
Oxide Free Wire Arc Sprayed Coatings—An Avenue to Enhanced Adhesive Tensile Strength

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
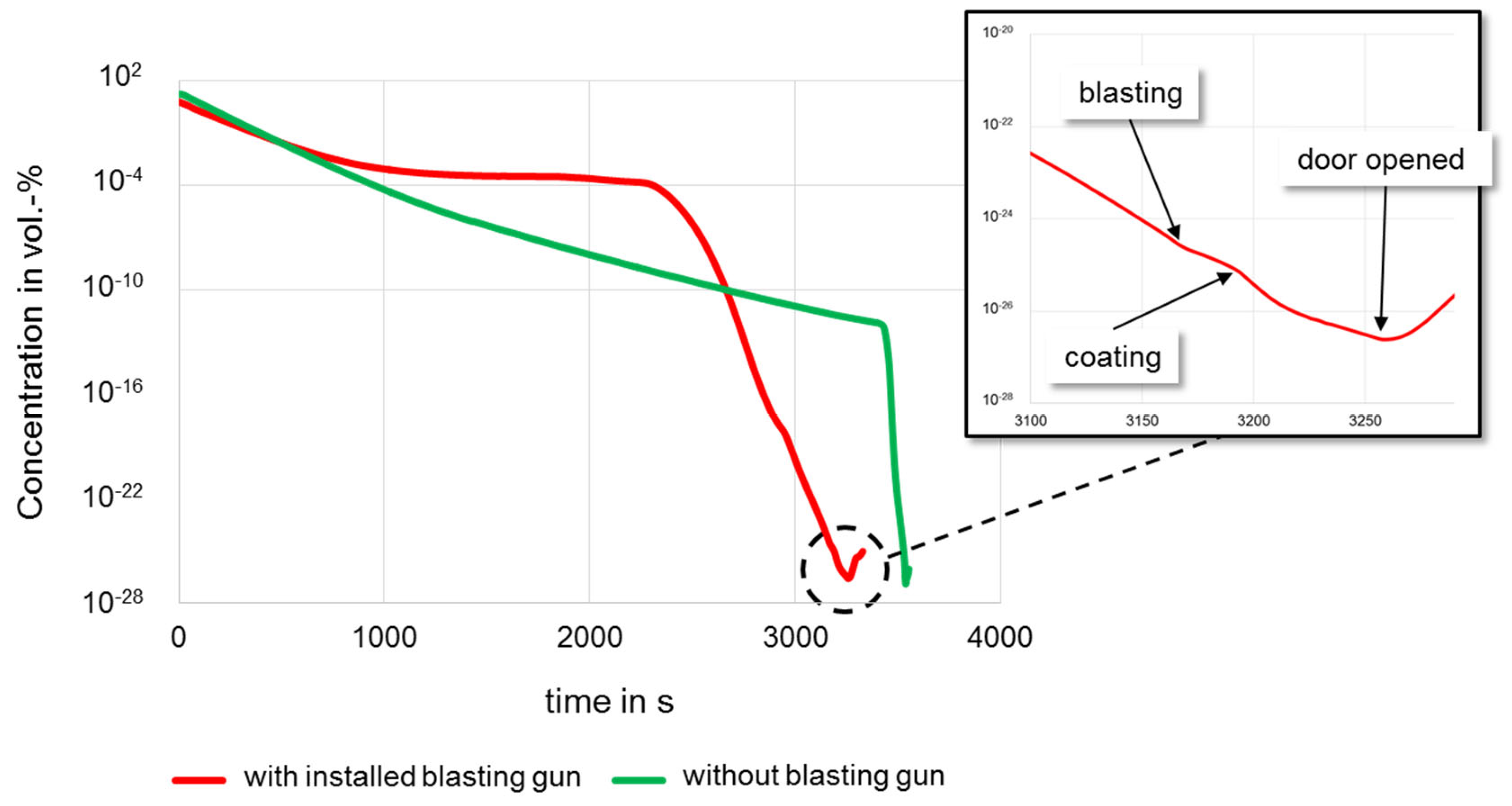
2.1. Enviromental Conditions
2.2. Coating System and Materials
2.3. Characterization of the Coatings
3. Results
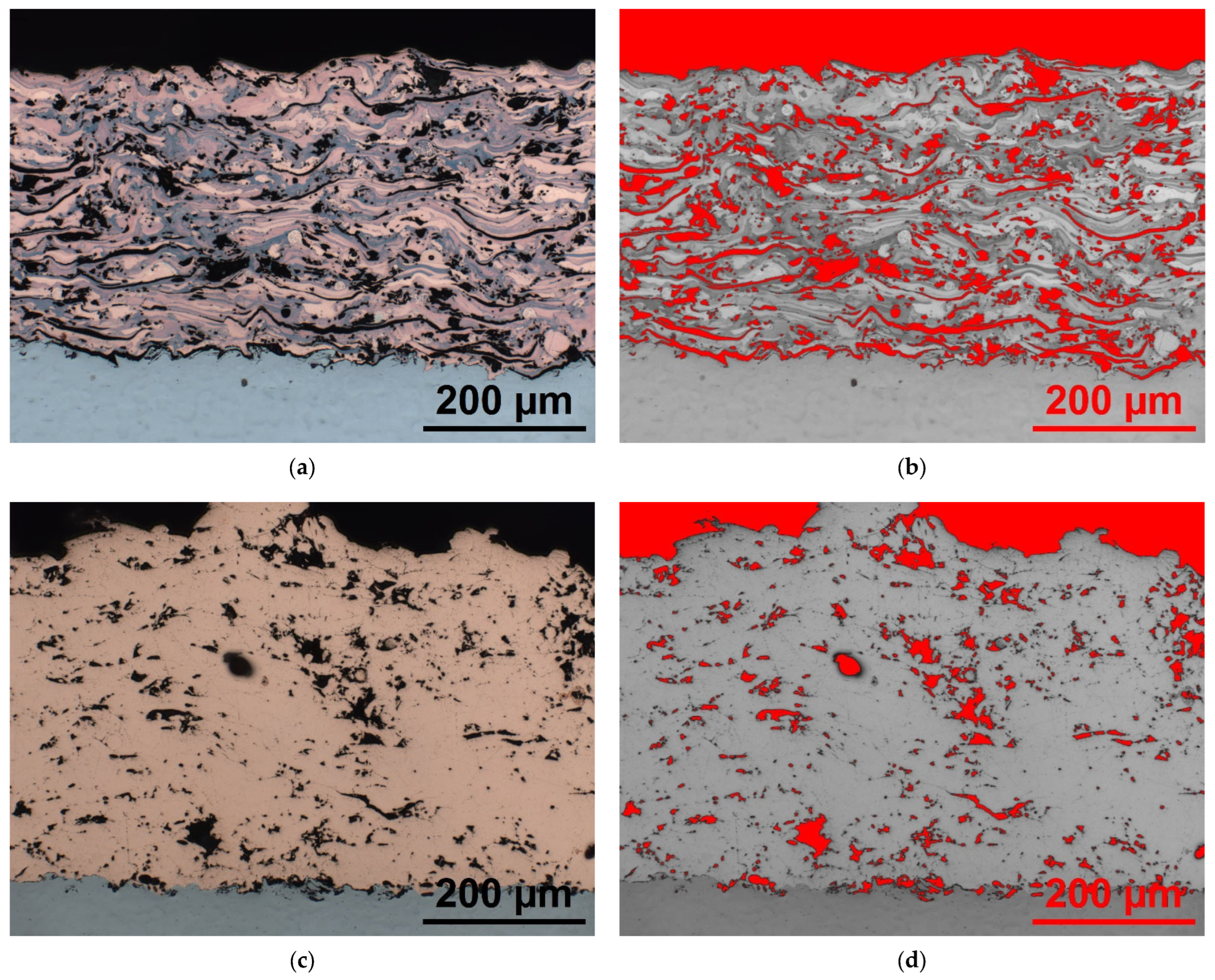
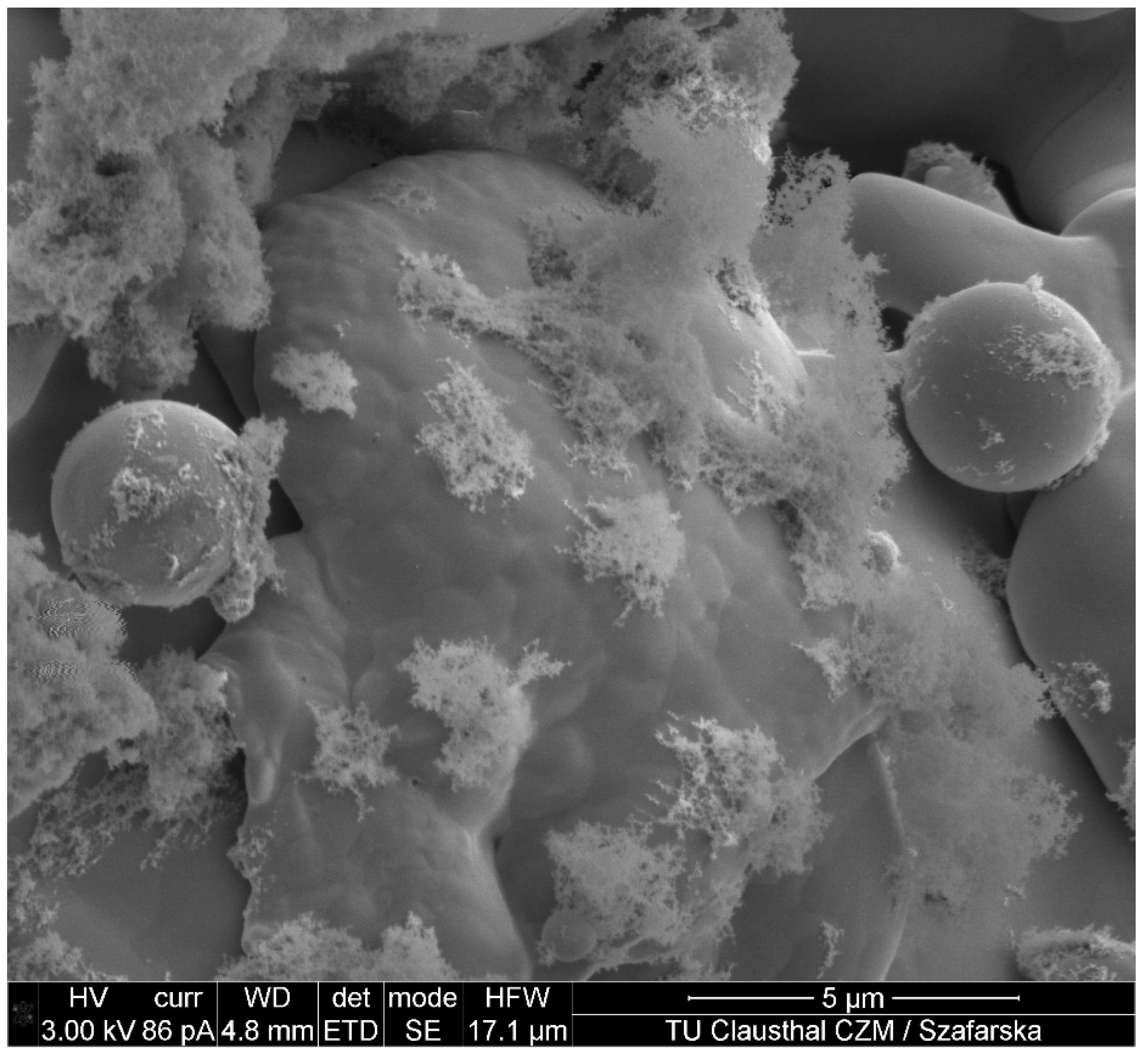
3.1. Coating Morphology
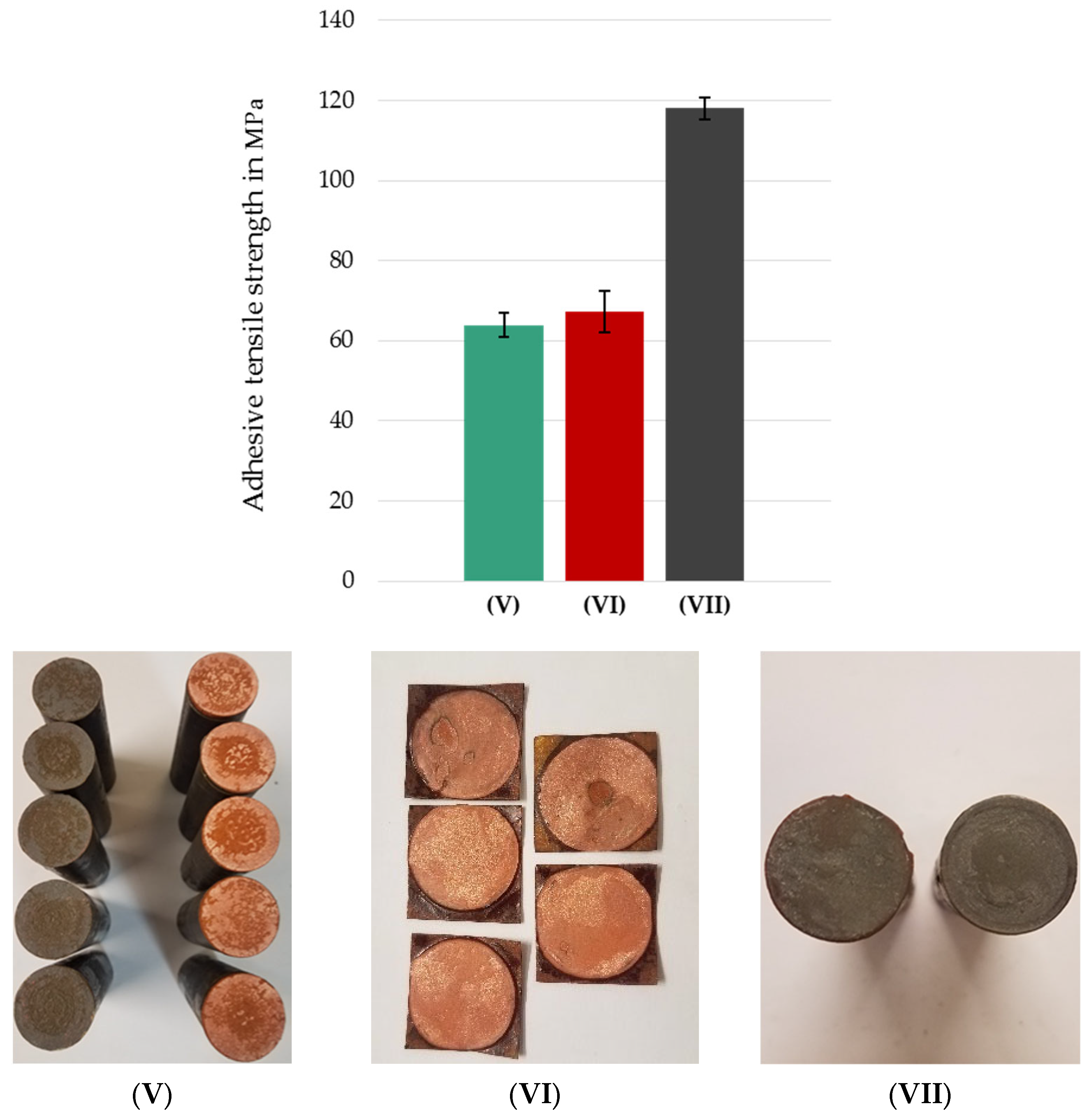
3.2. Adhesion Tensile Strength
4. Discussion
4.1. Coating Morphology Depending on the Setted Process Atmosphere
4.2. Adhesive Tensile Strength
5. Conclusions
- The coatings formed in under XHV-adequate conditions are free of oxide seams, feature few interfacial gaps, and have a significantly reduced porosity.
- By transferring the blasting process to the oxygen-free environment, existing oxide films can be removed and their new formation suppressed. This improves the wetting behaviour of the impacting particles.
- The oxide-free interfaces result in substantial increased adhesive tensile strength. In some cases, the strength exceeded 60 MPa, which corresponds to an 154% increase as compared to the data obtained for conventionally sprayed coatings.
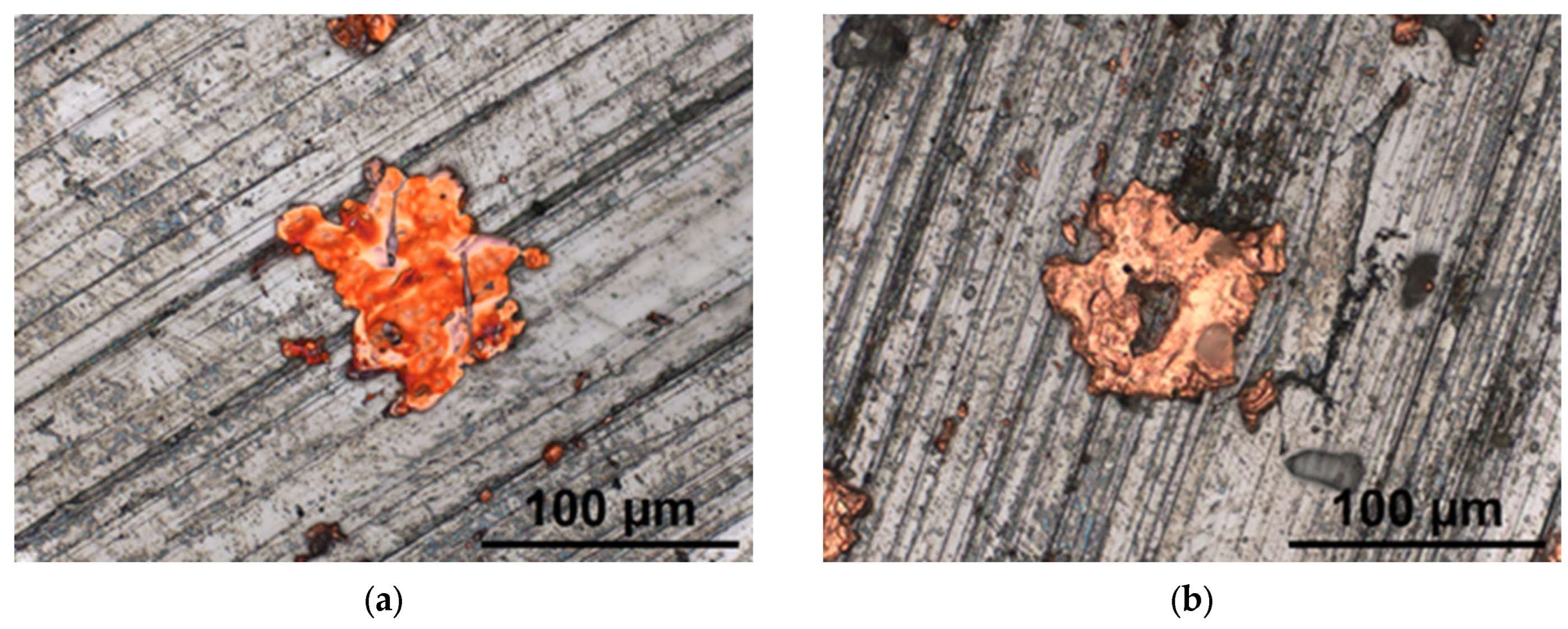
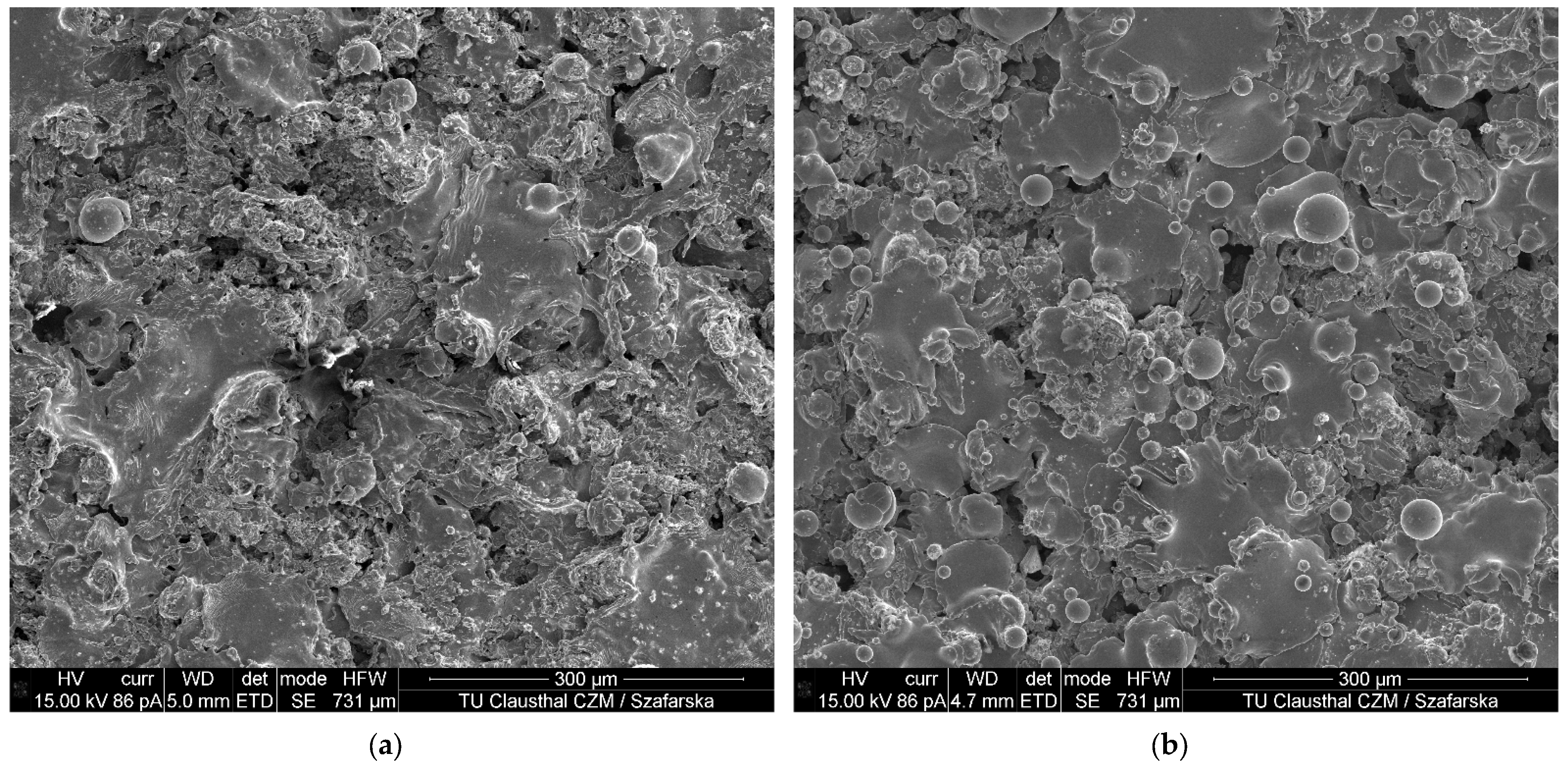
- The inert spay atmosphere, i.e., absence of oxygen, has a strong influence on the particle and splat formation, which can be attributed to the associated change in surface tension.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ang, A.S.M.; Sanpo, N.; Sesso, M.L.; Kim, S.Y.; Berndt, C.C. Thermal Spray Maps: Material Genomics of Processing Technologies. J. Therm. Spray Technol. 2013, 22, 1170–1183. [Google Scholar] [CrossRef]
- Richardt, K.R.M. Eigenschaften und Potentiale Atmosphärischer Plasmaspritzsysteme; IOT-Schriftenreihe Oberflächentechnik 14; Zugl.: Aachen, Techn. Hochsch., Diss., 2008; Shaker: Aachen, Germany, 2009; ISBN 978-3-8322-8485-5. [Google Scholar]
- Davis, J.R. Handbook of Thermal Spray Technology; Introduction to Thermal Spray Processing; ASM International: Materials Park, OH, USA, 2004; ISBN 0871707950. [Google Scholar]
- Oerlikon, Metco. An Introduction to Thermal Spray. Available online: https://www.oerlikon.com/ecoma/files/BRO-0005.6_Thermal_Spray_Brochure_EN.pdf (accessed on 31 January 2022).
- Bach, F.-W.; Möhwald, K.; Laarmann, A.; Wenz, T. (Eds.) Moderne Beschichtungsverfahren; Wiley-VCH: Weinheim, Germany, 2005; ISBN 978-3-527-30977-1. [Google Scholar]
- Planche, M.P.; Liao, H.; Coddet, C. Oxidation control in atmospheric plasma spraying coating. Surf. Coat. Technol. 2007, 202, 69–76. [Google Scholar] [CrossRef]
- Matthews, S. Development of high carbide dissolution/low carbon loss Cr3C2–NiCr coatings by shrouded plasma spraying. Surf. Coat. Technol. 2014, 258, 886–900. [Google Scholar] [CrossRef]
- Kawakita, J.; Kuroda, S.; Fukushima, T.; Kodama, T. Development of dense corrosion resistant coatings by an improved HVOF spraying process. Sci. Technol. Adv. Mater. 2003, 4, 281–289. [Google Scholar] [CrossRef] [Green Version]
- da Silva, F.S.; Cinca, N.; Dosta, S.; Cano, I.G.; Guilemany, J.M.; Caires, C.S.A.; Lima, A.R.; Silva, C.M.; Oliveira, S.L.; Caires, A.R.L.; et al. Corrosion resistance and antibacterial properties of copper coating deposited by cold gas spray. Surf. Coat. Technol. 2019, 361, 292–301. [Google Scholar] [CrossRef]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M.P. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Koçak, M. Mechanical properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- Champagne, V.K. The Cold Spray Materials Deposition Process. Fundamentals and Applications; Woodhead Publishing in Materials; Woodhead: Cambridge, UK; Boca Raton, FL, USA, 2007; ISBN 978-1-84569-181-3. [Google Scholar]
- Karthikeyan, J. The advantages and disadvantages of the cold spray coating process. In The Cold Spray Materials Deposition Process; Elsevier: Amsterdam, The Netherlands, 2007; pp. 62–71. [Google Scholar] [CrossRef]
- Sabard, A.; McNutt, P.; Begg, H.; Hussain, T. Cold spray deposition of solution heat treated, artificially aged and naturally aged Al 7075 powder. Surf. Coat. Technol. 2020, 385, 125367. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Shayegan, G.; Mahmoudi, H.; Ghelichi, R.; Villafuerte, J.; Wang, J.; Guagliano, M.; Jahed, H. Residual stress induced by cold spray coating of magnesium AZ31B extrusion. Mater. Des. 2014, 60, 72–84. [Google Scholar] [CrossRef]
- Luzin, V.; Spencer, K.; Zhang, M.X.; Matthews, N. Residual Stress in Coatings Produced by Cold Spray. Mater. Sci. Forum 2013, 772, 155–159. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 Thermal Spray Roadmap. J. Therm. Spray Tech. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Villafuerte, J. (Ed.) Modern Cold Spray. Materials, Process, and Applications; Springer eBook Collection Chemistry and Materials Science; Springer: Cham, Switzerland, 2015; ISBN 978-3-319-16772-5. [Google Scholar]
- Leylavergne, M.; Vardelle, A.; Dussoubs, B.; Goubot, N. Comparison of Plasma-Sprayed Coatings Produced in Argon or Nitrogen Atmosphere. In International Thermal Spray Conference; ASM International: Materials Park, OH, USA, 1997; pp. 459–465. [Google Scholar] [CrossRef]
- Smith, M.F.; Hall, A.C.; Fleetwood, J.D.; Meyer, P. Very Low Pressure Plasma Spray—A Review of an Emerging Technology in the Thermal Spray Community. Coatings 2011, 1, 117–132. [Google Scholar] [CrossRef] [Green Version]
- Mauer, G.; Vaßen, R.; Stöver, D. Controlling the oxygen contents in vacuum plasma sprayed metal alloy coatings. Surf. Coat. Technol. 2007, 201, 4796–4799. [Google Scholar] [CrossRef]
- Fauchais, P.; Heberlein, J.; Boulos, M.R.F. Induction Plasma Spraying; Springer: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Samal, S.; Tyc, O.; Cizek, J.; Klecka, J.; Lukáč, F.; Molnárová, O.; de Prado, E.; Weiss, Z.; Kopeček, J.; Heller, L.; et al. Fabrication of Thermal Plasma Sprayed NiTi Coatings Possessing Functional Properties. Coatings 2021, 11, 610. [Google Scholar] [CrossRef]
- Matthews, S. Shrouded plasma spray of Ni–20Cr coatings utilizing internal shroud film cooling. Surf. Coat. Technol. 2014, 249, 56–74. [Google Scholar] [CrossRef]
- Wang, X.; Heberlein, J.; Pfender, E.; Gerberich, W. Effect of Nozzle Configuration, Gas Pressure, and Gas Type on Coating Properties in Wire Arc Spray. J. Therm. Spray Technol. 1999, 8, 565–575. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, Z.; Luo, L. Microstructure and Phase Composition of Titanium Coatings Plasma Sprayed with a Shroud. MATEC Web Conf. EDP Sci. 2018, 142, 3006. [Google Scholar] [CrossRef]
- Greuner, H.; Bolt, H.; Böswirth, B.; Lindig, S.; Kühnlein, W.; Huber, T.; Sato, K.; Suzuki, S. Vacuum plasma-sprayed tungsten on EUROFER and 316L: Results of characterisation and thermal loading tests. Fusion Eng. Des. 2005, 75–79, 333–338. [Google Scholar] [CrossRef]
- Niu, Y.; Lu, D.; Huang, L.; Zhao, J.; Zheng, X.; Chen, G. Comparison of W–Cu composite coatings fabricated by atmospheric and vacuum plasma spray processes. Vacuum 2015, 117, 98–103. [Google Scholar] [CrossRef]
- Holländer, U.; Wulff, D.; Langohr, A.; Möhwald, K.; Maier, H.J. Brazing in SiH4-Doped Inert Gases: A New Approach to an Environment Friendly Production Process. Int. J. Precis. Eng. Manuf.-Green Technol. 2020, 7, 1059–1071. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez Diaz, M.; Nicolaus, M.; Möhwald, K.; Maier, H.J. Thermal spraying in silane-doped shielding gases: A new approach for innovative coatings in controlled process atmospheres. Therm. Spray Bull. 2021, 2, 120–127. [Google Scholar]
- Chiggiato, P. Vacuum Technology for Superconducting Devices. arXiv 2015, arXiv:1501.07162. [Google Scholar] [CrossRef]
- Burger, W. Digitale Bildverarbeitung. Eine Einführung mit Java und ImageJ; X.media.Press, Springer: Berlin, Germany; New York, NY, USA, 2006; ISBN 10: 3540309403. [Google Scholar]
- Gourlaouen, V.; Verna, E.; Beaubien, P. Enhanced Copper Coating Properties Obtained by Electric Wire Arc Spraying Process. In Thermal Spray 2000, Proceedings of the International Thermal Spray Conference, Montreal, QC, Canada, 8–11 May 2000; ASM International: Materials Park, OH, USA, 2000; pp. 685–690. [Google Scholar] [CrossRef]
- Yule, A.J.; Dunkley, J.J. Atomization of Melts: For Powder Production and Spray Deposition; Oxford Series on Advanced Manufacturing 11; Clarendon Press: Oxford, UK, 1994; ISBN 10 0198562586. [Google Scholar]
- Abkenar, A.H.P. Wire-arc Spraying System: Particle Production, Transport, and Deposition. Ph.D. Thesis, Mechanical and Industrial Engineering University of Toronto, Toronto, ON, Canada, Library and Archives Canada = Bibliothèque et Archives Canada, Ottawa, ON, Cannada, 2007. [Google Scholar]
- Ünal, A. Production of Rapidly Solidified Aluminium Alloy Powders by Gas Atomisation and Their Applications. Powder Metall. 1990, 33, 53–64. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.; Liu, J.; Zhang, L.; Gao, L.; Zheng, G.; Shen, H.; Sun, J. Microstructure and Flight Behaviors of Droplet and its Solidification in Twin-Wire Arc Sprayed Ni-Al Composite Coatings. Mater. Res. 2018, 21, 26. [Google Scholar] [CrossRef]
- Prehm, J. Modellierung Thermisch-Physikalischer Vorgänge beim Thermischen Spritzen; Zugl.: Hannover, Univ., Diss., 2014; Berichte aus dem IW 2014,6. PZH-Verl; TEWISS-Technik und Wissen GmbH: Garbsen, Germany, 2014; ISBN 9783944586922. [Google Scholar]
- Sharifahmadian, O.; Salimijazi, H.R.; Fathi, M.H.; Mostaghimi, J.; Pershin, L. Study of the Antibacterial Behavior of Wire Arc Sprayed Copper Coatings. J. Therm. Spray Technol. 2013, 22, 371–379. [Google Scholar] [CrossRef]
- HTK Hamburg GmbH. HTK Ultra Bond® 100 Datasheet. For the Determination of Adhesive Strength According to DIN EN 14916:2017. 2019. Available online: https://www.ultrabond.de/our-products/special-bonds/htk-ultra-bond-100 (accessed on 19 January 2022).
- Huang, R.; Ma, W.; Fukanuma, H. Development of ultra-strong adhesive strength coatings using cold spray. Surf. Coat. Technol. 2014, 258, 832–841. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Specimens in Accordance to DIN EN ISO 14916 | ||
|---|---|---|
| Sample set | Coating environment | Blasting environment |
| I | air | air |
| II | silane + N2 | air |
| III | silane + N2 | silane + N2 |
| IV | silane + N2 | silane + N2 |
| V | silane + N2 | silane + N2 |
| Result validation specimens | ||
| Sample set | Description | |
| VI | 25 × 25 × 0.5 mm pure copper sheets | |
| VII | adhesive blank test | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodriguez Diaz, M.; Szafarska, M.; Gustus, R.; Möhwald, K.; Maier, H.J. Oxide Free Wire Arc Sprayed Coatings—An Avenue to Enhanced Adhesive Tensile Strength. Metals 2022, 12, 684. https://doi.org/10.3390/met12040684
Rodriguez Diaz M, Szafarska M, Gustus R, Möhwald K, Maier HJ. Oxide Free Wire Arc Sprayed Coatings—An Avenue to Enhanced Adhesive Tensile Strength. Metals. 2022; 12(4):684. https://doi.org/10.3390/met12040684
Chicago/Turabian StyleRodriguez Diaz, Manuel, Maik Szafarska, René Gustus, Kai Möhwald, and Hans Jürgen Maier. 2022. "Oxide Free Wire Arc Sprayed Coatings—An Avenue to Enhanced Adhesive Tensile Strength" Metals 12, no. 4: 684. https://doi.org/10.3390/met12040684