
Characteristics of Welding Residual Stress Distribution in Dissimilar Weld Joints


Abstract
:1. Introduction
2. Materials and Test Methods
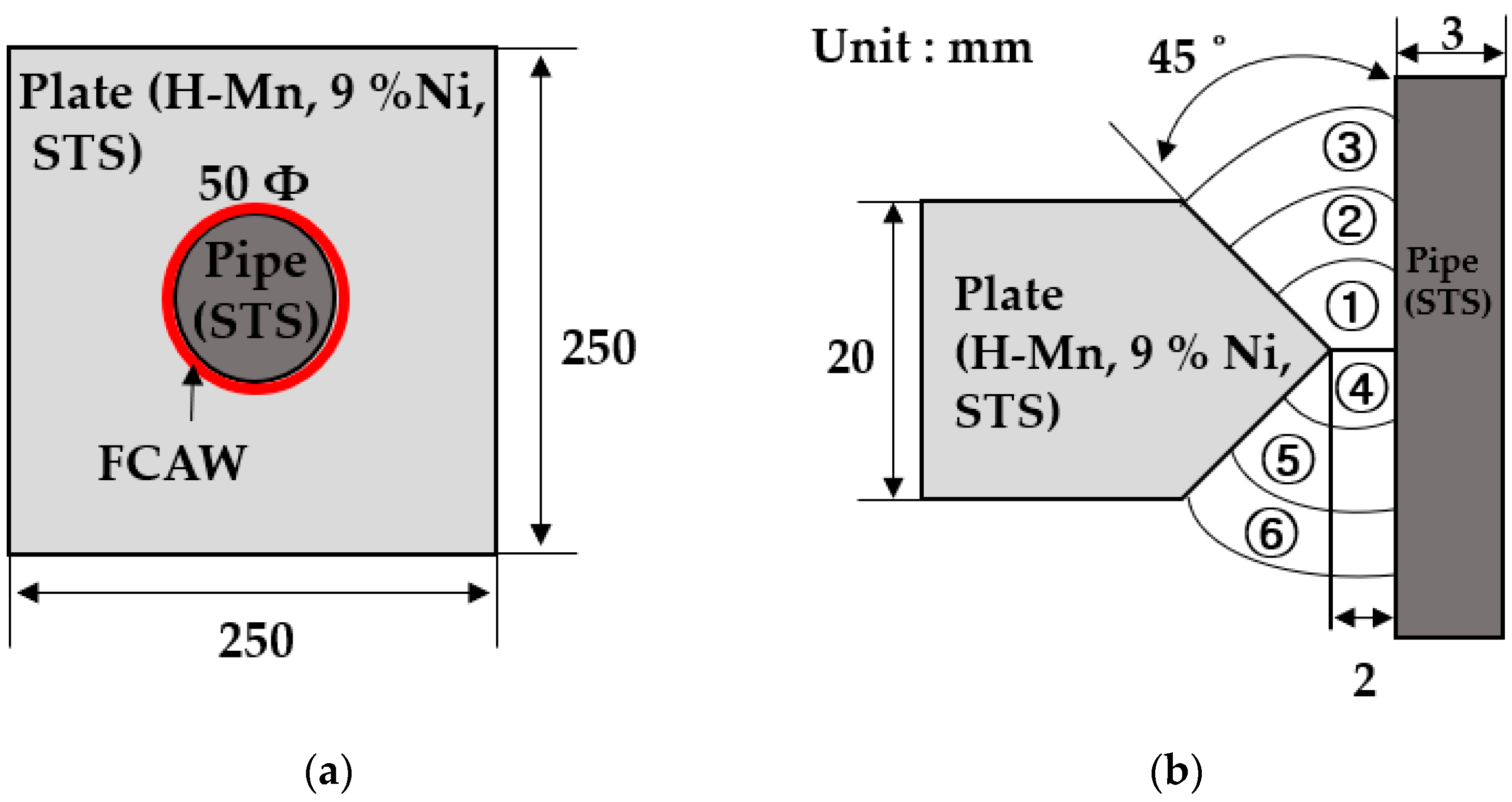
2.1. Specimen Preparation
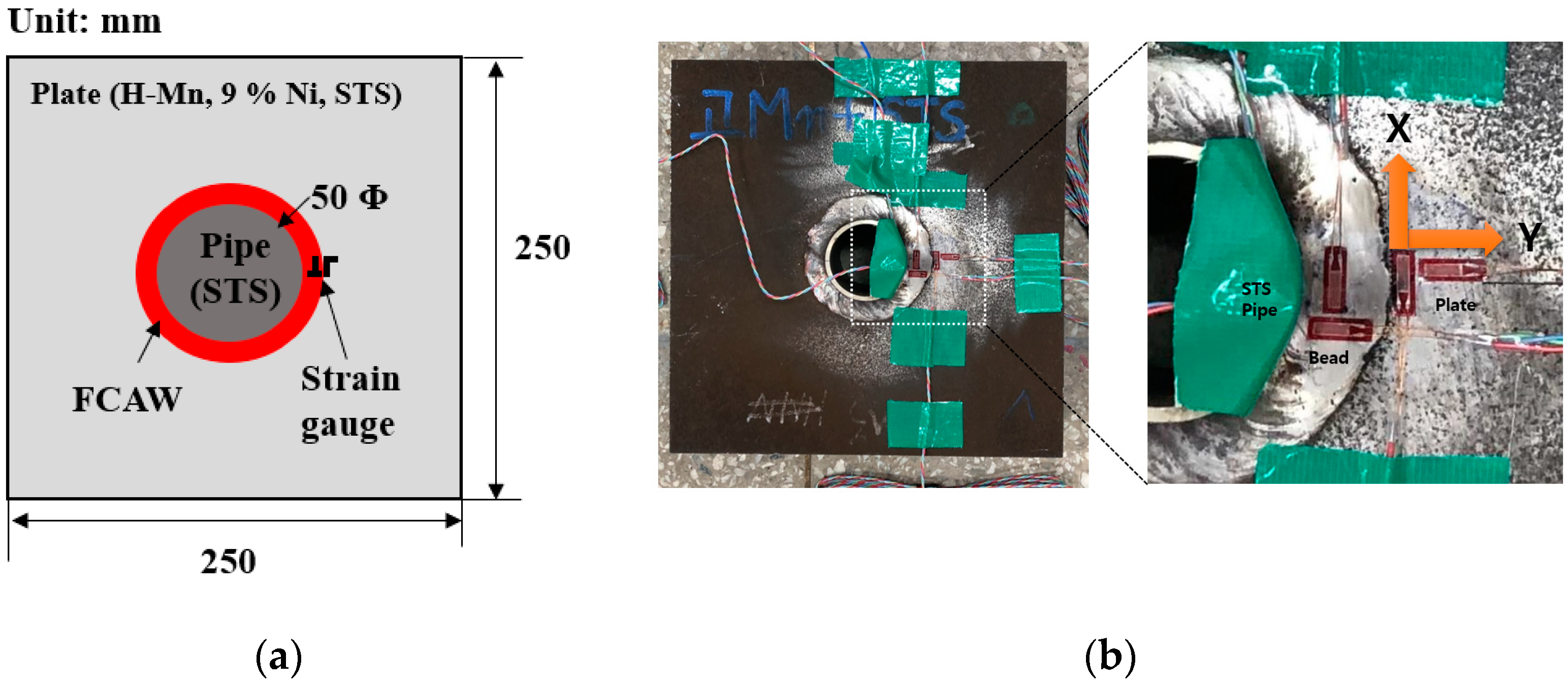
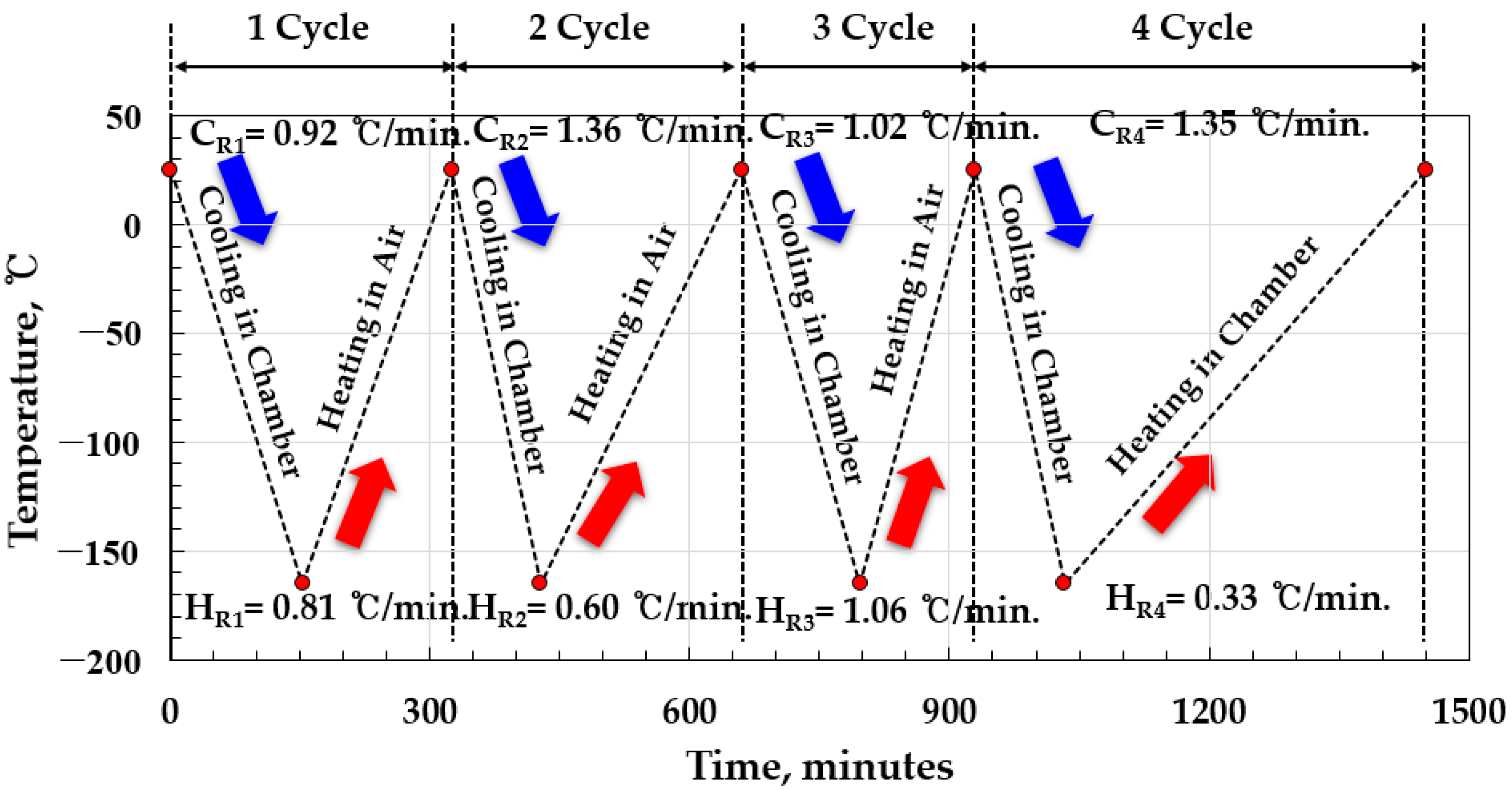
2.2. Measurement of Stress Change via Thermal Cycles
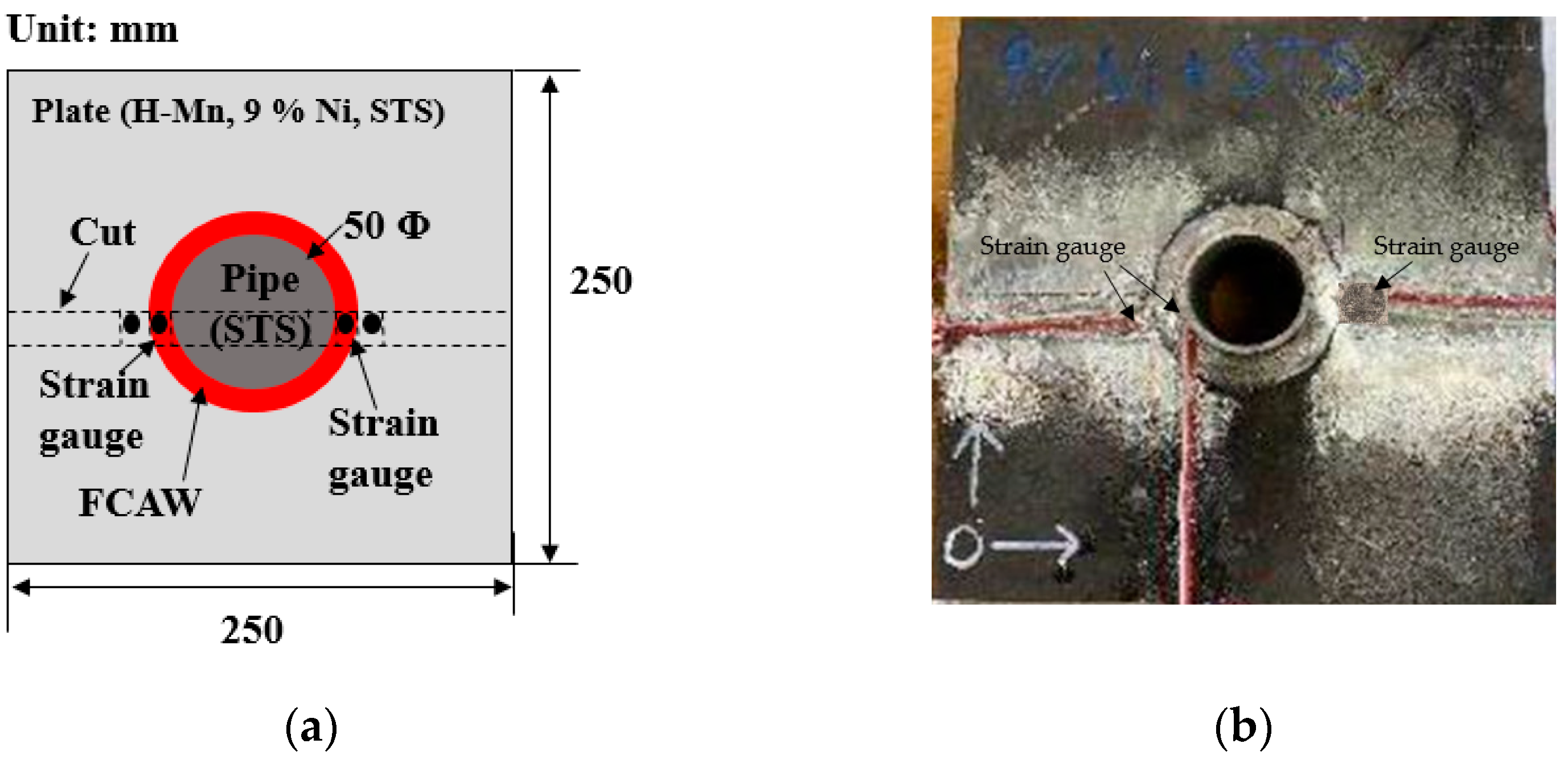
2.3. Welding Residual Stress Measurements
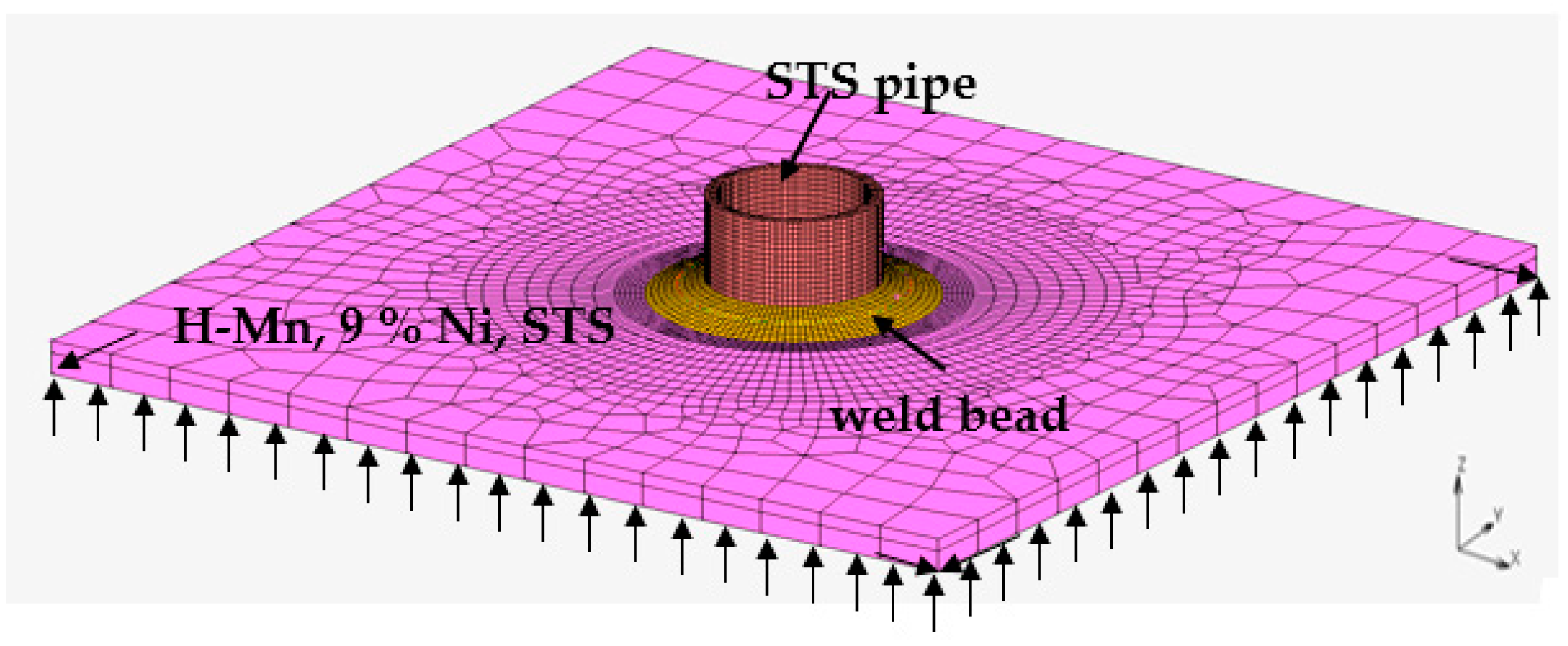
2.4. Finite-Element Analysis of Welding Residual Stress
3. Test Results and Discussion
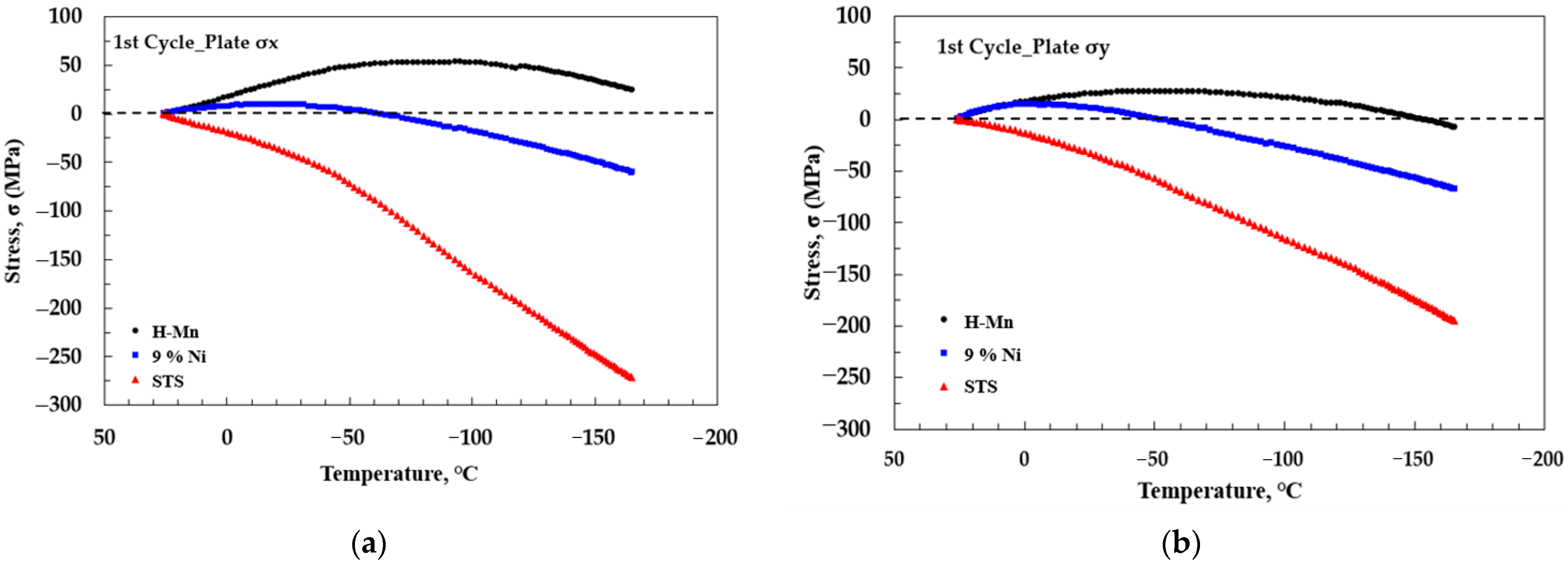
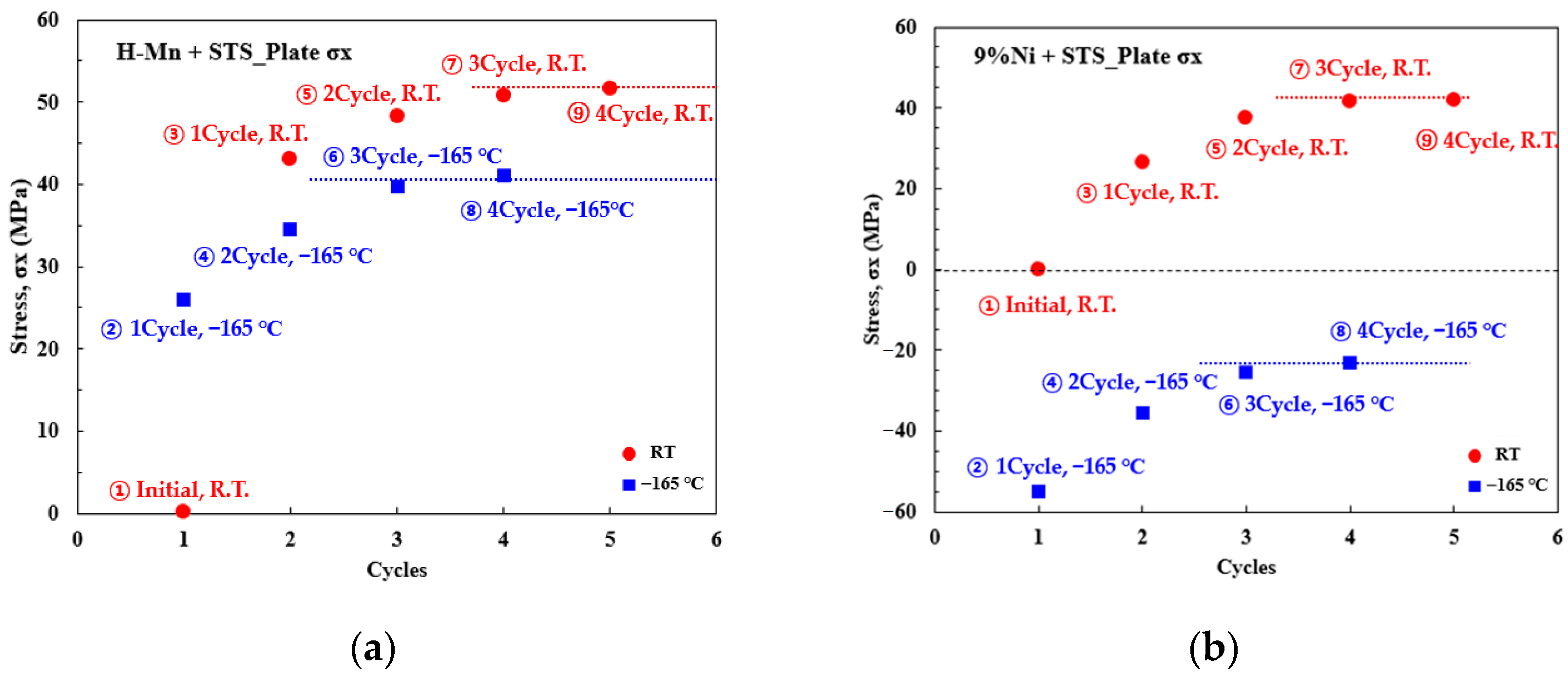
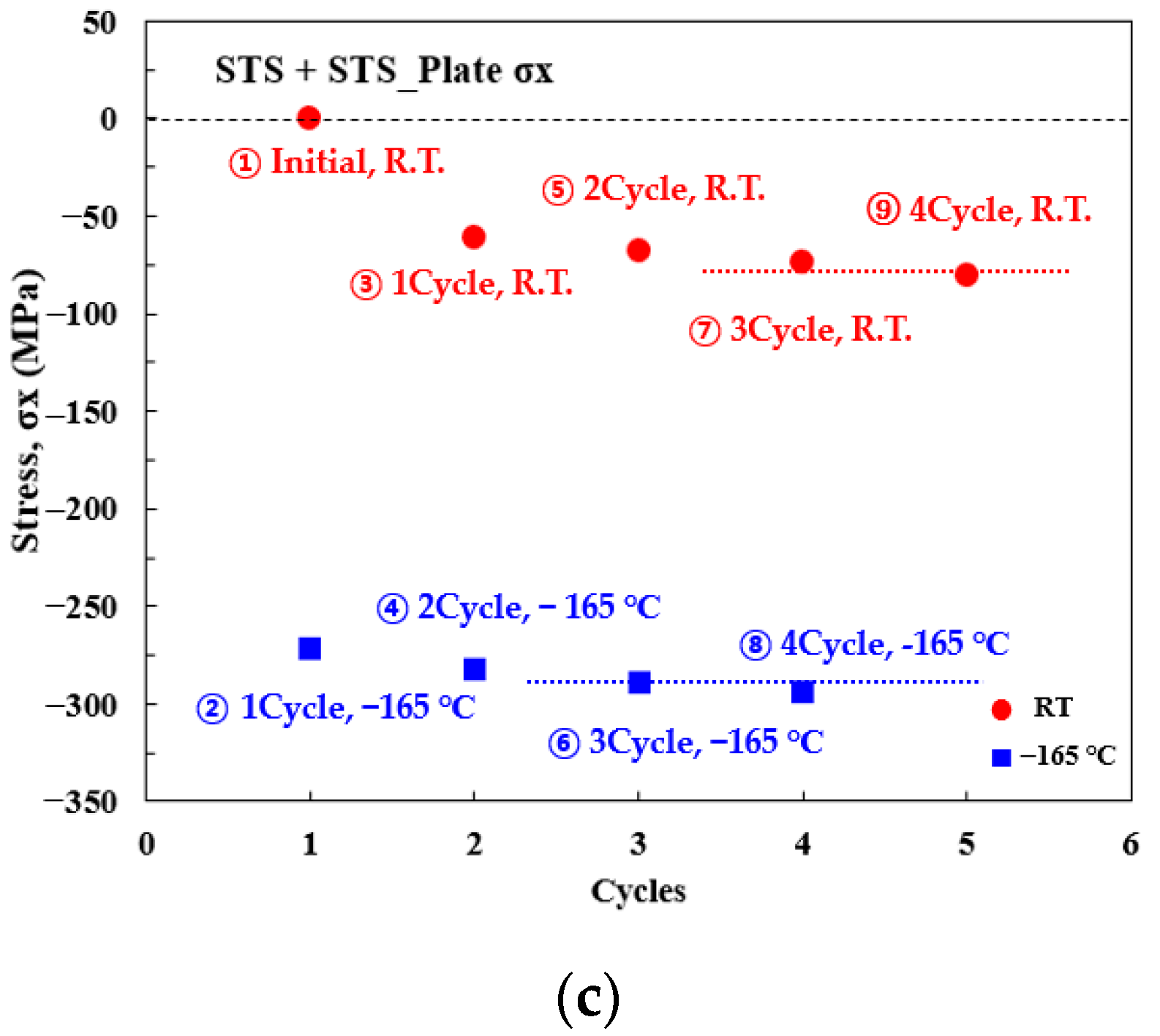
3.1. Stress Distribution according to LNG Loading–Unloading Simulation
3.2. Welding Residual Stress Distribution in Dissimilar Weld Joints
4. Conclusions
- (1)
- When high-manganese austenitic steels and the STS pipe were joined, a tensile stress was generated at the dissimilar weld joint owing to the temperature difference generated during the LNG loading–unloading process. For the high-manganese austenitic steels, little shrinkage occurred; therefore, tensile stress was generated even at cryogenic temperatures. STS has a homogenous weld joint and identical thermal expansion coefficients; therefore, the shrinkage and expansion were not affected by the temperature change. High compressive stress was generated at cryogenic temperatures.
- (2)
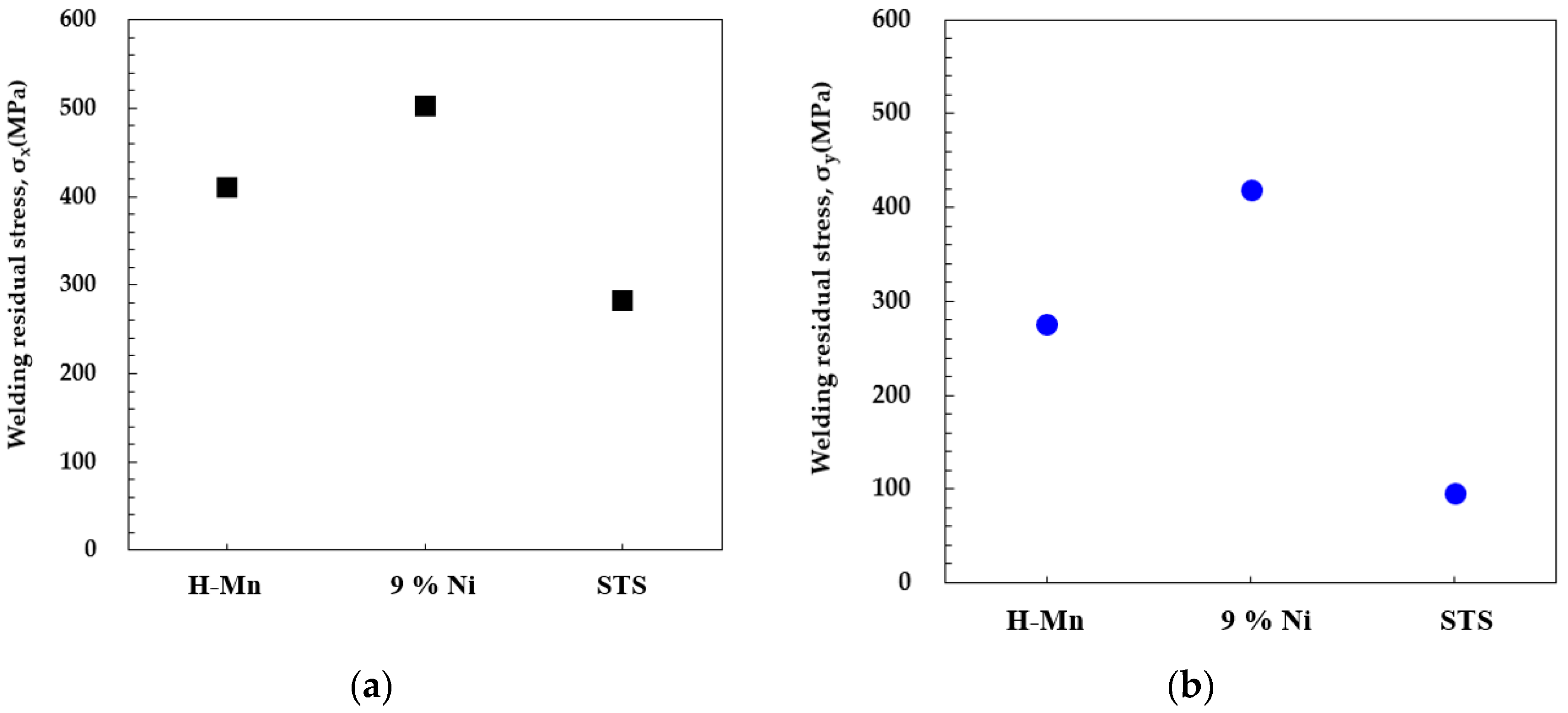
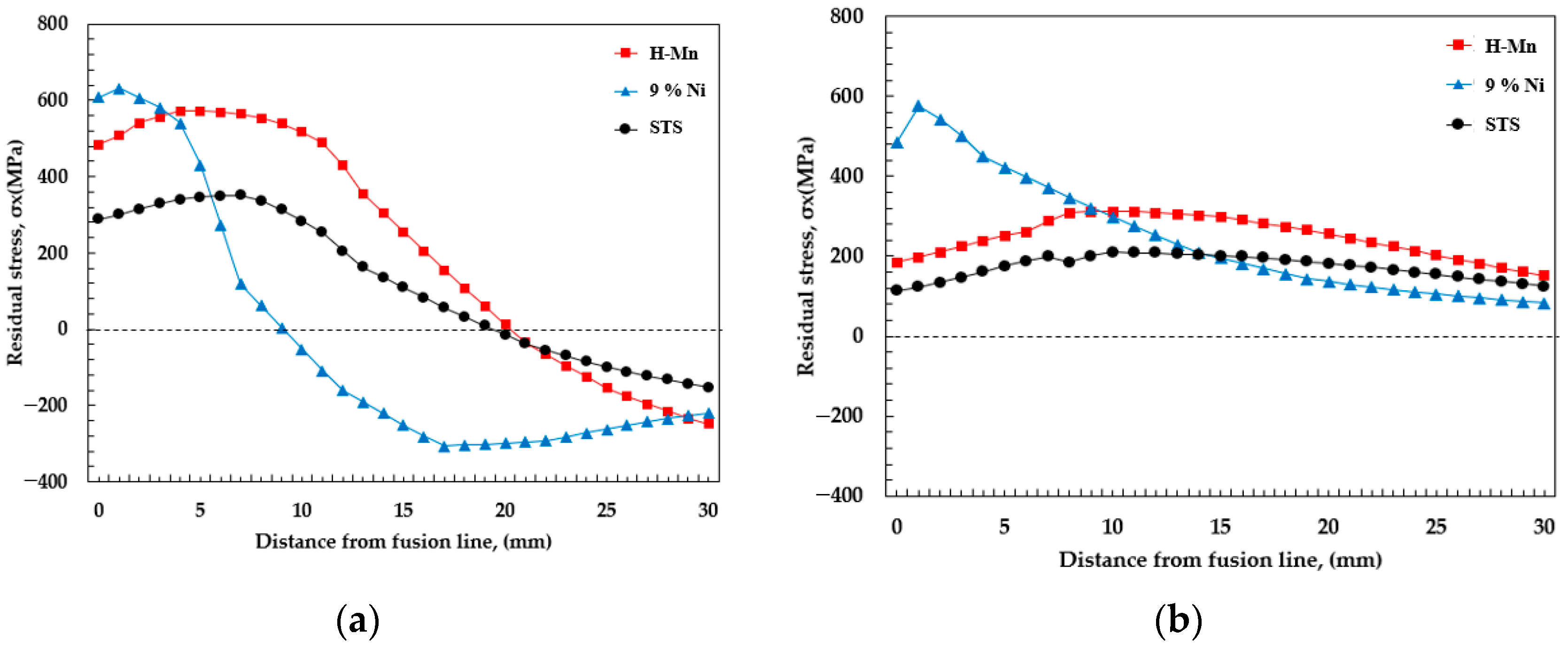
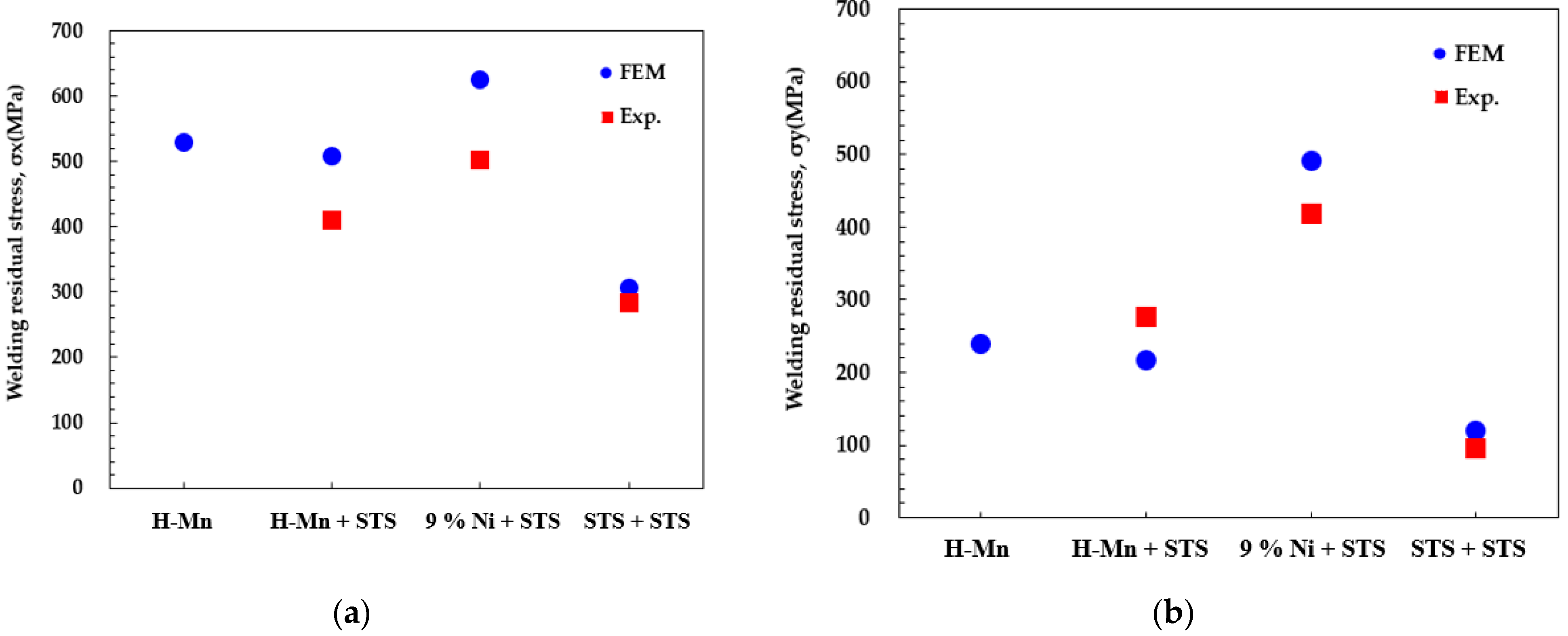
- The measurement of the welding residual stress of the dissimilar weld joint indicated that the stress value was close to the yield stress of each material. A numerical analysis confirmed that there was no significant difference between the maximum residual stresses of the homogeneous and dissimilar welds.
- (3)
- It is believed that the stress generated by the temperature change and the welding residual stress overlapped and occurred during the loading–unloading process of the LNG tank; however, the final tensile stress was about 430 MPa, which below the yield stress was distributed in the storage tank, and it did not affect the safety of the structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, T.; Yun, K.; Lee, H. A Study on Estimating Ship Emission-Focusing on Gwangyang Port and Ulsan Port. J. Korea Port. Econ. Assoc. 2019, 35, 93–108. [Google Scholar] [CrossRef]
- Paula, S. From maritime salvage to IMO 2020 strategy: Two actions to protect the environment. Mar. Pollut. Bull. 2021, 170, 112590. [Google Scholar]
- Park, H.; Park, H.; Ha, S.; Park, S.; Lee, K. A Study on the Industrial Competitiveness of Ballast Water Management System in Compliance with the International Maritime Organization Ballast Water Management Convention in Korea. J. Korean Soc. Mar. Environ. Saf. 2020, 26, 483–492. [Google Scholar] [CrossRef]
- Seddiek, I.S.; Elgohary, M.M. Eco-friendly selection of ship emissions reduction strategies with emphasis on SOx and NOx emissions. Int. J. Nav. Archit. Ocean. 2014, 6, 737–748. [Google Scholar]
- Awad, O.I.; Ma, X.; Kamil, M.; Ali, O.M.; Ma, Y.; Shuai, S. Overview of polyoxymethylene dimethyl ether additive as an eco-friendly fuel for an internal combustion engine: Current application and environmental impacts. Sci. Total Environ. 2020, 715, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Jiubing, S.; Siyuan, Y.; Zhichao, L.; Yanping, X.; Tan, N. Design and analysis of boil-off gas reliquefaction processes for the LNG-fueled ships. Appl. Therm. Eng. 2021, 199, 1–10. [Google Scholar]
- Park, S.; Paik, J. A hybrid method for the safety zone design in truck-to-ship LNG bunkering. Ocean. Eng. 2022, 243, 1–10. [Google Scholar] [CrossRef]
- Machida, S.; Deguchi, A.; Kagawa, H. Brittle fracture characteristics of heavy gauge 9% Ni steel plate for large scale LNG strage tank. J. High. Press. Inst. Jpn. 1993, 31, 31–38. [Google Scholar]
- Niu, W.; Lina, J.; Ju, Y.; Fu, Y. The daily evaporation rate test and conversion method for a new independent type B LNG mock-up tank. Cryogenics 2020, 111, 1–11. [Google Scholar] [CrossRef]
- Kang, S.; Kim, M.; Kim, Y.; Shin, Y.; Lee, H. A Study on the Fracture Toughness Characteristics of FCAW Weldment of Steel for Offshore Structures. J. Korea Weld. Join. Soc. 2004, 22, 57–63. [Google Scholar]
- IGC Code. Code for the Construction and Equipment of Ships Carrying Liquefied Gases in Bulk; International Maritime Organization: London, UK, 2020.
- IGF Code. International Code of Safety for Ships Using Gases or Other Low-Flashpoint Fuels; International Maritime Organization: London, UK, 2020.
- Interim Guidelines on the Application of High Manganese Austenitic Steel for Cryogenic Service; International Maritime Organization: London, UK, 2018.
- An, G.; Hong, S.; Park, J.; Ro, C.; Han, I. Identification of Correlation Between Fracture Toughness Parameters of Cryogenic Steel Weld Joints. J. Weld. Join. 2017, 35, 82–87. [Google Scholar] [CrossRef] [Green Version]
- Han, I.; Lee, B. Microstructure and Mechanical Properties of Cryogenic High-Manganese Steel Weld Metal. Int. J. Offshore Polar Eng. 2017, 27, 260–265. [Google Scholar] [CrossRef]
- Lee, J.; Kim, K.; Kim, Y.; Yu, C. Fatigue Strength Assessment of High Manganese Steel for LNG CCS. J. Soc. Nav. Archit. Korea 2014, 51, 246–253. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.; Lho, B. Improvement of Insulation System for LNG Storage Tank Base Slab. J. Korea Inst. Struct. Maint. Insp. 2010, 14, 141–147. [Google Scholar]
- RESOLUTION MSC.370(93). Amendments to The International Code for The Construction and Equipment of Ships Carrying Liquefied Gases in Bulk. 2014. Available online: https://www.palaureg.com/product/resolution-msc-37093-amendments-to-the-international-code-for-the-construction-and-equipment-of-ships-carrying-liquefied-gases-in-bulk-igc-code/ (accessed on 8 February 2022).
- RESOLUTION MSC.391(95). Adoption of The International Code of Safety for Ships using Gases or Other Low-Flashpoint Fuels. 2015. Available online: https://www.imo.org/en/KnowledgeCentre/IndexofIMOResolutions/Pages/MSC-2014-15.aspx (accessed on 8 February 2022).
- Han, X.; Tan, J.; Wang, R.; Yin, W. A study on welding residual stress in elliptical tube to tube sheet joint of a phthalic anhydride switch condenser. Procedia Eng. 2015, 130, 544–551. [Google Scholar] [CrossRef] [Green Version]
- Machida, S.; Ishikura, N.; Kubo, N.; Katayama, N.; Muramoto, S.; Hagiwara, Y.; Arimochi, A. Brittle fracture characteristics of heavy thickness 9% Ni steel plate and its applicability to large scale LNG storage tanks. J. High. Press. Inst. Jpn. 1991, 29, 25–39. [Google Scholar]
- Jin, D.; Hou, C.; Shen, L. Effect of welding residual stress on the performance of CFST tubular joints. J. Constr. Steel Res. 2021, 184, 1–15. [Google Scholar] [CrossRef]
- Chiocca, A.; Frendo, F.; Bertini, L. Evaluation of residual stresses in a pipe-to-plate welded joint by means of uncoupled thermal-structural simulation and experimental tests. Int. J. Mech. Sci. 2021, 199, 1–15. [Google Scholar] [CrossRef]
- Huang, B.; Lu, M.; Cao, Y.; Yang, F. Experimental study on residual performance of welded hollow spherical joints subjected to axial compression after a fire. Structures 2021, 30, 996–1005. [Google Scholar] [CrossRef]
- Lim, Y.; Morisada, Y.; Liu, H.; Fujii, H. Ti-6Al-4V/SUS316L dissimilar joints with ultrahigh joint efficiency fabricated by a novel pressure-controlled joule heat forge welding method. J. Mater. Process. Technol. 2021, 298, 1–11. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Chemical Composition (Mass, %) | ||||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | P | S | Cr | |
| H-Mn | 0.35–0.55 | 0.10–0.50 | 22.5–25.50 | - | Max. 0.03 | Max. 0.01 | - |
| 9% Ni | 0.051 | 0.252 | 0.660 | 9.448 | 0.010 | 0.001 | - |
| STS304 | 0.016 | 0.21 | 1.72 | 8.26 | 0.029 | 0.020 | 19.25 |
| Materials | Yield Strength (MPa) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Thermal Expansion Coefficient (μm/(m·°C)) | ||||
|---|---|---|---|---|---|---|---|---|
| 25 °C | −165 °C | 25 °C | −165 °C | 25 °C | −165 °C | 25 °C | −165 °C | |
| H-Mn | 432 | 773 | 879 | 1312 | 175 | 186 | 9 | 5 |
| 9% Ni | 668 | 925 | 707 | 1046 | 195 | 205 | 12 | 8 |
| STS304 | 275 | 432 | 668 | 1527 | 201 | 214 | 16 | 12.5 |
| Welding Conditions | FCAW | |
|---|---|---|
| Heat input | 8–10 KJ/cm | |
| Groove shape | K-groove | |
| Welding consumable | Size Φ (mm) | 1.2 |
| Welding parameters | Current (A) | 180 |
| Voltage (V) | 28–29 | |
| Speed (cm/min) | 30–35 | |
| Position | 1G | |
| Shielding gas | Gas type | 80 % Ar/20 % CO2 |
| Materials | Chemical Composition (wt.%) | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | P | S | |
| PT-400HM | 0.25 | - | 18–24 | 4.0–8.0 | - | - |
| DW-N709SP | 0.01 | 0.12 | 2.4 | 63.4 | 0.012 | 0.003 |
| K-316LT | 0.03 | 0.65 | 1.20 | 12.7 | - | - |
| Materials | Yield Strength (MPa) | Tensile Strength (MPa) | Elastic Modulus (%) | Thermal Expansion Coefficient (μm/(m·°C)) |
|---|---|---|---|---|
| PT-400HM | ≥400 | ≥660 | ≥22 | 9 |
| DW-N709SP | 440 | 712 | 43 | 12 |
| K-316LT | 420 | 560 | 38 | 16 |
| Gauge Pattern | Basic Type | Gauge L | Gauge W | Backing L | Backing W | Resistance |
|---|---|---|---|---|---|---|
 | FCA-1 | 1 mm | 0.7 mm | 4.5 Φ | 4.5 Φ | 120 Ω |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, G.; Park, J.; Lim, W.; Park, H.; Han, I. Characteristics of Welding Residual Stress Distribution in Dissimilar Weld Joints. Metals 2022, 12, 405. https://doi.org/10.3390/met12030405
An G, Park J, Lim W, Park H, Han I. Characteristics of Welding Residual Stress Distribution in Dissimilar Weld Joints. Metals. 2022; 12(3):405. https://doi.org/10.3390/met12030405
Chicago/Turabian StyleAn, Gyubaek, Jeongung Park, Woongtaek Lim, Hongkyu Park, and Ilwook Han. 2022. "Characteristics of Welding Residual Stress Distribution in Dissimilar Weld Joints" Metals 12, no. 3: 405. https://doi.org/10.3390/met12030405