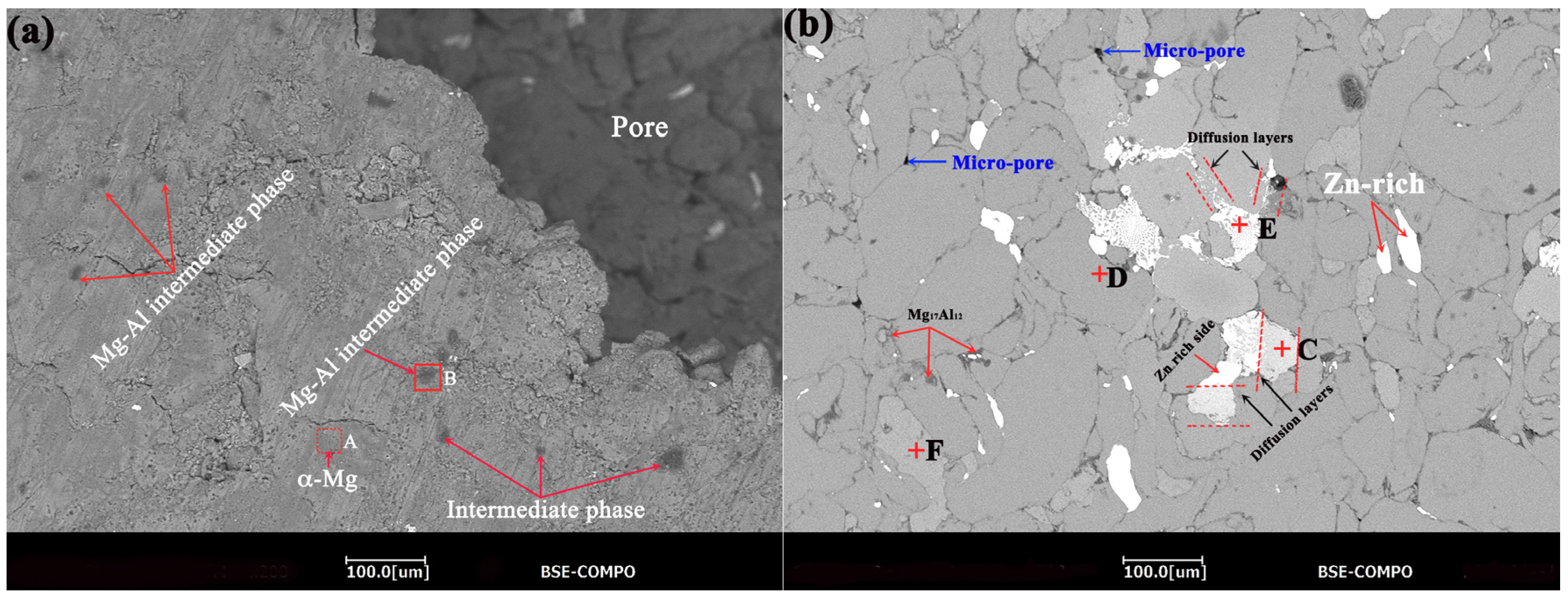
3.3. Microstructures of the Cell Walls of Porous Mg-Al-Zn Alloy Foam
3.4. Thermodynamic Calculation of Binary Phases in Mg-Al-Zn System
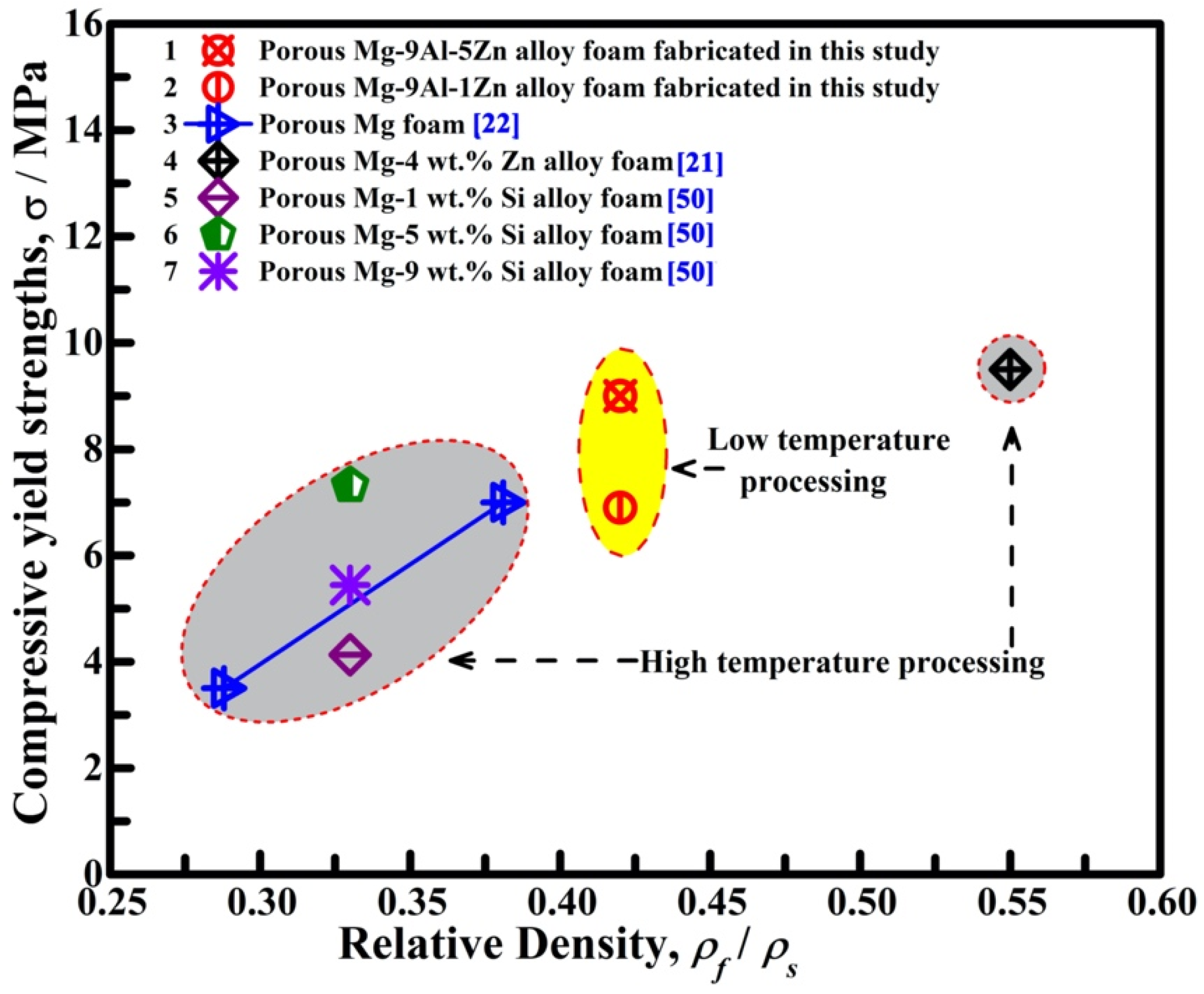
3.5. Compressive Strength Evaluation
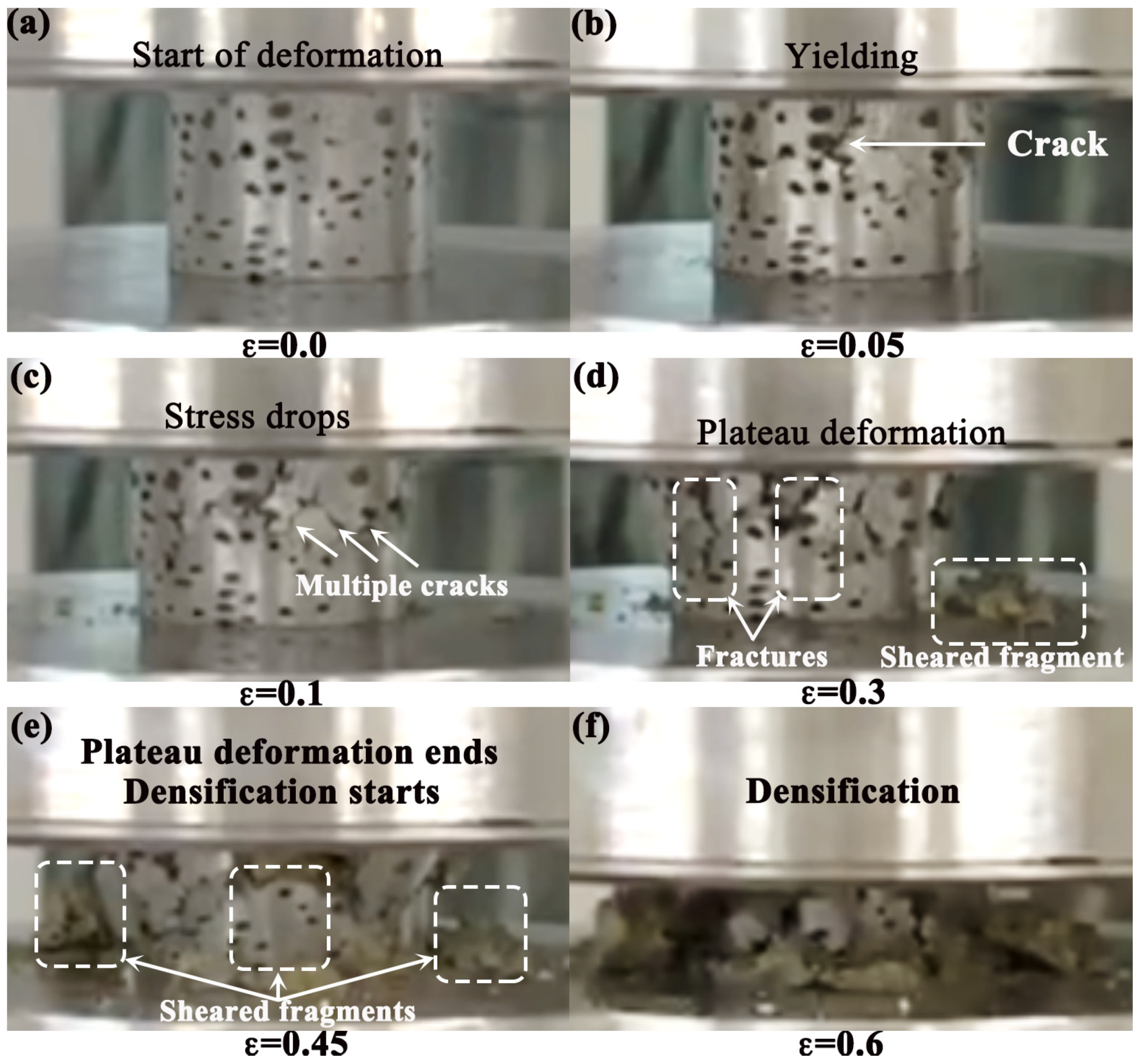
3.6. Deformation Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Agbedor, S.-O.; Yang, D.; Cao, J.; Chen, J.; Saleh, B.; Qiu, C.; Wang, L.; Jiang, J.; Ma, A. Recent progress in porous Mg-based foam preparation approaches: Effect of processing parameters on structure and mechanical property. J. Iron Steel Res. Int. 2022, 29, 371–402. [Google Scholar] [CrossRef]
- Lehmhus, D.; Vesenjak, M.; De Schampheleire, S.; Fiedler, T. From foam to designed structure: Balancing cost and performance of cellular metals. Materials 2017, 10, 922. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kucharczyk, A.; Naplocha, K.; Kaczmar, J.W.; Dieringa, H.; Kainer, K.U. Current status and recent developments in porous magnesium fabrication. Adv. Eng. Mater. 2017, 20, 1700562. [Google Scholar] [CrossRef]
- Rajak, D.K.; Kumaraswamidhas, L.A.; Das, S. Technical overview of aluminum alloy foam. Rev. Adv. Mater. Sci. 2017, 48, 68–86. [Google Scholar]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge Unviersity Press: Cambridge, UK, 2004. [Google Scholar]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Kolbeinsson, I.; Woodfield, T.; Dias, G.J.; Staiger, M.P. Synthesis and properties of topologically ordered porous magnesium. Mater. Sci. Eng. B 2011, 176, 1666–1672. [Google Scholar] [CrossRef]
- Lara-Rodriguez, G.A.; Figueroa, I.A.; Suarez, M.A.; Novelo-Peralta, O.; Alfonso, I.; Goodall, R. A replication-casting device for manufacturing open-cell Mg foams. J. Mater. Processing Technol. 2017, 243, 16–22. [Google Scholar] [CrossRef]
- Trinidad, J.; Marco, I.; Arruebarrena, G.; Wendt, J.; Letzig, D.; Sáenz de Argandoña, E.; Goodall, R. Processing of magnesium porous structures by infiltration casting for biomedical applications. Adv. Eng. Mater. 2014, 16, 241–247. [Google Scholar] [CrossRef]
- Osorio-Hernández, J.O.; Suarez, M.A.; Goodall, R.; Lara-Rodriguez, G.A.; Alfonso, I.A.; A Figueroa, I. Manufacturing of open-cell Mg foams by replication process and mechanical properties. Mater. Des. 2014, 64, 136–141. [Google Scholar] [CrossRef]
- Dong, Q.; Li, Y.; Jiang, H.; Zhou, X.; Liu, H.; Lu, M.; Chu, C.; Xue, F.; Bai, J. 3D-cubic interconnected porous Mg-based scaffolds for bone repair. J. Magnes. Alloy. 2021, 9, 1329–1338. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Kolbeinsson, I.; Woodfield, T.; Dias, G.; Staiger, M.P. Processing-property relationships of as-cast magnesium foams with controllable architecture. Int. J. Mod. Phys. B 2009, 23, 1002–1008. [Google Scholar] [CrossRef]
- Zou, N.; Li, Q. Mechanical properties of lightweight porous magnesium processed through powder metallurgy. JOM 2018, 70, 650–655. [Google Scholar] [CrossRef]
- Temiz, A.; Yaşar, M.; Koç, E. Fabrication of open-pore biodegradable magnesium alloy scaffold via infiltration technique. Int. J. Met. 2021, 16, 317–328. [Google Scholar] [CrossRef]
- Seyedraoufi, Z.S.; Mirdamadi, S. In vitro biodegradability and biocompatibility of porous Mg-Zn scaffolds coated with nano hydroxyapatite via pulse electrodeposition. Trans. Nonferrous Met. Soc. China 2015, 25, 4018–4027. [Google Scholar] [CrossRef]
- Wen, C.E.; Yamada, Y.; Shimojima, K.; Chino, Y.; Hosokawa, H.; Mabuchi, M. Compressibility of porous magnesium foam: Dependency on porosity and pore size. Mater. Lett. 2004, 58, 357–360. [Google Scholar] [CrossRef]
- Akinwekomi, A.D.; Law, W.-C.; Choy, M.-T.; Chen, L.; Tang, C.-Y.; Tsui, G.C.-P.; Yang, X.-S. Processing and characterisation of carbon nanotube-reinforced magnesium alloy composite foams by rapid microwave sintering. Mater. Sci. Eng. A 2018, 726, 82–92. [Google Scholar] [CrossRef]
- Akinwekomi, A.D. Microstructural characterisation and corrosion behaviour of microwave-sintered magnesium alloy AZ61/fly ash microspheres syntactic foams. Heliyon 2019, 5, e01531. [Google Scholar] [CrossRef] [Green Version]
- Akinwekomi, A.D.; Law, W.-C.; Tang, C.-Y.; Chen, L.; Tsui, C.-P. Rapid microwave sintering of carbon nanotube-filled AZ61 magnesium alloy composites. Compos. Part B Eng. 2016, 93, 302–309. [Google Scholar] [CrossRef]
- Wen, C.E.; Mabuchi, M.; Yamada, Y.; Shimojima, K.; Chino, Y.; Asahina, T. Processing of biocompatible porous Ti and Mg. Scr. Mater. 2001, 45, 1147–1153. [Google Scholar] [CrossRef]
- Seyedraoufi, Z.S.; Mirdamadi, S. Synthesis, microstructure and mechanical properties of porous Mg-Zn scaffolds. J. Mech. Behav. Biomed. Mater. 2013, 21, 1–8. [Google Scholar] [CrossRef]
- Hao, G.; Han, F.; Li, W. Processing and mechanical properties of magnesium foams. J. Porous Mater. 2009, 16, 251–256. [Google Scholar] [CrossRef]
- Bafti, H.; Habibolahzadeh, A. Production of aluminum foam by spherical carbamide space holder technique-processing parameters. Mater. Des. 2010, 31, 4122–4129. [Google Scholar] [CrossRef]
- Chen, Z.; Takeda, T.; Ikeda, K. Microstructural evolution of reactive-sintered aluminum matrix composites. Compos. Sci. Technol. 2008, 68, 2245–2253. [Google Scholar] [CrossRef]
- Witte, F.; Feyerabend, F.; Maier, P.; Fischer, J.; Störmer, M.; Blawert, C.; Dietzel, W.; Hort, N. Biodegradable magnesium-hydroxyapatite metal matrix composites. Biomaterials 2007, 28, 2163–2174. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, Y.; Kang, Y.; Li, D.; Yu, K.; Xiao, T.; Wang, Q.; Deng, Y.; Fang, H.; Jiang, D.; Zhang, Y. Microstructure, mechanical properties and corrosion behavior of porous Mg-6 wt.% Zn scaffolds for bone tissue engineering. J. Mater. Eng. Perform. 2018, 27, 970–984. [Google Scholar] [CrossRef]
- Rodríguez-Carvajal, J. Recent advances in magnetic structure determination by neutron powder diffraction. Phys. B 1993, 192, 55–69. [Google Scholar] [CrossRef]
- Overman, N.R.; Whalen, S.A.; Bowden, M.E.; Olszta, M.J.; Kruska, K.; Clark, T.; Stevens, E.L.; Darsell, J.T.; Joshi, V.V.; Jiang, X.; et al. Homogenization and texture development in rapidly solidified AZ91E consolidated by shear assisted processing and extrusion (ShAPE). Mater. Sci. Eng. A 2017, 701, 56–68. [Google Scholar] [CrossRef]
- Ramkumar, T.; Selvakumar, M.; Vasanthsankar, R.; Sathishkumar, A.; Narayanasamy, P.; Girija, G. Rietveld refinement of powder X-ray diffraction, microstructural and mechanical studies of magnesium matrix composites processed by high energy ball milling. J. Magnes. Alloy. 2018, 6, 390–398. [Google Scholar] [CrossRef]
- Toby, B.H. R factors in Rietveld analysis: How good is good enough? Powder Diffr. 2006, 21, 67–70. [Google Scholar] [CrossRef] [Green Version]
- Park, J.S.; Chang, Y.W. The effect of alloying elements on the c/a ratio of magnesium binary alloys. Adv. Mater. Res. 2007, 26–28, 95–98. [Google Scholar] [CrossRef]
- Zhao, P.; Lu, L.; Liu, X.; De La Torre, A.G.; Cheng, X. Error analysis and correction for quantitative phase analysis based on rietveld-internal standard method: Whether the minor phases can be ignored? Crystals 2018, 8, 110. [Google Scholar] [CrossRef] [Green Version]
- Chatelier, C.; Wiskel, J.B.; Ivey, D.G.; Henein, H. The effect of skelp thickness on precipitate size and morphology for X70 microalloyed steel using rietveld refinement (quantitative X-ray diffraction). Crystals 2018, 8, 287. [Google Scholar] [CrossRef] [Green Version]
- Martínez, C.; Aguilar, C.; Briones, F.; Guzmán, D.; Zelaya, E.; Troncoso, L.; Rojas, P.A. Effects of Zr on the amorphization of Cu-Ni-Zr alloys prepared by mechanical alloying. J. Alloys Compd. 2018, 765, 771–781. [Google Scholar] [CrossRef]
- He, K.; Zhao, J.; Cheng, J.; Shangguan, J.; Wen, F.; Duan, J.; Su, R.; Yuan, B.; Wen, H. Effect of pouring temperature during a novel solid–liquid compound casting process on microstructure and mechanical properties of AZ91D magnesium alloy parts with arc-sprayed aluminum coatings. J. Mater. Sci. 2020, 55, 6678–6695. [Google Scholar] [CrossRef]
- Ren, Y.; Qin, G.; Pei, W.; Li, S.; Guo, Y.; Zhao, H. Phase equilibria of Mg-rich corner in Mg-Zn-Al ternary system at 300 °C. Trans. Nonferrous Met. Soc. China 2012, 22, 241–245. [Google Scholar] [CrossRef]
- Wei, K.; Zeng, X.; Wang, Z.; Deng, J.; Liu, M.; Huang, G.; Yuan, X. Selective laser melting of Mg-Zn binary alloys: Effects of Zn content on densification behavior, microstructure, and mechanical property. Mater. Sci. Eng. A 2019, 756, 226–236. [Google Scholar] [CrossRef]
- Valant, M.; Suvorov, D.; Pullar, R.C.; Sarma, K.; Alford, N.M. A mechanism for low-temperature sintering. J. Eur. Ceram. Soc. 2006, 26, 2777–2783. [Google Scholar] [CrossRef]
- Barkker, H. Enthalpy in Alloys, Miedema’s Semi-Emperical Model; Trans Tech Publications: Zurich, Switzerland, 1967. [Google Scholar]
- Jin, L.; Kevorkov, D.; Medraj, M.; Chartrand, P. Al-Mg-RE (RE = La, Ce, Pr, Nd, Sm) systems: Thermodynamic evaluations and optimizations coupled with key experiments and Miedema’s model estimations. J. Chem. Thermodyn. 2013, 58, 166–195. [Google Scholar] [CrossRef]
- Ray, P.K.; Akinc, M.; Kramer, M.J. Applications of an extended Miedema’s model for ternary alloys. J. Alloys Compd. 2010, 489, 357–361. [Google Scholar] [CrossRef]
- Wu, Y.; Du, W.; Nie, Z.; Cao, L.; Zuo, T. Thermodynamic calculation of intermetallic compounds in AZ91 alloy containing calcium. Trans. Nonferrous Met. Soc. China 2006, 16, 392–396. [Google Scholar] [CrossRef]
- Zhang, R.F.; Sheng, S.H.; Liu, B.X. Predicting the formation enthalpies of binary intermetallic compounds. Chem. Phys. Lett. 2007, 442, 511–514. [Google Scholar] [CrossRef]
- Abaspour, S. Thermodynamics-Based Design of Creep Resistant Mg Solid Solutions Using the Miedema Scheme. Ph.D. Thesis, The University of Queensland, St Lucia, Australia, 2014. [Google Scholar]
- Cai, H.; Guo, F.; Su, J.; Liu, L. Thermodynamic analysis of Al-RE phase formation in AZ91-RE (Ce, Y, Gd) magnesium alloy. Phys. Status Solidi B 2020, 257, 1900453. [Google Scholar] [CrossRef]
- Zhang, R.F.; Zhang, S.H.; He, Z.J.; Jing, J.; Sheng, S.H. Miedema Calculator: A thermodynamic platform for predicting formation enthalpies of alloys within framework of Miedema’s theory. Comput. Phys. Commun. 2016, 209, 58–69. [Google Scholar] [CrossRef]
- Cheng, T.; Zhang, L. Thermodynamic Descriptions of the Quaternary Mg–Al–Zn–Sn System and Their Experimental Validation. In Magnesium Technology 2020; The Minerals, Metals & Materials Series; Jordon, J., Miller, V., Joshi, V., Neelameggham, N., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Mezbahul-Islam, M.; Mostafa, A.O.; Medraj, M. Essential magnesium alloys binary phase diagrams and their thermochemical data. J. Mater. 2014, 2014, 1–33. [Google Scholar] [CrossRef] [Green Version]
- Hao, G.L.; Han, F.S.; Wu, J.; Wang, X.F. Mechanical and damping properties of porous AZ91 magnesium alloy. Powder Metall. 2007, 50, 127–131. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, L.; Liu, S.; Han, Z.; Dong, Z. Effect of Si content on microstructure and compressive properties of open-cell Mg composite foams reinforced by in-situ Mg2Si compounds. Mater. Charact. 2020, 159, 110045. [Google Scholar] [CrossRef]
- Liu, J.; Shi, S.; Zhang, L. Enhanced compressive properties of open-cell Mg-Gd-Zn foams with long-period stacking ordered phase at elevated temperatures. Mater. Lett. 2018, 231, 154–158. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Composition | Lattice Parameters | Axial Ratio (c/a) | Unit Cell Volume (nm3) | R-Factors (%) |
|---|---|---|---|---|
| Mg-9Al-1Zn | a0 = 3.2093 nm | 1.6237 | 139.4393 | Rp = 9.24 |
| b0 = 3.2093 nm | Rwp = 10.19 | |||
| c0 = 5.2109 nm | Rexp = 5.55 | |||
| α = 90°, β = 90°, γ = 120° | X2 = 4.15 | |||
| Mg-9Al-5Zn | a0 = 3.2121 nm | 1.6232 | 139.7658 | Rp = 10.05 |
| b0 = 3.2121 nm | Rwp = 11.10 | |||
| c0 = 5.214 nm | Rexp = 3.90 | |||
| α = 90°, β = 90°, γ = 120° | X2 = 5.67 |
| Position | Element (at. %) | |||
|---|---|---|---|---|
| Mg | Al | Zn | Possible Phase | |
| 1 | 100 | / | / | Mg |
| 2 | 4.16 | 95.84 | / | Al-rich |
| 3 | 12.66 | 1.02 | 86.32 | Zn-rich |
| 4 | 83.44 | 16.56 | / | α -Mg |
| 5 | 60.43 | 24.11 | 15.46 | Mg17(Al, Zn)12 |
| 6 | 86.43 | 2.35 | 11.42 | α-Mg |
| Position | Element (at. %) | ||
|---|---|---|---|
| Mg | Al | Zn | |
| A | 95.68 | 4.32 | / |
| B | 51.77 | 48.23 | / |
| C | 61.70 | 30.50 | 7.80 |
| D | 84.26 | 4.28 | 11.46 |
| E | 73.42 | 10.46 | 16.12 |
| F | 1.75 | 98.25 | / |
| Elements | Φ (V) | cm−1 | V (cm3·mol−1) | P (kJ·V−2· cm−1) | Q (kJ·V−1) | µ | Q/P | R/P | G (1010 N·m−2) | K (1010 N·m−2) |
|---|---|---|---|---|---|---|---|---|---|---|
| Mg | 3.45 | 1.17 | 5.80 | 10.6 | 99.6 | 0.14 | 0.10642 | 0.00 | 1.60 | 3.31 |
| Al | 4.20 | 1.39 | 4.60 | 10.6 | 99.6 | 0.07 | 0.10642 | 0.00 | 2.40 | 6.80 |
| Zn | 4.10 | 1.32 | 4.40 | 10.6 | 99.6 | 0.10 | 0.10642 | 0.00 | 4.50 | 7.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Agbedor, S.-O.; Yang, D.; Chen, J.; Wang, L.; Wu, H. Low-Temperature Reactive Sintered Porous Mg-Al-Zn Alloy Foams. Metals 2022, 12, 692. https://doi.org/10.3390/met12040692
Agbedor S-O, Yang D, Chen J, Wang L, Wu H. Low-Temperature Reactive Sintered Porous Mg-Al-Zn Alloy Foams. Metals. 2022; 12(4):692. https://doi.org/10.3390/met12040692
Chicago/Turabian StyleAgbedor, Solomon-Oshioke, Donghui Yang, Jianqing Chen, Lei Wang, and Hong Wu. 2022. "Low-Temperature Reactive Sintered Porous Mg-Al-Zn Alloy Foams" Metals 12, no. 4: 692. https://doi.org/10.3390/met12040692