
A Comparative Study on Mechanical and Corrosion Behaviours of α/(α + β) Mg-Li Alloys Subjected to Ultrasonic Nanocrystal Surface Modification

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Processing
2.2. Microstructural Characterization
2.3. Evaluation of Mechanical Properties
2.4. Corrosion Resistance Characterization
2.4.1. Electrochemical Test
2.4.2. Hydrogen Evolution Test
3. Results
3.1. Microstructure
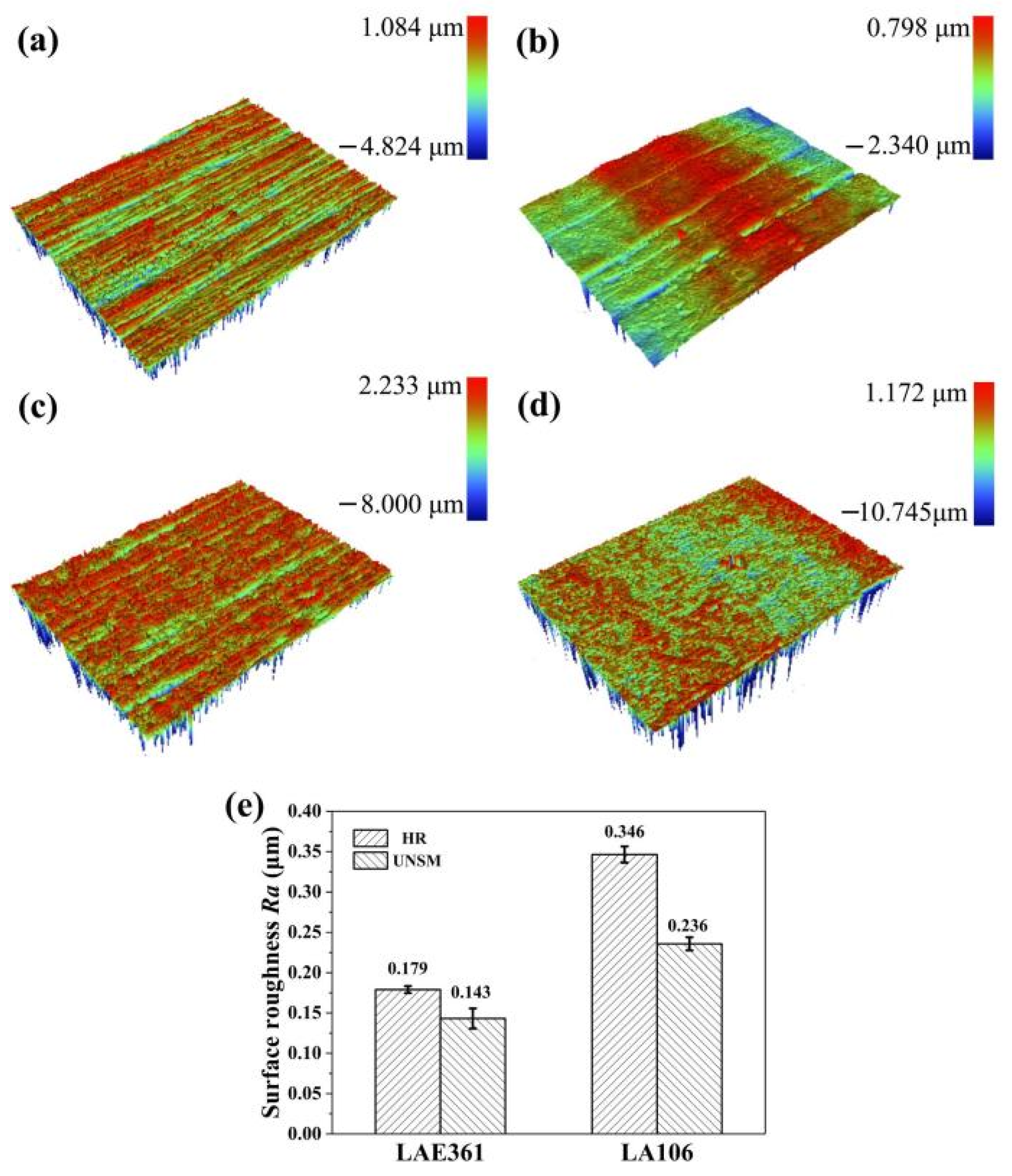
3.2. Surface Roughness
3.3. Texture Evolution
3.4. Mechanical Behaviour
3.4.1. Microhardness
3.4.2. Tensile Mechanical Properties
3.4.3. Fracture Analysis
3.5. Corrosion Behaviour
3.5.1. Electrochemical Corrosion
3.5.2. Hydrogen Evolution Test
4. Discussion
4.1. Analysis of Tensile Properties
4.2. Corrosion Resistance Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zou, Y.; Zhang, L.; Li, Y.; Wang, H.T.; Liu, J.B.; Liaw, P.K.; Bei, H.B.; Zhang, Z.W. Improvement of mechanical behaviors of a superlight Mg-Li base alloy by duplex phases and fine precipitates. J. Alloy. Compd. 2018, 735, 2625–2633. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Hashemi, R.; Tayyebi, M.; Bayati, A. Investigation of mechanical properties, formability, and anisotropy of dual phase Mg-7Li-1Zn. Mater. Res. Express 2019, 6, 106955. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A Review on Casting Magnesium Alloys: Modification of Commercial Alloys and Development of New Alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Zeng, R.C.; Sun, L.; Zheng, Y.F.; Cui, H.Z.; Han, E.H. Corrosion and characterisation of dual phase Mg-Li-Ca alloy in Hank’s solution: The influence of microstructural features. Corros. Sci. 2014, 79, 69–82. [Google Scholar] [CrossRef]
- Guo, J.; Chang, L.; Zhao, Y.; Jin, Y. Effect of Sn and Y addition on the microstructural evolution and mechanical properties of hot-extruded Mg-9Li-3Al alloy. Mater. Charact. 2019, 148, 35–42. [Google Scholar] [CrossRef]
- Morishige, T.; Obata, Y.; Goto, T.; Fukagawa, T.; Nakamura, E.; Takenaka, T. Effect of Al Composition on the Corrosion Resistance of Mg-14 mass% Li System Alloy. Mater. Trans. 2016, 57, 1853–1856. [Google Scholar] [CrossRef] [Green Version]
- Su, Q.; Xu, J.; Li, Y.; Yoon, J.I.; Shan, D.; Guo, B.; Kim, H.S. Microstructural Evolution and Mechanical Properties in Superlight Mg-Li Alloy Processed by High-Pressure Torsion. Materials 2018, 11, 598. [Google Scholar] [CrossRef] [Green Version]
- Maurya, R.; Siddiqui, A.R.; Balani, K. An environment-friendly phosphate chemical conversion coating on novel Mg-9Li-7Al-1Sn and Mg-9Li-5Al-3Sn-1Zn alloys with remarkable corrosion protection. Appl. Surf. Sci. 2018, 443, 429–440. [Google Scholar] [CrossRef]
- Liu, G.; Wang, S.C.; Lou, X.F.; Lu, J.; Lu, K. Low carbon steel with nanostructured surface layer induced by high-energy shot peening. Scr. Mater. 2001, 44, 1791–1795. [Google Scholar] [CrossRef] [Green Version]
- Fu, P.; Zhan, K.; Jiang, C. Micro-structure and surface layer properties of 18CrNiMo7-6 steel after multistep shot peening. Mater. Des. 2013, 51, 309–314. [Google Scholar] [CrossRef]
- Liu, C.; Zheng, H.; Gu, X.; Jiang, B.; Liang, J. Effect of severe shot peening on corrosion behavior of AZ31 and AZ91 magnesium alloys. J. Alloy. Compd. 2019, 770, 500–506. [Google Scholar] [CrossRef]
- Azhari, A.; Schindler, C.; Hilbert, K.; Godard, C.; Kerscher, E. Influence of waterjet peening and smoothing on the material surface and properties of stainless steel 304. Surf. Coat. Technol. 2014, 258, 1176–1182. [Google Scholar] [CrossRef] [Green Version]
- Azhari, A.; Schindler, C.; Godard, C.; Gibmeier, J.; Kerscher, E. Effect of multiple passes treatment in waterjet peening on fatigue performance. Appl. Surf. Sci. 2016, 388, 468–474. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Huang, Y.; Zhang, W.; Ostendorf, A. Investigation of multiple laser shock peening on the mechanical property and corrosion resistance of shipbuilding 5083Al alloy under a simulated seawater environment. Appl. Opt. 2018, 57, 6300–6308. [Google Scholar] [CrossRef]
- Zhang, R.; Zhou, X.; Gao, H.; Mankoci, S.; Liu, Y.; Sang, X.; Qin, H.; Hou, X.; Ren, Z.; Doll, G.L.; et al. The effects of laser shock peening on the mechanical properties and biomedical behavior of AZ31B magnesium alloy. Surf. Coat. Technol. 2018, 339, 48–56. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, J.; Ren, X.; Yao, H. Effect of laser shock processing on the mechanical properties and fatigue lives of the turbojet engine blades manufactured by LY2 aluminum alloy. Mater. Des. 2009, 30, 1697–1703. [Google Scholar] [CrossRef]
- Li, C.; Cui, W.; Zhang, Y. Surface self-nanocrystallization of α+β titanium alloy by surface mechanical grinding treatment. Met. Mater. Int. 2017, 23, 512–518. [Google Scholar] [CrossRef]
- Huang, H.W.; Wang, Z.B.; Yong, X.P.; Lu, K. Enhancing torsion fatigue behaviour of a martensitic stainless steel by generating gradient nanograined layer via surface mechanical grinding treatment. Mater. Sci. Technol. 2013, 29, 1200–1205. [Google Scholar] [CrossRef]
- Lu, K. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455–1456. [Google Scholar] [CrossRef]
- Ye, C.; Telang, A.; Gill, A.; Wen, X.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effects of Ultrasonic Nanocrystal Surface Modification on the Residual Stress, Microstructure, and Corrosion Resistance of 304 Stainless Steel Welds. Met. Mater. Trans. A 2018, 49, 972–978. [Google Scholar] [CrossRef]
- Hou, X.; Qin, H.; Gao, H.; Mankoci, S.; Zhang, R.; Zhou, X.; Ren, Z.; Doll, G.L.; Martini, A.; Sahai, N.; et al. A systematic study of mechanical properties, corrosion behavior and biocompatibility of AZ31B Mg alloy after ultrasonic nanocrystal surface modification. Mater. Sci. Eng. C 2017, 78, 1061–1071. [Google Scholar] [CrossRef] [PubMed]
- Amanov, A.; Penkov, O.V.; Pyun, Y.S.; Kim, D.E. Effects of ultrasonic nanocrystalline surface modification on the tribological properties of AZ91D magnesium alloy. Tribol. Int. 2012, 54, 106–113. [Google Scholar] [CrossRef]
- Ye, H.; Sun, X.; Liu, Y.; Rao, X.X.; Gu, Q. Effect of ultrasonic surface rolling process on mechanical properties and corrosion resistance of AZ31B Mg alloy. Surf. Coat. Technol. 2019, 372, 288–298. [Google Scholar] [CrossRef]
- Gupta, A.K.; Krishnamurthy, H.N.; Singh, Y.; Prasad, K.M.; Singh, S.K. Development of constitutive models for dynamic strain aging regime in Austenitic stainless steel 304. Mater. Des. 2013, 45, 616–627. [Google Scholar] [CrossRef]
- Zou, Y.; Zhang, Z.; Liu, S.; Chen, D.; Wang, G.; Wang, Y.; Zhang, M.; Chen, Y. Ultrasonic-Assisted Electroless Ni-P Plating on Dual Phase Mg-Li Alloy. J. Electrochem. Soc. 2014, 162, C64–C70. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Shan, D.; Chen, R.; Han, E.H. Corrosion characterization of Mg–8Li alloy in NaCl solution. Corros. Sci. 2009, 51, 1087–1094. [Google Scholar] [CrossRef]
- Szklarz, Z.; Bisztyga, M.; Krawiec, H.; Litynska-Dobrzynska, L.; Rogal, Ł. Global and local investigations of the electrochemical behavior the T6 heat treated Mg–Zn–RE magnesium alloy thixo-cast. Appl. Surf. Sci. 2017, 405, 529–539. [Google Scholar] [CrossRef]
- Amanov, A.; Urmanov, B.; Amanov, T.; Pyun, Y. Strengthening of Ti-6Al-4V alloy by high temperature ultrasonic nanocrystal surface modification technique. Mater. Lett. 2017, 196, 198–201. [Google Scholar] [CrossRef]
- Ahn, D.H.; Kim, W.; Kang, M.; Park, L.J.; Lee, S.; Kim, H.S. Plastic deformation and microstructural evolution during the shock consolidation of ultrafine copper powders. Mater. Sci. Eng. A 2015, 625, 230–244. [Google Scholar] [CrossRef] [Green Version]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Ren, J.; Peng, C.; Cai, Z. Microstructure, texture, and mechanical properties of as-extruded Mg-xLi-3Al-2Zn-0.2Zr alloys (x = 5, 7, 8, 9, 11 wt%). Mater. Sci. Eng. A 2019, 755, 201–210. [Google Scholar] [CrossRef]
- Xiang, Q.; Jiang, B.; Zhang, Y.; Chen, X.-B.; Song, J.; Xu, J.; Fang, L.; Pan, F. Effect of rolling-induced microstructure on corrosion behaviour of an as-extruded Mg-5Li-1Al alloy sheet. Corros. Sci. 2017, 119, 14–22. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content | LAE361 | LA106 |
|---|---|---|
| Li (wt.%) | 3.28 | 10.02 |
| Al (wt.%) | 5.12 | 5.69 |
| Er (wt.%) | 0.91 | 0.08 |
| Mg (wt.%) | Balance | Balance |
| Sample | LAE361 | LA106 | ||
|---|---|---|---|---|
| Processing state | HR | UNSM | HR | UNSM |
| RS (Ω cm2) | 9.6 | 11.4 | 11.3 | 9.6 |
| CPE (S cm−2 sn) | 3.50 × 10−5 | 3.02 × 10−5 | 7.97 × 10−5 | 1.22 × 10−3 |
| n | 0.85 | 0.87 | 0.81 | 0.46 |
| Rct (Ω cm2) | 565.3 | 635.4 | 528.1 | 67.9 |
| L (H cm2) | 327.7 | 527.5 | 2624.0 | 257.2 |
| R1 (Ω cm2) | 80.4 | 672.8 | 103.3 | 38.8 |
| Rp (Ω cm2) | 645.7 | 1308.2 | 631.4 | 106.7 |
| Sample | LAE361 | LA106 | ||
|---|---|---|---|---|
| Processing state | HR | UNSM | HR | UNSM |
| Ecorr (vs SCE)/V | −1.57 | −1.56 | −1.58 | −1.47 |
| icorr/(μA cm−2) | 123.7 | 87.5 | 119.3 | 345.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Y.; Liu, S.; Wang, Q.; Li, Y. A Comparative Study on Mechanical and Corrosion Behaviours of α/(α + β) Mg-Li Alloys Subjected to Ultrasonic Nanocrystal Surface Modification. Metals 2022, 12, 681. https://doi.org/10.3390/met12040681
Zou Y, Liu S, Wang Q, Li Y. A Comparative Study on Mechanical and Corrosion Behaviours of α/(α + β) Mg-Li Alloys Subjected to Ultrasonic Nanocrystal Surface Modification. Metals. 2022; 12(4):681. https://doi.org/10.3390/met12040681
Chicago/Turabian StyleZou, Yun, Shuhao Liu, Qilong Wang, and Yang Li. 2022. "A Comparative Study on Mechanical and Corrosion Behaviours of α/(α + β) Mg-Li Alloys Subjected to Ultrasonic Nanocrystal Surface Modification" Metals 12, no. 4: 681. https://doi.org/10.3390/met12040681