
Electron Backscatter Diffraction (EBSD) Analysis of Machinable Lead-Free Brass Alloys: Connecting Texture with Fracture



Abstract
:1. Introduction and Literature Review
2. Background Information and Research Objectives
- -
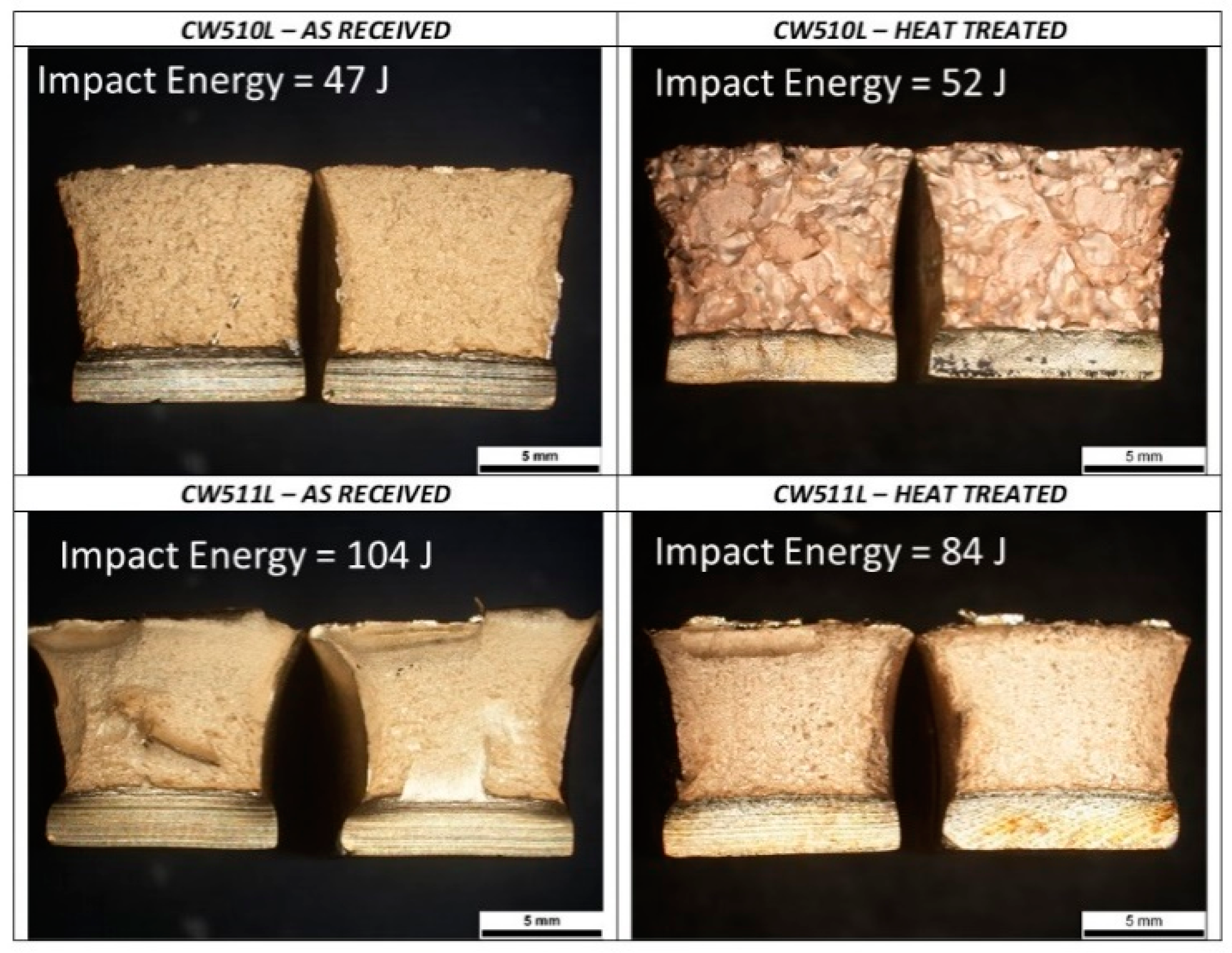
- The CuZn42 alloy shows an increasing tendency (from 47 to 52 J).
- -
- The CuZn38As alloy shows a decreasing tendency (from 104 to 84 J)
“The CuZn42 alloy after heat treatment exhibited improved fracture toughness, even though (i) the fully β-phase microstructure, established by the heat treatment, is expected to induce to fracture toughness deterioration and (ii) the obtained impact fracture topography presents an almost complete intergranular pattern which microscopically implies to lower impact energy.”
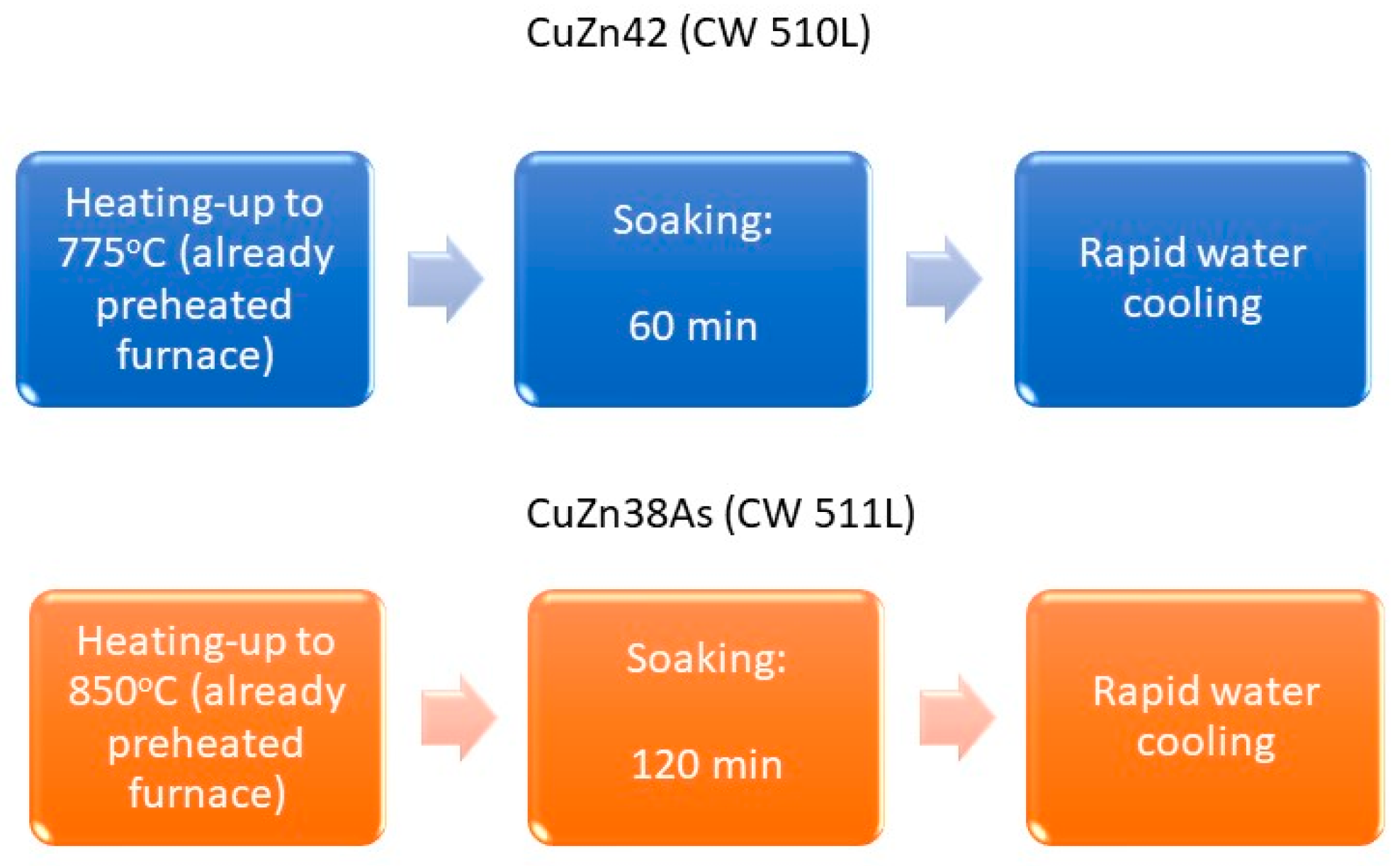
3. Materials and Methods
3.1. Brass Alloy Samples
3.2. Electron Backscatter Diffraction (EBSD)
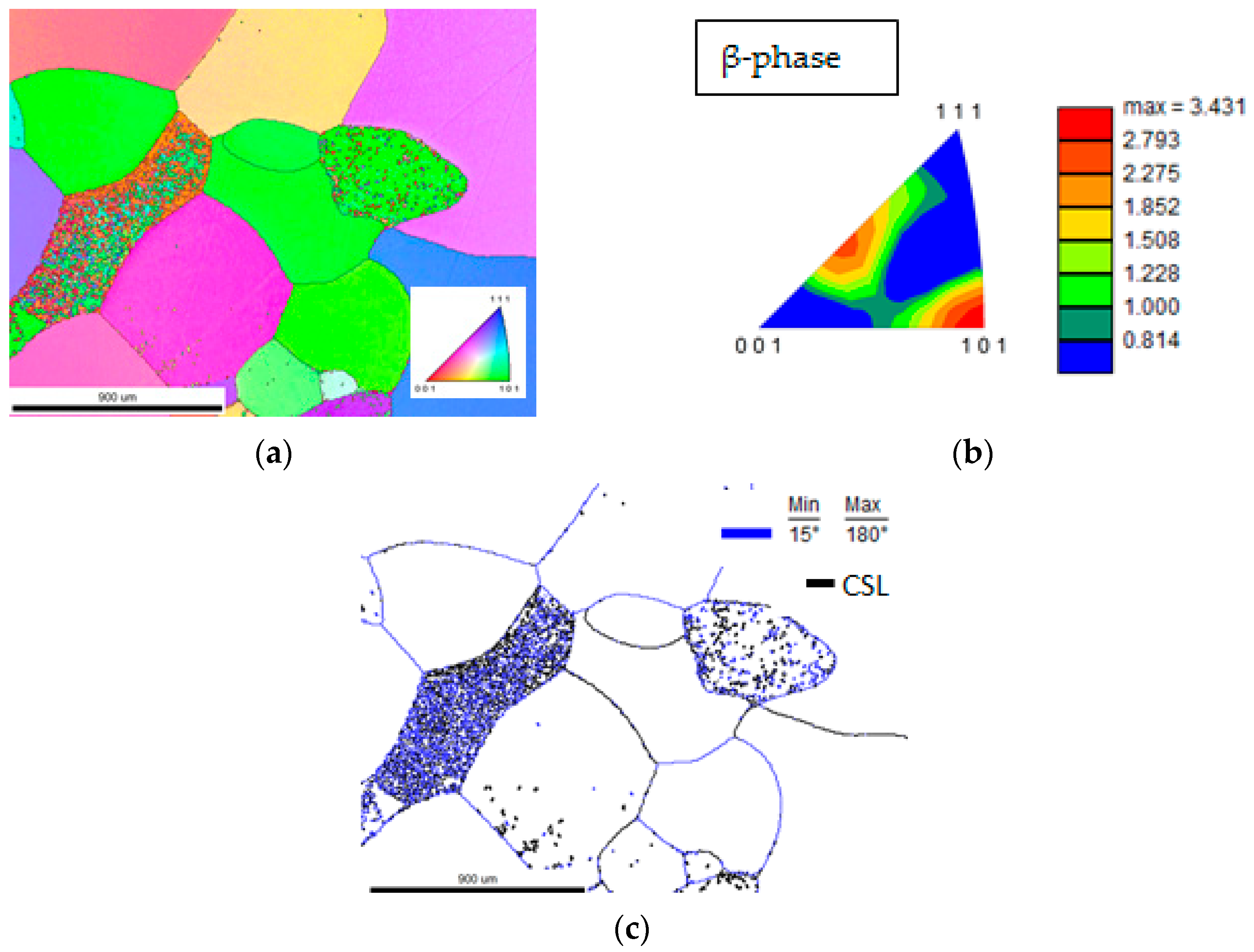
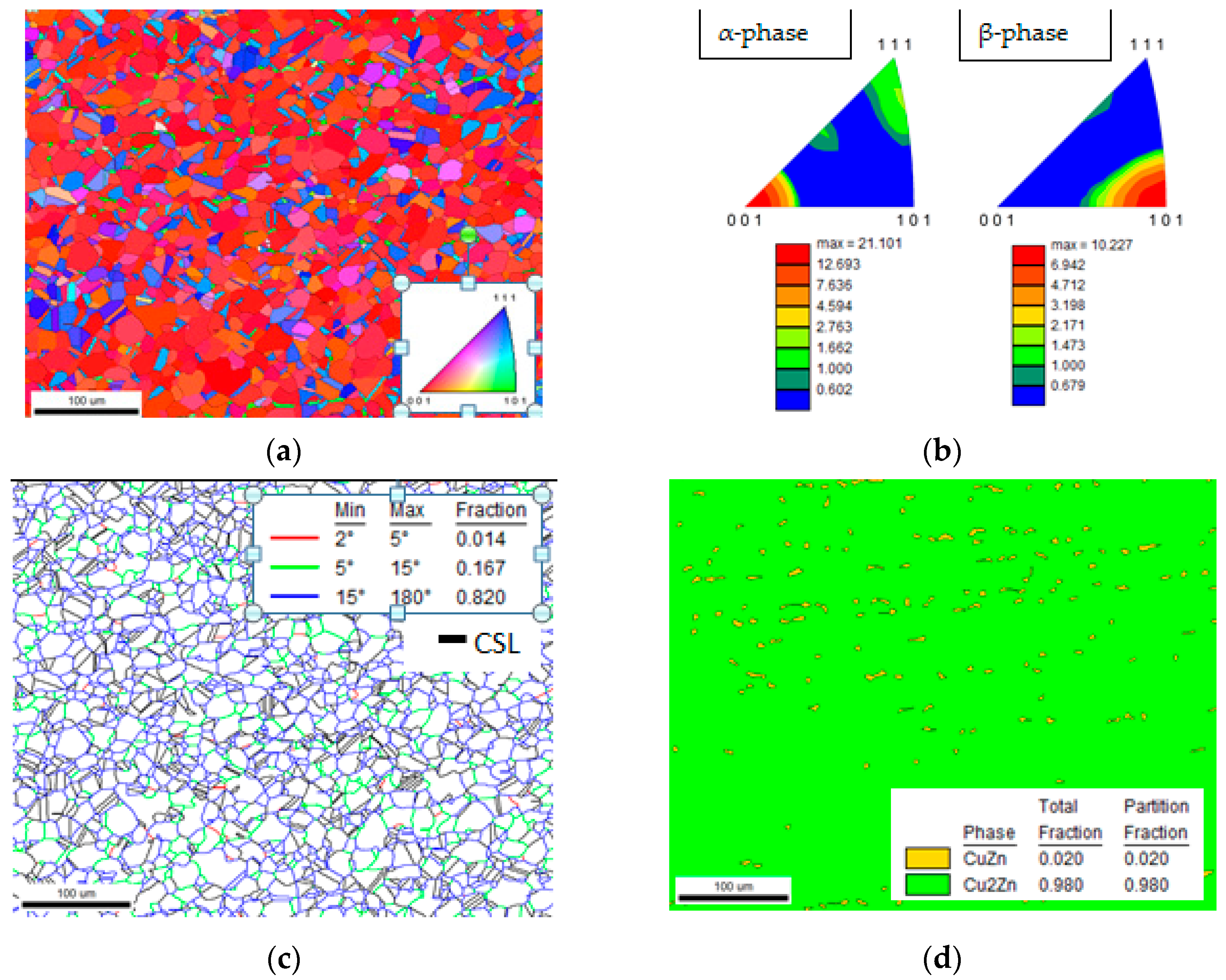
- An inverse pole figure (IPF-Z) map and texture plot for representation of the prevailing orientations. This was achieved after a 90° rotation of the original EBSD data, in order to create an equivalent to the transverse section image. Transverse sections are typically studied for the analysis of extruded and drawn products.
- Phase mapping for calculation of the relative α- and β-phase volume fractions.
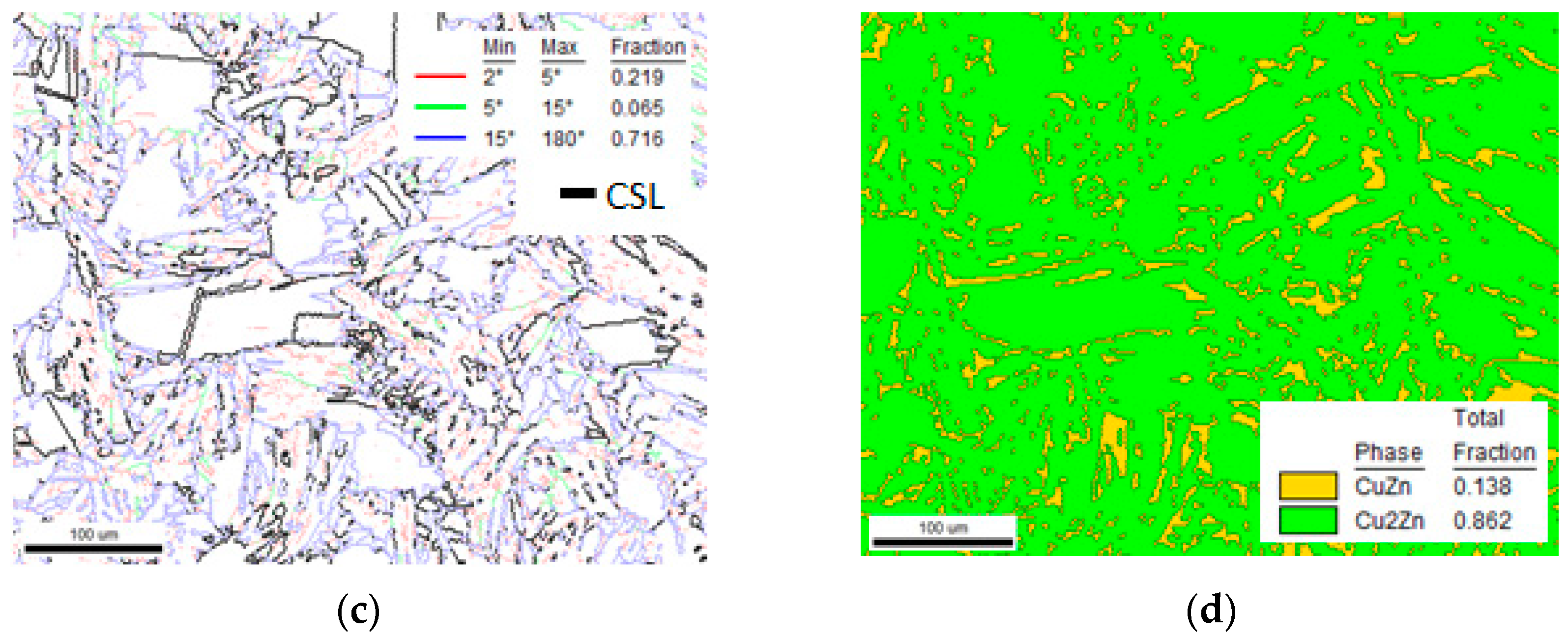
- A grain boundary map for characterization of grain boundaries’ “character” and misorientation values between neighbouring grains.
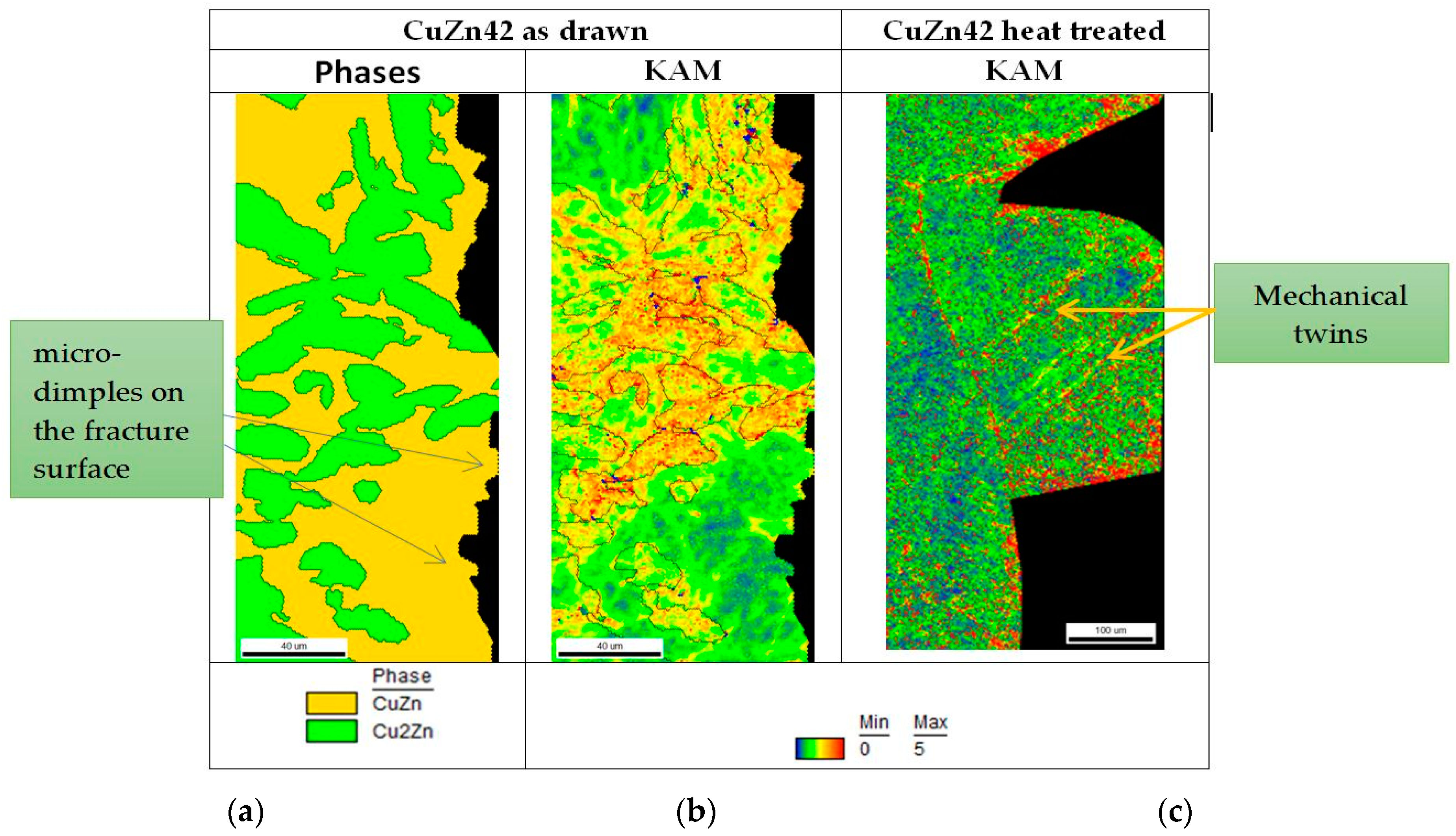
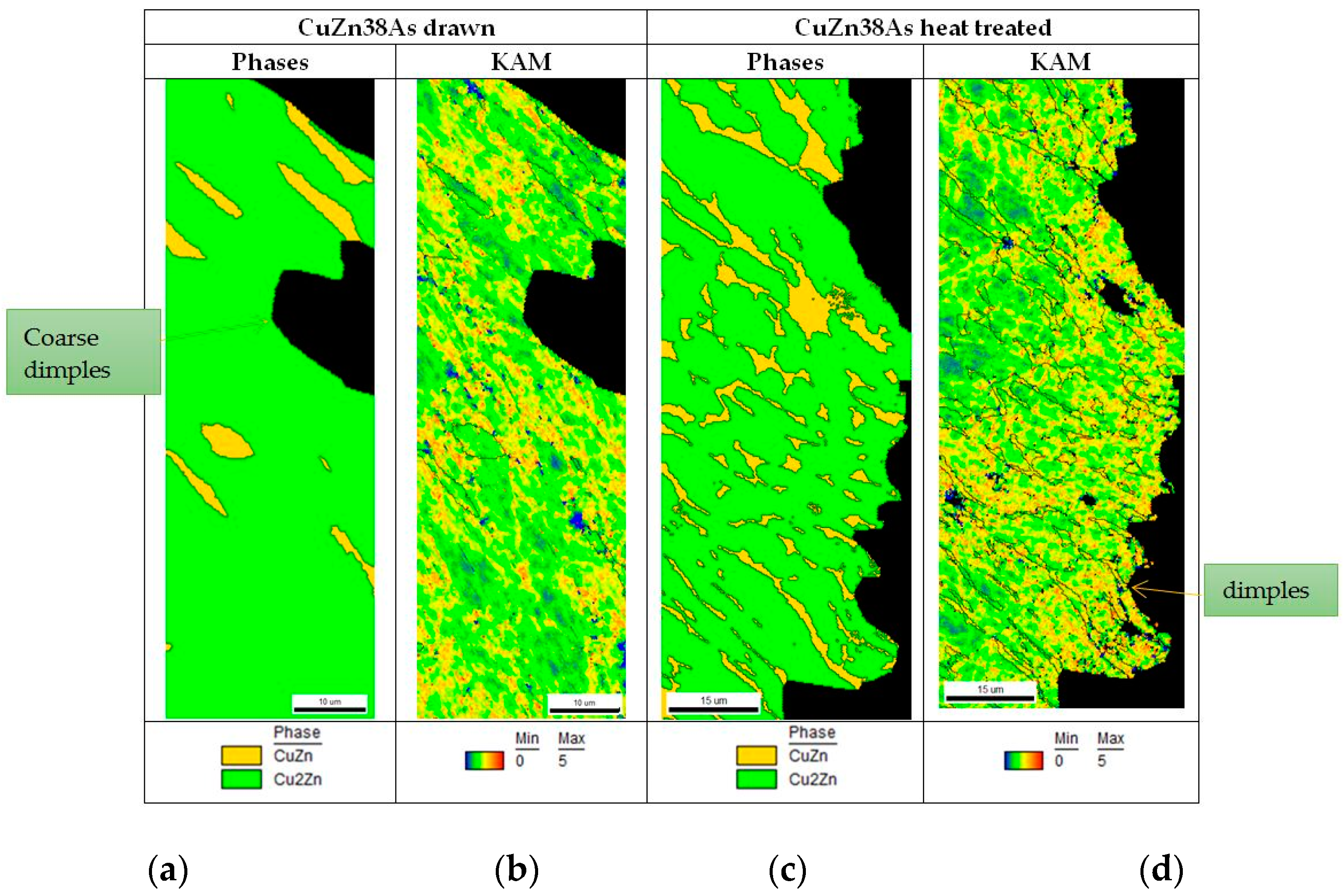
- Phase maps for the correlation of α- and β-phases with surface fracture topography.
- Kernel average misorientation (KAM) maps for representation of the residual strains (deformation) underneath the fracture surface.
4. Results
4.1. Microstructure and Texture Characterization
4.1.1. CuZn42—As-Drawn Condition
4.1.2. CuZn42—Heat Treated Condition
4.1.3. CuZn38As—As-Drawn Condition
4.1.4. CuZn38As—Heat Treated Condition
4.2. Microstructure Characterization of the Impact Specimens’ Fracture Surface Profile
4.2.1. Sample CuZn42—As-Drawn and Heat Treated Conditions
4.2.2. CuZn38As—As-Drawn and Heat Treated Conditions
5. Discussion
5.1. Single-Phase Alloys: CuZn42, Heat Treated and CuZn38As, As-Drawn Condition
- -
- The presence of a significant fraction of CSL boundaries a (total of 20%, including a higher percentage of Σ3 boundaries up to 15%).
- -
- The mechanical twinning of the bcc β-phase.
5.2. Dual-Phase (α + β) Alloys: CuZn38As, Heat Treated Condition and CuZn42, As-Drawn Condition
- The increasing volume fraction of the α-phase (the CuZn42 alloy contains 46 vol.% α-phase and the CuZn38As alloy contains 86 vol.% α-phase) results in the amplification of impact energy from 47 and 84 J, respectively.
- A decreasing β-phase mean grain size (25 μm for CuZn42 and 6 μm for CuZn38As) leads to a higher toughness (47 J and 84 J, respectively).
- For the total amount of LAGBs plus CSL boundaries, a higher amount leads to a higher impact toughness (19% for CuZn42 as compared to 28% for CuZn38As), which promotes transgranular ductile fracture.
- The existence of a subgrain structure (subgrain boundaries were mostly detected in CuZn38As under the heat treated condition, summed up to 22%).
6. Conclusions and Further Research
- There is a strong tendency for energy absorbance in Charpy impact tests to be related to the amount of the sum of subgrains, LAGBs, and CSL boundaries. It is characteristic that the CuZn38As alloy under as-drawn and heat treated conditions, possessing in total 50% of the above interfaces, had the largest energy absorbance values (>80 J).
- Σ3 was the predominant type of CSL boundary occurring in all the studied metallurgical conditions: (i) extruded and drawn and (ii) heat treated in the single-phase region and quenched.
- Post processing heat treatment led to a single β-phase structure for CuZn42 alloy and a 12 vol.% increase for the β-phase in the CuZn38As alloy. The augmentation of the β-phase volume fraction inherits a negative effect on impact toughness for dual-phase brasses (α + β brasses).
- The size of dimples and the prevalence of transgranular fracture mode in the Charpy impact test specimens’ fracture surfaces are strongly related with the amount of the α-phase volume fraction. Strain is also preferentially concentrated in α-phase regions on the fracture surfaces compared with the more brittle β-phase. KAM maps are advantageous in revealing the phases–strains relationships near the fracture surfaces.
- In the absence of an α-phase, as in the case of CuZn42-heat treated condition, the fraction of dimpled fractures is negligible. On the other hand, in samples of CuZn42 in the as-drawn condition, CuZn38As in the heat treated condition, and CuZn38As in the as-drawn condition, as the α-phase volume fraction increases, the size of micro-dimples, viewed transverse to fracture surface sections, respectively increases.
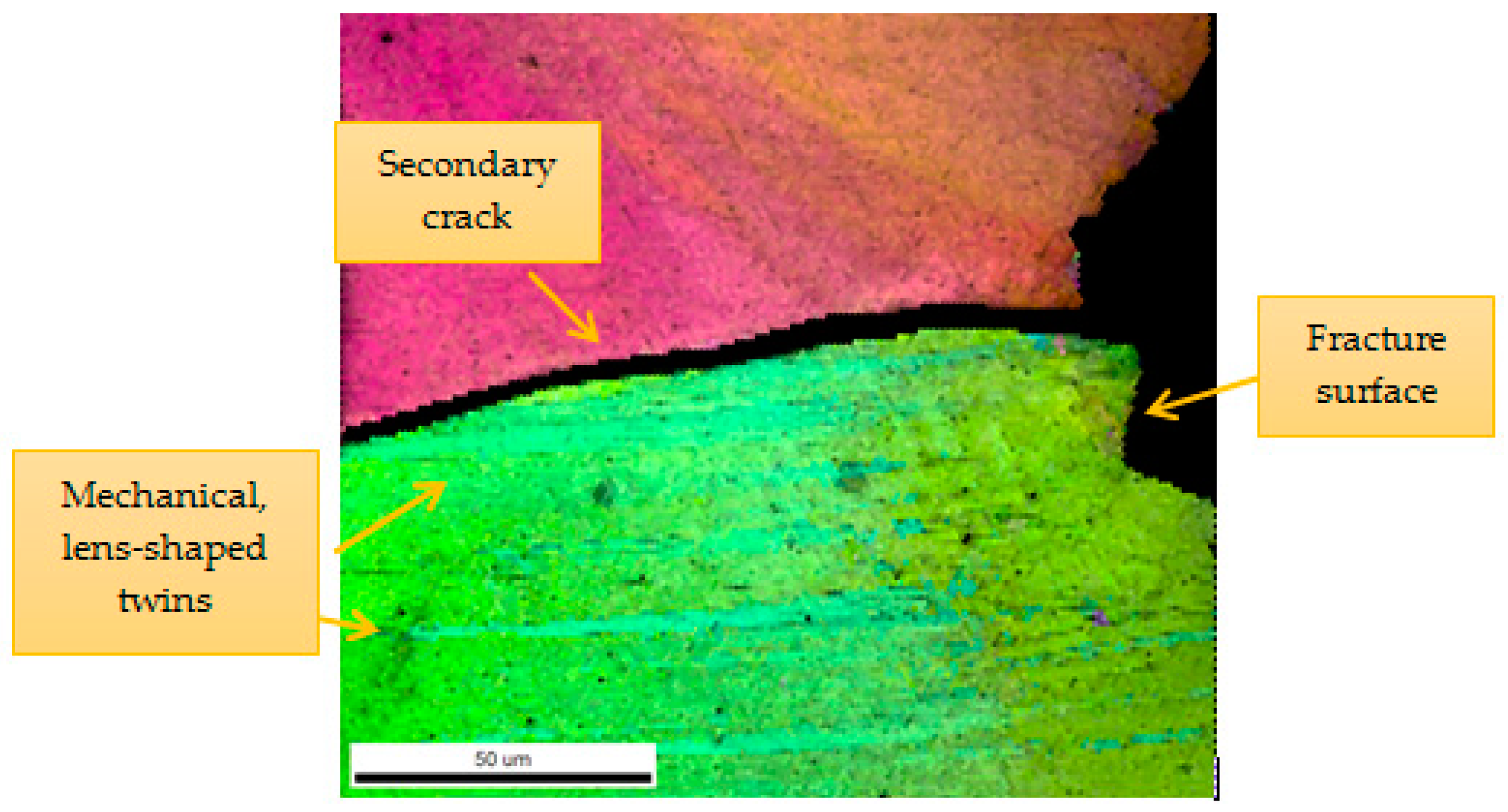
- Interestingly enough, as it was obtained from the systematic impact energy results, the presence of a full β-phase microstructure could have a potential beneficial contribution to fracture toughness, due to the combination of higher hardness with the activation of the mechanical twinning process under shock loading conditions, while the limited size of the plastic zone ahead of the crack tip in combination with the coarse β-phase grains promotes intergranular crack propagation.
- The increase of mean grain size of α- and β-phases offers a negative effect on strength and impact toughness in CuZn38As brass.
- The texture of the α-phase in the as-received condition was different in the two different alloys, a single (111) in CuZn42 and (001) in CuZn38As, revealing a process and/or chemical composition relationship with the resulting texture. The dominant texture of the β-phase was (101) in both alloys and metallurgical conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Achiţei, D.C.; Minciună, M.G.; Vizureanu, P.; Sandu, A.V.; Cimpoeşu, R.; Istrate, B. Study on structure and properties of CuZnPb alloy. IOP Conf. Ser. Mater. Sci. Eng. 2019, 133, 012015. [Google Scholar] [CrossRef] [Green Version]
- Imai, H.; Kosaka, Y.; Kojima, A.; Li, S.; Kondoh, K.; Umeda, J.; Atsumi, H. Characteristics and machinability of lead-free P/M Cu60–Zn40 brass alloys dispersed with graphite. Powder Technol. 2010, 198, 417–421. [Google Scholar] [CrossRef]
- La Fontaine, A.; Keast, V.J. Compositional distributions in classical and lead-free brasses. Mater. Charact. 2006, 57, 424–429. [Google Scholar] [CrossRef]
- Wolfenden, A.; Wright, P.K. Role of lead in free-machining brass. Met. Technol. 1979, 6, 297–302. [Google Scholar] [CrossRef]
- Stoddart, C.T.H.; Lea, C.; Dench, W.A.; Green, P.; Pettit, H.R. Relationship between lead content of Cu-40Zn, machinability, and swarf surface composition determined by auger electron spectroscopy. Met. Technol. 1979, 6, 176–184. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Leaded brass rods C 38500 for automatic machining operations: A technical report. J. Mater. Eng. Perform. 2002, 11, 402–407. [Google Scholar] [CrossRef]
- Johansson, J.; Alm, P.; M’Saoubi, R.; Malmberg, P.; Ståhl, J.-E.; Bushlya, V. On the Function of Lead (Pb) in Machining Brass Alloys. Res. Sq. 2022, Preprint. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; David, C.; Sagris, S.; Paipetis, A. Final heat treatment as a possible solution for the improvement of machinability of Pb-free brass alloys. Metals 2018, 8, 575. [Google Scholar] [CrossRef] [Green Version]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Microstructure and properties of lead-free brasses using post-processing heat treatment cycles. Mater. Sci. Technol. 2016, 32, 1771–1781. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; David, C.N.; Sagris, D.S.; Paipetis, A.S. Machinability of eco-friendly lead-free brass alloys: Cutting-force and surface-roughness optimization. Metals 2018, 8, 250. [Google Scholar] [CrossRef] [Green Version]
- Schultheiss, F.; Johansson, D.; Bushlya, V.; Zhou, J.; Nilsson, K.; Ståhl, J.E. Comparative study on the machinability of lead-free brass. J. Clean. Prod. 2017, 149, 366–377. [Google Scholar] [CrossRef]
- Nobel, C.; Klocke, F.; Lung, D.; Wolf, S. Machinability enhancement of lead-free brass alloys. In Proceedings of the 6th CIRP International Conference on High Performance Cutting, Berkeley, CA, USA, 23–25 June 2014; pp. 95–100. [Google Scholar]
- Atsumi, H.; Imai, H.; Li, S.; Kondoh, K.; Kousaka, Y.; Kojima, A. The effect of solid solutionizing Ti element on microstructural and mechanical properties of extruded Cu-40Zn-Ti ternary alloy. Trans. JWRI 2011, 40, 67–71. [Google Scholar]
- Suksongkarm, P.; Rojananan, S.; Rojananan, S. Bismuth formation in lead-free Cu-Zn-Si yellow brass with various bismuth-tin alloy additions. Mater. Trans. 2018, 59, 1747–1752. [Google Scholar] [CrossRef] [Green Version]
- Adineh, M.; Doostmohammadi, H. Microstructure, mechanical properties and machinability of Cu-Zn-Mg and Cu-Zn-Sb brass alloys. Mater. Sci. Technol. 2019, 35, 1504–1514. [Google Scholar] [CrossRef]
- Vilarinho, C.; Davim, J.P.; Soares, D.; Castro, F.; Barbosa, J. Influence of the chemical composition on the machinability of brasses. J. Mater. Processing Technol. 2005, 170, 441–447. [Google Scholar] [CrossRef] [Green Version]
- Rajabi, Z.; Doostmohammadi, H. Effect of addition of tin on the microstructure and machinability of α-brass. Mater. Sci. Technol. 2018, 34, 1218–1227. [Google Scholar] [CrossRef]
- Stavroulakis, P.; Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Machinable leaded and eco-friendly brass alloys for high performance manufacturing processes: A critical review. Metals 2022, 12, 246. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture Analysis of Eco-Friendly Brass Alloys: Comparison Study and Preliminary Assessment. In Proceedings of the 14th International Conference on Fracture (ICF 14), Rhodes, Greece, 18–23 June 2017. [Google Scholar]
- Pantazopoulos, G.A.; Toulfatzis, A.I. Fracture modes and mechanical characteristics of machinable brass rods. Metallogr. Microstruct. Anal. 2012, 1, 106–114. [Google Scholar] [CrossRef] [Green Version]
- Laporte, V.; Mortensen, A. Intermediate temperature embrittlement of copper alloys. Int. Mater. Rev. 2009, 54, 94–116. [Google Scholar] [CrossRef] [Green Version]
- Wolley, D.J.; Fox, A.G. The embrittlement of leaded and unleaded α+β (60-40) brasses in the temperature range 300 to 500 °C. J. Mater. Sci. Lett. 1988, 7, 763–765. [Google Scholar] [CrossRef]
- Felli, A.; Brotzu, A.; Pilone, P. Analysis of the fracture criticality of biphasic brass. Proc. Struct. Integr. 2016, 2, 2959–2965. [Google Scholar] [CrossRef] [Green Version]
- Mapelli, C.; Venturini, R. Dependence of the mechanical properties of an α/β brass on the microstructural features induced by hot extrusion. Scr. Mater. 2006, 54, 1169–1173. [Google Scholar] [CrossRef]
- Pantazopoulos, G. A review of defects and failures in brass rods and related components. Pract. Fail. Anal. 2003, 3, 14–22. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Vazdirvanidis, A. Identification of corrosion and damage mechanisms by using Scanning Electron Microscopy and Energy Dispersive X-ray Microanalysis: Contribution to Failure Analysis Case Histories. IOP Conf. Ser. Mater. Sci. Eng. 2014, 55, 012015. [Google Scholar] [CrossRef] [Green Version]
- Pantazopoulos, G.; Toulfatzis, A.I. Failure analysis of a machinable brass connector in a boiler unit installation. Case Stud. Eng. Fail. Anal. 2013, 1, 18–23. [Google Scholar] [CrossRef] [Green Version]
- Pantazopoulos, G.; Vazdirvanidis, A. Failure analysis of a fractured leaded-brass (CuZn39Pb3) extruded hexagonal rod. J. Fail. Anal. Prev. 2008, 8, 218–222. [Google Scholar] [CrossRef]
- Copper and Copper Alloys Specialty Handbook; ASM International: Materials Park, OH, USA, 2001.
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill Book Company: New York, NY, USA, 1988. [Google Scholar]
- Voort, G.F.V. ASM Handbook, Vol. 9; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Al-Fadhalah, K.J.; Aleem, R.M.; Nicky, T. Microstructure and texture development in thermomechanically processed leaded brass. Metals 2021, 11, 998. [Google Scholar] [CrossRef]
- Watanabe, T. Structural effects on grain boundary segregation, hardening and fracture. J. Phys. Colloques 1985, 46, C4-555–C4-566. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture mechanics properties and failure mechanisms of environmentally-friendly brass alloys under impact, cyclic and monotonic loading conditions. Eng. Fail. Anal. 2018, 90, 459–517. [Google Scholar] [CrossRef]
- Regina, J. Ordered Structures. In ASM Handbook, Volume 9: Metallography and Microstructures; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Janssen, M.; Zuidema, J.; Wanhill, R. Fracture Mechanics, 2nd ed.; SPON Press: Oxford, UK, 2004. [Google Scholar]
- Humphrey, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Bond, D.; Zikry, M.A. Microstructural modeling of intergranular fracture in tricrystals with random low- and high-angle grain boundaries. JOM 2017, 69, 856–862. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (Spec. Limits) | Cu | Sn | Pb | Fe | Ni | Al | Sb | As | Zn |
|---|---|---|---|---|---|---|---|---|---|
| CuZn42 | 57.5 | 0.006 | 0.10 | 0.03 | 0.003 | 0.0002 | 0.003 | 0.001 | 42.4 |
| (CW510L) | |||||||||
| EN 12164 | 57–59 | 0.30 max | 0.20 max | 0.30 max | 0.30 max | 0.050 max | - | - | Rem. |
| CuZn38As | 62.05 | 0.004 | 0.09 | 0.02 | 0.001 | 0.0002 | 0.003 | 0.03 | 37.8 |
| (CW511L) | |||||||||
| EN 12164 | 61.5–63.5 | 0.10 max | 0.20 max | 0.10 max | 0.30 max | 0.050 max | - | 0.02–0.15 | Rem. |
| Figure | Scanned Area (μm2) | Magnification | Step Size (μm) |
|---|---|---|---|
| Figure 3 | 707 × 693 | 100× | 3 |
| Figure 4 | 1780 × 2300 | 50× | 7 |
| Figure 5 | 400 × 500 | 150× | 0.8 |
| Figure 6 | 400 × 500 | 150× | 2 |
| Figure 7a,b | 100 × 240 | 300× | 1 |
| Figure 7c | 330 × 710 | 100× | 2 |
| Figure 8 | 140 × 150 | 370× | 1 |
| Figure 9 | 30 × 90 | 500× | 0.3 |
| Figure 10a | 125 × 170 | 180× | 0.4 |
| Figure 10b | 70 × 75 | 500× | 0.3 |
| Alloy | Metallurgical Condition | Phases | Mean Grain | α-Phase | Charpy Test Results [35] | |||
|---|---|---|---|---|---|---|---|---|
| Twinned | ||||||||
| Size (μm) | Grains | |||||||
| vol.% α | vol.% β | α | β | (%) | Impact Energy (J) | Fracture mode | ||
| CuZn42 (CW510L) | As-drawn | 46 | 54 | 25 | 25 | 20 | 47 | Ductile, |
| dimpled fracture | ||||||||
| Heat treated | - | 100 | - | Macro (several thousand μm, i.e., mm) | 52 | Intergranular | ||
| (predominantly) | ||||||||
| CuZn38As (CW511L) | As-drawn | 98 | 2 | 14 | 3 | 52 | 104 | Ductile, dimpled |
| fracture (also including large, deep voids) | ||||||||
| Heat treated | 86 | 14 | 23 | 6 | 21 | 84 | Ductile, dimpled fracture (mostly shallow dimples) | |
| Alloy | Metallurgical Condition | Sub-Grain Boundaries | Low Angle | High Angle | CSL | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| (2–5°) | (5–15°) | (>15°) | ||||||||
| CSL | Rem. | Σ3 | Σ5 | Σ9 | Σ49 | Rem. | ||||
| CuZn42 (CW510L) | As-drawn | 19 | 81 | 10 | 2 | 2 | 3 | 2 | ||
| Heat treated | 20 | 80 | 15 | 5 (Σ7, Σ15, and Σ21) | ||||||
| CuZn38As (CW511L) | As-drawn | 1 | 17 | 33 | 49 | 22 | 3 | 8 | ||
| Heat treated | 22 | 7 | 21 | 50 | 8 | 1 | 2 | 8 | 2 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vazdirvanidis, A.; Rikos, A.; Toulfatzis, A.I.; Pantazopoulos, G.A. Electron Backscatter Diffraction (EBSD) Analysis of Machinable Lead-Free Brass Alloys: Connecting Texture with Fracture. Metals 2022, 12, 569. https://doi.org/10.3390/met12040569
Vazdirvanidis A, Rikos A, Toulfatzis AI, Pantazopoulos GA. Electron Backscatter Diffraction (EBSD) Analysis of Machinable Lead-Free Brass Alloys: Connecting Texture with Fracture. Metals. 2022; 12(4):569. https://doi.org/10.3390/met12040569
Chicago/Turabian StyleVazdirvanidis, Athanasios, Andreas Rikos, Anagnostis I. Toulfatzis, and George A. Pantazopoulos. 2022. "Electron Backscatter Diffraction (EBSD) Analysis of Machinable Lead-Free Brass Alloys: Connecting Texture with Fracture" Metals 12, no. 4: 569. https://doi.org/10.3390/met12040569