
Microstructure Evolution and Properties of β-TCP/Mg-Zn-Ca Biocomposite Processed by Hot Extrusion Combined with Multi-Pass ECAP

Abstract
:1. Introduction
2. Materials and Methods
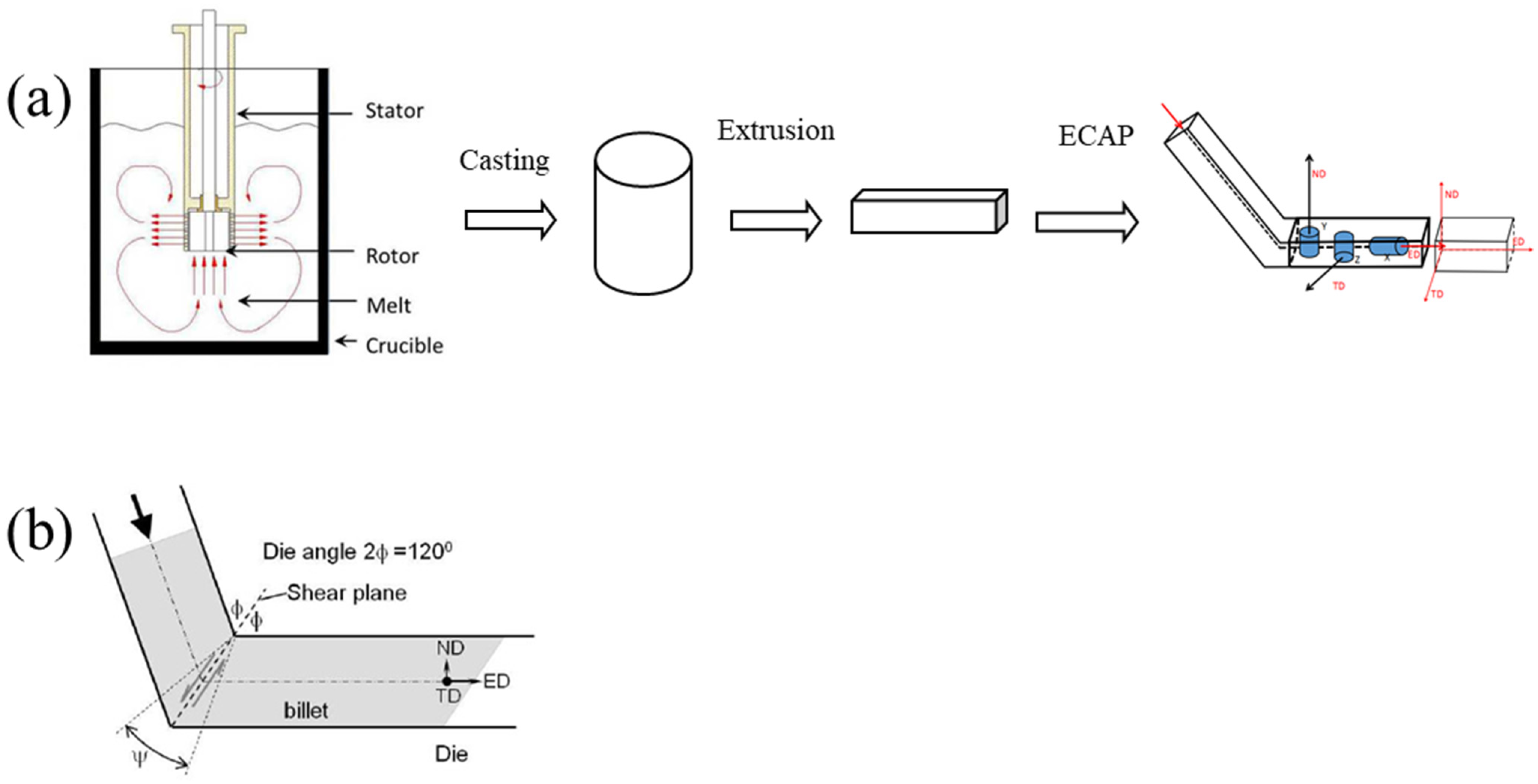
2.1. Material Preparation Method
2.2. Phase Analysis and Microstructure Observation
2.3. Mechanical Properties
2.4. Electrochemical Measurements
2.5. Cell Biocompatibility Evaluation
3. Results and Discussion
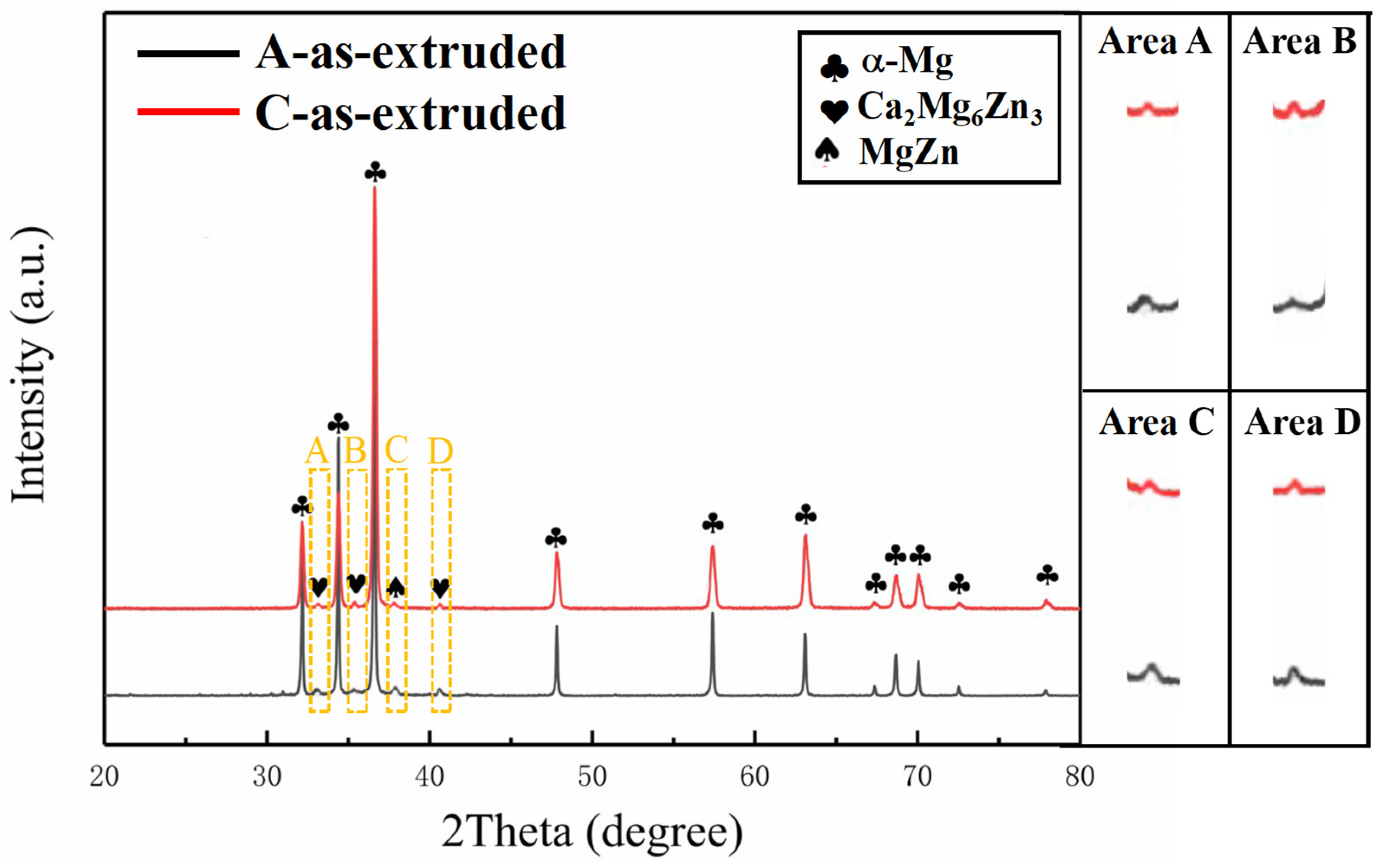
3.1. Phase Analysis
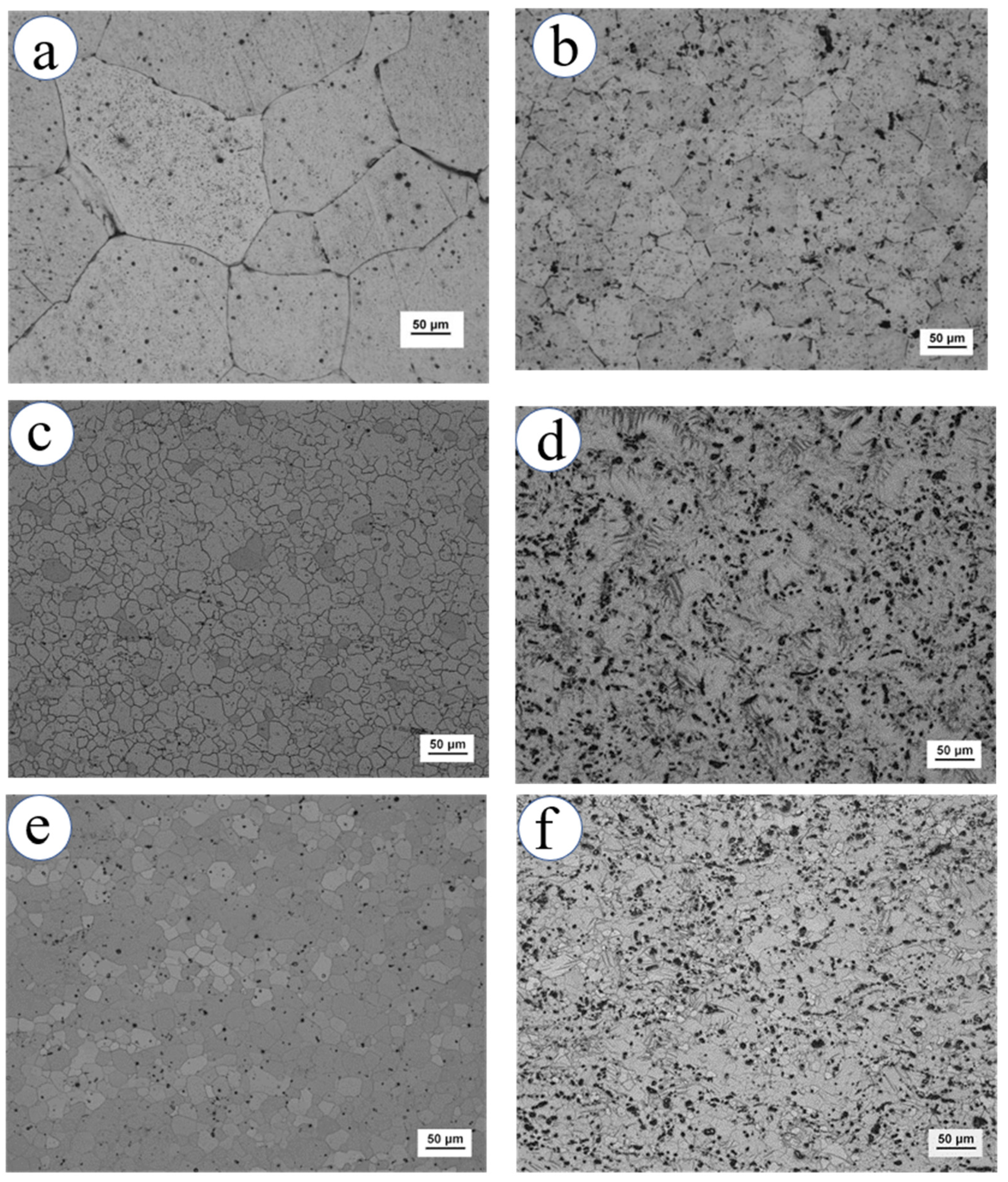
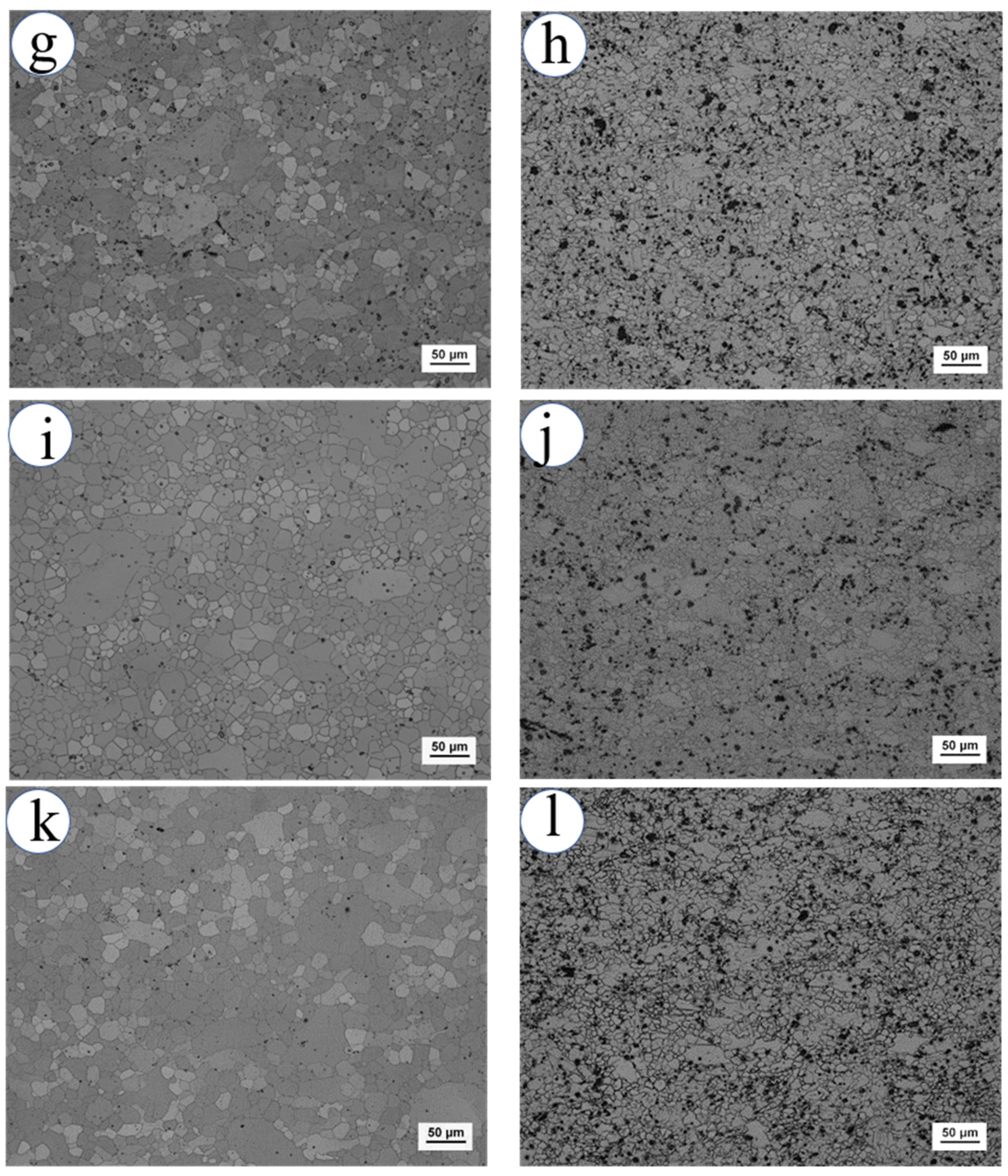
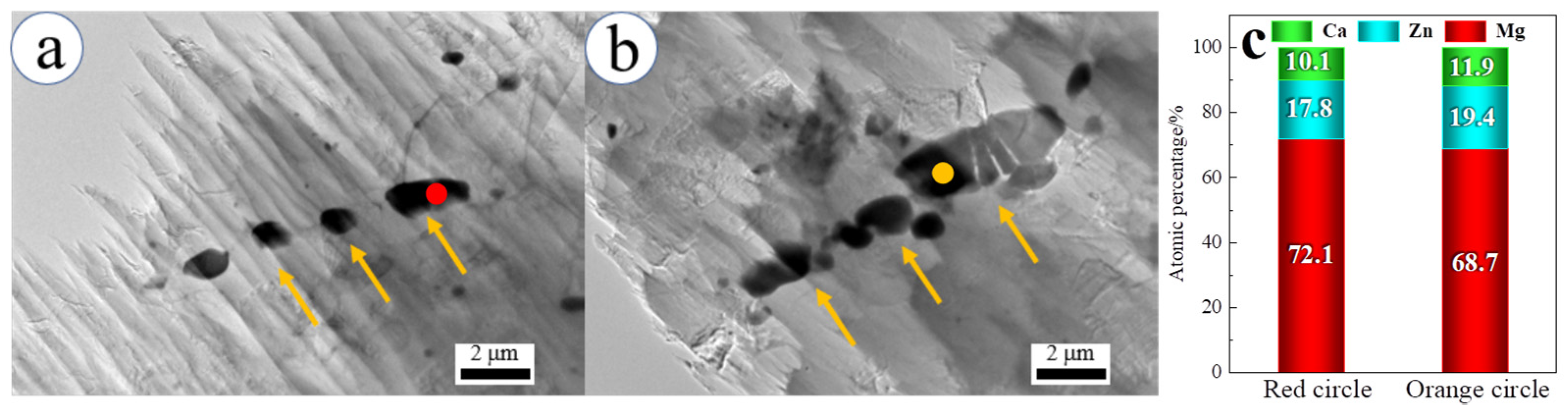
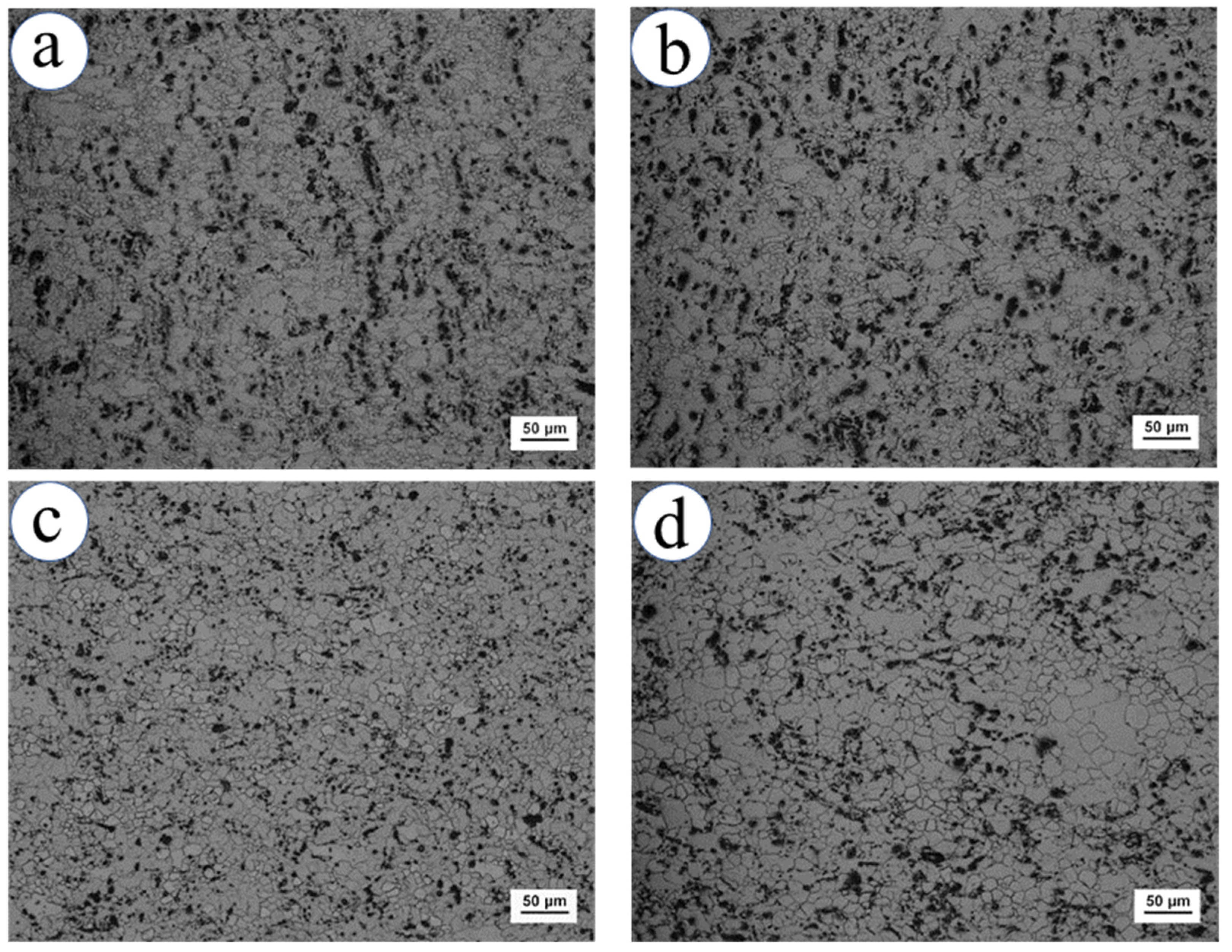
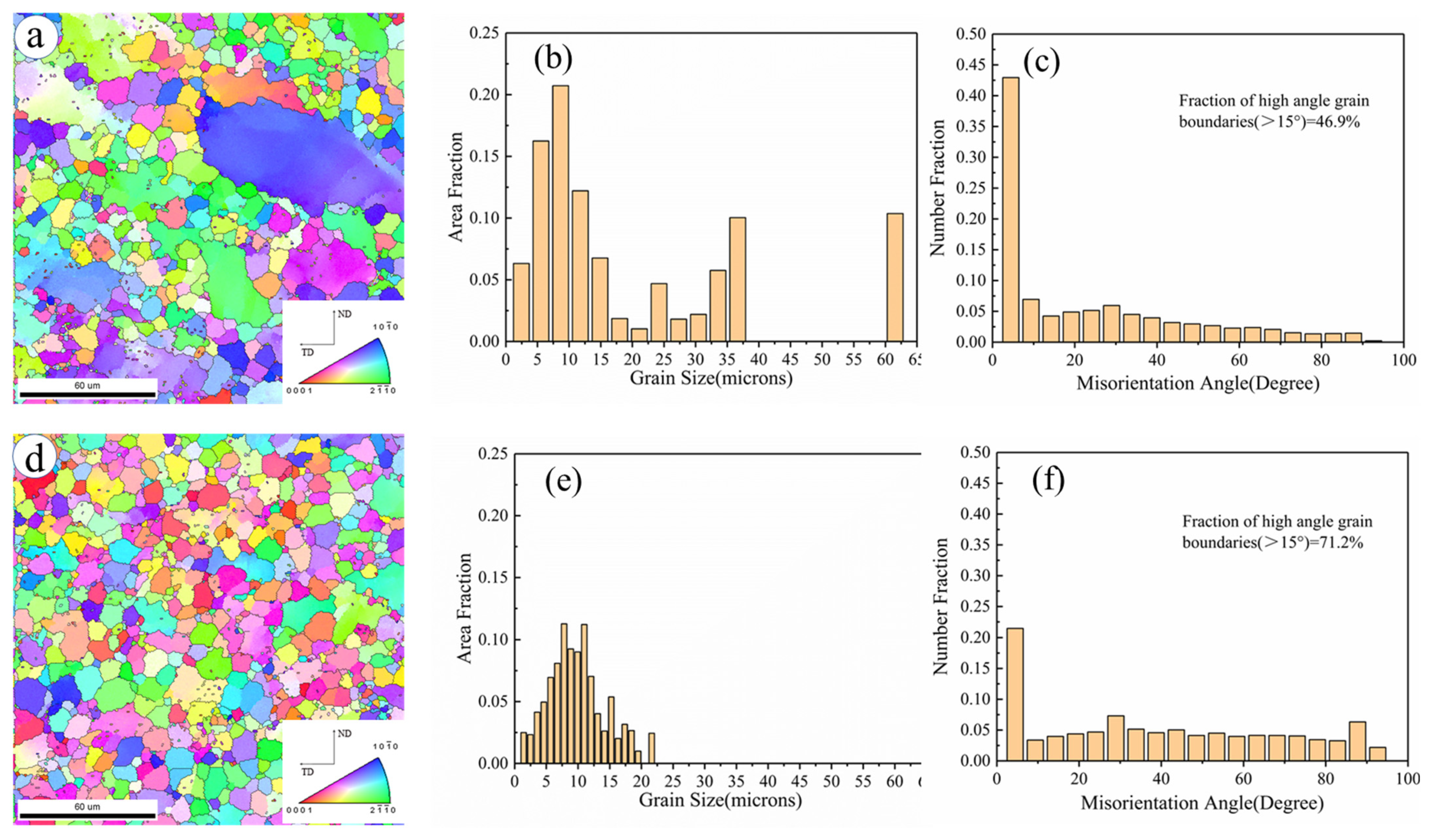
3.2. Microstructure Observation
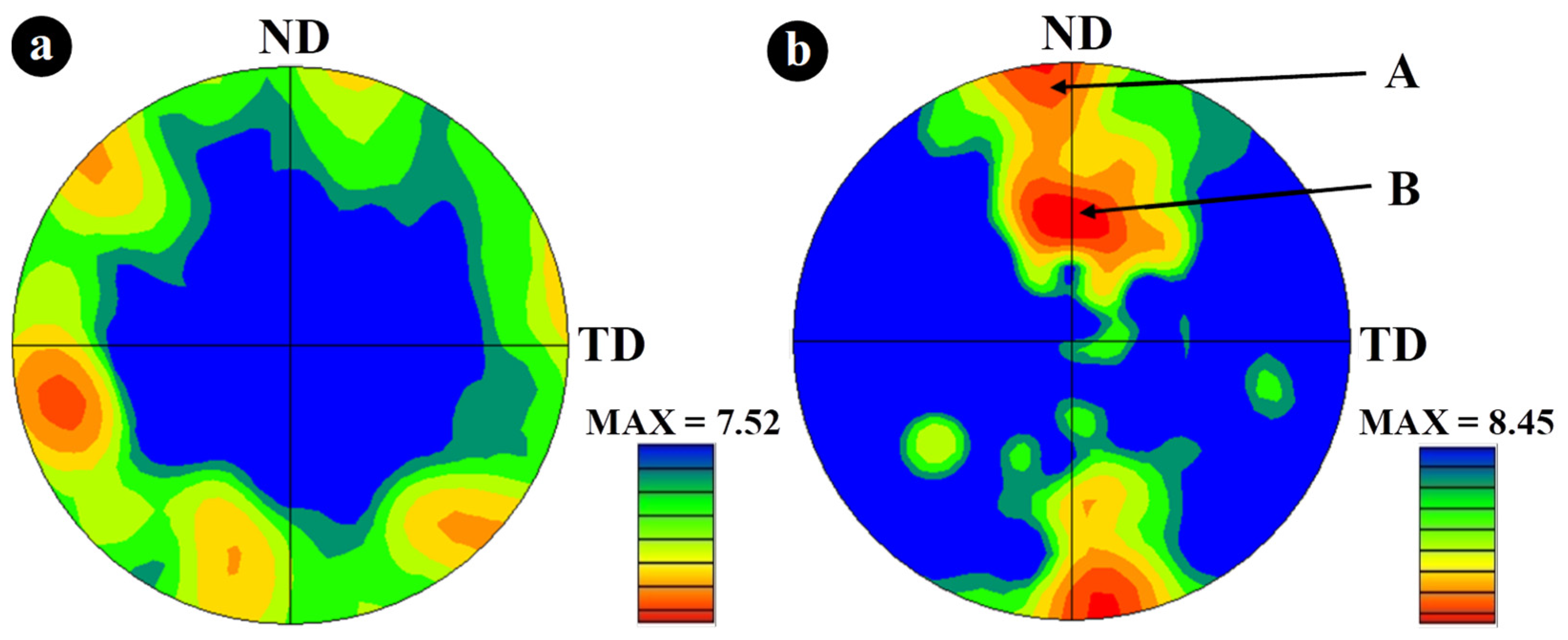
3.3. Texture Evolution
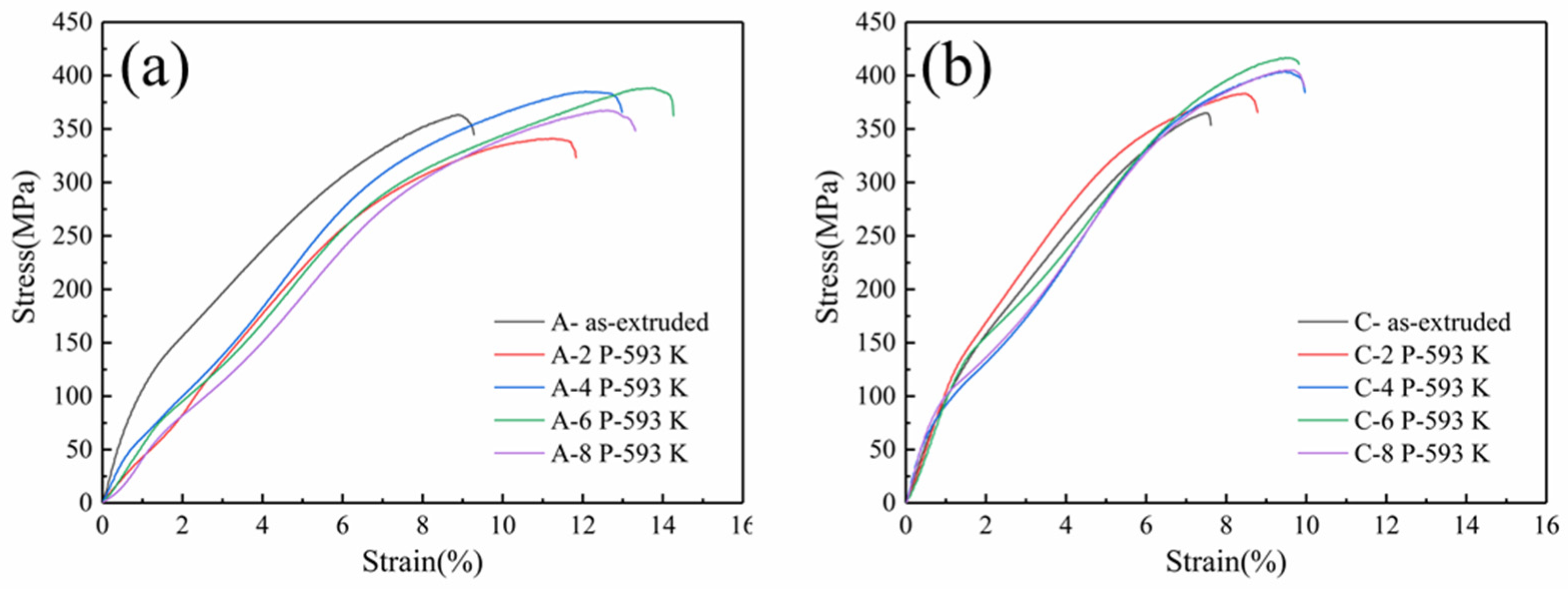
3.4. Mechanical Properties
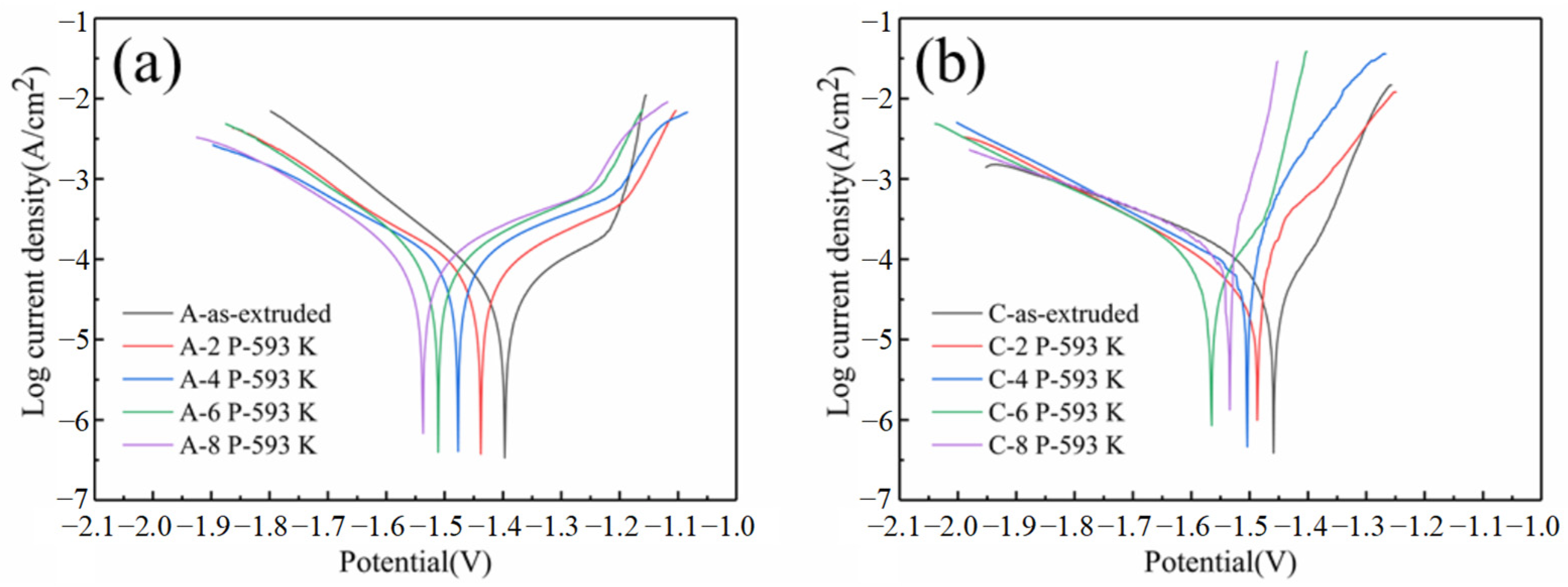
3.5. Electrochemical Analysis
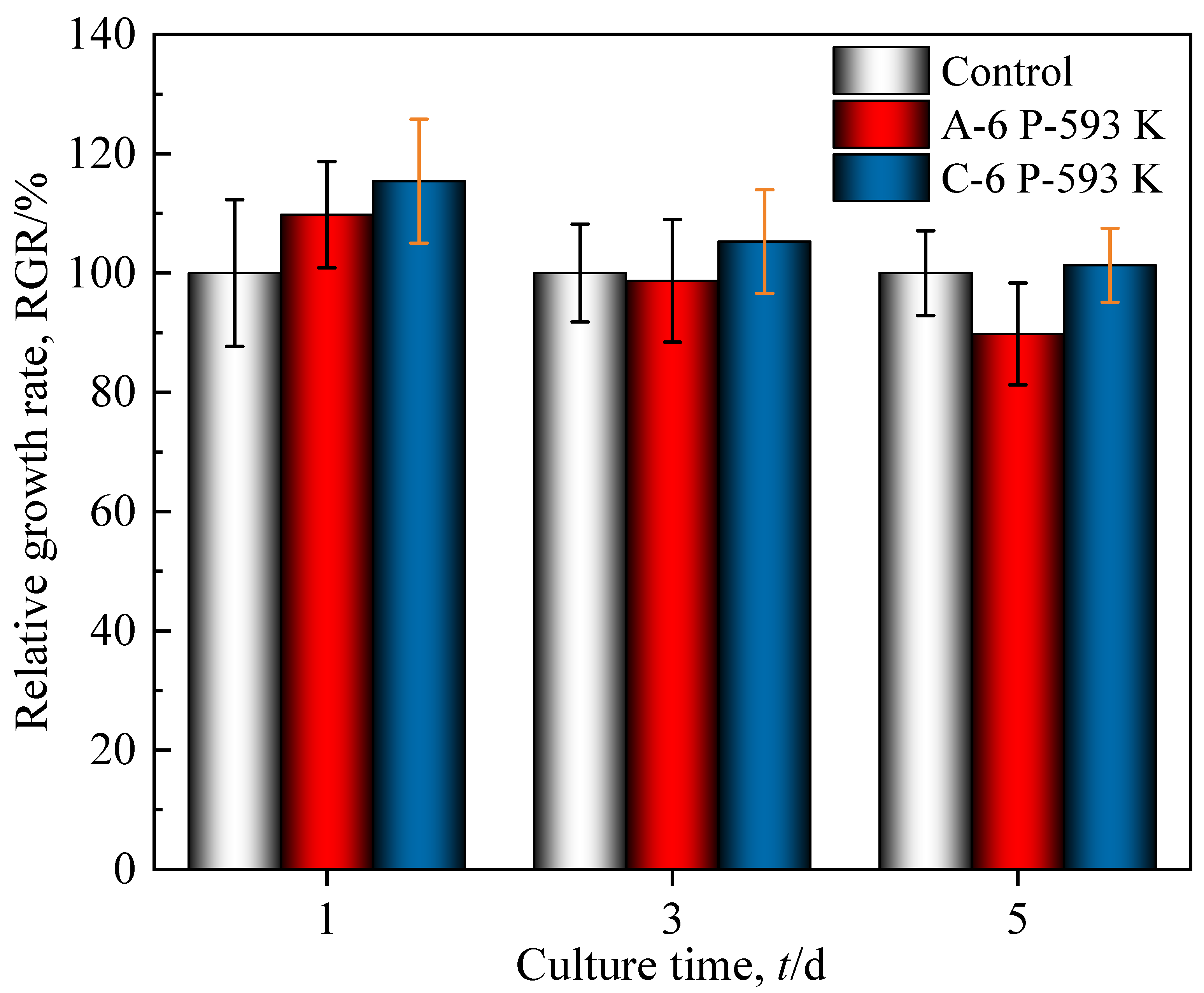
3.6. Cell Biocompatibility
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Ma, Y.; Guo, S.; Jiang, W.; Liu, Q. Effect of Sr on the Microstructure and Biodegradable Behavior of Mg–Zn–Ca-Mn Alloys for Implant Application. Mater. Des. 2018, 153, 308–316. [Google Scholar] [CrossRef]
- Roche, V.; Koga, G.Y.; Matias, T.B.; Kiminami, C.S.; Bolfarini, C.; Botta, W.J.; Nogueira, R.P.; Jorge Junior, A.M. Degradation of Biodegradable Implants: The Influence of Microstructure and Composition of Mg-Zn-Ca Alloys. J. Alloy. Compd. 2019, 774, 168–181. [Google Scholar] [CrossRef]
- Chen, S.; Yao, Z.; Guan, Y.; Yang, H.; Shahzad, M.B.; Wu, Y.; Zhang, B.; Shen, L.; Yang, K. High Nitrogen Stainless Steel Drug-Eluting Stent-Assessment of Pharmacokinetics and Preclinical Safety In Vivo. Bioact. Mater. 2020, 5, 779–786. [Google Scholar] [CrossRef] [PubMed]
- Bansal, P.; Singh, G.; Sidhu, H.S. Investigation of Corrosion Behavior and Surface Properties of Plasma Sprayed HA/Sr Reinforced Coatings on CoCr Alloys. Mater. Chem. Phys. 2020, 253, 123330. [Google Scholar] [CrossRef]
- Lu, Y.; Turner, R.; Brooks, J.; Basoalto, H. Microstructural Characteristics and Computational Investigation on Electron Beam Welded Ti-6Al-4 V Alloy. J. Mater. Processing Technol. 2021, 288, 116837. [Google Scholar] [CrossRef]
- Meng, X.; Jiang, Z.; Zhu, S.; Guan, S. Effects of Sr Addition on Microstructure, Mechanical and Corrosion Properties of Biodegradable Mg–Zn–Ca Alloy. J. Alloy. Compd. 2020, 838, 15561. [Google Scholar] [CrossRef]
- Zhao, D.; Witte, F.; Lu, F.; Wang, J.; Li, J.; Qin, L. Current Status on Clinical Applications of Magnesium-Based Orthopaedic Implants: A Review from Clinical Translational Perspective. Biomaterials 2017, 112, 287–302. [Google Scholar] [CrossRef]
- Han, H.S.; Loffredo, S.; Jun, I.; Edwards, J.; Kim, Y.C.; Seok, H.K.; Witte, F.; Mantovani, D.; Glyn-Jones, S. Current Status and Outlook on the Clinical Translation of Biodegradable Metals. Mater. Today 2019, 23, 57–71. [Google Scholar] [CrossRef]
- Pulido-González, N.; Torres, B.; García-Rodríguez, S.; Rodrigo, P.; Bonache, V.; Hidalgo-Manrique, P.; Mohedano, M.; Rams, J. Mg–1Zn–1Ca Alloy for Biomedical Applications. Influence of the Secondary Phases on the Mechanical and Corrosion Behaviour. J. Alloy. Compd. 2020, 831, 154735. [Google Scholar] [CrossRef]
- Zareian, Z.; Emamy, M.; Malekan, M.; Mirzadeh, H.; Kim, W.J.; Bahmani, A. Tailoring the Mechanical Properties of Mg–Zn Magnesium Alloy by Calcium Addition and Hot Extrusion Process. Mater. Sci. Eng. A 2020, 774, 138929. [Google Scholar] [CrossRef]
- Fang, H.; Wang, C.; Zhou, S.; Zheng, Z.; Lu, T.; Li, G.; Tian, Y.; Suga, T. Enhanced Adhesion and Anticorrosion of Silk Fibroin Coated Biodegradable Mg-Zn-Ca Alloy via a Two-Step Plasma Activation. Corros. Sci. 2020, 168, 108466. [Google Scholar] [CrossRef]
- Ding, P.; Liu, Y.; He, X.; Liu, D.; Chen, M. In Vitro and in Vivo Biocompatibility of Mg–Zn–Ca Alloy Operative Clip. Bioact. Mater. 2019, 4, 236–244. [Google Scholar] [CrossRef] [PubMed]
- Höhn, S.; Virtanen, S.; Boccaccini, A.R. Protein Adsorption on Magnesium and Its Alloys: A Review. Appl. Surf. Sci. 2019, 464, 212–219. [Google Scholar] [CrossRef]
- Abdel-Gawad, S.A.; Shoeib, M.A. Corrosion Studies and Microstructure of Mg−Zn−Ca Alloys for Biomedical Applications. Surf. Interfaces 2019, 14, 108–116. [Google Scholar] [CrossRef]
- Li, J.X.; Zhang, Y.; Li, J.Y.; Xie, J.X. Effect of Trace HA on Microstructure, Mechanical Properties and Corrosion Behavior of Mg-2Zn-0.5Sr Alloy. J. Mater. Sci. Technol. 2018, 34, 299–310. [Google Scholar] [CrossRef]
- Shahin, M.; Munir, K.; Wen, C.; Li, Y. Magnesium-Based Composites Reinforced with Graphene Nanoplatelets as Biodegradable Implant Materials. J. Alloy. Compd. 2020, 828, 15446. [Google Scholar] [CrossRef]
- Zhao, Z.; Bai, P.; Du, W.; Liu, B.; Pan, D.; Das, R.; Liu, C.; Guo, Z. An Overview of Graphene and Its Derivatives Reinforced Metal Matrix Composites: Preparation, Properties and Applications. Carbon 2020, 170, 302–326. [Google Scholar] [CrossRef]
- Cui, Z.; Zhang, Y.; Cheng, Y.; Gong, D.; Wang, W. Microstructure, Mechanical, Corrosion Properties and Cytotoxicity of Beta calcium Polyphosphate Reinforced ZK61 Magnesium Alloy Composite by Spark Plasma Sintering. Mater. Sci. Eng. C 2019, 99, 1035–1047. [Google Scholar] [CrossRef]
- Tanaka, K.; Botticelli, D.; Canullo, L.; Baba, S.; Xavier, S.P. New Bone Ingrowth into β-TCP/HA Graft Activated with Argon Plasma: A Histomorphometric Study on Sinus Lifting in Rabbits. Int. J. Implant. Dent. 2020, 6, 36. [Google Scholar] [CrossRef]
- Pan, C.; Sun, X.; Xu, G.; Su, Y.; Liu, D. The Effects of β-TCP on Mechanical Properties, Corrosion Behavior and Biocompatibility of β-TCP/Zn-Mg Composites. Mater. Sci. Eng. C 2020, 108, 110397. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, B.; Wang, Y.; Geng, L.; Jiao, X. Preparation and Characterization of a New Biomedical Mg-Zn-Ca Alloy. Mater. Des. 2012, 34, 58–64. [Google Scholar] [CrossRef]
- Masoudpanah, S.M.; Mahmudi, R. The Microstructure, Tensile, and Shear Deformation Behavior of an AZ31 Magnesium Alloy after Extrusion and Equal Channel Angular Pressing. Mater. Des. 2010, 31, 3512–3517. [Google Scholar] [CrossRef]
- Yu, X.; Li, D.; Liu, Y.; Ding, P.; He, X.; Zhao, Y.; Chen, M.; Liu, D. In Vitro and in Vivo Studies on the Degradation and Biosafety of Mg-Zn-Ca-Y Alloy Hemostatic Clip with the Carotid Artery of SD Rat Model. Mater. Sci. Eng. C 2020, 115, 111093. [Google Scholar] [CrossRef] [PubMed]
- Ly, X.; Yang, S.; Nguyen, T. Effect of Equal Channel Angular Pressing as the Pretreatment on Microstructure and Corrosion Behavior of Micro-Arc Oxidation (MAO) Composite Coating on Biodegradable Mg-Zn-Ca Alloy. Surf. Coat. Technol. 2020, 395, 125923. [Google Scholar] [CrossRef]
- Chen, J.X.; Zhu, X.Y.; Tan, L.L.; Yang, K.; Su, X.P. Effects of ECAP Extrusion on the Microstructure, Mechanical Properties and Biodegradability of Mg–2Zn–XGd–0.5Zr Alloys. Acta Metall. Sin. (Engl. Lett.) 2021, 34, 205–216. [Google Scholar] [CrossRef]
- Zhuang, Y.; Wang, H.; Li, H.; Zheng, L.; Li, J.; Zhou, P. Synergistic Effect of Grain Size, β-Mg17Al12, and Texture on Mechanical Properties of Mg-15Al (Wt.%) Magnesium Alloy Processed by Equal Channel Angular Pressing. J. Mater. Eng. Perform. 2020, 29, 4360–4369. [Google Scholar] [CrossRef]
- Prithivirajan, S.; Narendranath, S.; Desai, V. Analysing the Combined Effect of Crystallographic Orientation and Grain Refinement on Mechanical Properties and Corrosion Behaviour of ECAPed ZE41 Mg Alloy. J. Magnes. Alloy. 2020, 8, 1128–1143. [Google Scholar] [CrossRef]
- Krywopusk, N.M.; Kecskes, L.J.; Weihs, T.P. Microstructural Characterization of Pure Mg and AZ31B Processed by ECAE. Mater. Charact. 2019, 158, 109950. [Google Scholar] [CrossRef]
- Subramani, M.; Huang, S.J.; Borodianskiy, K. Effect of SiC Nanoparticles on AZ31 Magnesium Alloy. Materials 2022, 15, 1004. [Google Scholar] [CrossRef]
- Huang, S.J.; Subramani, M.; Borodianskiy, K. Strength and Ductility Enhancement of AZ61/Al2O3/SiC Hybrid Composite by ECAP Processing. Mater. Today Commun. 2022, 31, 103261. [Google Scholar] [CrossRef]
- Abbas, A.; Huang, S.J. ECAP Effects on Microstructure and Mechanical Behavior of Annealed WS2/AZ91 Metal Matrix Composite. J. Alloy. Compd. 2020, 835, 155466. [Google Scholar] [CrossRef]
- Xu, Q.; Ma, A.; Saleh, B.; Li, Y.; Yuan, Y.; Jiang, J.; Ni, C. Enhancement of Strength and Ductility of SiCp/AZ91 Composites by RD-ECAP Processing. Mater. Sci. Eng. A 2020, 771, 138579. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Xiao, L.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.; Yuan, Y.; Zhuo, X.; et al. Microstructure and Anisotropic Mechanical Behavior of the High-Strength and Ductility AZ91 Mg Alloy Processed by Hot Extrusion and Multi-Pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Gan, W.M.; Wu, K.; Zheng, M.Y.; Wang, X.J.; Chang, H.; Brokmeier, H.G. Microstructure and Mechanical Property of the ECAPed Mg2Si/Mg Composite. Mater. Sci. Eng. A 2009, 516, 283–289. [Google Scholar] [CrossRef]
- Zheng, H.R.; Li, Z.; You, C.; Liu, D.B.; Chen, M.F. Effects of MgO Modified β-TCP Nanoparticles on the Microstructure and Properties of β-TCP/Mg-Zn-Zr Composites. Bioact. Mater. 2017, 2, 1–9. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Xu, C. Interaction of the Cutting Tools and the Ceramic-Reinforced Metal Matrix Composites during Micro-Machining: A Review. CIRP J. Manuf. Sci. Technol. 2014, 7, 55–70. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Zhou, D.; Qiu, F.; Wang, H.; Jiang, Q. Manufacture of Nano-Sized Particle-Reinforced Metal Matrix Composites: A Review. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 798–805. [Google Scholar] [CrossRef] [Green Version]
- Reddy, M.P.; Shakoor, R.A.; Parande, G.; Manakari, V.; Ubaid, F.; Mohamed, A.M.A.; Gupta, M. Enhanced Performance of Nano-Sized SiC Reinforced Al Metal Matrix Nanocomposites Synthesized through Microwave Sintering and Hot Extrusion Techniques. Prog. Nat. Sci. Mater. Int. 2017, 27, 606–614. [Google Scholar] [CrossRef]
- Orlov, D.; Ralston, K.D.; Birbilis, N.; Estrin, Y. Enhanced Corrosion Resistance of Mg Alloy ZK60 after Processing by Integrated Extrusion and Equal Channel Angular Pressing. Acta Mater. 2011, 59, 6176–6186. [Google Scholar] [CrossRef]
- Yin, S.M.; Wang, C.H.; Diao, Y.D.; Wu, S.D.; Li, S.X. Influence of Grain Size and Texture on the Yield Asymmetry of Mg-3Al-1Zn Alloy. J. Mater. Sci. Technol. 2011, 27, 29–34. [Google Scholar] [CrossRef]
- Kim, W.J.; Hong, S.I.; Kim, Y.S.; Min, S.H.; Jeong, H.T.; Lee, J.D. Texture Development and Its Effect on Mechanical Properties of an AZ61 Mg Alloy Fabricated by Equal Channel Angular Pressing. Acta Mater. 2003, 51, 3293–3307. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Lespagnol, J.; Birbilis, N.; Staiger, M.P. A Survey of Bio-Corrosion Rates of Magnesium Alloys. Corros. Sci. 2010, 52, 287–291. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.; Jiang, J.; Lin, P.; Yang, D.; Fan, J. Corrosion Behavior of Equal-Channel-Angular-Pressed Pure Magnesium in NaCl Aqueous Solution. Corros. Sci. 2010, 52, 481–490. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.B.; Jiang, J.H.; Lin, P.H.; Yang, D.H.; Fan, J.F. Corrosion Behaviour of Bulk Ultra-Fine Grained AZ91D Magnesium Alloy Fabricated by Equal-Channel Angular Pressing. Corros. Sci. 2011, 53, 362–373. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Names | Material | ECAP Times | Temperature (K) |
|---|---|---|---|
| A-as-extruded | alloy | 0 | - |
| C-as-extruded | composite | 0 | - |
| A-2-593 K | alloy | 2 | 593 |
| C-2-593 K | composite | 2 | 593 |
| A-4-593 K | alloy | 4 | 593 |
| C-4-553 K | composite | 4 | 553 |
| C-4-573 K | composite | 4 | 573 |
| C-4-593 K | composite | 4 | 593 |
| C-4-613 K | composite | 4 | 613 |
| A-6-593 K | alloy | 6 | 593 |
| C-6-593 K | composite | 6 | 593 |
| A-8-593 K | alloy | 8 | 593 |
| C-8-593 K | composite | 8 | 593 |
| Name | UCS (MPa) | CYS (MPa) | σ (%) |
|---|---|---|---|
| A-as-extruded | 360.6 ± 8.5 | 103.1 ± 6.4 | 9.5 ± 1.5 |
| C-as-extruded | 365.9 ± 9.3 | 107.8 ± 5.8 | 7.6 ± 1.3 |
| A-2 P-593 K | 341.1 ± 6.4 | 75.7 ± 6.1 | 11.9 ± 2.0 |
| C-2 P-593 K | 382.5 ± 7.6 | 112.4 ± 6.3 | 8.8 ± 1.7 |
| A-4 P-593 K | 384.9 ± 9.5 | 84.6 ± 5.7 | 13.0 ± 1.9 |
| C-4 P-593 K | 405.3 ± 7.4 | 118.9 ± 7.0 | 9.8 ± 1.9 |
| A-6 P-593 K | 388.4 ± 7.3 | 94.5 ± 7.2 | 14.3 ± 1.5 |
| C-6 P-593 K | 411.7 ± 6.8 | 123.6 ± 5.5 | 10.1 ± 2.8 |
| A-8 P-593 K | 367.1 ± 8.1 | 86.8 ± 8.7 | 13.4 ± 2.3 |
| C-8 P-593 K | 401.0 ± 6.9 | 115.7 ± 7.1 | 9.4 ± 1.8 |
| Name | Ecorr (V vs. SCE) | Icorr (μA·cm−2) | Vcorr (mm·Y−1) |
|---|---|---|---|
| A-as-extruded | −1.398 | 53.6 | 1.224 |
| C-as-extruded | −1.458 | 71.6 | 1.635 |
| A-2 P-593 K | −1.438 | 39.2 | 0.895 |
| C-2 P-553 K | −1.486 | 48.9 | 1.117 |
| A-4 P-593 K | −1.478 | 60.3 | 1.377 |
| C-4 P-593 K | −1.505 | 69.2 | 1.580 |
| A-6 P-593 K | −1.513 | 78.5 | 1.793 |
| C-6 P-593 K | −1.529 | 93.1 | 2.126 |
| A-8 P-593 K | −1.566 | 91.2 | 2.083 |
| C-8 P-593 K | −1.534 | 112.6 | 2.571 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Su, Y.; Huang, Y.; Chen, M.; Liu, D. Microstructure Evolution and Properties of β-TCP/Mg-Zn-Ca Biocomposite Processed by Hot Extrusion Combined with Multi-Pass ECAP. Metals 2022, 12, 685. https://doi.org/10.3390/met12040685
Sun X, Su Y, Huang Y, Chen M, Liu D. Microstructure Evolution and Properties of β-TCP/Mg-Zn-Ca Biocomposite Processed by Hot Extrusion Combined with Multi-Pass ECAP. Metals. 2022; 12(4):685. https://doi.org/10.3390/met12040685
Chicago/Turabian StyleSun, Xiaohao, Yue Su, Yan Huang, Minfang Chen, and Debao Liu. 2022. "Microstructure Evolution and Properties of β-TCP/Mg-Zn-Ca Biocomposite Processed by Hot Extrusion Combined with Multi-Pass ECAP" Metals 12, no. 4: 685. https://doi.org/10.3390/met12040685