
Microstructure Analysis and Segmented Constitutive Model for Ni-Cr-Co-Based Superalloy during Hot Deformation


Abstract
:1. Introduction
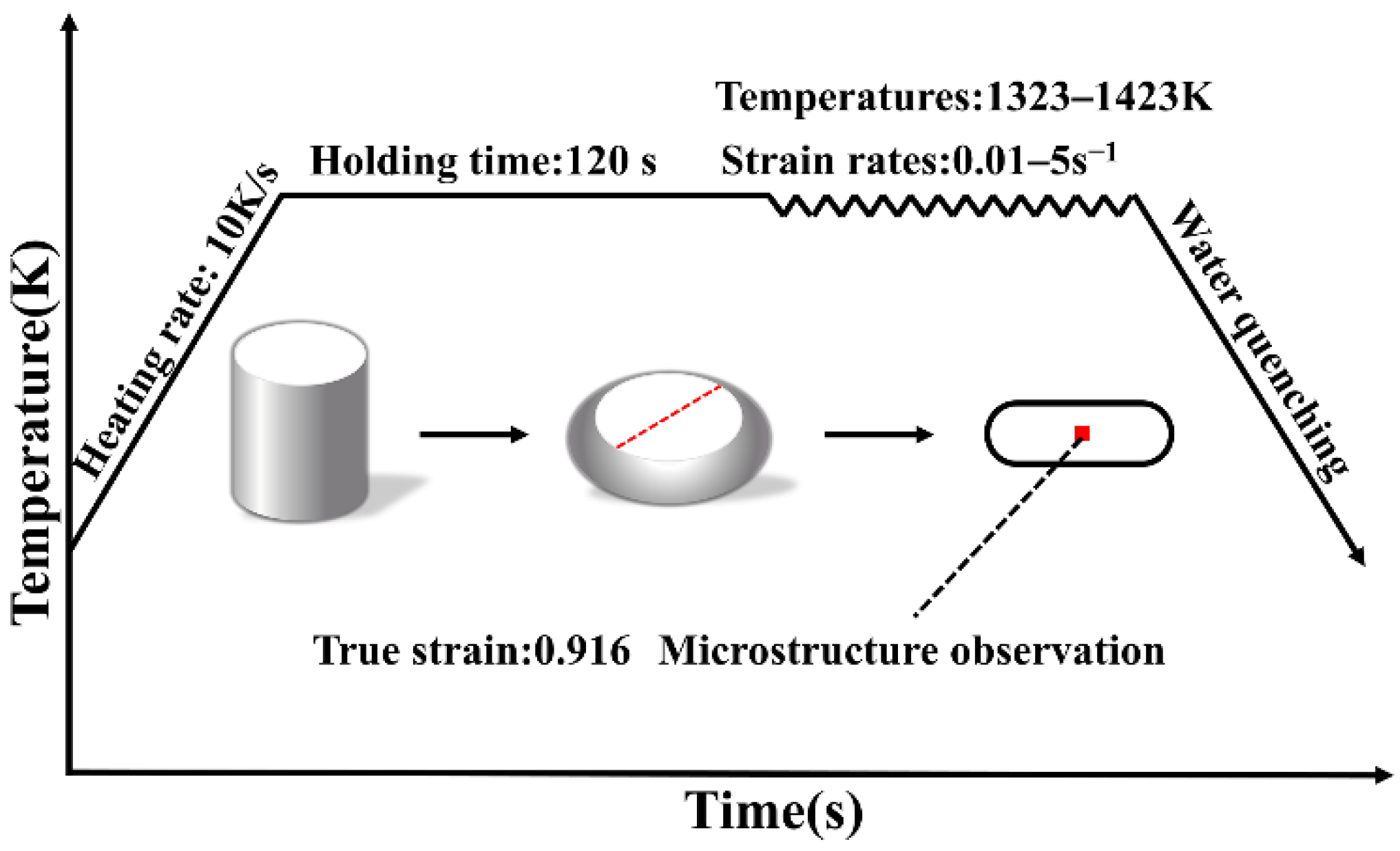
2. Material and Experimental Details
3. Experimental Results and Analysis
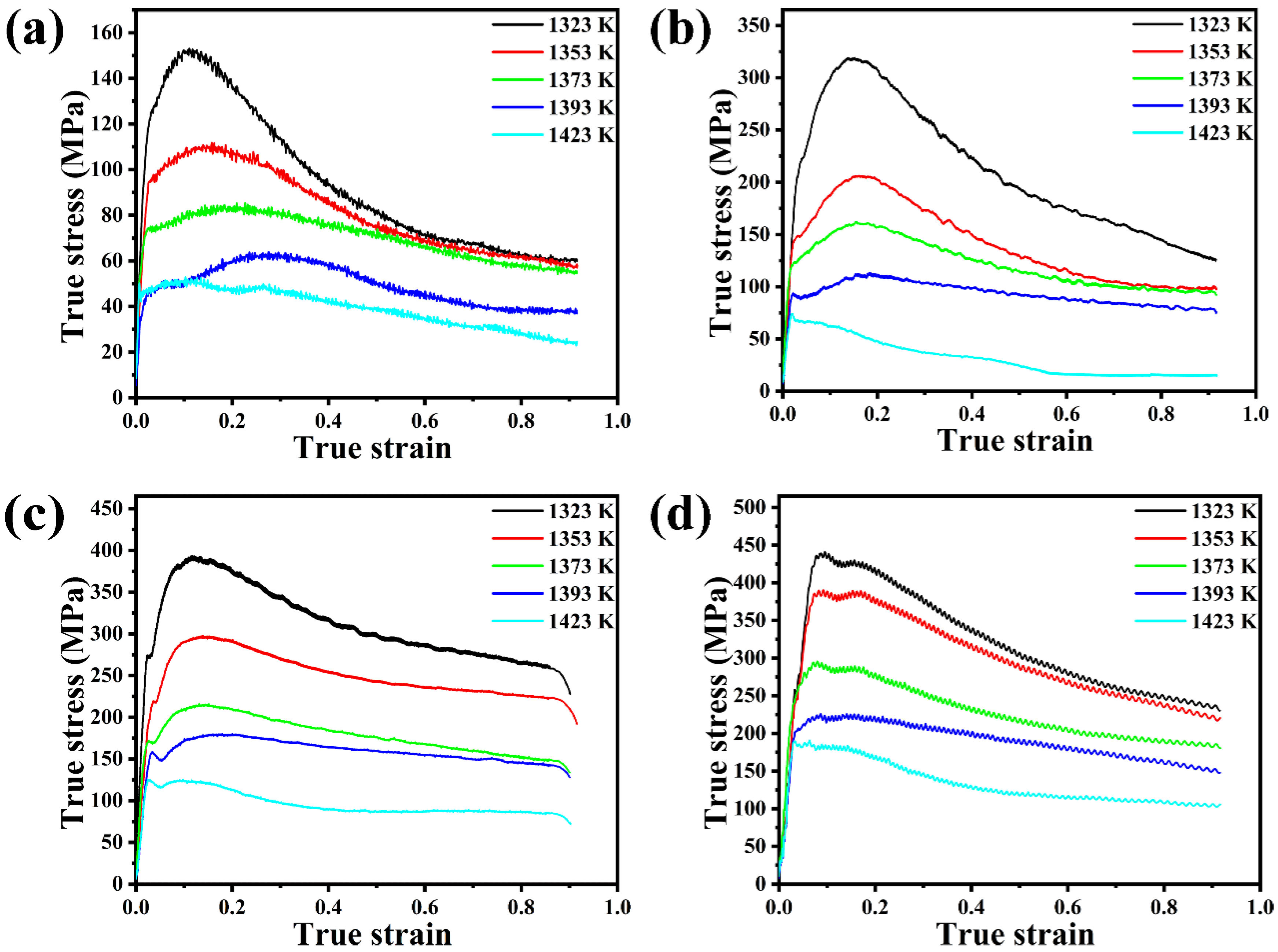
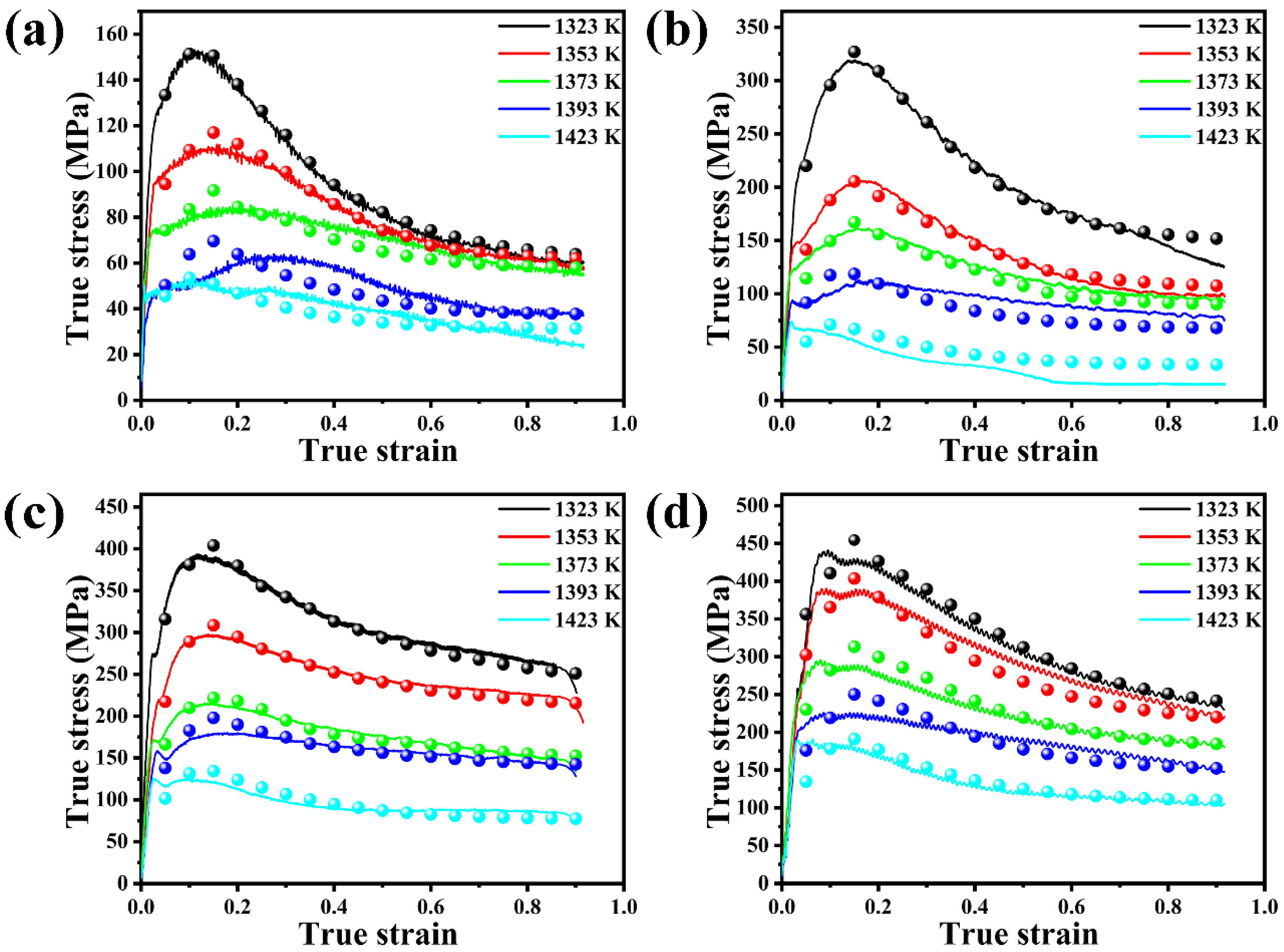
3.1. True Stress–Strain Curves
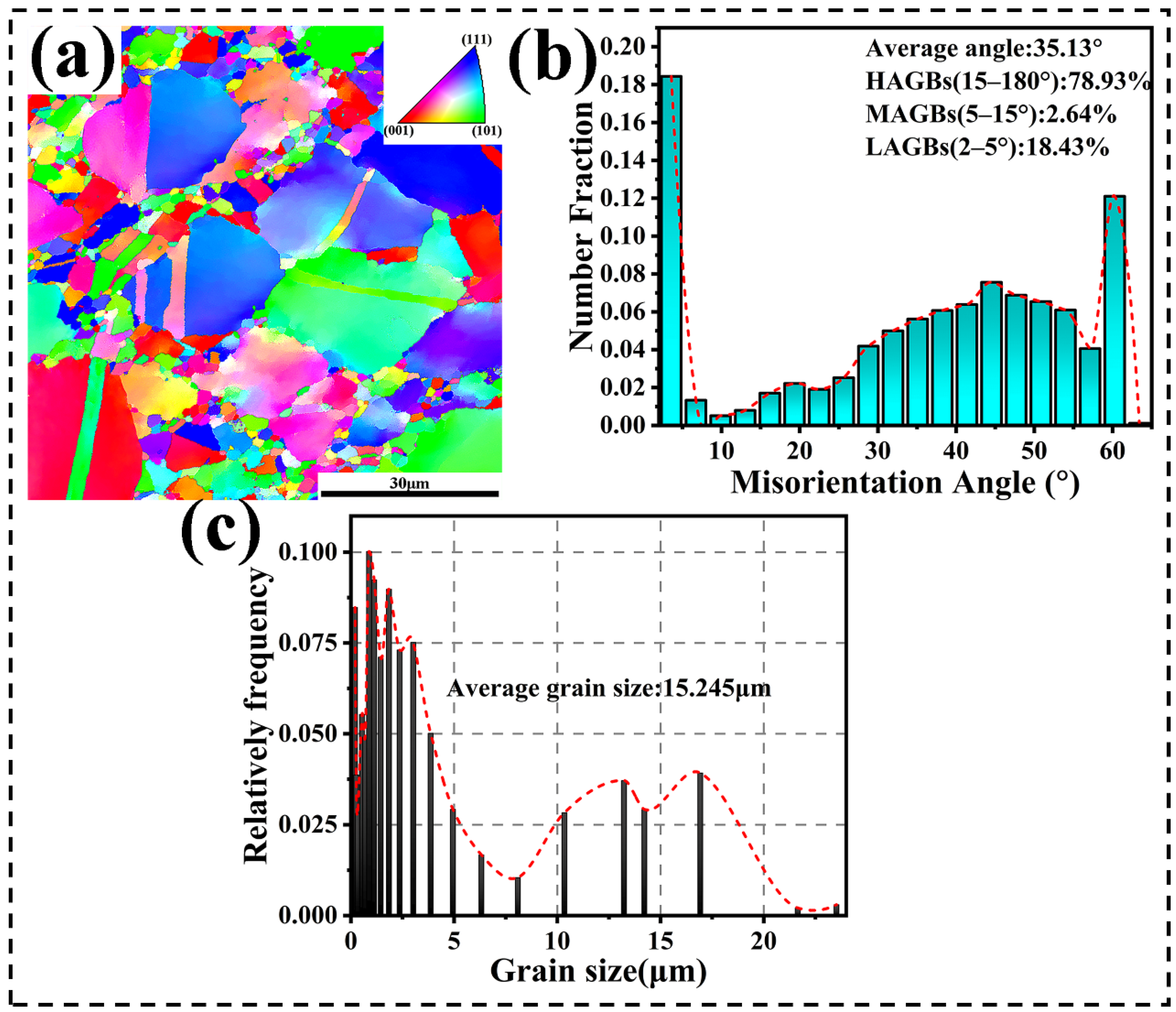
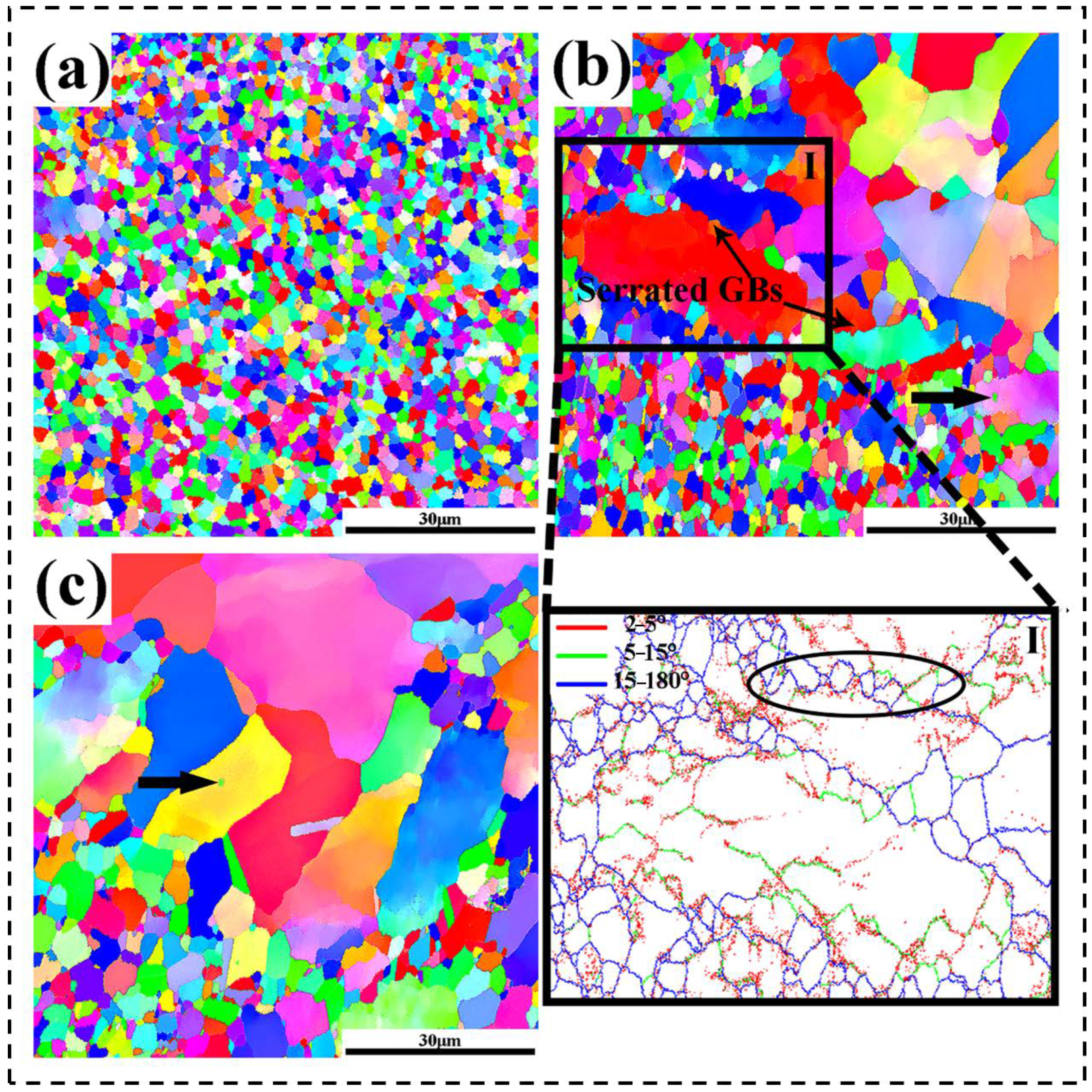
3.2. Initial Microstructure
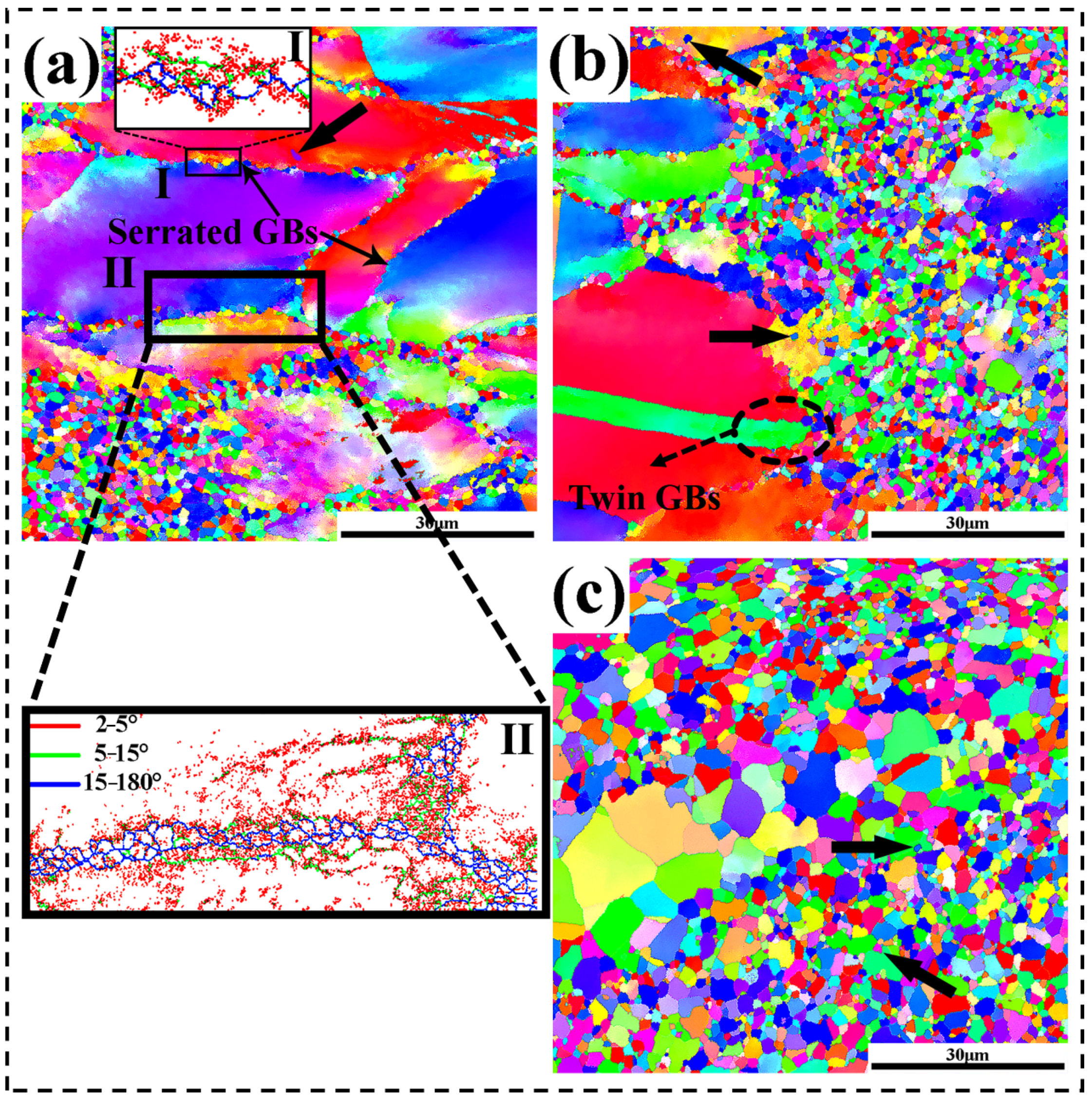
3.3. Influence of Deformation Temperature for Microstructure
3.4. Influence of Strain Rate on Microstructure
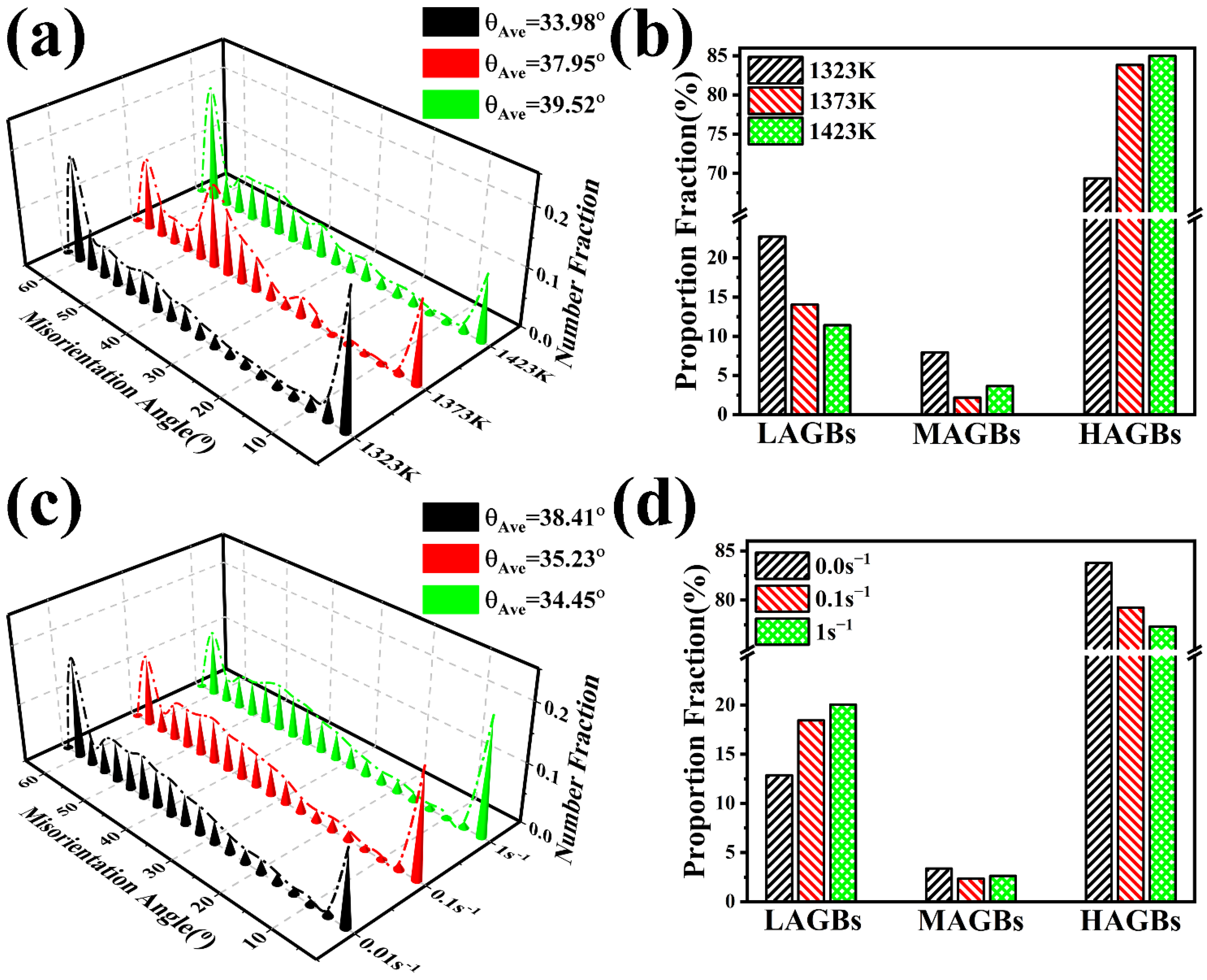
3.5. Variation Pattern of Misorientation Angle
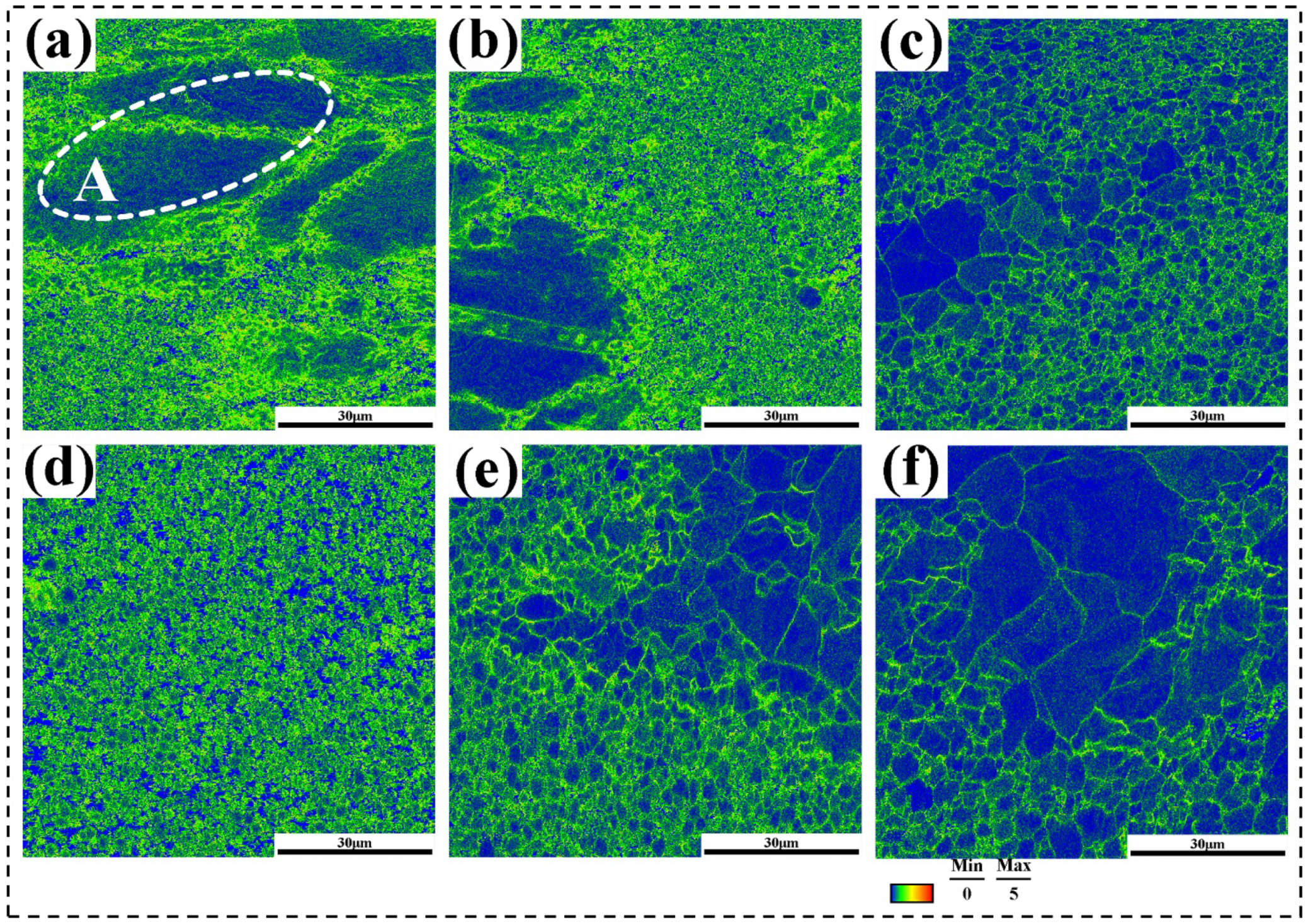
3.6. Analysis of KAM Maps for Studied Superalloy
4. Establishment of the Segmented Constitutive Models of Ni-Cr-Co-Based Superalloy
- the flow stress constitutive model during work-hardening–dynamic recovery stage;
- the flow stress constitutive model during dynamic recrystallization stage;
- the grain size model of DRX during the dynamic recrystallization stage.
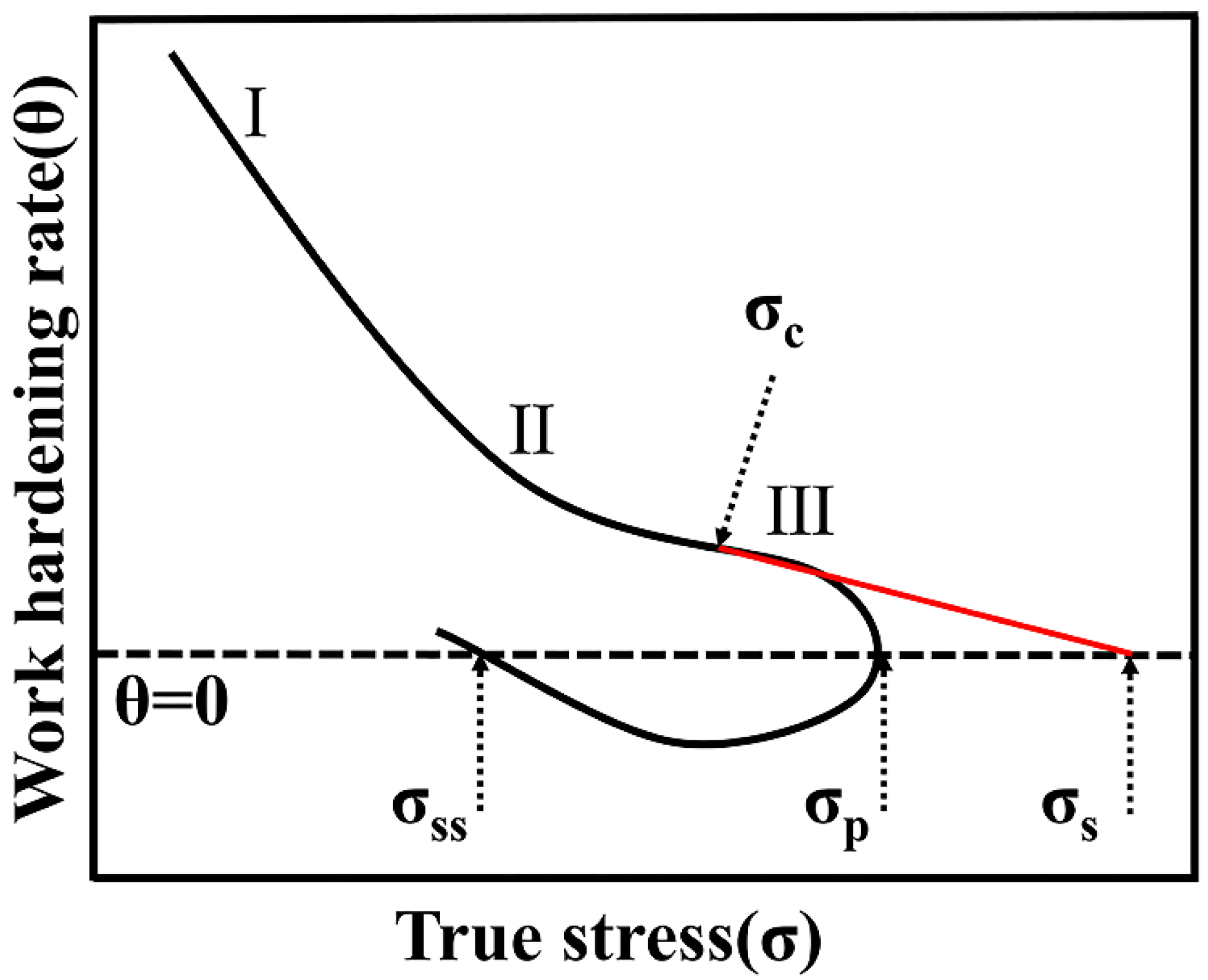
4.1. Constitutive Model for Work-Hardening–Dynamic Recovery Stage
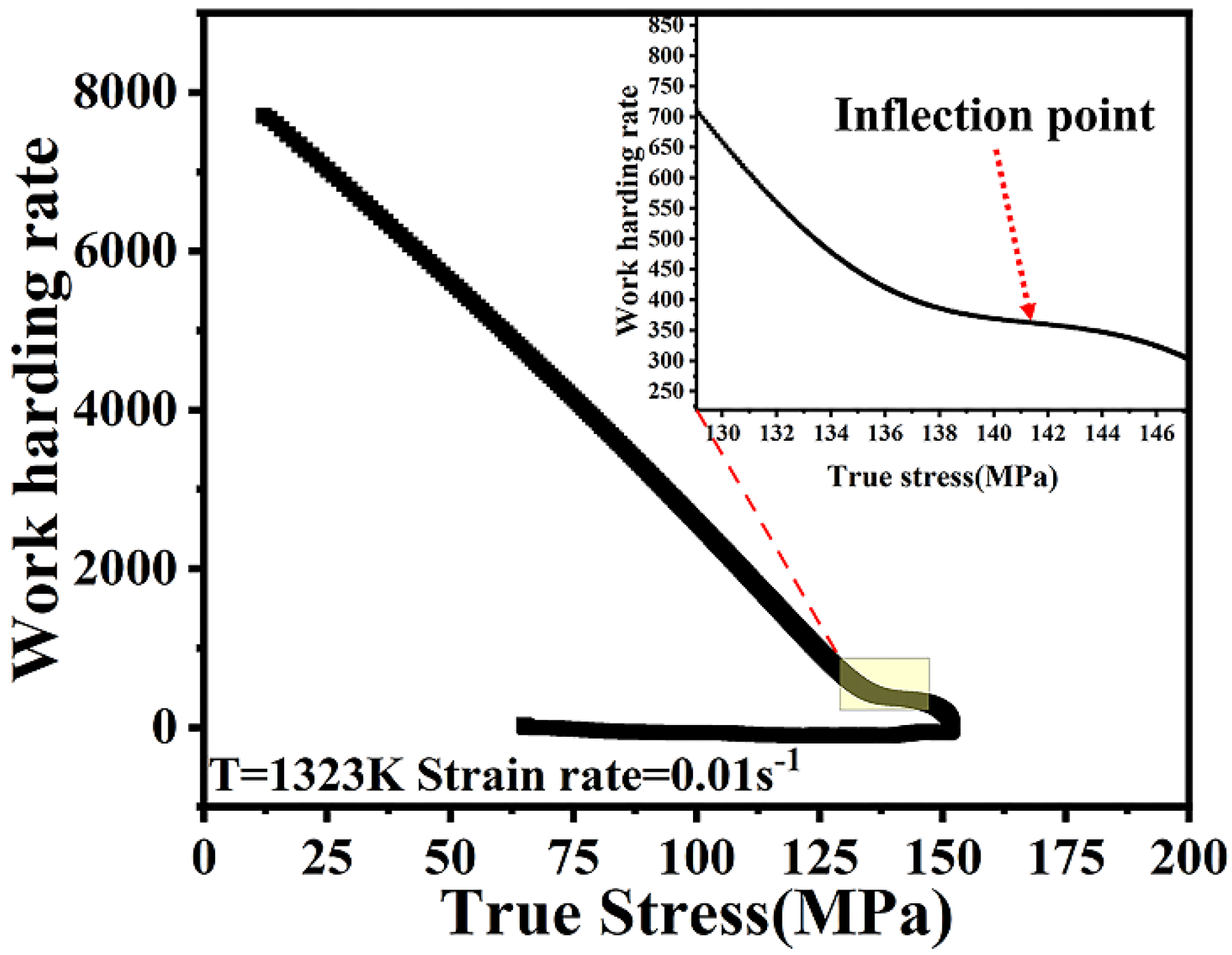
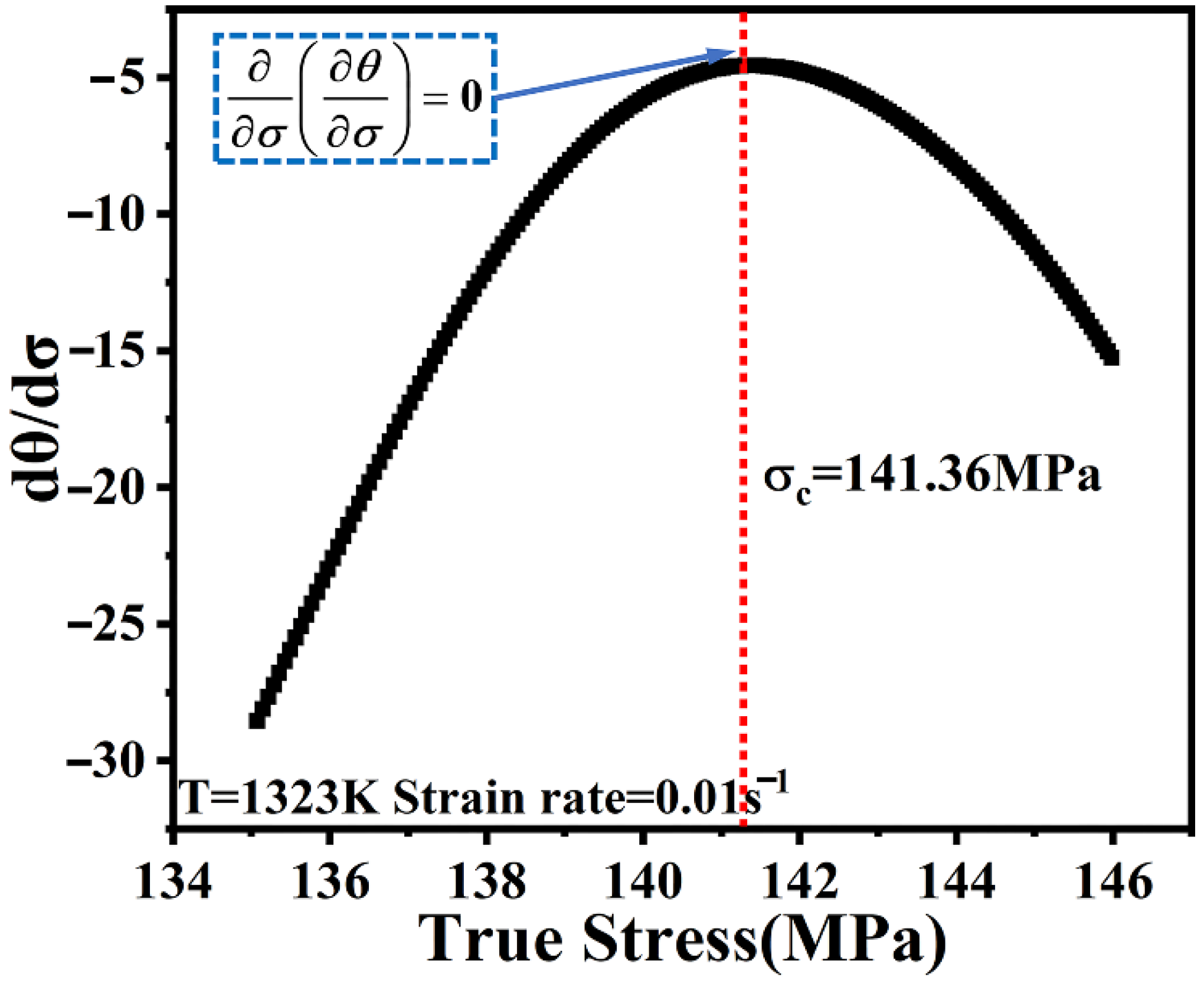
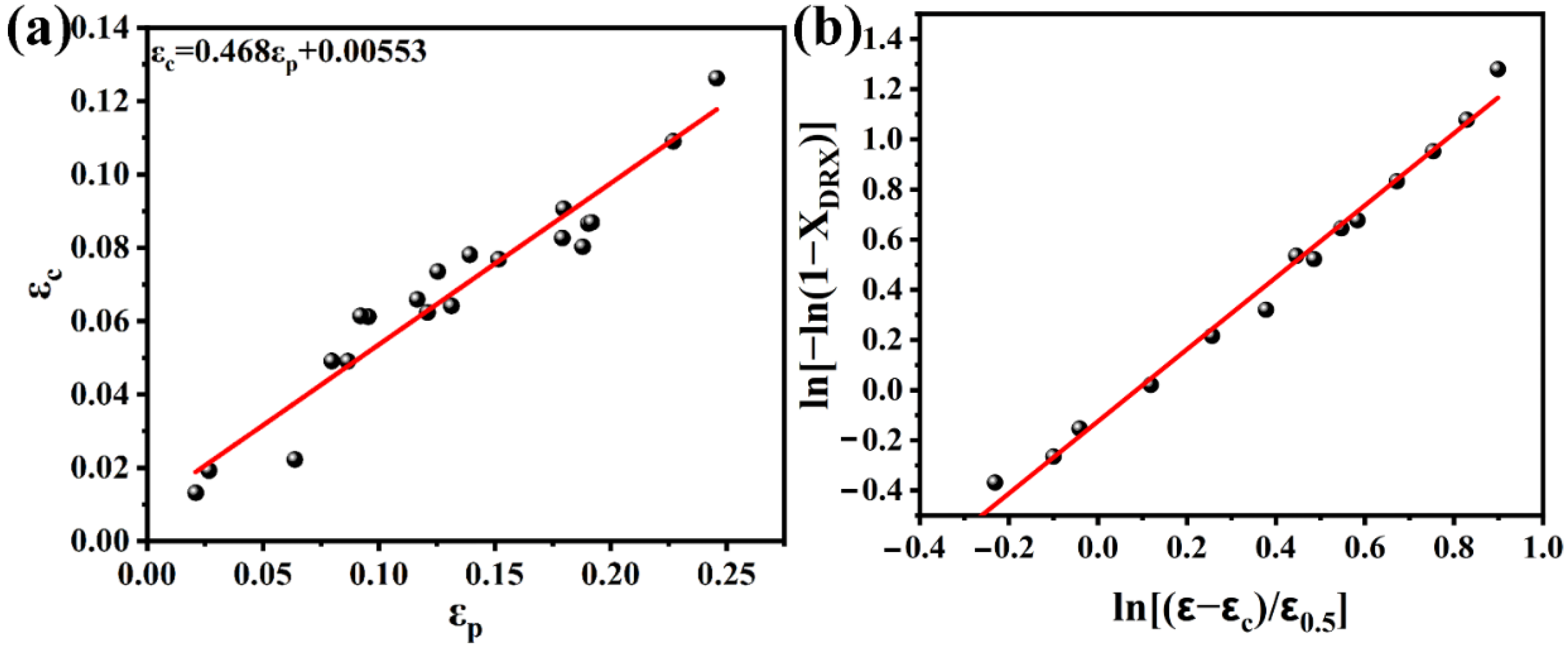
4.2. Constitutive Model of the Dynamic Recrystallization Stage
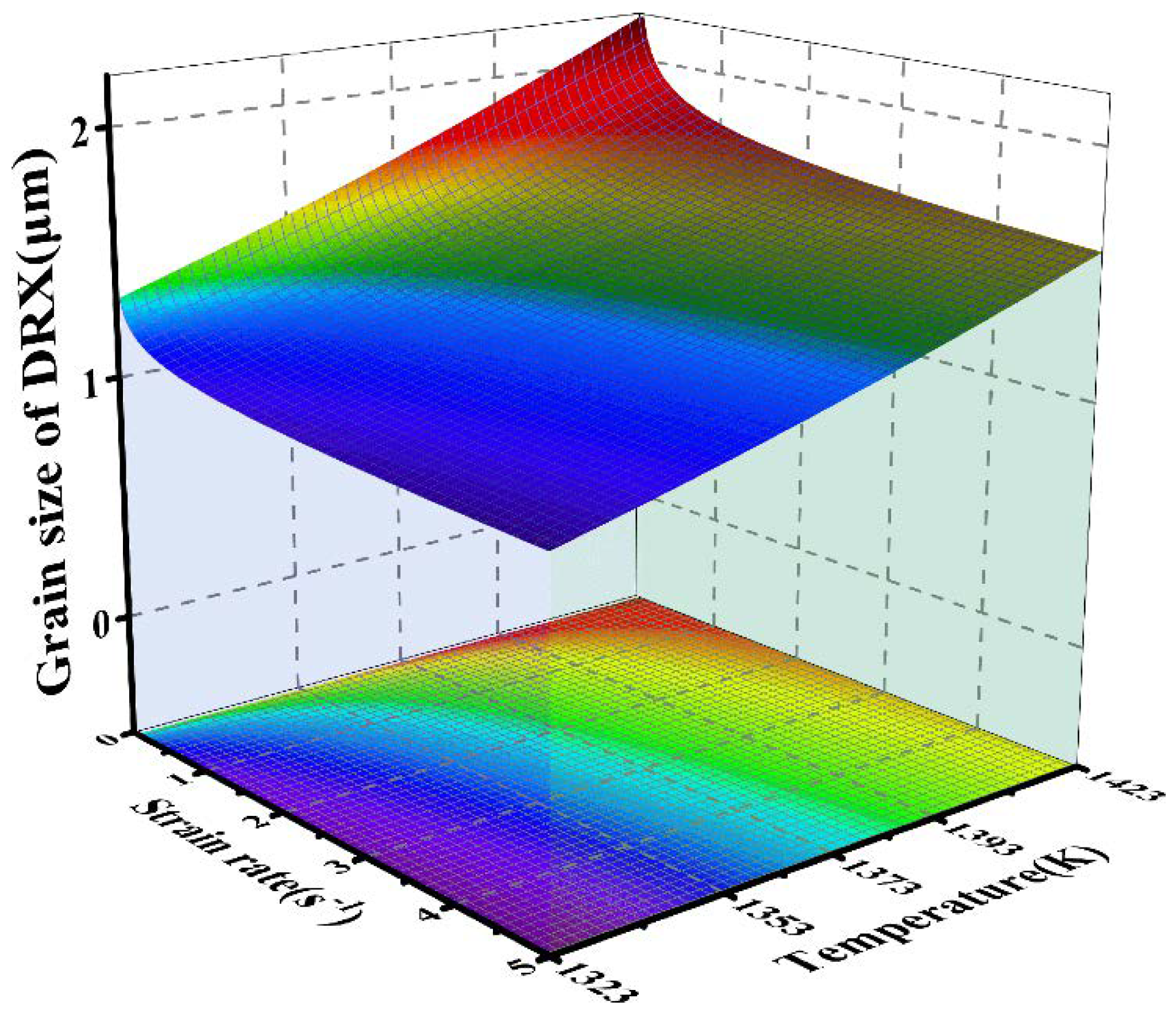
4.3. Mathematical Model for Dynamic Recrystallization of Grain Size
4.4. Determination of Material Constants
5. Verification of the Established Constitutive Model
6. Conclusions
- (1)
- The hot compression microstructure evolution of Ni-Cr-Co-based superalloy was analyzed through EBSD. The volume fraction and AGS of DRX are impressionable to both the strain rate and deformation temperature and gradually increase with the progressive deformation temperature or decreasing strain rate. Additionally, DDRX is the dominant DRX mechanism in a Ni-Cr-Co-based superalloy, whereas CDRX is a passive mechanism due to a negligible presence of MAGBs.
- (2)
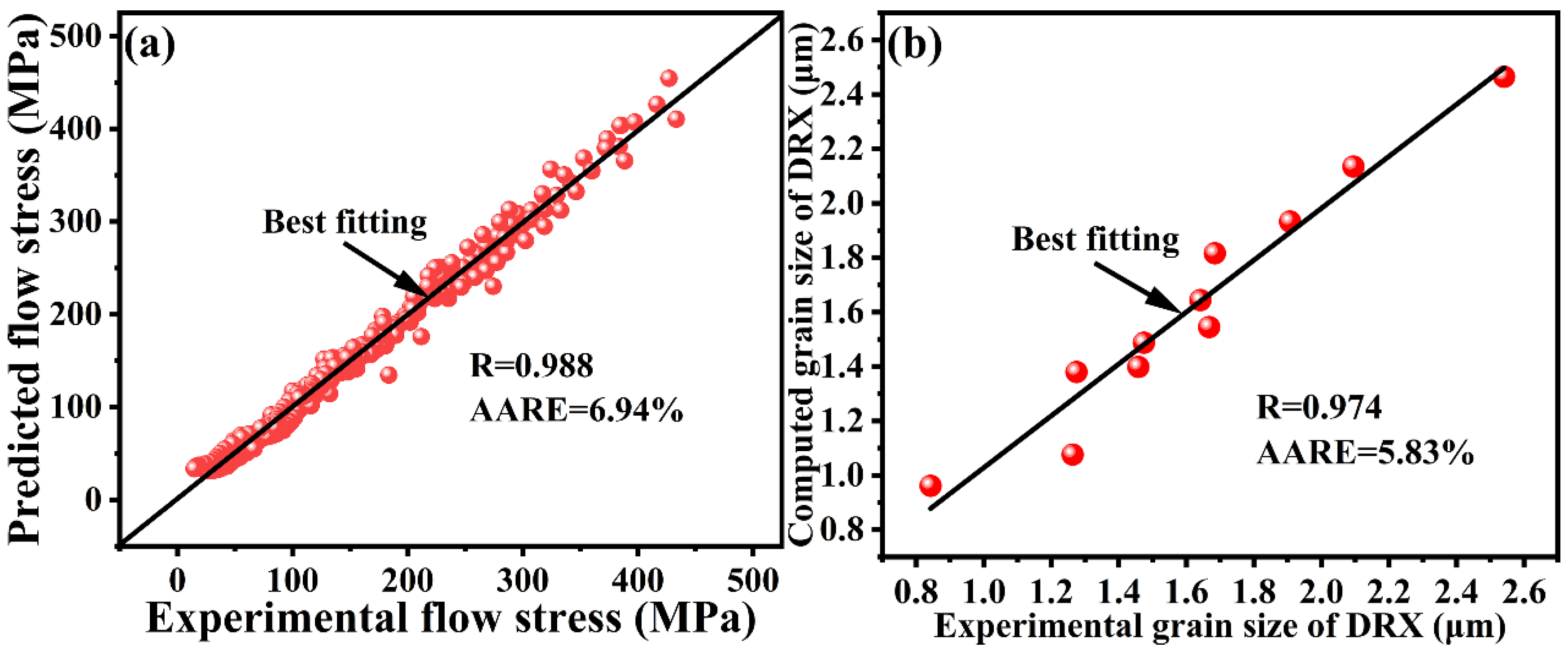
- The segmented constitutive models are established to characterize the hardening-dynamic recovery stage and the dynamic recrystallization stage. In the error analysis of the segmented constitutive models, R is 0.988 and AARE is only 6.94%, indicating a good agreement between the experimental and predicted flow stress.
- (3)
- By comparing the experimental value and the computed value of the AGS of DRX, it is found that R is 0.974 and AARE is only 5.83%, indicating that the dynamic recrystallization grain size model can evaluate the microstructure revolution of a Ni-Cr-Co-based superalloy during hot deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, K.; Liu, G.; Hu, B.; Li, F.; Zhang, Y.; Tao, Y.; Liu, J. Hot compressive deformation behavior of a new hot isostatically pressed Ni–Cr–Co based powder metallurgy superalloy. Mater. Des. 2011, 32, 1872–1879. [Google Scholar] [CrossRef]
- Xu, L.; Cui, C.Y.; Sun, X.F. The effects of Co and Ti additions on microstructures and compressive strength of Udimet710. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 7851–7856. [Google Scholar] [CrossRef]
- Hao, Z.P.; Ji, F.F.; Fan, Y.H.; Lin, J.Q.; Liu, X.Y.; Gao, S. Flow characteristics and constitutive equations of flow stress in high speed cutting Alloy 718. J. Alloys Compd. 2017, 728, 854–862. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wen, D.X.; Deng, J.; Liu, G.; Chen, J. Constitutive models for high-temperature flow behaviors of a Ni-based superalloy. Mater. Des. 2014, 59, 115–123. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.-Y.; Chen, X.-M.; Chen, J.; Wen, D.-X.; Zhang, J.-L.; Li, L.-T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Jin, Y.; Xue, H.; Yang, Z.; Zhang, L.; Zhang, C.; Wang, S.; Luo, J. Constitutive Equation of GH4169 Superalloy and Microstructure Evolution Simulation of Double-Open Multidirectional Forging. Metals 2019, 9, 1146. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.C.; Chen, X.M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, F.; Wang, Q.-W.; Chen, D.-D.; Singh, S.K. Microstructural evolution of a Ni-Fe-Cr-base superalloy during non-isothermal two-stage hot deformation. Vacuum 2018, 151, 283–293. [Google Scholar] [CrossRef]
- He, A.; Xie, G.; Yang, X.; Wang, X.; Zhang, H. A physically-based constitutive model for a nitrogen alloyed ultralow carbon stainless steel. Comput. Mater. Sci. 2015, 98, 64–69. [Google Scholar] [CrossRef]
- Ma, R.; Li, L.; Zhai, R.; Meng, X.; Zhao, J. Hot Deformation Behavior and Processing Map of GH901 Superalloy. Metals 2021, 11, 1808. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.X.; Zhang, M.C.; Yao, Z.H. Phenomenological model for the effect of strain rate on recrystallization and grain growth kinetics in the 617B alloy. J. Alloys Compd. 2018, 735, 1520–1535. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.-M.; Wen, D.-X.; Chen, M.-S. A physically-based constitutive model for a typical nickel-based superalloy. Comput. Mater. Sci. 2014, 83, 282–289. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Wang, L.H.; Wu, Q.; Zu, Z.H.; Cheng, H. Influences of pre-precipitated 8 phase on microstructures and hot compressive deformation features of a nickel-based superalloy. Vacuum 2019, 161, 242–250. [Google Scholar] [CrossRef]
- Wan, P.; Zou, H.; Wang, K.; Zhao, Z.; Lu, S.; Nie, H. Hot Deformation Behaviors and Intrinsic Hot Workability Map of Ti-12Mo-4Zr-5Sn Alloy Based on Physical Model and Polar Reciprocity Model. Metals 2020, 10, 956. [Google Scholar] [CrossRef]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z. Microstructure evolution and dynamic softening mechanisms during high-temperature deformation of a precipitate hardening Ni-based superalloy. Vacuum 2018, 155, 585–593. [Google Scholar] [CrossRef]
- Wu, R.; Liu, Y.; Geng, C.; Lin, Q.; Xiao, Y.; Xu, J.; Kang, W. Study on hot deformation behavior and intrinsic workability of 6063 aluminum alloys using 3D processing map. J. Alloys Compd. 2017, 713, 212–221. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhao, G.Q.; Xu, X.; Chen, X.X.; Zhang, C.S. Constitutive modeling, processing map establishment and microstructure analysis of spray deposited Al-Cu-Li alloy 2195. J. Alloys Compd. 2019, 779, 735–751. [Google Scholar] [CrossRef]
- Chuan, W.; Liang, H. Hot deformation and dynamic recrystallization of a near-beta titanium alloy in the beta single phase region. Vacuum 2018, 156, 384–401. [Google Scholar] [CrossRef]
- Zhang, F.X.; Liu, D.; Yang, Y.H.; Liu, C.X.; Zhang, Z.; Wang, H.; Wang, J.G. Investigation on the meta-dynamic recrystallization behavior of Inconel 718 superalloy in the presence of delta phase through a modified cellular automaton model. J. Alloys Compd. 2020, 817, 13. [Google Scholar] [CrossRef]
- Zouari, M.; Bozzolo, N.; Loge, R.E. Mean field modelling of dynamic and post-dynamic recrystallization during hot deformation of Inconel 718 in the absence of δ phase particles. Mater. Sci. Eng. A 2016, 655, 408–424. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Cao, M.; Niu, L.; Huang, K.; Zhang, Q. Establishment of macro-micro constitutive model and deformation mechanism of semi-solid Al6061. J. Alloys Compd. 2021, 854, 157124. [Google Scholar] [CrossRef]
- Wang, M.J.; Sun, C.Y.; Fu, M.W.; Liu, Z.L.; Qian, L.Y. Study on the dynamic recrystallization mechanisms of Inconel 740 superalloy during hot deformation. J. Alloys Compd. 2020, 820, 13. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Xu, B.; Tariq, N.U.; Sun, M.Y.; Li, D.Z.; Li, Y.Y. Effect of strain rate on plastic deformation bonding behavior of Ni-based superalloys. J. Mater. Sci. Technol. 2020, 40, 54–63. [Google Scholar] [CrossRef]
- Zhang, H.B.; Zhang, K.F.; Zhou, H.P.; Lu, Z.; Zhao, C.H.; Yang, X.L. Effect of strain rate on microstructure evolution of a nickel-based superalloy during hot deformation. Mater. Des. 2015, 80, 51–62. [Google Scholar] [CrossRef]
- Jia, Z.; Gao, Z.X.; Ji, J.J. A Mechanism for the Evolution of Hot Compression Cracking in Inconel 625 Alloy Ingot With Respect to Grain Growth. Adv. Eng. Mater. 2020, 22, 9. [Google Scholar] [CrossRef]
- Huang, K.; Loge, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Raghu, T.; Bhattacharjee, P.P.; Rao, G.A.; Borah, U. Work hardening characteristics and microstructural evolution during hot deformation of a nickel superalloy at moderate strain rates. J. Alloys Compd. 2017, 709, 394–409. [Google Scholar] [CrossRef]
- Guo, Q.M.; Li, D.F.; Guo, S.L.; Peng, H.J.; Hu, J. The effect of deformation temperature on the microstructure evolution of Inconel 625 superalloy. J. Nucl. Mater. 2011, 414, 440–450. [Google Scholar] [CrossRef]
- Kumar, S.S.S.; Raghu, T.; Bhattacharjee, P.P.; Rao, G.A.; Borah, U. Strain rate dependent microstructural evolution during hot deformation of a hot isostatically processed nickel base superalloy. J. Alloys Compd. 2016, 681, 28–42. [Google Scholar] [CrossRef]
- Li, D.F.; Guo, Q.M.; Guo, S.L.; Peng, H.J.; Wu, Z.G. The microstructure evolution and nucleation mechanisms of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Des. 2011, 32, 696–705. [Google Scholar] [CrossRef]
- He, G.A.; Liu, F.; Huang, L.; Huang, Z.W.; Jiang, L. Microstructure evolutions and nucleation mechanisms of dynamic recrystallization of a powder metallurgy Ni-based superalloy during hot compression. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2016, 677, 496–504. [Google Scholar] [CrossRef]
- Breitbarth, E.; Zaefferer, S.; Archie, F.; Besel, M.; Raabe, D.; Requena, G. Evolution of dislocation patterns inside the plastic zone introduced by fatigue in an aged aluminium alloy AA2024-T3. Mater. Sci. Eng. A 2018, 718, 345–349. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Luo, X.; Liang, H.Q.; Guo, H.Z.; Zhang, J.L.; Tan, K. Competition between dynamic recovery and recrystallization during hot deformation for TC18 titanium alloy. Mater. Sci. Eng. A 2015, 635, 77–85. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Ding, R.; Guo, Z.X. Coupled quantitative simulation of microstructural evolution and plastic flow during dynamic recrystallization. Acta Mater. 2001, 49, 3163–3175. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, S.; Ma, S.; Yan, H.; Wang, W.; Li, Q. Hot Deformation Behavior of Q345 Steel and Its Application in Rapid Shear Connection. Materials 2019, 12, 2186. [Google Scholar] [CrossRef] [Green Version]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, É. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Sellars, C. Modelling microstructural development during hot rolling. Mater. Sci. Technol. 1990, 6, 1072–1081. [Google Scholar] [CrossRef]
- Kim, S.I.; Yoo, Y.C. Dynamic recrystallization behavior of AISI 304 stainless steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2001, 311, 108–113. [Google Scholar] [CrossRef]
- Kim, S.I.; Lee, Y.S.; Lee, D.L.; Yoo, Y.C. Modeling of AGS and recrystallized fraction of microalloyed medium carbon steel during hot deformation. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2003, 355, 384–393. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (K) | Strain Rate (s−1) | |||||||
|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.1 | 1 | 5 | |||||
| σc (MPa) | εc | σc (MPa) | εc | σc (MPa) | εc | σc (MPa) | εc | |
| 1323 | 141.3634 | 0.0615 | 234.5737 | 0.0827 | 354.8394 | 0.0907 | 390.882 | 0.1263 |
| 1353 | 103.3634 | 0.0612 | 160.2594 | 0.0781 | 277.5642 | 0.0869 | 353.207 | 0.1091 |
| 1373 | 77.50401 | 0.0492 | 128.6384 | 0.0642 | 184.4125 | 0.0866 | 270.9856 | 0.0769 |
| 1393 | 53.71576 | 0.0491 | 96.83177 | 0.0624 | 164.8765 | 0.0803 | 210.748 | 0.0735 |
| 1423 | 48.17578 | 0.0332 | 59.17842 | 0.0493 | 109.7814 | 0.0523 | 155.8454 | 0.0660 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Feng, W.; Zhuang, W.; Hua, L. Microstructure Analysis and Segmented Constitutive Model for Ni-Cr-Co-Based Superalloy during Hot Deformation. Metals 2022, 12, 357. https://doi.org/10.3390/met12020357
Li H, Feng W, Zhuang W, Hua L. Microstructure Analysis and Segmented Constitutive Model for Ni-Cr-Co-Based Superalloy during Hot Deformation. Metals. 2022; 12(2):357. https://doi.org/10.3390/met12020357
Chicago/Turabian StyleLi, Hongyu, Wei Feng, Wuhao Zhuang, and Lin Hua. 2022. "Microstructure Analysis and Segmented Constitutive Model for Ni-Cr-Co-Based Superalloy during Hot Deformation" Metals 12, no. 2: 357. https://doi.org/10.3390/met12020357