
Distribution of Nonmetallic Inclusions in Slab for Tinplate

 ,
,
Abstract
:1. Introduction
2. Experiment
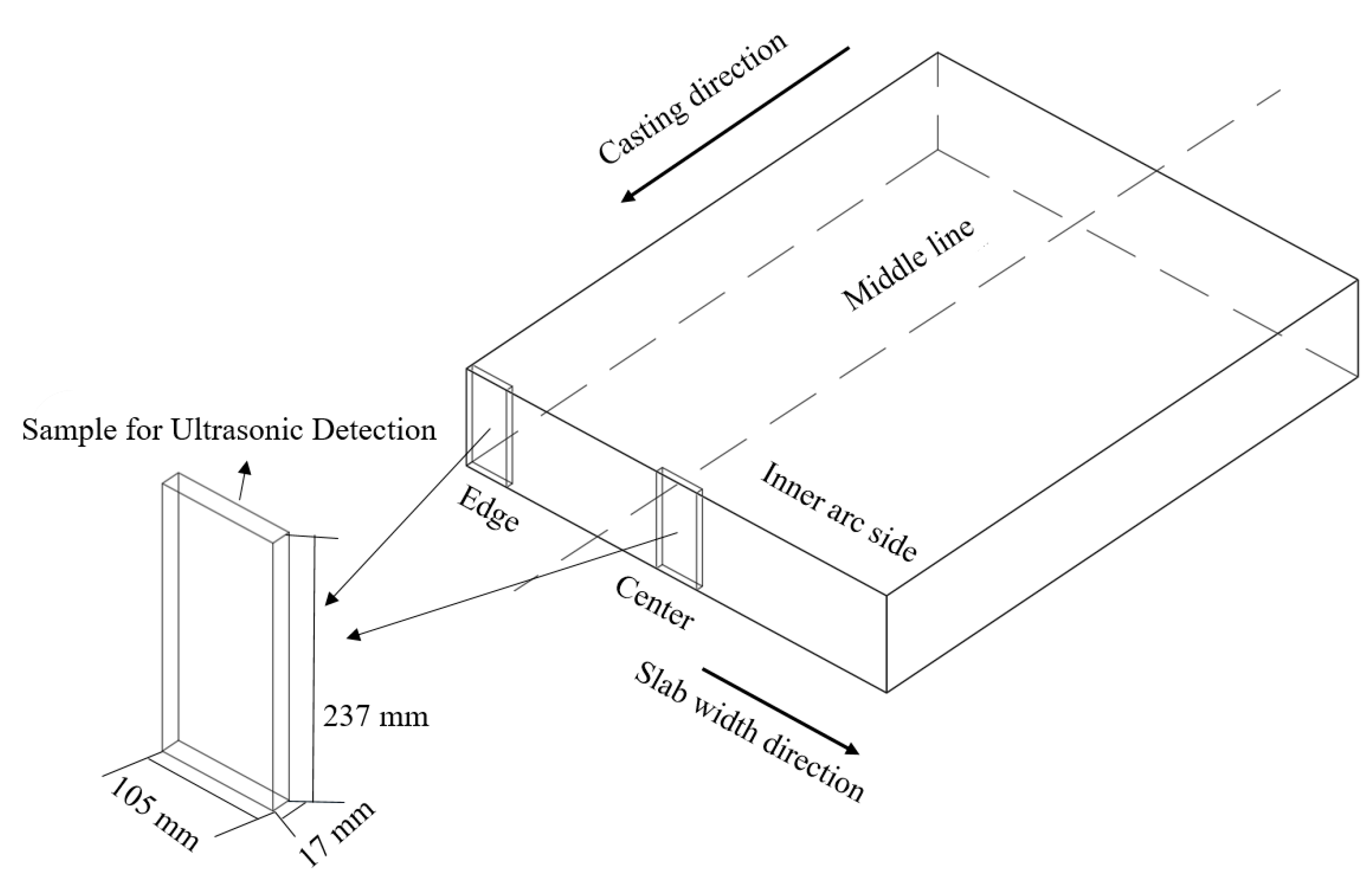
2.1. Sampling of Ultrasonic Detection
2.2. Ultrasonic Detection Method
2.3. Mathematical Models
- (1)
- The flow of molten steel in the mold is viscous and incompressible;
- (2)
- The fluctuation of the molten steel surface and the influence of protective slag, vibration, and phase transformation are not considered;
- (3)
- The molten steel is a homogeneous medium, the thermo-physical parameters are assumed to be constant, and the heat transfer process in the mold is steady-state heat transfer;
- (4)
- In the stable casting stage, the thickness of the solidified shell in the mold remains unchanged, and the solidification process is regarded as a steady-state treatment.
2.4. Numerical Simulation Boundary Conditionsand Details
- (1)
- Inlet boundary: The inlet of the SEN, and the type of inlet is velocity. The velocity is calculated according to the inlet flow rate:where is the casting speed, A is the area of the mold outlet, and is the area of the inlet.
- (2)
- Outlet boundary: The exit of the model is defined as outflow.
- (3)
- Surface: Ignore the influence of surface tension and slag layer on the surface.
- (4)
- Wall: Both walls of the mold and the SEN are considered to be standard non-slip walls with normal velocity. Normal components of other variables are also taken as zero. In the mold, the distribution function of heat flux in the drawing direction is simplified as a function of the residence time of molten steel in the mold. Taking into account the strong cooling effect of the corner, the corner temperature will be lower. As shown in Equation 6, the correction coefficient f (T) is used to modify the heat flow density of the mold wall [30]. In the secondary cooling section, convection heat transfer is used for calculation, and the convection heat transfer coefficient is shown in Table 1.
3. Results and Discussion
3.1. Ultrasonic Detection Analysis
3.2. Molten Steel Flow Field
3.3. Molten Steel Thermal Features
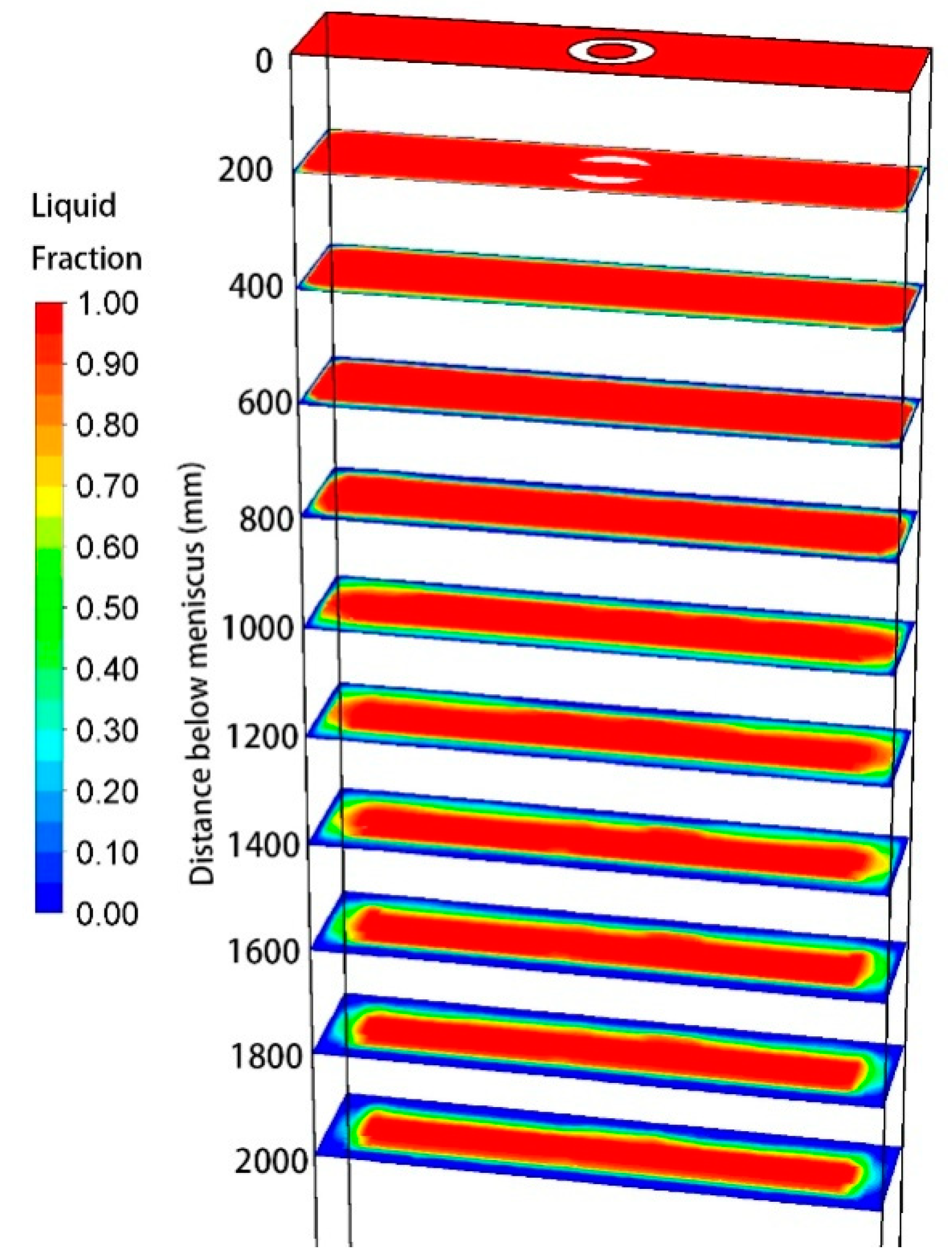
3.4. Molten Steel Solidification Features
4. Conclusions
- (1)
- The Ultrasonic Detection method can directly analyze the distribution of nonmetallic inclusions in large-area samples, and the results are consistent with the numerical simulation analysis, which provides a reference for the production process of tinplate.
- (2)
- The inclusions concentrate in the areas near the inner arc side and the outer arc side in the slab edge sample. At the corresponding position, the accumulation of inclusions of the slab center sample is not found. The solidified shell easily captures the inclusions near the narrow side.
- (3)
- There are inclusions gathering at the position of 1/8 to 1/4 slab thickness regions of the inner arc side in the slab edge sample. In the slab center sample, a small amount of inclusions is scattered in the same area. The distribution of inclusions at the edge of the slab is more than that at the center of the slab.
- (4)
- The inclusions in the thickness direction of the slab edge within the range of 1/8 to 1/4 are captured in an area 800 mm to 1400 mm below the meniscus. The solidification of the inner and outer arcs is not symmetrical, which leads to the asymmetrical distribution of inclusions in the inner and outer arcs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kamm, G.G. Progress in materials for can stock and future trends. Trans. Iron Steel Inst. Jpn. 2007, 29, 614–624. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Wang, N.; Chen, M.; Ma, T. Tracking Large-size Inclusions in Al Deoxidated Tinplate Steel in Industrial Practice. ISIJ Int. 2021, 61, 2074–2082. [Google Scholar] [CrossRef]
- Xia, D.H.; Wang, J.H.; Song, S.Z.; Zhong, B.; Han, Z.W. The Corrosion Behavior of Lacquered Tinplate in Functional Beverage. Adv. Mater. Res. 2011, 233–235, 1747–1751. [Google Scholar] [CrossRef]
- Zumelzu, E.; Cabezas, C. Observations on the influence of microstructure on electrolytic tinplate corrosion. Mater. Charact. 1995, 34, 143–148. [Google Scholar] [CrossRef]
- Sahai, Y.; Emi, T. Non-Metallic Inclusions. In Tundish Technology for Clean Steel Production; World Scientific Publishing Co. Pte. Ltd.: Singapore, 2008; pp. 13–19. [Google Scholar]
- Riaz, S.; Mills, K.C.; Bain, K. Experimental examination of slag/refractory interface. Ironmak. Steelmak. 2002, 29, 107–113. [Google Scholar] [CrossRef]
- Okano, S.; Nishimura, T.; Ooi, H.; Chino, T. Relation between large inclusions and growth directions of columnar dendrites in continuously cast slabs. Tetsu Hagane 1975, 61, 2982–2990. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Rietow, B.; Thomas, B.G.; Eakin, K. Large Inclusions in Plain-carbon Steel Ingots Cast by Bottom Teeming. ISIJ Int. 2006, 46, 670–679. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Wang, X.; Zhang, L.; Wang, W. Characteristics of Alumina-Based Inclusions in Low Carbon Al-Killed Steel under No-Stirring Condition. Steel Res. Int. 2013, 84, 878–891. [Google Scholar] [CrossRef]
- Liu, Z.; Niu, R.; Wu, Y.; Li, B.; Gan, Y.; Wu, M. Physical and numerical simulation of mixed columnar-equiaxed solidification during cold strip feeding in continuous casting. Int. J. Heat. Mass Transf. 2021, 173, 121237. [Google Scholar] [CrossRef]
- Andrzejewski, P.; Köhler, K.U.; Pluschkell, W. Model investigations on the fluid flow in continuous casting moulds of wide dimensions. Steel Res. 1992, 63, 242–246. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, Z.; Li, B. Modeling of Quasi-Four-Phase Flow in Continuous Casting Mold Using Hybrid Eulerian and Lagrangian Approach. Metall. Mater. Trans. B 2016, 48, 1248–1267. [Google Scholar] [CrossRef]
- Chen, W.; Ren, Y.; Zhang, L.; Scheller, P.R. Numerical Simulation of Steel and Argon Gas Two-Phase Flow in Continuous Casting Using LES + VOF + DPM Model. JOM 2018, 71, 1158–1168. [Google Scholar] [CrossRef]
- Hua, C.; Wang, M.; Senk, D.; Wang, H.; Zhang, Q.; Zhi, J.; Bao, Y. Cone Clogging of Submerged Entry Nozzle in Rare Earth Treated Ultra-Low Carbon Al-Killed Steel and Its Effect on the Flow Field and Vortex in the Mold. Metals 2021, 11, 662. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Z.; Wang, F.; Li, B.; Gan, Y. Experimental investigation of trajectories, velocities and size distributions of bubbles in a continuous-casting mold. Powder Technol. 2021, 387, 325–335. [Google Scholar] [CrossRef]
- Yang, J.; Du, Y.; Shi, R.; Cui, X. Fluid Flow and Solidification Simulation in Beam Blank Continuous Casting Process With 3D Coupled Model. J. Iron Steel Res. Int. 2006, 13, 17–21. [Google Scholar] [CrossRef]
- Liu, H.; Yang, C.; Zhang, H.; Zhai, Q.; Gan, Y. Numerical Simulation of Fluid Flow and Thermal Characteristics of Thin Slab in the Funnel-Type Molds of Two Casters. ISIJ Int. 2011, 51, 392–401. [Google Scholar] [CrossRef] [Green Version]
- Vakhrushev, A.; Kharicha, A.; Wu, M.; Ludwig, A.; Tang, Y.; Hackl, G.; Nitzl, G.; Watzinger, J.; Bohacek, J. On Modelling Parasitic Solidification Due to Heat Loss at Submerged Entry Nozzle Region of Continuous Casting Mold. Metals 2021, 11, 1375. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Dong, Q.; Li, Y. Modelling on Inclusion Motion and Entrapment during the Full Solidification in Curved Billet Caster. Metals 2018, 8, 320. [Google Scholar] [CrossRef] [Green Version]
- Fei, P.; Min, Y.; Liu, C.; Jiang, M. Effect of continuous casting speed on mold surface flow and the related near-surface distribution of non-metallic inclusions. Int. J. Miner. Metall. Mater. 2019, 26, 186–193. [Google Scholar] [CrossRef]
- Habu, Y.; Kitaoka, H.; Yoshii, Y.; Iida, Y.; Imai, T.; Ueda, T. Effect of the Penetration Depth of Casting Stream in Crater on the Accumulation of Large Oxide Inclusions in Continuously Cast Slab. Trans. Iron Steel Inst. Jpn. 1975, 15, 246–251. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Y. Modeling the Entrapment of Nonmetallic Inclusions in Steel Continuous-Casting Billets. JOM 2012, 64, 1063–1074. [Google Scholar] [CrossRef]
- Lei, S.; Zhang, J.; Zhao, X.; He, K. Numerical Simulation of Molten Steel Flow and Inclusions Motion Behavior in the Solidification Processes for Continuous Casting Slab. ISIJ Int. 2014, 54, 94–102. [Google Scholar] [CrossRef] [Green Version]
- Deng, X.; Ji, C.; Dong, W.; Li, L.; Yin, X.; Yang, Y.; McLean, A. Distribution of macro-inclusions in low carbon aluminium-killed steel slabs. Ironmak. Steelmak. 2018, 45, 592–602. [Google Scholar] [CrossRef]
- Song, X.; Cheng, S.; Cheng, Z. Numerical Computation for Metallurgical Behavior of Primary Inclusion in Compact Strip Production Mold. ISIJ Int. 2012, 52, 1824–1831. [Google Scholar] [CrossRef] [Green Version]
- Nie, C.; Zhang, X.; Wang, B.; Sun, Y.; Liu, Q. Characteristics of inclusion motion and accumulation in CSP mold. ISIJ Int. 2015, 55, 1677–1683. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Li, X.; Gao, C.; Song, Y. Acoustic microscopy signal processing method for detecting near-surface defects in metal materials. NDT E Int. 2019, 103, 130–144. [Google Scholar] [CrossRef]
- Ding, H.; Qian, Q.; Li, X.; Wang, Z.; Li, M. Casting Blanks Cleanliness Evaluation Based on Ultrasonic Microscopy and Morphological Filtering. Metals 2020, 10, 796. [Google Scholar] [CrossRef]
- Launder, B.E.; Spalding, D.B. Lectures in Mathematical Models of Turbulence; Academic Press: London, UK, 1972. [Google Scholar]
- Zhang, X.; Dou, K.; Wang, Y.; Nie, C.; Liu, Q. Numerical simulation of flow and solidification of molten steel in the CSP mold. J. Wuhan Univ. Sci. Technol. 2013, 36, 401–405. [Google Scholar]
- Yin, Y.; Zhang, J.; Lei, S.; Dong, Q. Numerical Study on the Capture of Large Inclusion in Slab Continuous Casting with the Effect of In-mold Electromagnetic Stirring. ISIJ Int. 2017, 57, 2165–2174. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Parameters | Item | Parameters |
|---|---|---|---|
| Slab section size | 1000 mm × 237 mm | Molten steel density | 7020 kg·m−3 |
| Mold height, mm | 800 mm | Molten steel viscosity | 0.0062 kg·m−1·s−1 |
| SEN immersed depth | 150 mm | Casting temperature | 1831 K |
| SEN port inclination | −15° | Solidus temperature | 1740 K |
| Casting speed | 1.7 m·min−1 | Liquidus temperature | 1804 K |
| Mold heat flux, wide | 3,538,000 + 220,680 × t0.5 (W·m−2) | Specific heat of steel | 680 J·kg−1·K−1 |
| Heat flux, narrow | 3,538,000 + 484,932 × t0.5 (W·m−2) | Thermal conductivity | 41 W·m−1·K−1 |
| Secondary cooling zone heat transfer coefficient, wide | 1450 W·m−2·K−1 | Pure Solvent Melting Heat | 270,000 J·kg−1 |
| Secondary cooling zone heat transfer coefficient, narrow | 1300 W·m−2·K−1 | mushy zone constant | 5 × 108 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mo, Z.; Wang, Z.; Wang, R.; Zhao, Z.; Fang, Y.; Li, H.; Luo, Y.; Wang, S.; Cui, H. Distribution of Nonmetallic Inclusions in Slab for Tinplate. Metals 2022, 12, 679. https://doi.org/10.3390/met12040679
Mo Z, Wang Z, Wang R, Zhao Z, Fang Y, Li H, Luo Y, Wang S, Cui H. Distribution of Nonmetallic Inclusions in Slab for Tinplate. Metals. 2022; 12(4):679. https://doi.org/10.3390/met12040679
Chicago/Turabian StyleMo, Zhiying, Zhendong Wang, Rudong Wang, Zhengzhi Zhao, Yuan Fang, Haixu Li, Yanzhao Luo, Shaojun Wang, and Heng Cui. 2022. "Distribution of Nonmetallic Inclusions in Slab for Tinplate" Metals 12, no. 4: 679. https://doi.org/10.3390/met12040679